
System Hydrodynamics of a 1 MWth Dual Circulating Fluidized Bed Chemical Looping Gasifier

Abstract
:Highlights
- A holistic dataset covering the hydrodynamic behavior of a 1 MWth coupled dual-fluidized bed reactor system, encompassing more than 100 h of hot chemical looping gasification operation, is presented.
- Using data collected during more than 50 h of operation of a downscaled cold flow model (CFM), the hydrodynamic behavior of the hot 1 MWth setup is predicted and further evaluated.
- A novel and robust method to calculate solids entrainment from a circulating fluidized bed (CFB) system, relying solely on pressure and temperature measurements, developed using the CFM data and validated using live data from the 1 MWth chemical looping gasifier, is presented.
- Data from the cold flow model and the 1 MWth pilot plant show that free variations of all underlying hydrodynamic boundary conditions are viable in a given range, each resulting in a characteristic response of the dual-fluidized bed reactor system. These findings are formalized in a set of operating ground rules, applicabale to similar dual-fluidized bed systems of any scale.
- The novel calculation approach for the solid entrainment from the CFB(s) can be applied to any fluidized bed setup, allowing for accurate determination of this crucial parameter in any process configuration.
Abstract
1. Introduction
2. Experimental
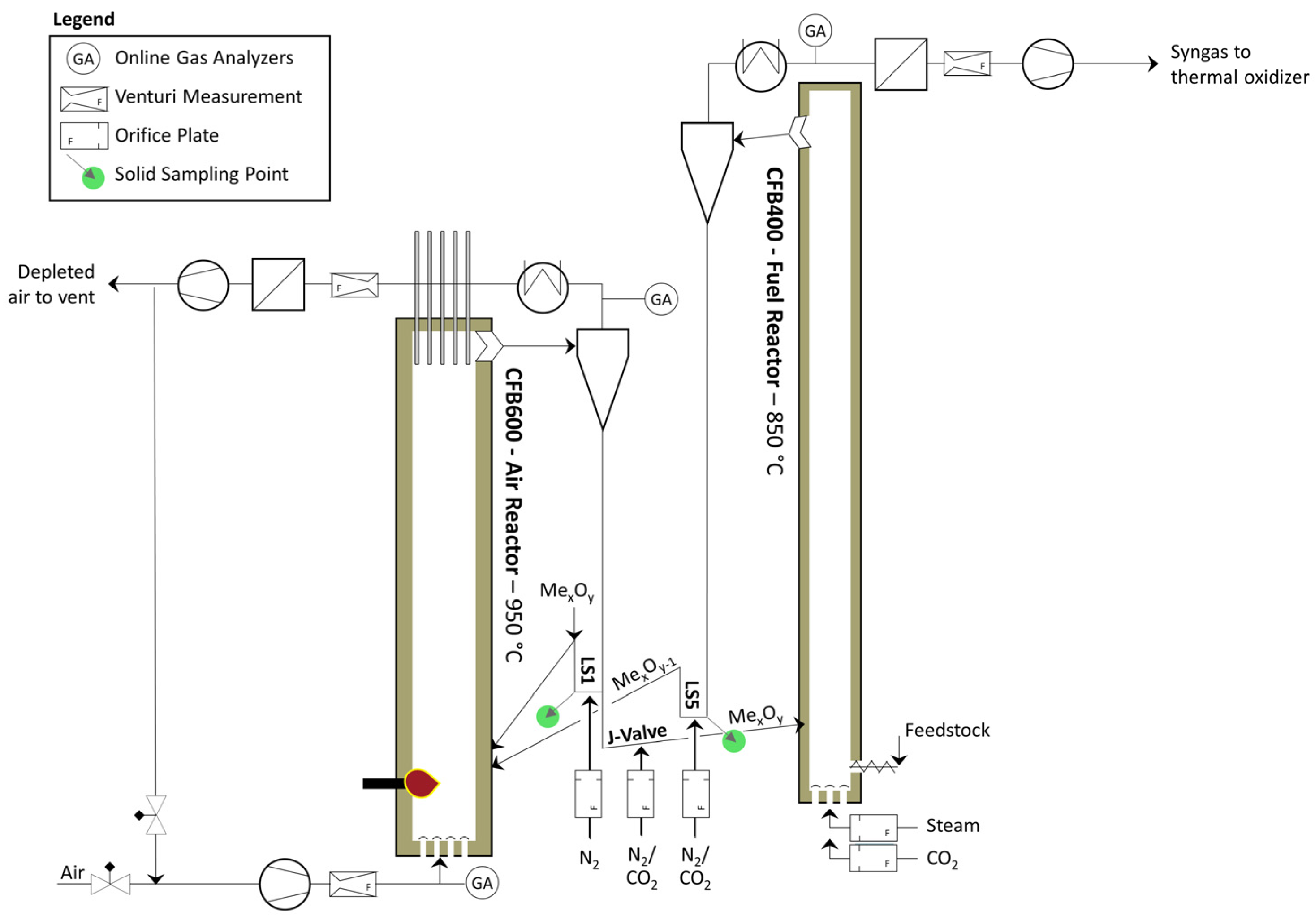
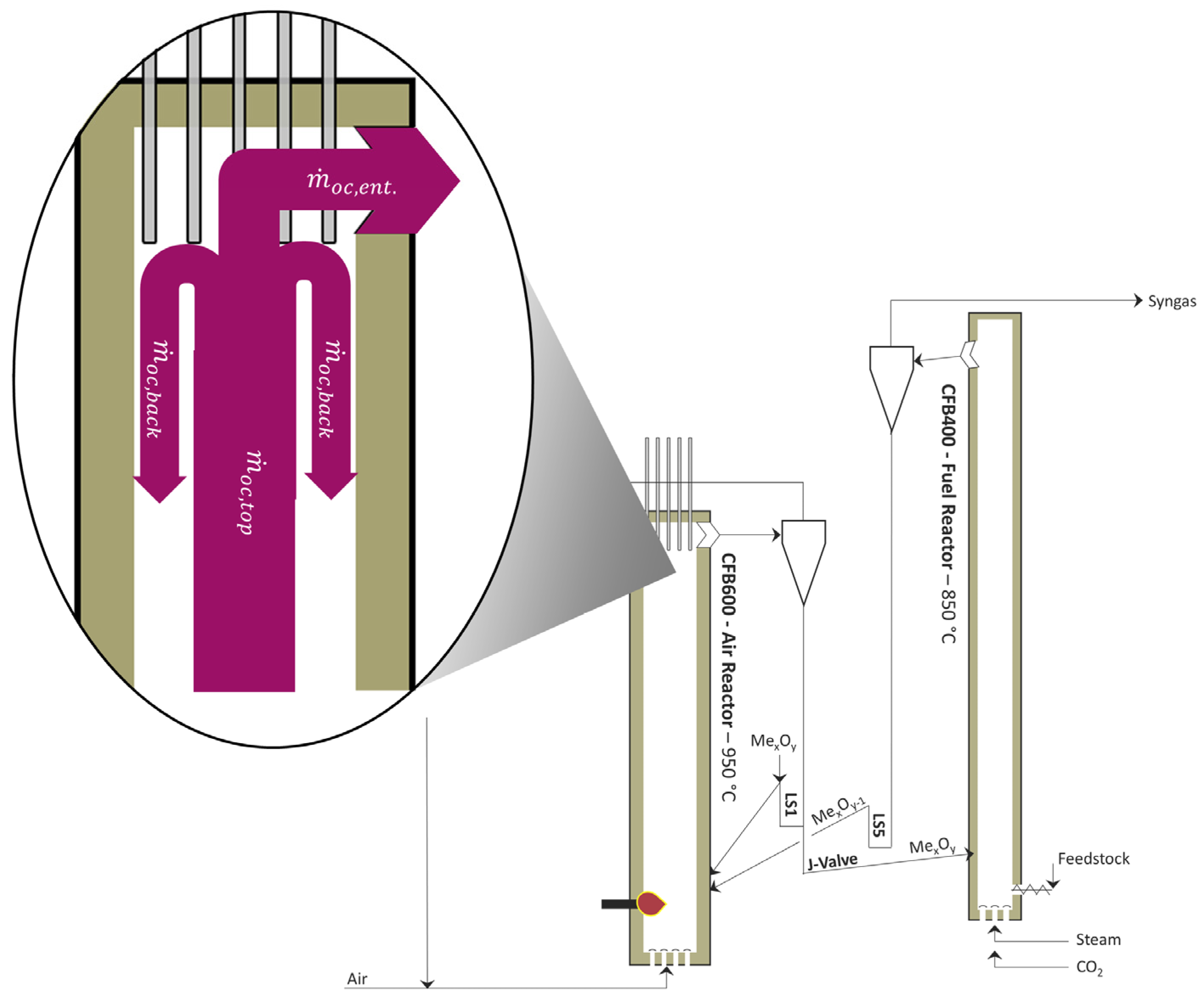
2.1. 1 MWth Pilot Plant
1 Pilot Plant Layout
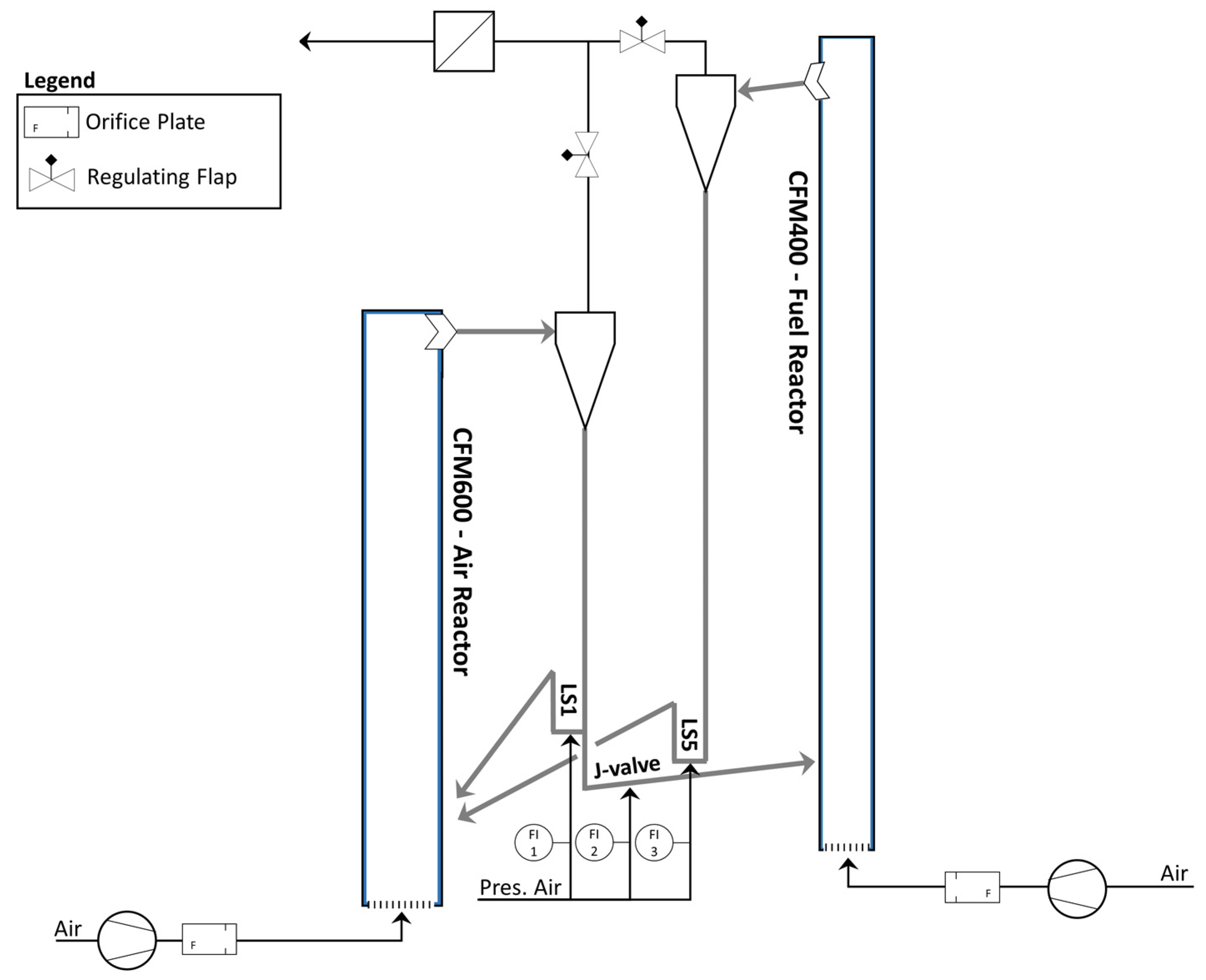
2.2. Cold Flow Model
2.3. Materials
2.3.1. Bed Materials
2.3.2. Feedstocks
2.4. Operating Conditions
2.4.1. 1 MWth Chemical Looping Gasifier
2.4.2. Cold Flow Model
2.5. Evaluation Parameters
2.6. Material Characterization
2.6.1. Particle Size Distribution (PSD) and Mean Particle Diameter
2.6.2. Bulk Density
2.6.3. Particle Density
2.6.4. Oxidation Degree
3. Scaling Theory
4. Results and Discussion
4.1. Hydrodynamic Behavior of Dual Circulating Fluidized Bed Reactor System
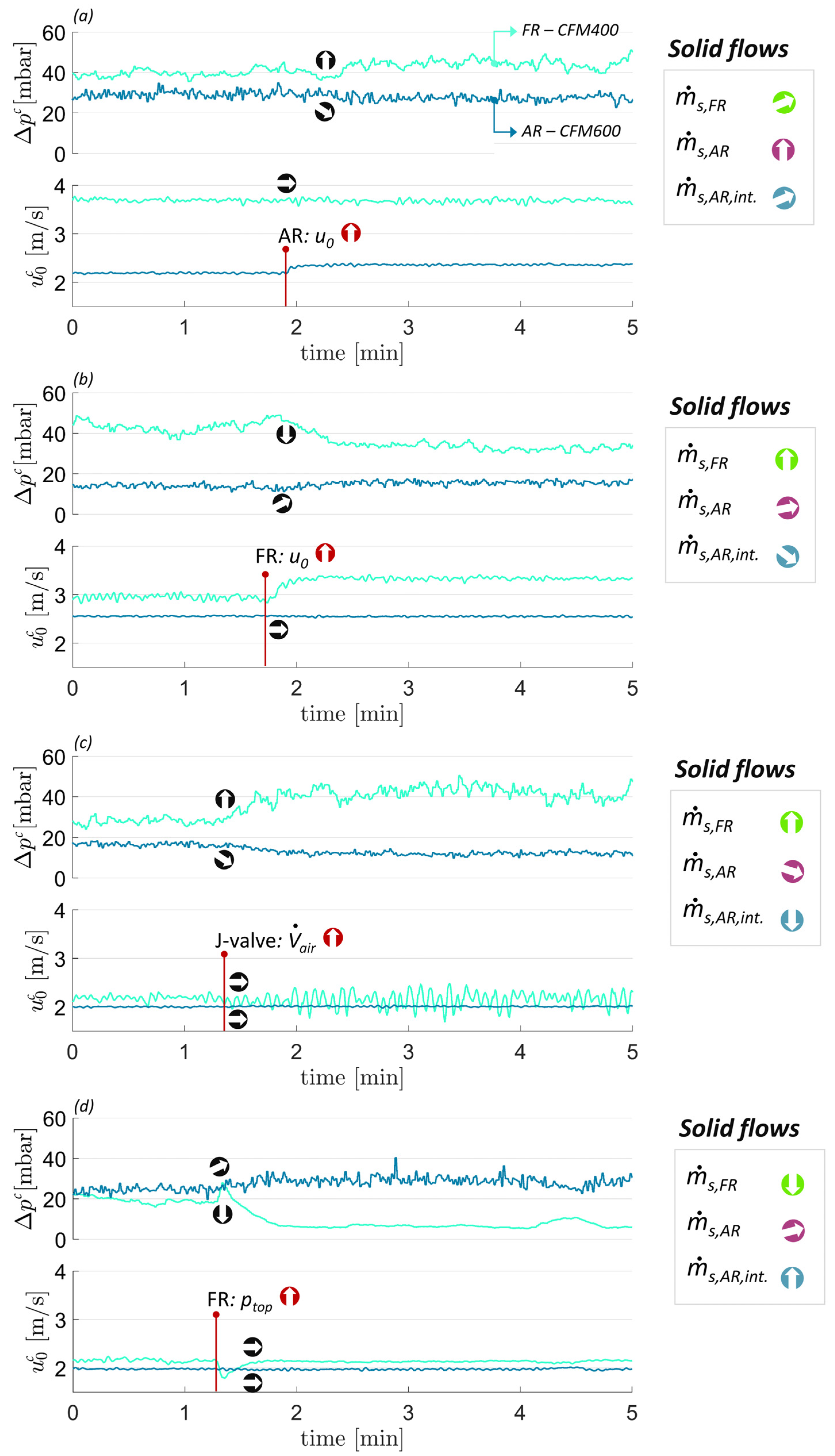
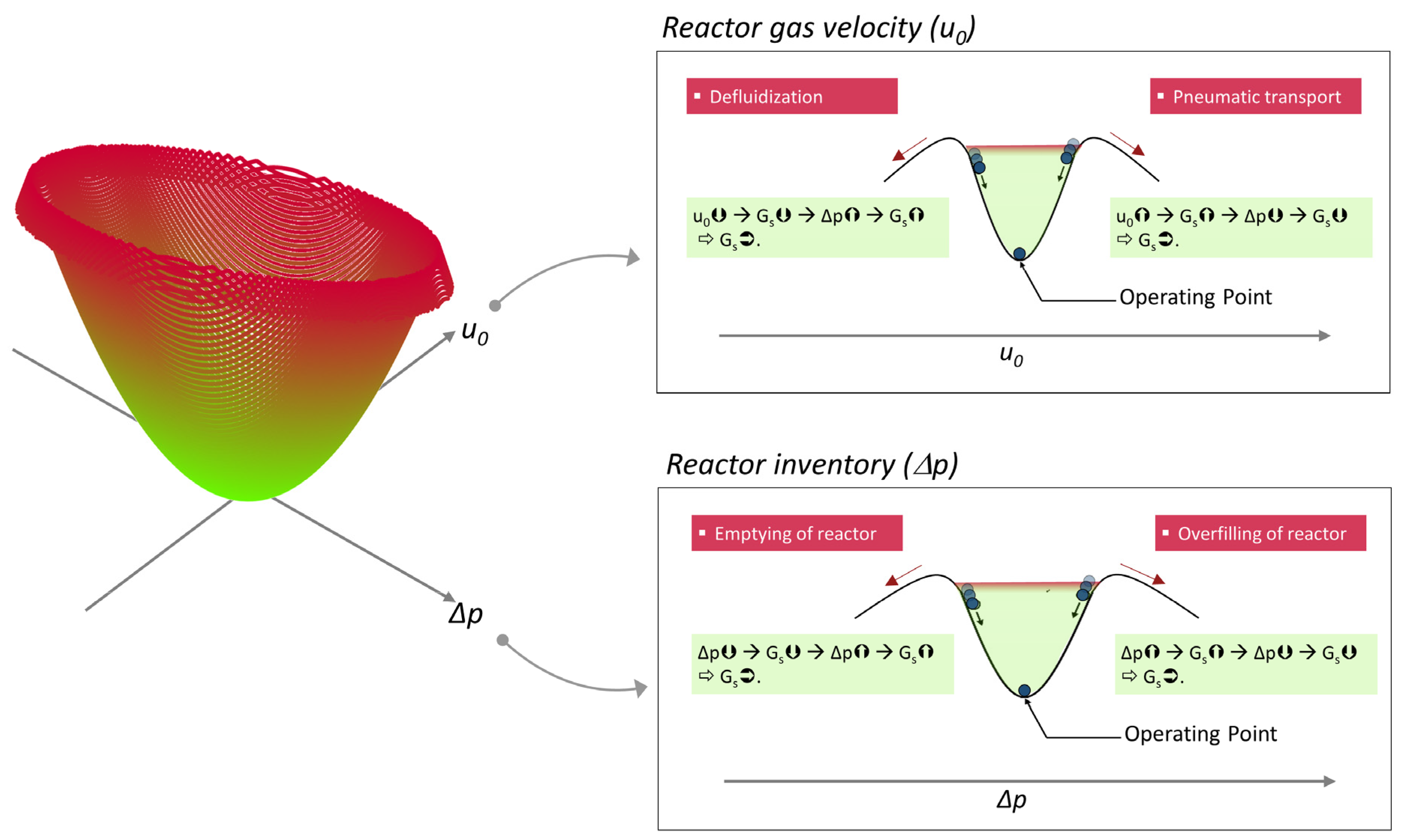
4.1.1. Operating Rules for Dual Circulating Fluidized Bed Reactor System
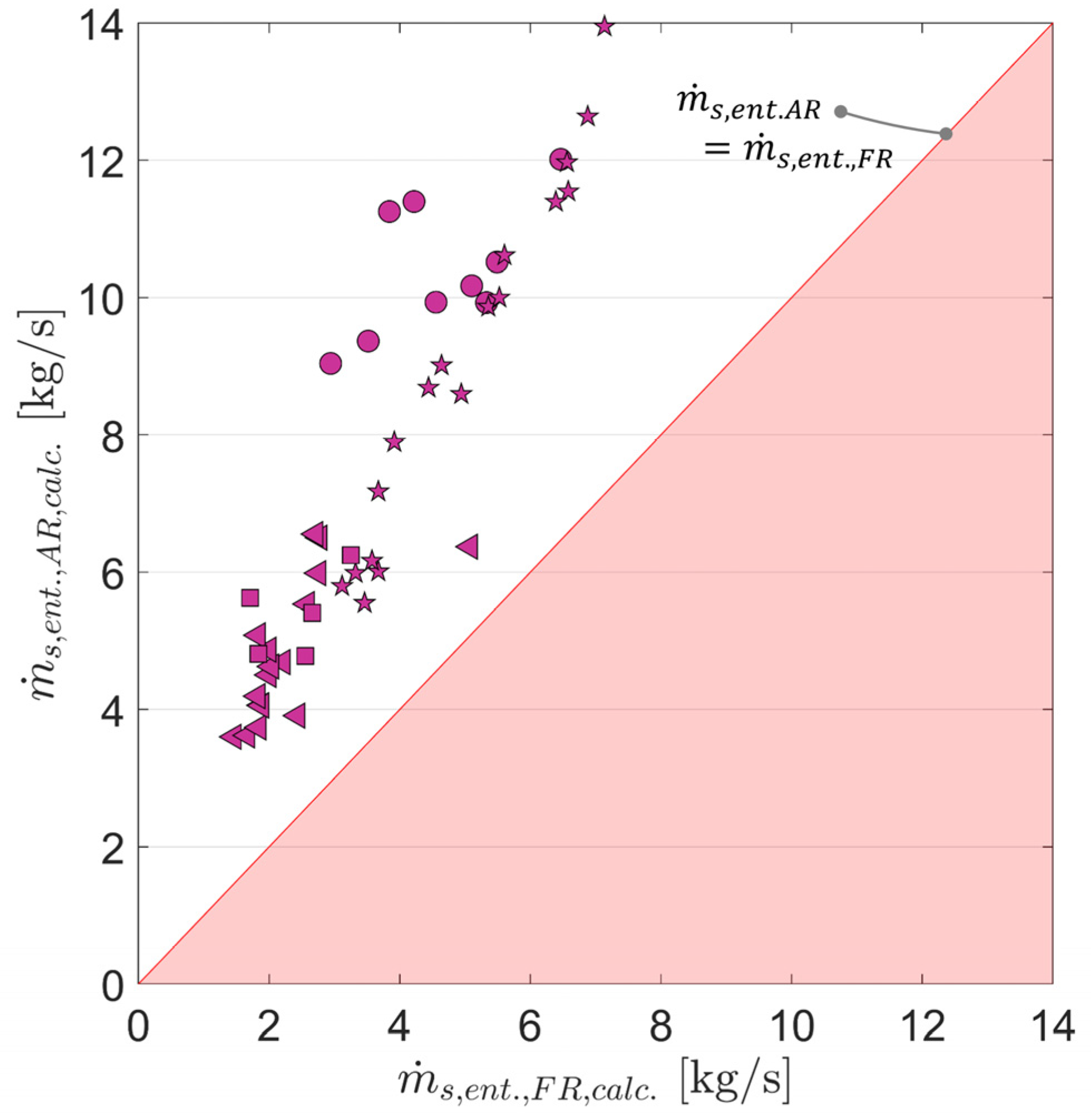
- LS1 must not be emptied, i.e., material entrainment from the AR has to exceed material throughput through the J-valve (see Equation (29)).
- Generally, both reactors have to be operated above the minimum fluidization velocity of the utilized bed material to avoid defluidization. For the given reactor setup, the lower limit for the lower gas velocity is even more stringent, with u0 having to exceed the terminal velocity of the bed material to attain meaningful solid circulation.
- The gas velocity has to be restricted to prevent complete emptying of the CFB, which would constitute pneumatic transport and hence sub-optimal heat and mass transfer rates inside the CFB.
- The overall reactor inventory should be sufficient to prevent complete emptying of the CFB and should not exceed the maximum holding capacity of the system, which could entail (fluidization) issues during operation.
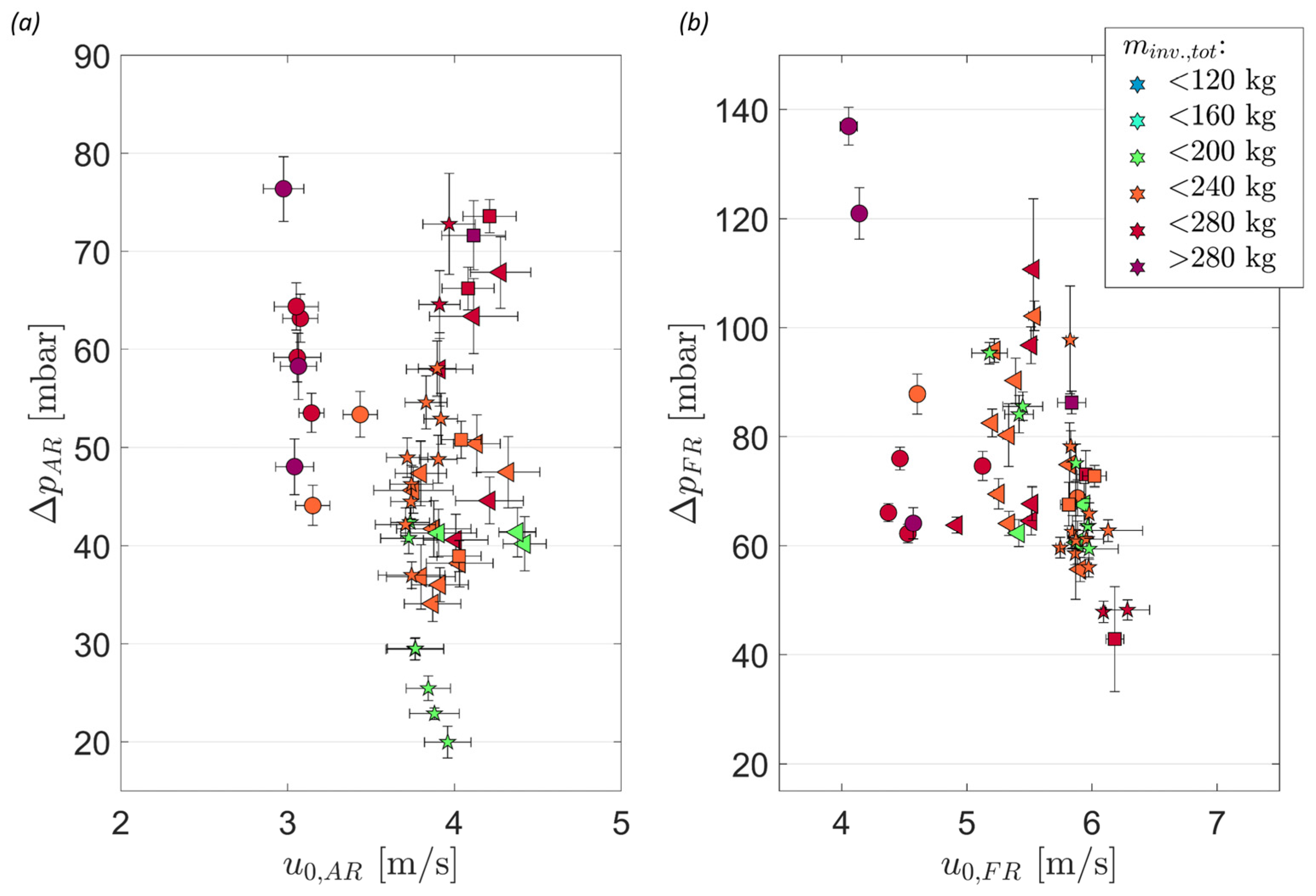
- The pressure gradient between the overhead pressures should not rise to excessive values, which would lead to disturbances of controlled solid transport between AR and FR and/or pneumatic material transport through the loop seals.
4.1.2. Comparison of Different Operating periods in Cold Flow Model and 1 MWth Pilot Plant
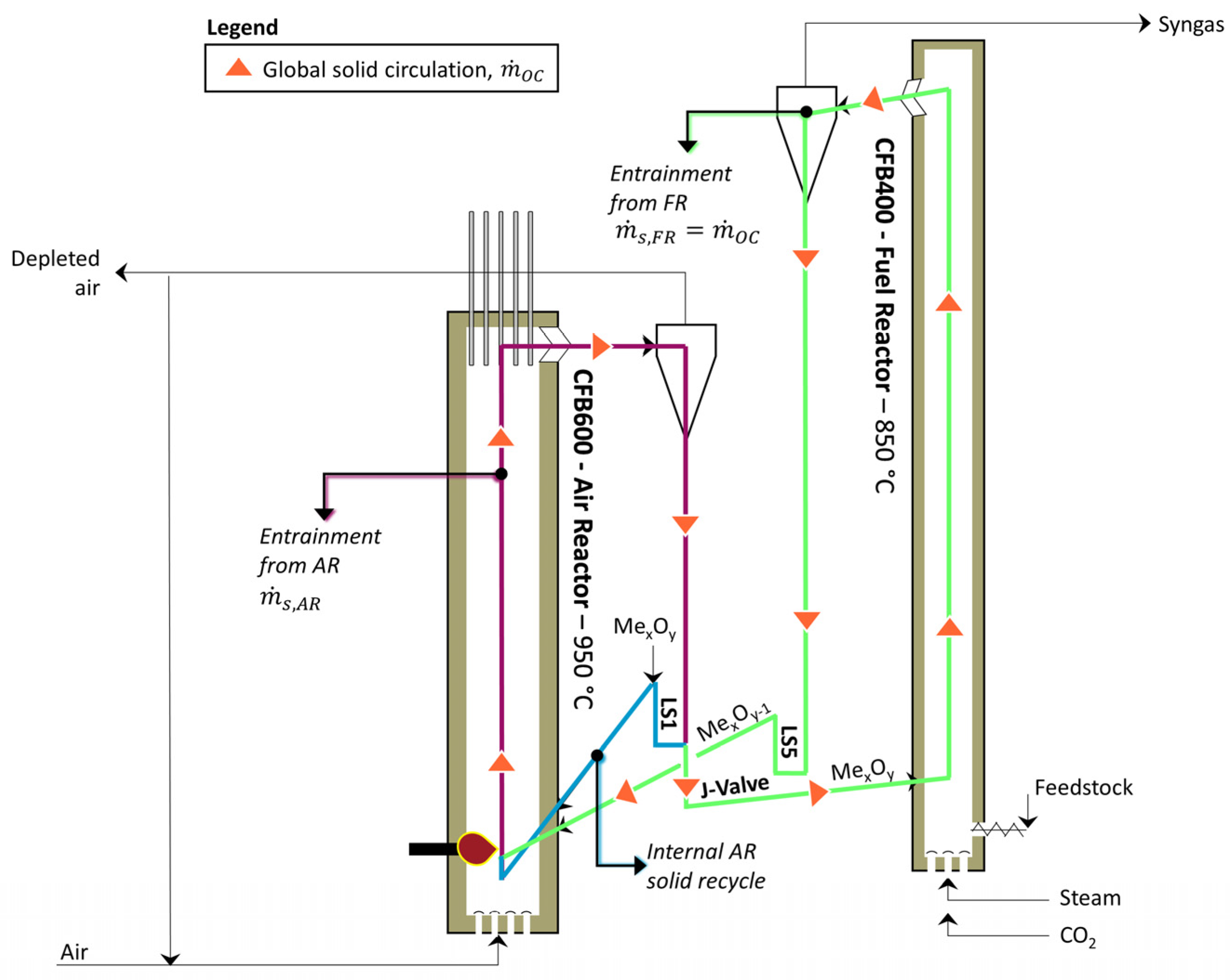
4.2. Entrainment and Solid Circulation of the Dual Circulating Fluidized Bed Reactor System
4.2.1. Entrainment from Dual Circulating Fluidized Bed Cold Flow Model
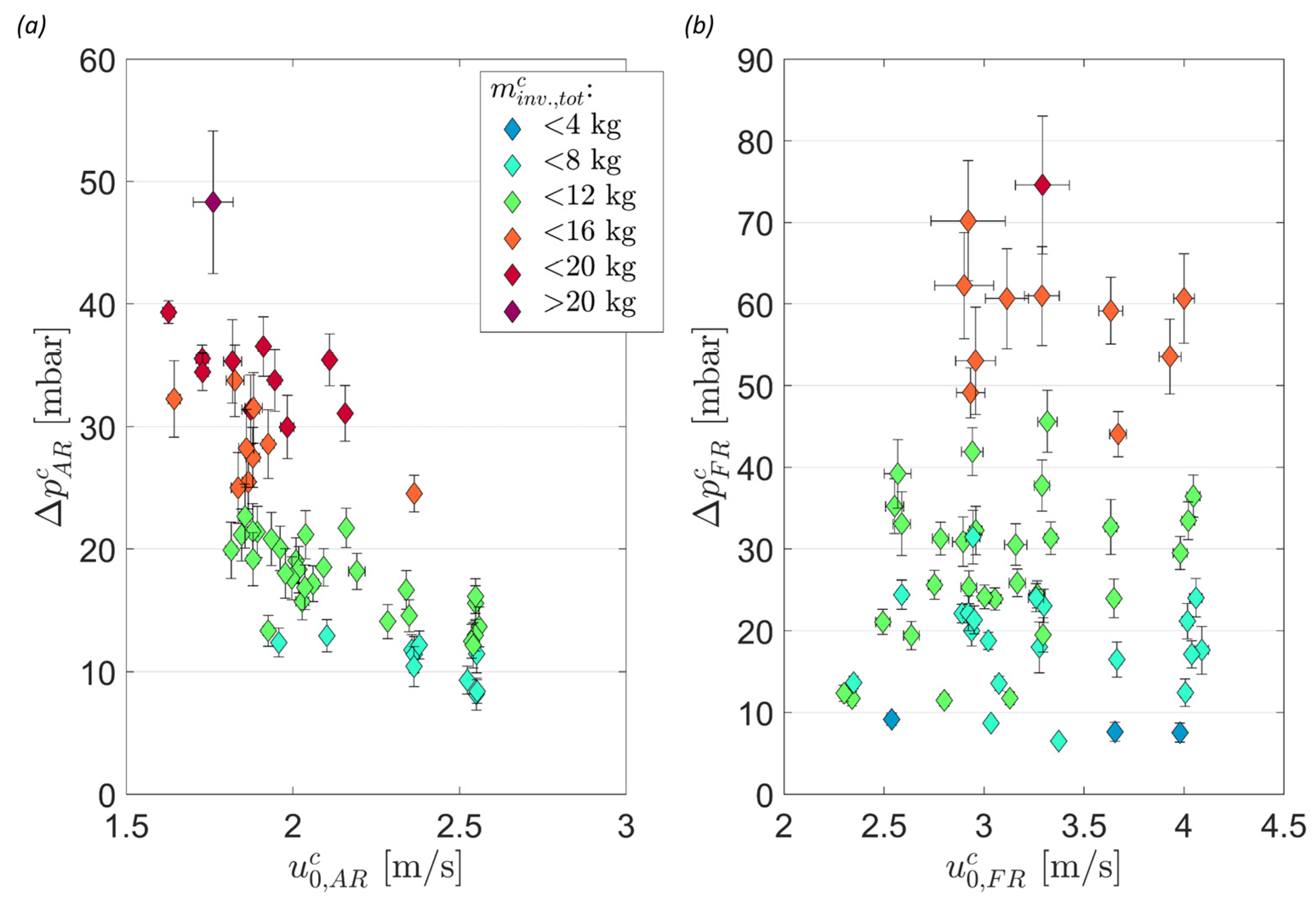
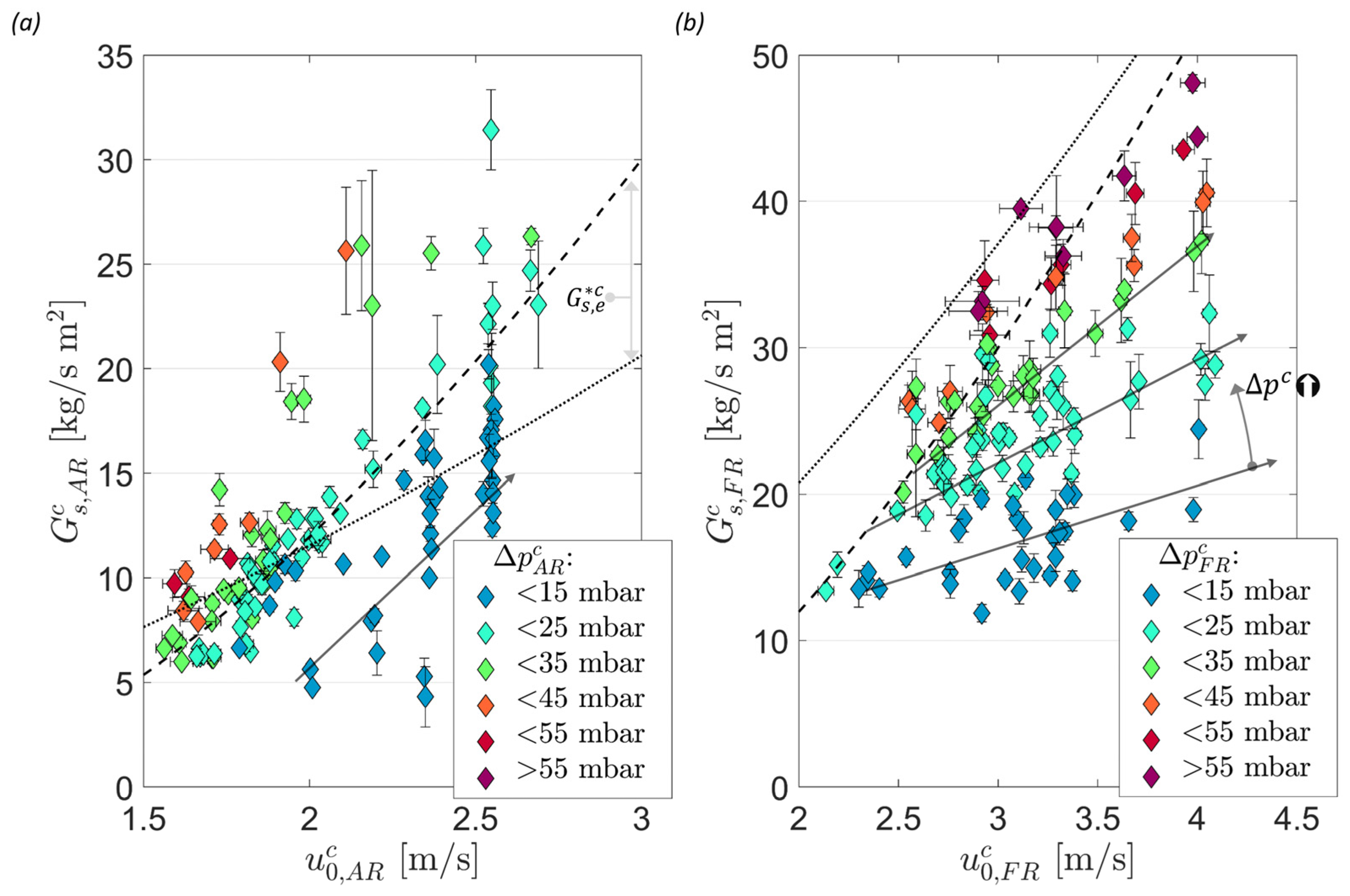
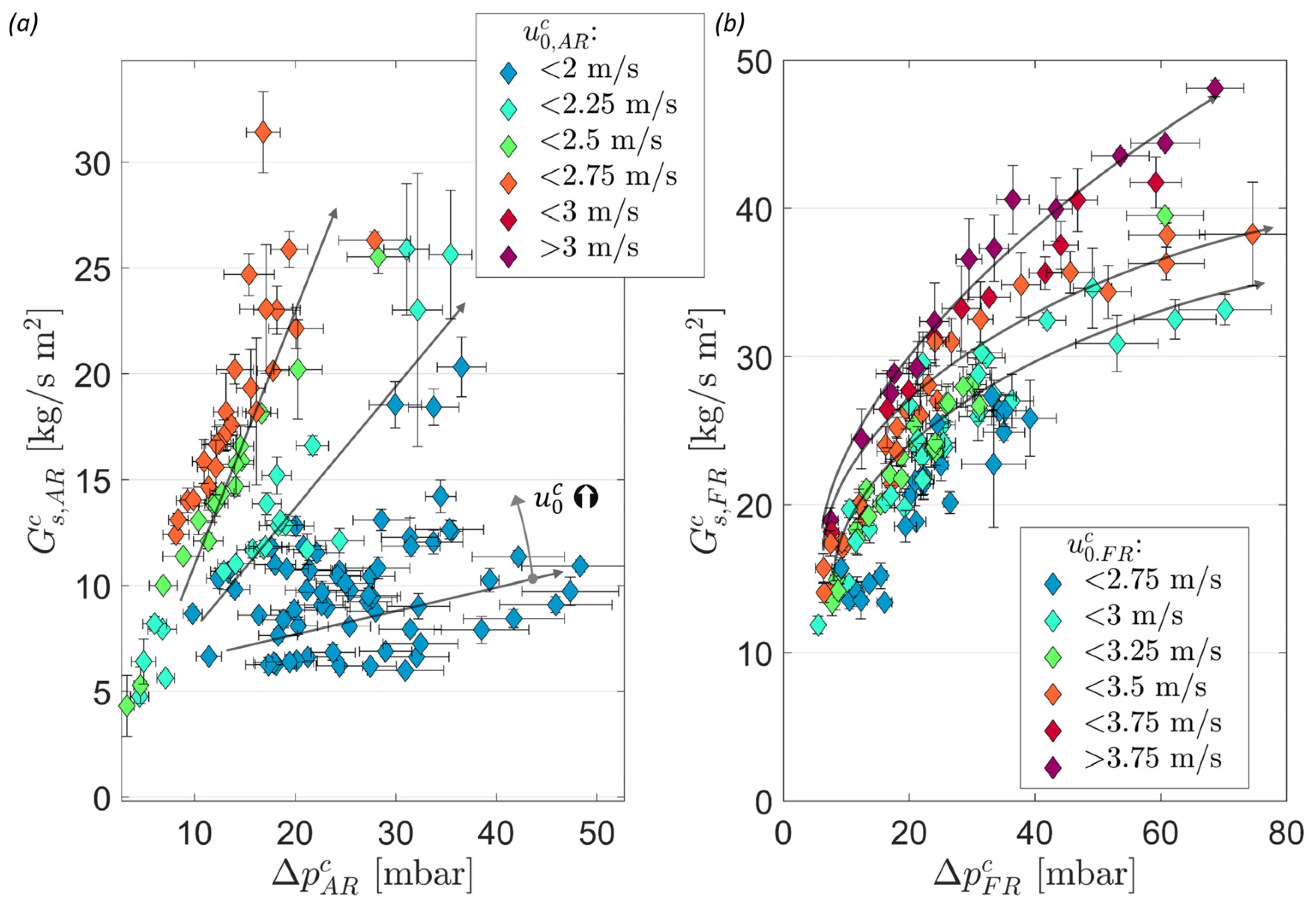
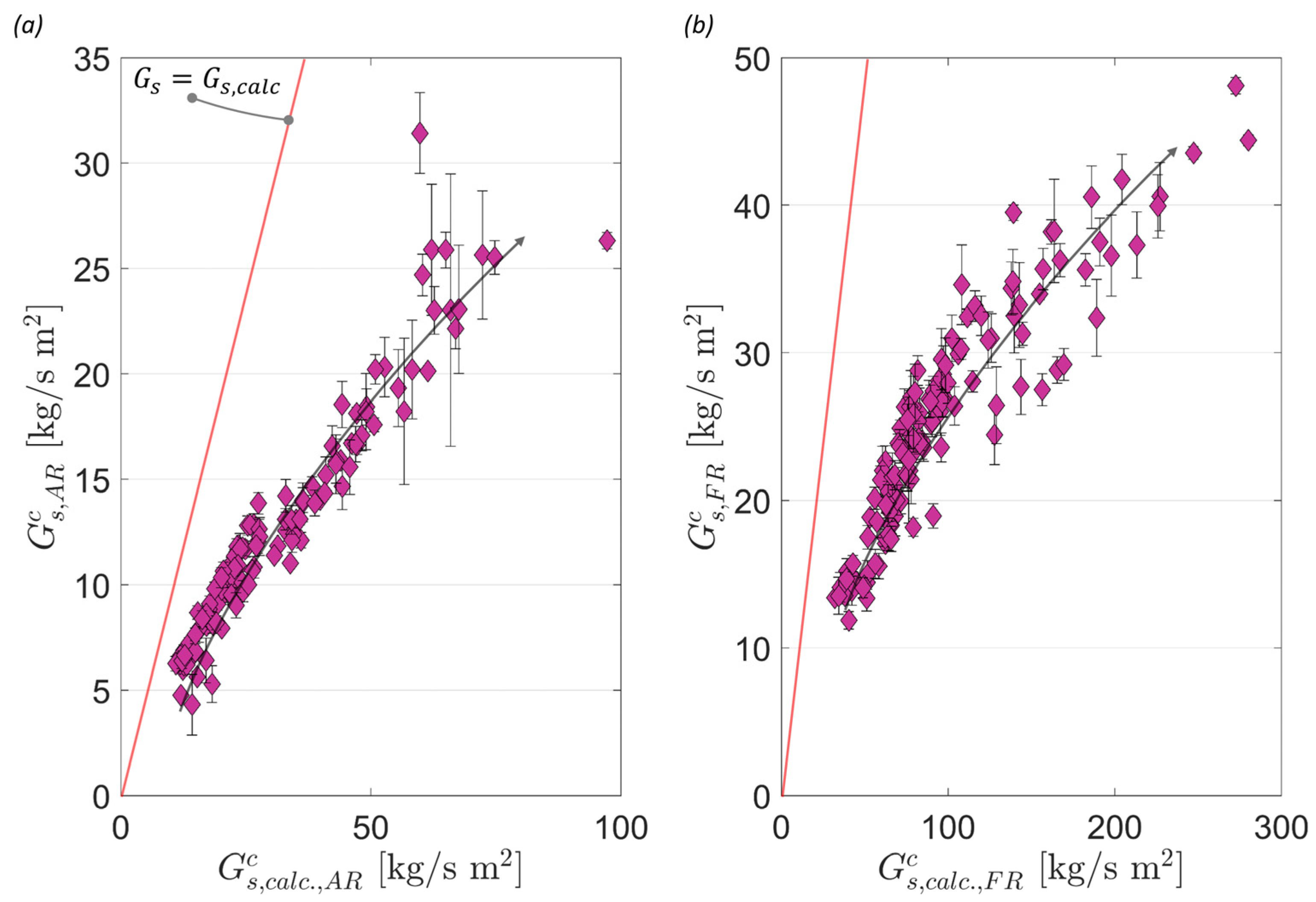
- For most operating periods, the calculated values are larger than the experimentally determined ones for both reactors;
- While a distinct impact of the reactor inventory on solids entrainment is visible in the experimental data in Figure 14 (esp. for the FR where the inventory was varied strongly), this is not reflected in the calculated data, as existing calculation approaches, allowing for a direct estimation without further fitting or modeling efforts, do not account for the effect of reactor inventory (see also Equations (8)–(14)).
- (i)
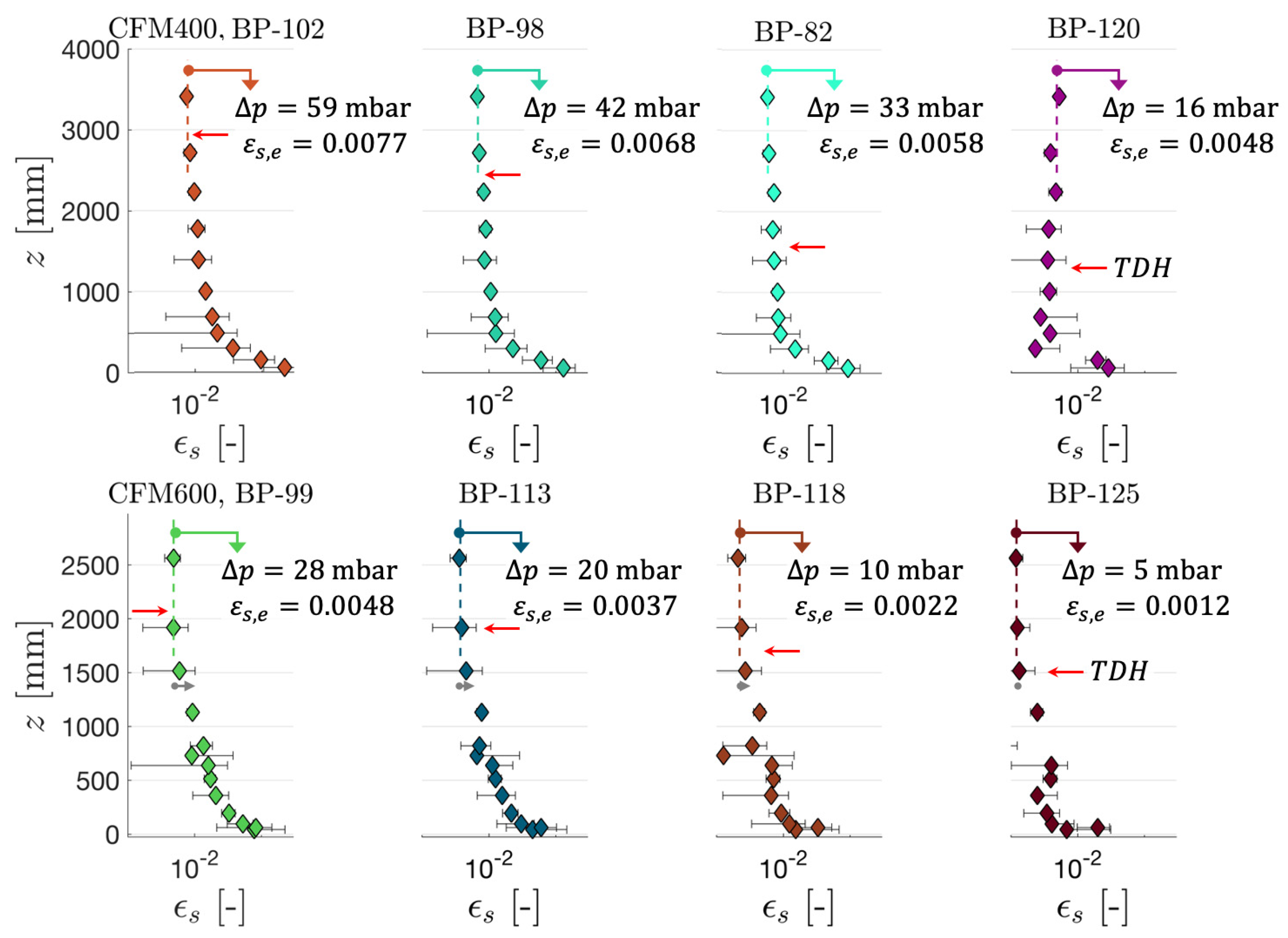
- For CFB reactors with heights smaller than the TDH, solid loading decreases continuously with increasing reactor height (i.e., the solid loading does not reach a constant value within the riser). As the reactor inventory is increased, the height of the bottom bed increases, leading to a decrease in the distance from the top of the dense bed and the reactor outlet and hence an increase in solid concentration throughout the entire freeboard. Due to this higher solid concentration in the freeboard, entrainment increases; [27]
- (ii)
- With increasing reactor inventory, bubble coalescence in the bed intensifies, leading to a more pronounced ejection of particles into the freeboard when those larger bubbles reach the top of the dense bed [27]. As particle concentrations in the freeboard increase due to this effect, entrainment intensifies.
4.2.2. Entrainment from 1 MWth DFB Chemical Looping Gasifier
4.3. Prediction of Entrainment and Solid Circulation of Dual Circulating Fluidized Bed Reactor System
4.3.1. Prediction of Entrainment via Scaling of Data from Dual Circulating Fluidized Bed Cold Flow Model
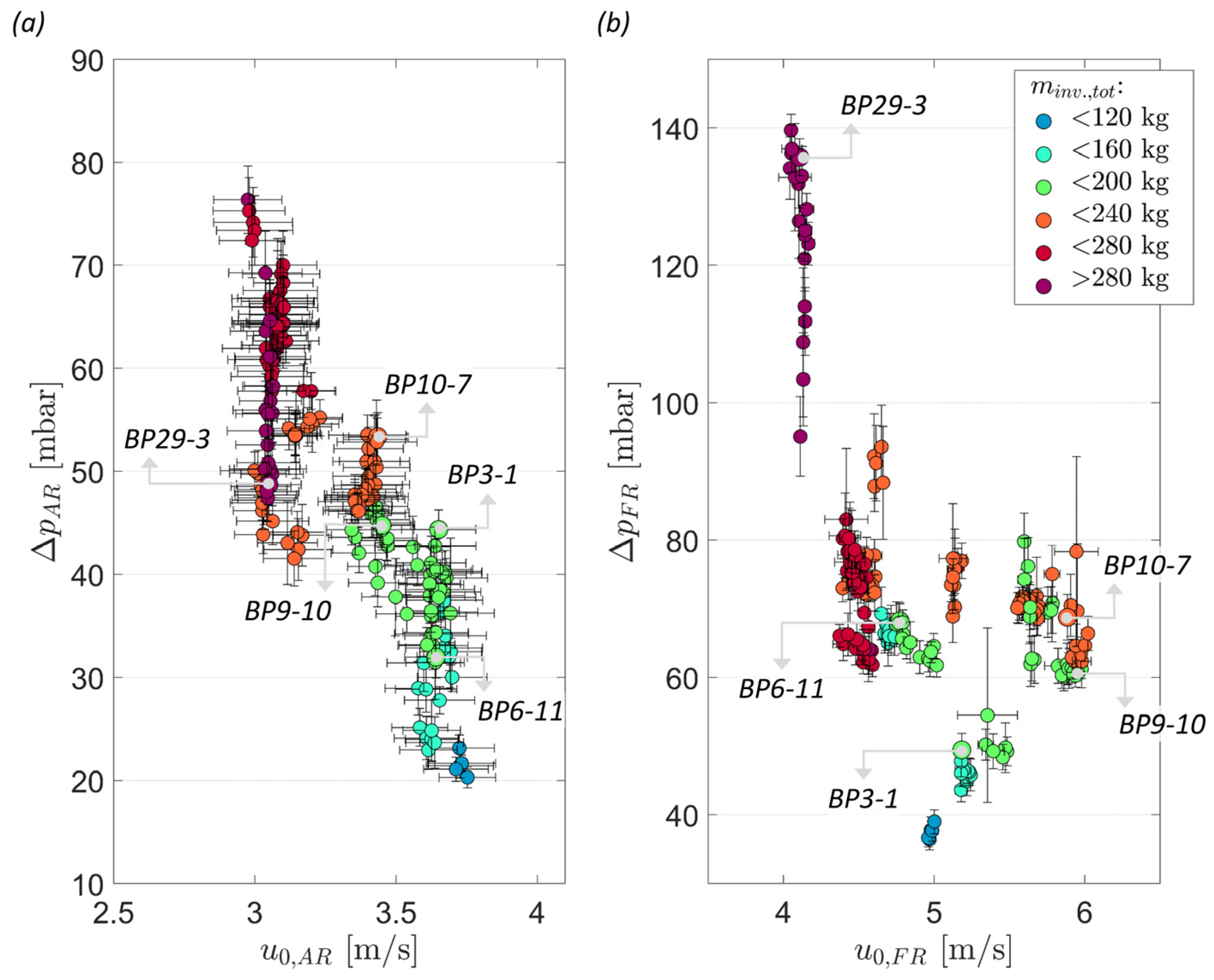
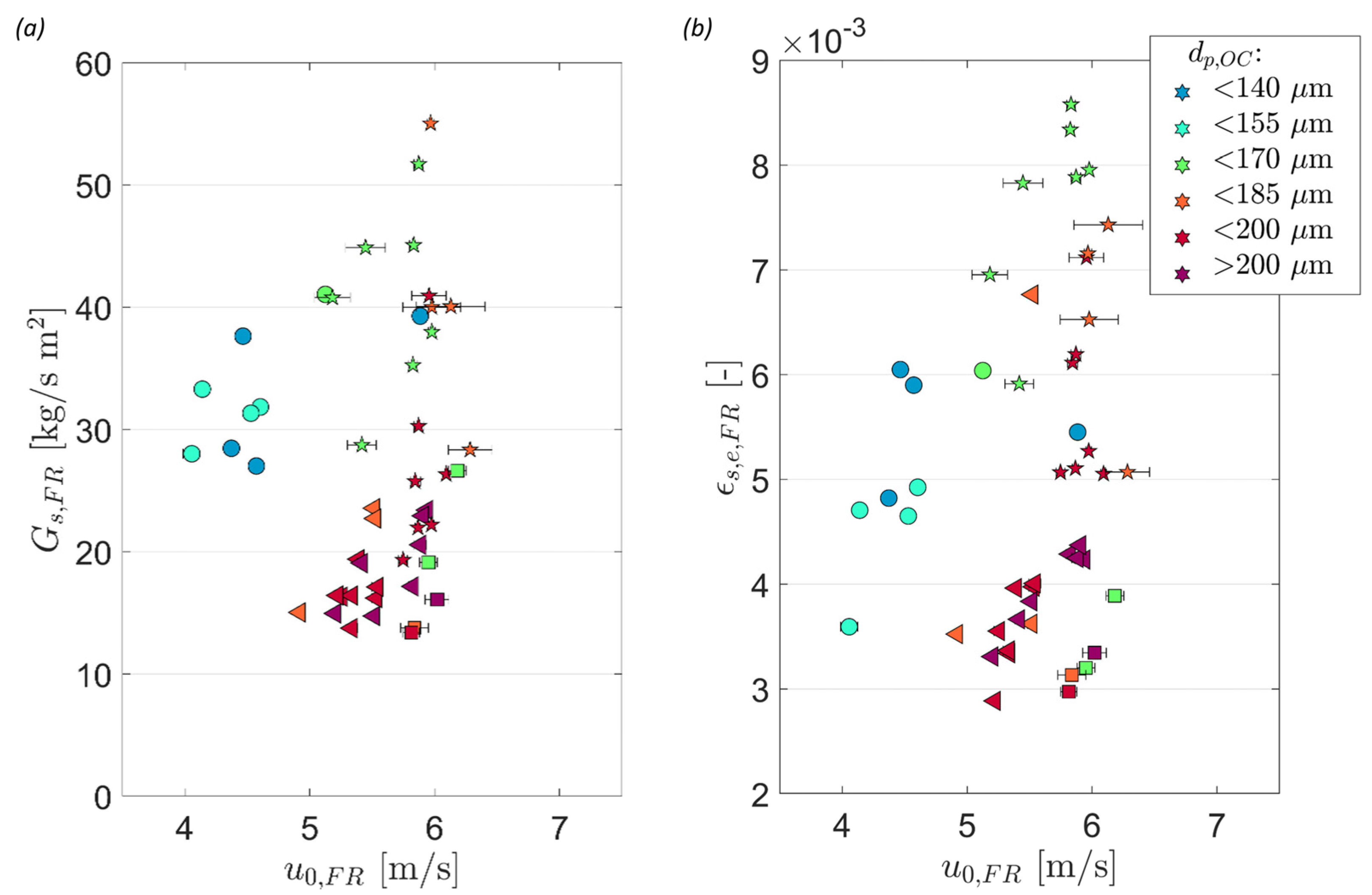
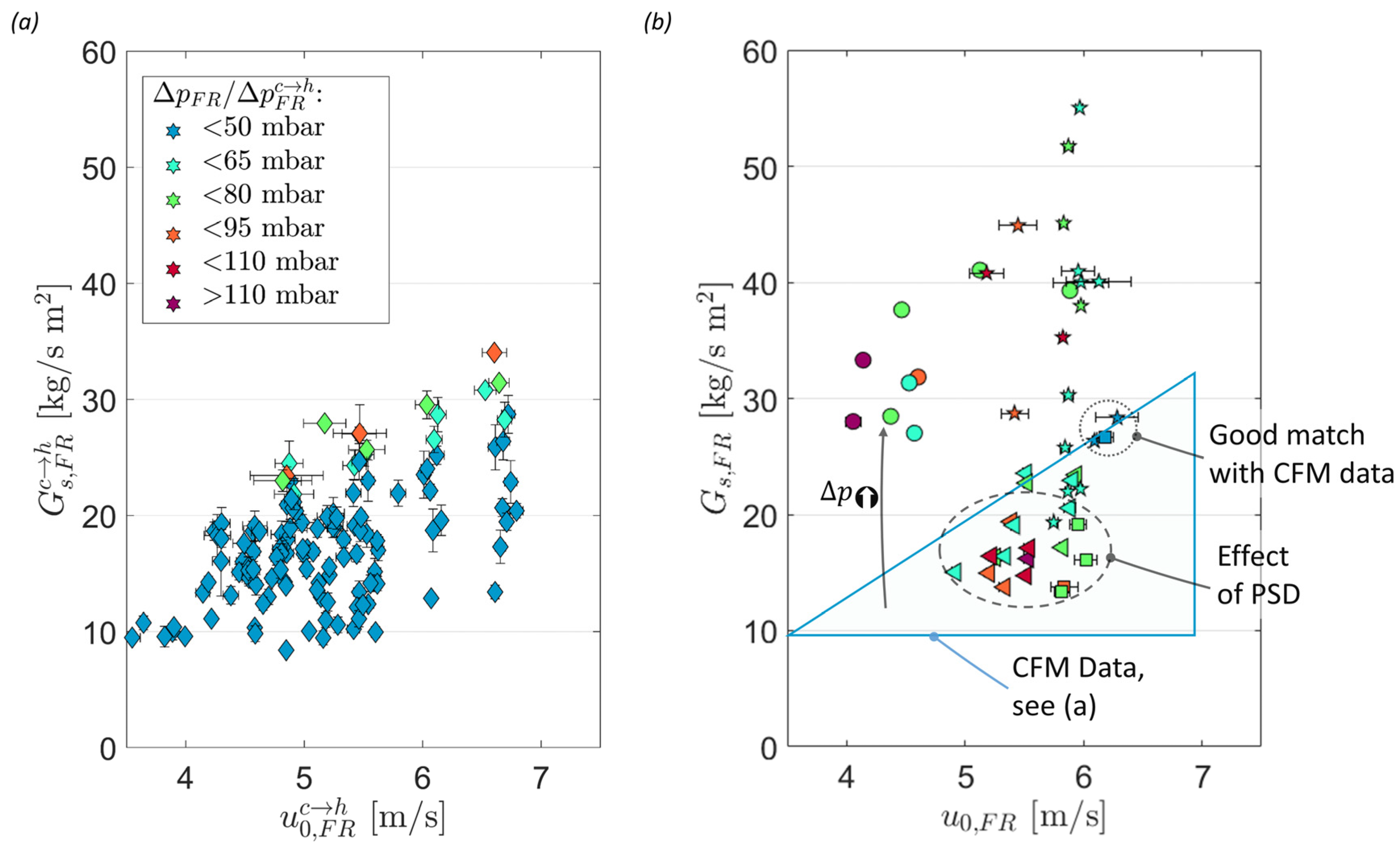
- For the vast majority of operating periods, reactor inventories were significantly higher in the 1 MWth pilot plant, than for the CFM, generally leading to larger entrainment rates for the former (see grey arrow in Figure 19b). Although a wide range of FR reactor inventories was investigated in the CFM, operation in the 1 MWth pilot plant was found to be more efficient at even higher inventories than previously deemed suitable during CFM operation (e.g., due to longer solid residence times enhanced feedstock conversions inside the FR [19] and increased entrainment for a given gas velocity). Hence, a direct comparison of the two datasets is only viable for a handful of data points.
- For data points with matching boundary conditions, a decent agreement was obtained (see dotted circle in Figure 19), showing that a direct scaling of CFM data yields good results in the case of well-matched boundary conditions.
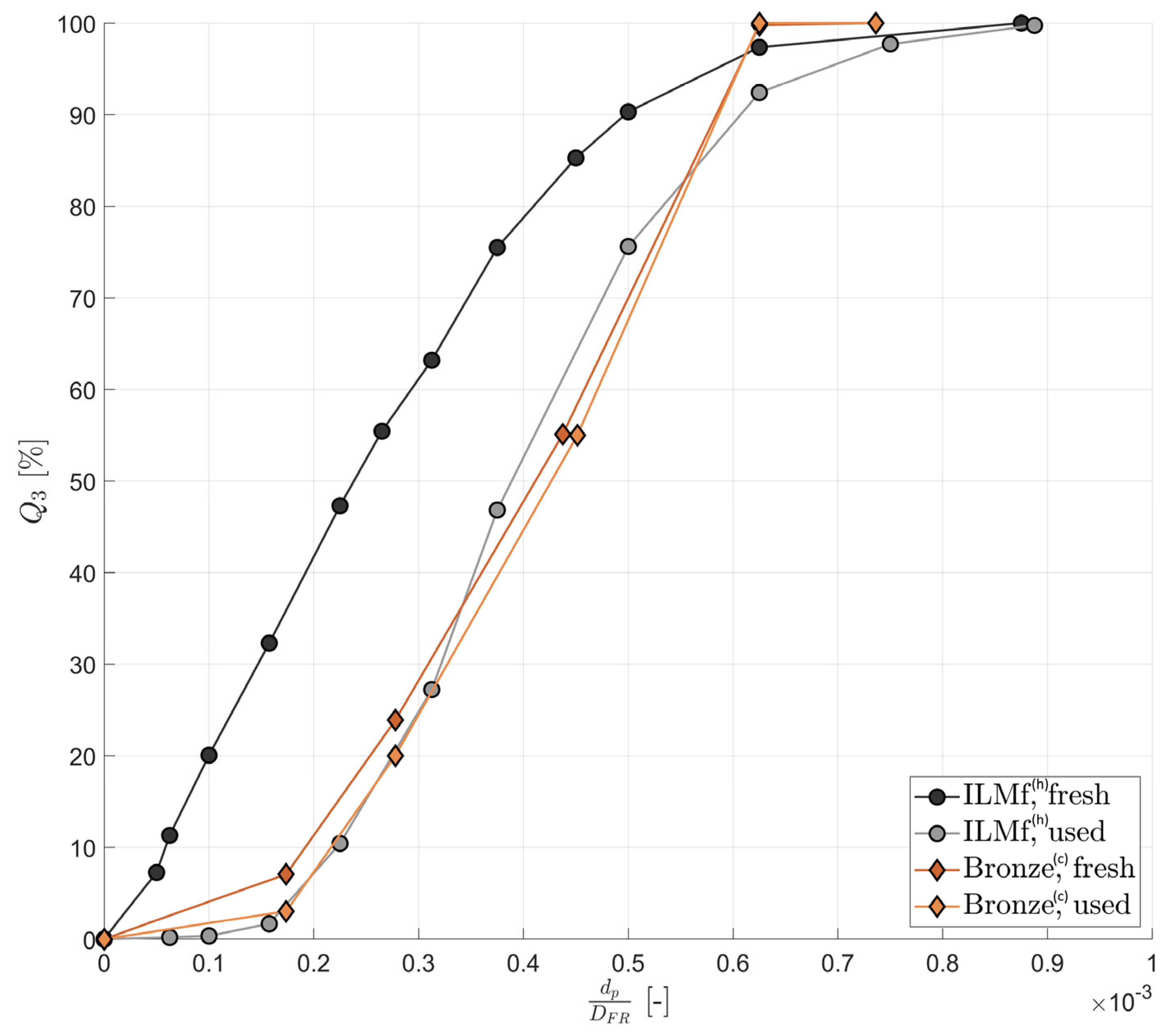
- On the other hand, a certain disparity in entrainment rates is visible for several operating periods. Here, lower entrainment rates were obtained for the 1 MWth pilot for a given gas velocity and reactor inventory (see dashed circle in Figure 19b). This can be explained by the effect of the average particle diameter, which was larger in K2 (triangles in Figure 19b) due to the utilization of coarse ilmenite, and K3 (squares in Figure 19) because of feedstock-related particle agglomeration, (The PSD of the bronze powder used for CFM experiments was selected in such a fashion that it fulfills Glicksman’s scaling laws in case the fine ilmenite (ILMf) is used in the 1 MWth pilot in the absence of agglomeration (more details see Section 3)), thus leading to lower solid entrainment for given values of u0 and Δp than predicated by direct scaling of the CFM data. Here it becomes clear that in case of the occurrence of unexpected process-related changes in bed material properties, direct scaling of the CFM data is no longer possible.
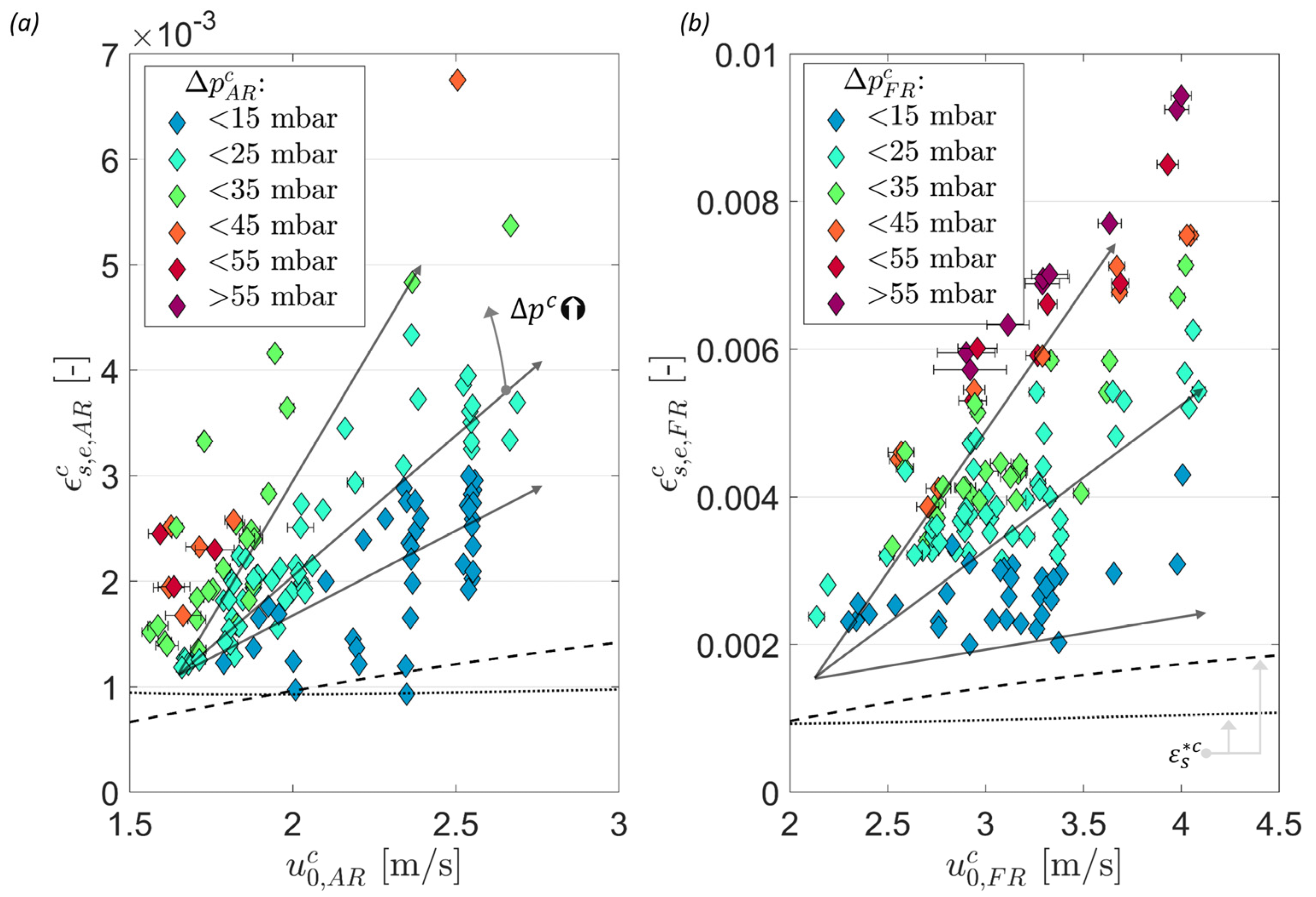
4.3.2. Novel Method for Prediction of Entrainment from Dual Circulating Fluidized Bed Cold Flow Model
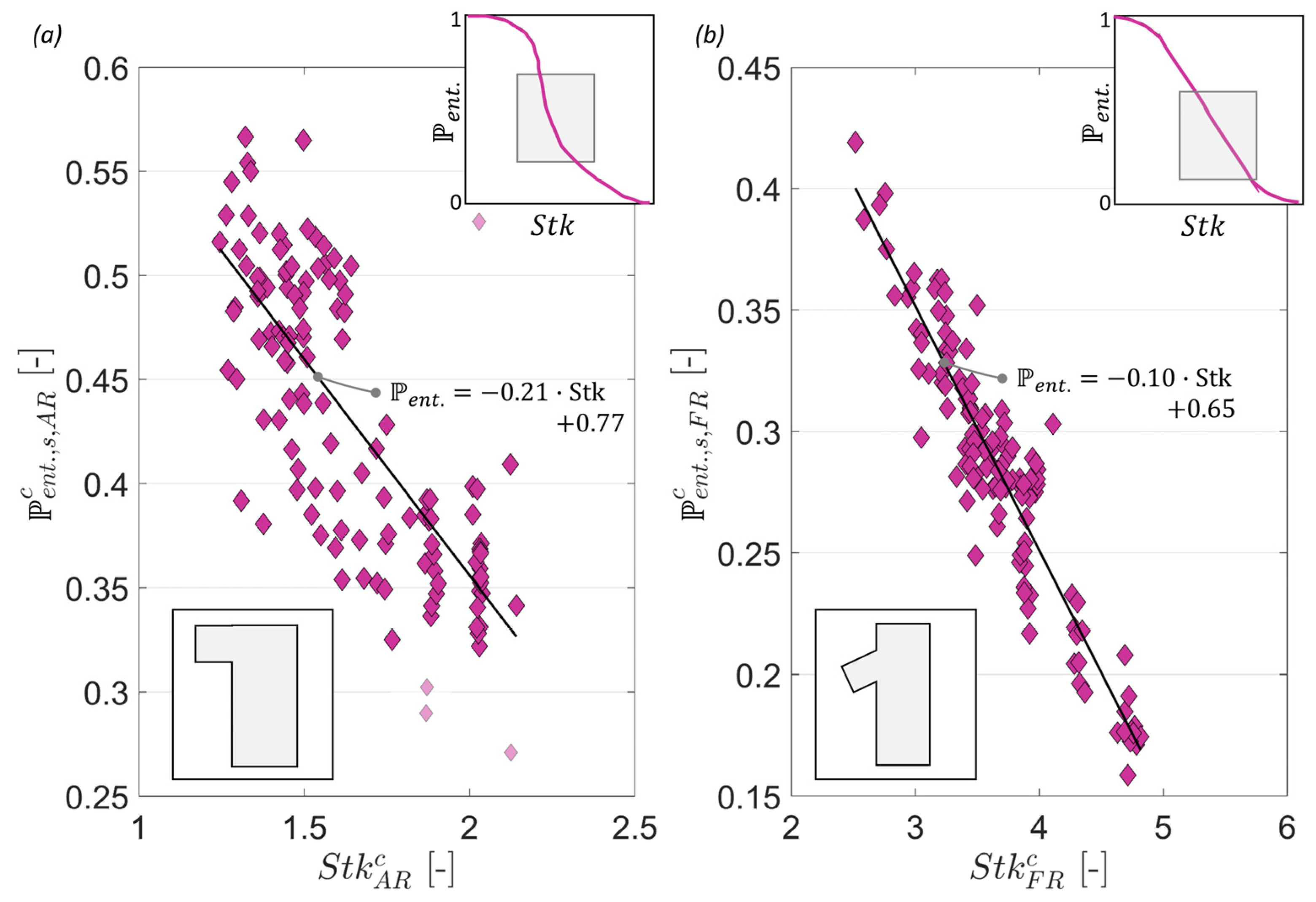
- Acquisition of a good linear fit for AR and FR (albeit with a better linear correlation being obtained for the FR), illustrated in Figure 23;
- The physically sound explanation for the established correlation of entrainment probability and Stokes number and corroborating findings by Djerf et al. [46] (i.e., the low likelihood that the established linear correlation is a random statistical artifact or a peculiarity of the given reactor setup);
- Easy application in the hot unit, not requiring scaling, as the entrainment probability as well as the Stokes number is dimensionless.
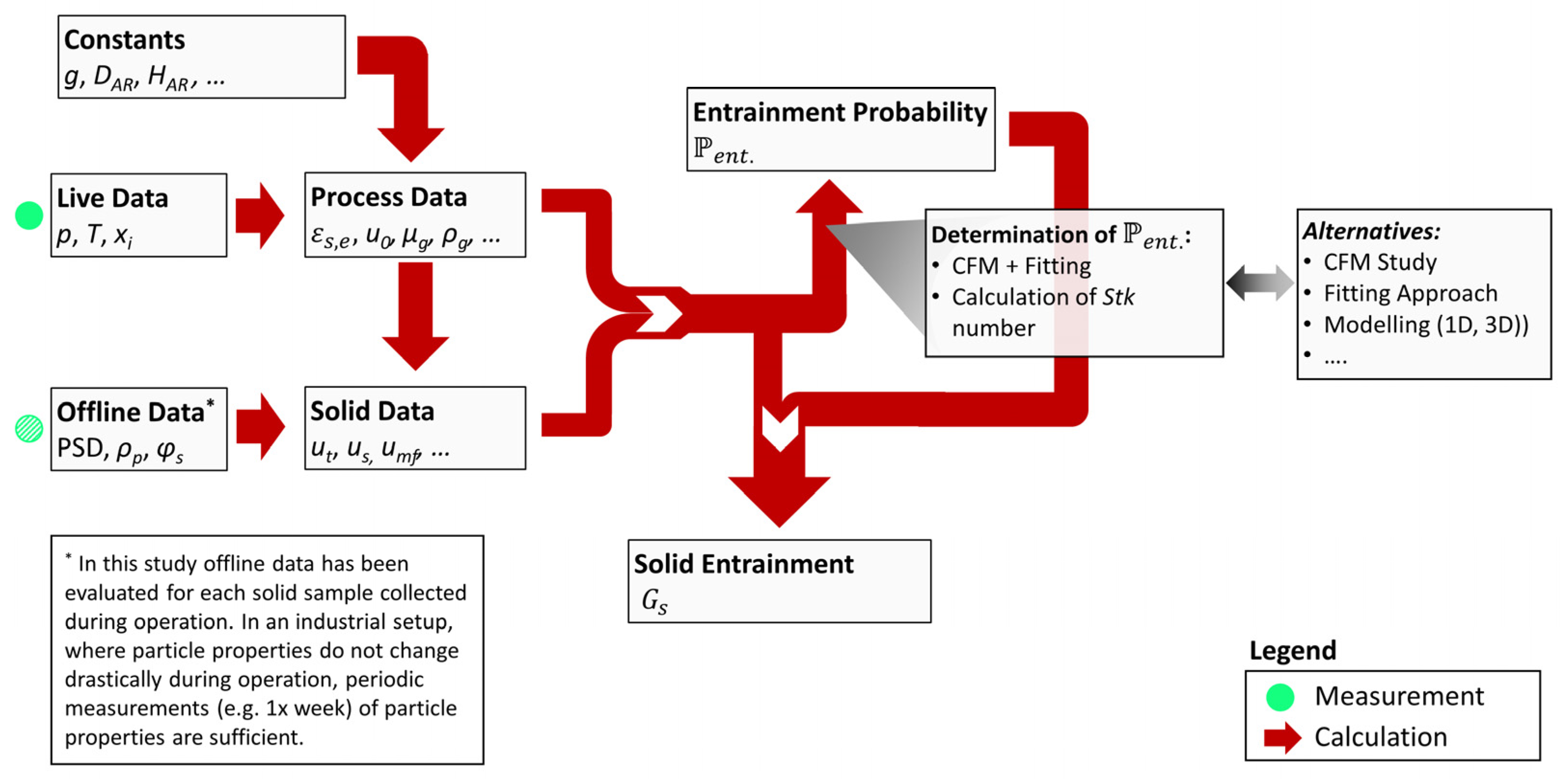
- (i)
- Determination/estimation of particle properties (i.e., PSD, ρp, φs);
- (ii)
- Determination/estimation of gas properties (i.e., μg, ρg);
- (iii)
- Calculation of particle terminal velocity and particle slip velocity via Equations (10) and (11);
- (iv)
- Determination of u0 (see Equation (1) (The gas volume flow Vn is determined via a venturi measurement, which per se, is a combination of temperature and pressure measurements)) and εs,e via Equation (18) from temperature and pressure measurements in the hot unit;
- (v)
- Calculation of Stokes number via Equation (7);
- (vi)
- Calculation of entrainment probability via linear correlation (see Figure 23);
- (vii)
- Calculation of riser entrainment for current boundary conditions via Equation (16).
- While all necessary data required for calculation is easily obtainable from live measurements in the hot unit, particle properties for the current operating period (see (i)) can only be obtained via solid sampling. However, when running a continuously operated system with a known bed material, particle properties are unlikely changed dramatically during operation, which means that these parameters can also be treated as constants if the prerequisites are given;
- Generally, the approach can be utilized for any given CFB setup. However, it has to be noted that the entrainment probability was previously found to be dependent on particle properties and reactor geometry [35]. While the impact of particle properties on entrainment is considered in the given approach, (Whether the given correlation are also valid for a bed material with different properties remains to be investigated in further studies), the latter is only partially (via the riser diameter in Equation (7)). Hence, it can be stated that a suitable correlation for the entrainment probability first has to be established for each riser, e.g., via CFM studies, before allowing for an application of the described method. As indicated in Figure 24, alternatives to determine the entrainment probability are different modeling approaches.
5. Conclusions
- In the given setup consisting of two CFB reactors, one (the AR) being equipped with an internal solid recycle, the dual-fluidized bed system constitutes a self-regulating system, when operated within a defined stable operating range. This means that individual operating variables can be varied freely without requiring further system adjustments, highlighting the robustness of the given reactor setup.
- Due to the importance of solid circulation and hence CFB solid entrainment on CLG process efficiency, the effect of the most important operating variables and boundary conditions on entrainment were investigated in the cold and hot units. It was found that entrainment correlates positively with increasing riser gas velocity, increasing reactor inventory and decreasing particle diameter, amongst others. Due to the interdependence of entrainment on multiple parameters, existing simplified semi-empirical approaches fail to adequately predict solids entrainment and modeling demands are elaborate.
- An alternative prediction approach is the direct scaling of CFM data to a hot system. It was shown that while this approach is valid in case of exactly matching boundary conditions, it generally suffers from limited universality and flexibility.
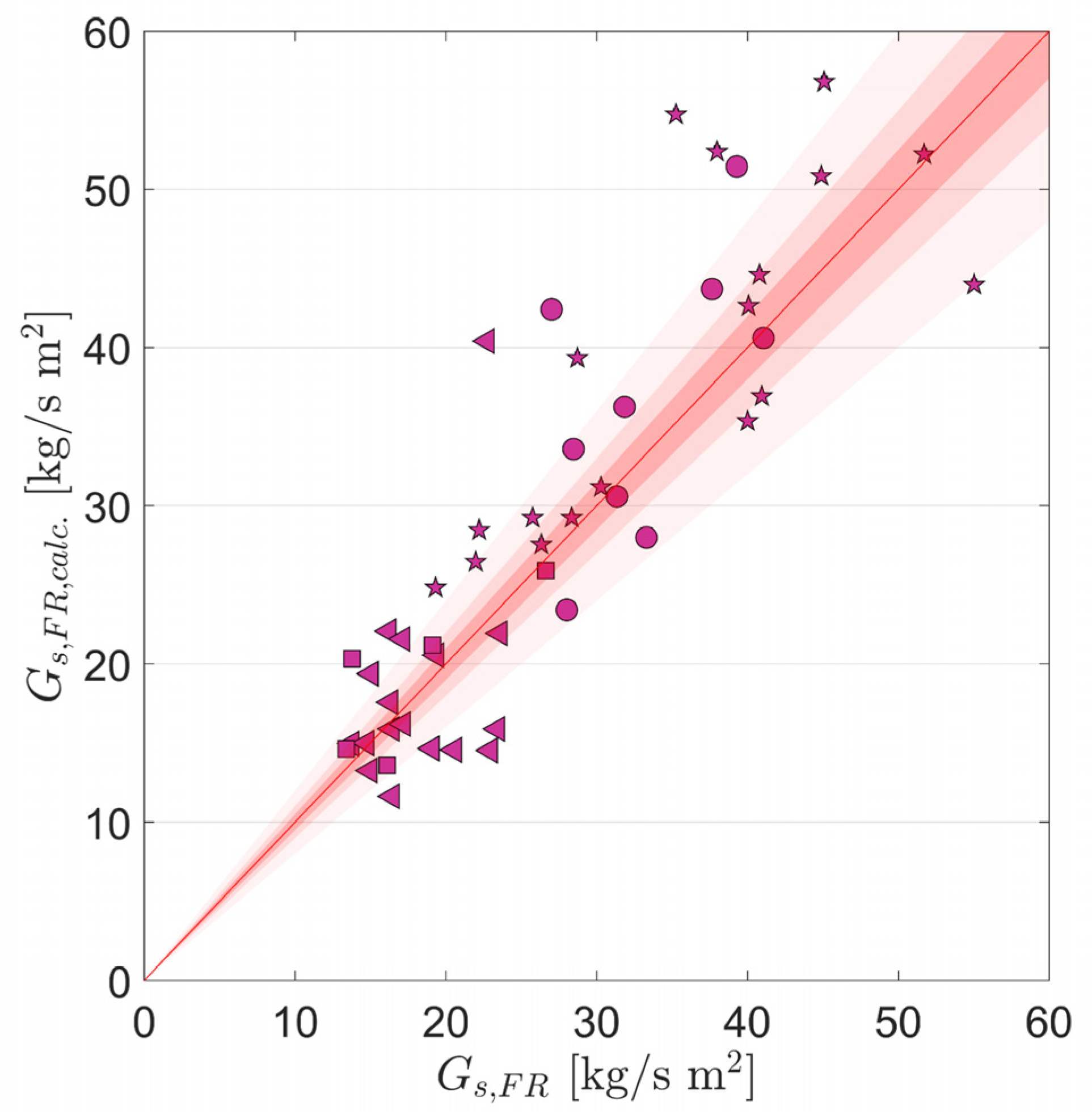
- Application of a novel calculation approach, allowing for a straightforward estimation of solid entrainment from any CFB riser, on data gathered during autothermal CLG operation in the 1 MWth pilot plant showed good agreement with literature data, proving its suitability any CFB system, if the riser entrainment probability and particle properties are known. A method to derive the former parameter using CFM data, is presented within this study.
- Optimizing sensor technology in the riser freeboard (i.e., multiple pressure measurements towards the riser exit), thereby increasing method accuracy and robustness.
- Application of the method in given reactor setups with different bed materials to verify its universal applicability regardless of particle characteristics.
- Further investigation of the effect of a wide range of Stoke numbers on riser entrainment probability in different setups in order to establish a universally applicable correlation between the two parameters.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Latin Symbols | |||
| Cross section | Pressure | ||
| Slope for linear fit | Oxygen transport capability | ||
| Archimedes Number | R-squared value | ||
| Y-Intercept for linear fit | Reynolds number | ||
| Reactor diameter | Stokes Number | ||
| Particle diameter | Temperature | ||
| Earth’s gravity | Time | ||
| Surface specific solid entrainment | Gas velocity | ||
| Height | Particle velocity | ||
| Particle backflow ratio | Terminal velocity | ||
| Scaling factor | Volume | ||
| Mass inventory of riser | Volume flow | ||
| Mass of species i | Mass fraction of species i | ||
| Mass flow of species i | Conversion of Oxygen Carrier | ||
| Particle entrainment probability | Height of measuring port i | ||
| Greek Symbols | |||
| Difference in oxidation degree of OC | Dynamic Viscosity | ||
| Riser pressure drop | Sphericity | ||
| Change in height | Density | ||
| Solids volume concentration | |||
| Acronyms/Abbreviations | |||
| AR | Air Reactor | ILMc | Coarse ilmenite |
| BFB | Bubbling Fluidized Bed | ILMf | Fine ilmenite |
| BP | Operating period | IWP | Industrial wood pellets |
| CFB | Circulating Fluidized Bed Reactor | K1/2/3 | Campaign 1/2/3 |
| CFM | Cold Flow Model | LS | Loop Seal |
| CLG | Chemical Looping Gasification | OC | Oxygen Carrier |
| CLC | Chemical Looping Combustion | PFR | Pine forest residue |
| DFBG | Dual Fluidized Bed Gasification | PSD | Particle Size Distribution |
| DFB | Dual Fluidized Bed | TDH | Transport disengaging height |
| FR | Fuel Reactor | WSP | Wheat straw pellets |
| GHG | Greenhouse Gas | ||
| Indices | |||
| AR | Air Reactor | OC | Oxygen Carrier |
| back | Backflow in riser | out | Outlet |
| bulk | Bulk | ox | Oxidized |
| calc | Calculated | p | Particle |
| c | Cold Unit—Cold Flow Model | red | Reduced |
| ent. | Entrained | R | Reactor |
| e | Exit | s | Solid |
| FM | Fluidization medium | SP | Stand Pipe |
| g | Gas | t | terminal |
| h | Hot Unit—1 MWth pilot plant | top | Top of Riser |
| in | Inlet | tot. | Total |
| mf | Minimum Fluidization | 10 | 10% of weight cumulative PSD |
| meas. | Measured | 90 | 90% of weight cumulative PSD |
| m | mean | Ambient conditions | |
| n | Norm (at norm conditions) | * | Dimensionless parameter (u/dp) |
| O | Oxygen | ||
| While the superscripts c and c→h denote the state in the cold and scaled hot state of the CFM, respectively, variables without a superscript or with the superscript h can be associated with the 1 MWth pilot plant. | |||
Appendix A. Further Derivation for Scaling of Fluidized Beds
Appendix B. Additional Data from Cold Flow Model
Appendix B.1. Effect of Boundary Conditions on Material Throughput through J-Valve

Appendix B.2. Effect of PSD on Entrainment from Riser

Appendix B.3. Correlation for Riser Entrainment Probability for Different Operating Variables
- Good fit for AR and FR (high R-squared values)
- Results by Djerf et al. [46], showing a connection between the entrainment probability and the Stokes number in another cold flow setup.
- Easy application in the hot unit, not requiring scaling, as the entrainment probability as well as the Stokes number are dimensionless.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operating Variable (x) | AR | FR | ||||
|---|---|---|---|---|---|---|
| a | b | R2 | a | b | R2 | |
| up [m/s] | −0.165 | 0.674 | 0.61 | −0.119 | 0.583 | 0.88 |
| u0 [m/s] | −0.165 | 0.771 | 0.61 | −0.119 | 0.653 | 0.88 |
| Gs,calc [kg/m2s] | −0.0035 | 0.533 | 0.59 | −0.0091 | 0.37 | 0.69 |
| Δp [mbar] | 0.0021 | 0.389 | 0.09 | −0.0012 | 0.313 | 0.11 |
| Stk [-] | −0.208 | 0.771 | 0.61 | −0.101 | 0.653 | 0.88 |
| εs,e [-] | −49.8 | 0.549 | 0.42 | −24.6 | 0.389 | 0.48 |
References
- Global Monitoring Laboratory (GML); National Oceanic and Atmospheric Administration (NOAA). Monthly Average Mauna Loa CO2. Carbon Cycle Greenhouse Gases. Available online: https://gml.noaa.gov/ccgg/trends/ (accessed on 10 March 2023).
- European Environmental Agency (EEA). Greenhouse gas emissions from transport in Europe. EEA Indicators. Available online: https://www.eea.europa.eu/ims/greenhouse-gas-emissions-from-transport (accessed on 10 March 2023).
- International Energy Agency (IEA). Global Electric Vehicle Outlook 2022; International Energy Agency: Paris, France, 2022. [Google Scholar]
- Directive (EU) 2018/2001 of the European Parliament and of the Council of 11 December 2018—On the Promotion of the Use of Energy from Renewable Sources; p. 128. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=uriserv:OJ.L_.2018.328.01.0082.01.ENG (accessed on 10 March 2023).
- Atsonios, K.; Nesiadis, A.; Detsios, N.; Koutita, K.; Nikolopoulos, N.; Grammelis, P. Review on dynamic process modeling of gasification based biorefineries and bio-based heat & power plants. Fuel Process. Technol. 2020, 197, 106188. [Google Scholar] [CrossRef]
- Kumar, T.R.; Mattisson, T.; Rydén, M.; Stenberg, V. Process Analysis of Chemical Looping Gasification of Biomass for Fischer–Tropsch Crude Production with Net-Negative CO2 Emissions: Part 1. Energy Fuels 2022, 36, 9687–9705. [Google Scholar] [CrossRef]
- Nguyen, N.M.; Alobaid, F.; Dieringer, P.; Epple, B. Biomass-Based Chemical Looping Gasification: Overview and Recent Developments. Appl. Sci. 2021, 11, 7069. [Google Scholar] [CrossRef]
- Huang, Z.; Zhang, Y.; Fu, J.; Yu, L.; Chen, M.; Liu, S.; He, F.; Chen, D.; Wei, G.; Zhao, K.; et al. Chemical looping gasification of biomass char using iron ore as an oxygen carrier. Int. J. Hydrogen Energy 2016, 41, 17871–17883. [Google Scholar] [CrossRef]
- Guo, Q.; Cheng, Y.; Liu, Y.; Jia, W.; Ryu, H.-J. Coal Chemical Looping Gasification for Syngas Generation Using an Iron-Based Oxygen Carrier. Ind. Eng. Chem. Res. 2014, 53, 78–86. [Google Scholar] [CrossRef]
- Yan, J.; Sun, R.; Shen, L.; Bai, H.; Jiang, S.; Xiao, Y.; Song, T. Hydrogen-rich syngas production with tar elimination via biomass chemical looping gasification (BCLG) using BaFe2O4/Al2O3 as oxygen carrier. Chem. Eng. J. 2020, 387, 124107. [Google Scholar] [CrossRef]
- Liu, Q.; Hu, C.; Peng, B.; Liu, C.; Li, Z.; Wu, K.; Zhang, H.; Xiao, R. High H2/CO ratio syngas production from chemical looping co-gasification of biomass and polyethylene with CaO/Fe2O3 oxygen carrier. Energy Convers. Manag. 2019, 199, 111951. [Google Scholar] [CrossRef]
- Huseyin, S.; Wei, G.-Q.; Li, H.-B.; He, F.; Huang, Z. Chemical-looping gasification of biomass in a 10 kWth interconnected fluidized bed reactor using Fe2O3/Al2O3 oxygen carrier. J. Fuel Chem. Technol. 2014, 42, 922–931. [Google Scholar] [CrossRef]
- Condori, O.; García-Labiano, F.; de Diego, L.F.; Izquierdo, M.T.; Abad, A.; Adánez, J. Biomass chemical looping gasification for syngas production using LD Slag as oxygen carrier in a 1.5 kWth unit. Fuel Process. Technol. 2021, 222, 106963. [Google Scholar] [CrossRef]
- Condori, O.; García-Labiano, F.; de Diego, L.F.; Izquierdo, M.T.; Abad, A.; Adánez, J. Biomass chemical looping gasification for syngas production using ilmenite as oxygen carrier in a 1.5 kWth unit. Chem. Eng. J. 2021, 405, 126679. [Google Scholar] [CrossRef]
- Ge, H.; Guo, W.; Shen, L.; Song, T.; Xiao, J. Biomass gasification using chemical looping in a 25 kW th reactor with natural hematite as oxygen carrier. Chem. Eng. J. 2016, 286, 174–183. [Google Scholar] [CrossRef]
- Wei, G.; He, F.; Huang, Z.; Zheng, A.; Zhao, K.; Li, H. Continuous Operation of a 10 kWth Chemical Looping Integrated Fluidized Bed Reactor for Gasifying Biomass Using an Iron-Based Oxygen Carrier. Energy Fuels 2015, 29, 233–241. [Google Scholar] [CrossRef]
- Pissot, S.; Vilches, T.B.; Maric, J.; Seemann, M. Chemical looping gasification in a 2–4 MWth dual fluidized bed gasifier. In Proceedings of the 23rd International Conference on Fluidized Bed Conversion, Seoul, Republic of Korea, 13–17 May 2018; p. 10. [Google Scholar]
- Marx, F.; Dieringer, P.; Ströhle, J.; Epple, B. Design of a 1 MWth Pilot Plant for Chemical Looping Gasification of Biogenic Residues. Energies 2021, 14, 2581. [Google Scholar] [CrossRef]
- Condori, O.; García-Labiano, F.; de Diego, L.F.; Izquierdo, M.T.; Abad, A.; Adánez, J. Syngas production via Biomass Chemical Looping Gasification (BCLG) in a 50 kWth unit using ilmenite as oxygen carrier. Proc. Fluid. Bed Convers. Conf. 2022, 2022, 10. [Google Scholar]
- Pröll, T.; Rupanovits, K.; Kolbitsch, P.; Bolhàr-Nordenkampf, J.; Hofbauer, H. Cold Flow Model Study on a Dual Circulating Fluidized Bed (DCFB) System for Chemical Looping Processes. Chem. Eng. Technol. 2009, 32, 418–424. [Google Scholar] [CrossRef]
- Ohlemüller, P.; Busch, J.-P.; Reitz, M.; Ströhle, J.; Epple, B. Chemical-Looping Combustion of Hard Coal: Autothermal Operation of a 1 MWth Pilot Plant. J. Energy Resour. Technol. 2016, 138, 042203. [Google Scholar] [CrossRef]
- Pröll, T.; Bolhàr-Nordenkampf, J.; Kolbitsch, P.; Hofbauer, H. Syngas and a separate nitrogen/argon stream via chemical looping reforming—A 140kW pilot plant study. Fuel 2010, 89, 1249–1256. [Google Scholar] [CrossRef]
- Kunii, D.; Levenspiel, O. Circulating fluidized-bed reactors. Chem. Eng. Sci. 1997, 52, 2471–2482. [Google Scholar] [CrossRef]
- Dieringer, P.; Marx, F.; Alobaid, F.; Ströhle, J.; Epple, B. Process Control Strategies in Chemical Looping Gasification—A Novel Process for the Production of Biofuels Allowing for Net Negative CO2 Emissions. Appl. Sci. 2020, 10, 4271. [Google Scholar] [CrossRef]
- Dieringer, P.; Marx, F.; Michel, B.; Ströhle, J.; Epple, B. Design and control concept of a 1 MWth chemical looping gasifier allowing for efficient autothermal syngas production. Int. J. Greenh. Gas Control. 2023, 127, 103929. [Google Scholar] [CrossRef]
- Mirek, P. Influence of The Model Scale on Hydrodynamic Scaling in Cfb Boilers. Braz. J. Chem. Eng. 2016, 33, 885–896. [Google Scholar] [CrossRef]
- Kunii, D.; Levenspiel, O. Fluidization Engineering, 2nd ed.; Butterworth-Heinemann Series in Chemical Engineering; Butterworth-Heinemann: Boston, MA, USA, 1991. [Google Scholar]
- Grace, J.R. Contacting modes and behaviour classification of gas-solid and other two-phase suspensions. Can. J. Chem. Eng. 1986, 64, 353–363. [Google Scholar] [CrossRef]
- Balasubramanian, N.; Srinivasakannan, C.; Basha, C.A. Transition velocities in the riser of a circulating fluidized bed. Adv. Powder Technol. 2005, 16, 247–260. [Google Scholar] [CrossRef]
- Wang, H. Study on Separation Efficiency of Cyclone Separator for 75t/h Circulating Fluidized Bed Boiler. IOP Conf. Series: Mater. Sci. Eng. 2020, 721, 012037. [Google Scholar] [CrossRef]
- Breault, R.W.; Monazam, E.R.; Shadle, L.J.; Rowan, S.; Macfarlan, L.H. The effect of riser end geometry on gas-solid hydrodynamics in a CFB riser operating in the core annular and dilute homogeneous flow regimes. Powder Technol. 2017, 316, 181–189. [Google Scholar] [CrossRef]
- Yang, H.; Yue, G.; Xiao, X.; Lu, J.; Liu, Q. 1D modeling on the material balance in CFB boiler. Chem. Eng. Sci. 2005, 60, 5603–5611. [Google Scholar] [CrossRef]
- Johnsson, F.; Andersson, S.; Leckner, B. Expansion of a freely bubbling fluidized bed. Powder Technol. 1991, 68, 117–123. [Google Scholar] [CrossRef]
- Chen, H.; Li, Z.; Liu, X.; Li, W.; Cai, N.; Bertholin, S.; Tebianian, S.; Yazdanpanah, M.; Zhang, A. Solid Circulation Study in a 1.5 MWth Cold Flow Model of Chemical Looping Combustion. Ind. Eng. Chem. Res. 2021, 60, 2265–2277. [Google Scholar] [CrossRef]
- Pallarès, D.; Johnsson, F. Macroscopic modelling of fluid dynamics in large-scale circulating fluidized beds. Prog. Energy Combust. Sci. 2006, 32, 539–569. [Google Scholar] [CrossRef]
- Ohlemüller, P.; Alobaid, F.; Abad, A.; Adanez, J.; Ströhle, J.; Epple, B. Development and validation of a 1D process model with autothermal operation of a 1 MW th chemical looping pilot plant. Int. J. Greenh. Gas Control 2018, 73, 29–41. [Google Scholar] [CrossRef]
- Breault, R.W.; Weber, J. Saturation Carrying Capacity for Group A Particles in a Circulating Fluidized Bed. Energies 2021, 14, 2809. [Google Scholar] [CrossRef]
- Breault, R.W.; Weber, J.; Yang, J. Saturation carrying capacity Group B particles in a circulating fluidized bed. Powder Technol. 2021, 384, 442–451. [Google Scholar] [CrossRef]
- LGlicksman, L.; Hyre, M.; Farrell, P. Dynamic similarity in fluidization. Int. J. Multiph. Flow 1994, 20, 331–386. [Google Scholar] [CrossRef]
- Glicksman, L.R. Scaling relationships for fluidized beds. Chem. Eng. Sci. 1984, 39, 1373–1379. [Google Scholar] [CrossRef]
- Glicksman, L.; Hyre, M.; Woloshun, K. Simplified scaling relationships for fluidized beds. Powder Technol. 1993, 77, 177–199. [Google Scholar] [CrossRef]
- Breault, R. Maintaining Microstructure—The Path to Successful Technology Maturation in Fluidized Systems; Report Number: DOE/NETL-2023/3866; National Energy Technology Laboratory (NETL): Pittsburgh, PA, USA, 2023. Available online: https://www.osti.gov/biblio/1986293 (accessed on 10 July 2023).
- Junk, M.; Reitz, M.; Ströhle, J.; Epple, B. Thermodynamic Evaluation and Cold Flow Model Testing of an Indirectly Heated Carbonate Looping Process. Chem. Eng. Technol. 2013, 36, 1479–1487. [Google Scholar] [CrossRef]
- Bischi, A.; Langørgen, Ø.; Morin, J.-X.; Bakken, J.; Ghorbaniyan, M.; Bysveen, M.; Bolland, O. Hydrodynamic viability of chemical looping processes by means of cold flow model investigation. Appl. Energy 2012, 97, 201–216. [Google Scholar] [CrossRef] [Green Version]
- Sato, M.; Itaya, H.; Taguchi, S. A Circulation and Reduction Behavior of lron Ore in Circulating Fluidized Bed. ISIJ Int. 1994, 34, 393–400. [Google Scholar]
- Djerf, T.; Pallarès, D.; Johnsson, F. Solids flow patterns in large-scale circulating fluidised bed boilers: Experimental evaluation under fluid-dynamically down-scaled conditions. Chem. Eng. Sci. 2021, 231, 116309. [Google Scholar] [CrossRef]
- Alghamdi, Y.; Peng, Z.; Zanganeh, J.; Moghtaderi, B.; Doroodchi, E. Hydrodynamics similarities in cold flow model of chemical looping combustors: An experimental study. Powder Technol. 2019, 343, 542–550. [Google Scholar] [CrossRef]
- Alghamdi, Y.; Peng, Z.; Shah, K.; Moghtaderi, B.; Doroodchi, E. A correlation for predicting solids holdup in the dilute pneumatic conveying flow regime of circulating and interconnected fluidised beds. Powder Technol. 2016, 297, 357–366. [Google Scholar] [CrossRef]
- Markström, P.; Lyngfelt, A. Designing and operating a cold-flow model of a 100 kW chemical-looping combustor. Powder Technol. 2012, 222, 182–192. [Google Scholar] [CrossRef]
- Marx, F.; Dieringer, P.; Ströhle, J.; Epple, B. Solid flux measurement in dual fluidized bed processes based on solid samples. Fuel 2023, 341, 127589. [Google Scholar] [CrossRef]
- Ströhle, J.; Orth, M.; Epple, B. Chemical looping combustion of hard coal in a 1 MWth pilot plant using ilmenite as oxygen carrier. Appl. Energy 2015, 157, 288–294. [Google Scholar] [CrossRef]
- Ohlemüller, P.; Ströhle, J.; Epple, B. Chemical looping combustion of hard coal and torrefied biomass in a 1 MW th pilot plant. Int. J. Greenh. Gas Control 2017, 65, 149–159. [Google Scholar] [CrossRef]
- Tasirin, S.; Geldart, D. Entrainment of FCC from fluidized beds—A new correlation for the elutriation rate constants Ki∞*. Powder Technol. 1998, 95, 240–247. [Google Scholar] [CrossRef]
- Geldart, D.; Cullinan, J.; Georghiades, S.; Gilvray, D.; Pope, D.J. Effect of fines on entrainment from gas fluidized beds. Trans. Inst. Chem. Eng. 1979, 57, 269–275. Available online: https://www.osti.gov/etdeweb/biblio/5049007 (accessed on 12 June 2023).
- ISO 697-1981; Bestimmung der Schüttdichte, Verfahren durch Messen der Masse eines gegebenen Volumens. DIN: Berlin, Germany, 1984.
- DIN EN ISO 1183-1:2019-09; Kunststoffe—Verfahren zur Bestimmung der Dichte von nicht verschäumte Kunststoffen—Teil 1: Eintauchverfahren, Verfahren mit Flüssigkeitspyknometer und Titrationsverfahren. DIN: Berlin, Germany, 2019.
- Adanez, J.; Abad, A.; Garcia-Labiano, F.; Gayan, P.; de Diego, L.F. Progress in Chemical-Looping Combustion and Reforming technologies. Prog. Energy Combust. Sci. 2012, 38, 215–282. [Google Scholar] [CrossRef] [Green Version]
- Larsson, A.; Israelsson, M.; Lind, F.; Seemann, M.; Thunman, H. Using Ilmenite to Reduce the Tar Yield in a Dual Fluidized Bed Gasification System. Energy Fuels 2014, 28, 2632–2644. [Google Scholar] [CrossRef]
- Ohlemüller, P.; Alobaid, F.; Gunnarsson, A.; Ströhle, J.; Epple, B. Development of a process model for coal chemical looping combustion and validation against 100 kWth tests. Appl. Energy 2015, 157, 433–448. [Google Scholar] [CrossRef]
- Abad, A.; Adánez, J.; Gayán, P.; de Diego, L.F.; García-Labiano, F.; Sprachmann, G. Conceptual design of a 100 MWth CLC unit for solid fuel combustion. Appl. Energy 2015, 157, 462–474. [Google Scholar] [CrossRef] [Green Version]
- Bai, D.; Kato, K. Saturation carrying capacity of gas and flow regimes in CFB. J. Chem. Eng. Jpn. 1995, 28, 179–185. [Google Scholar] [CrossRef] [Green Version]
- Colakyan, M.; Levenspiel, O. Elutriation from fluidized beds. Powder Technol. 1984, 38, 223–232. [Google Scholar] [CrossRef]
- Wen, C.Y.; Hashinger, R.F. Elutriation of solid particles from a dense-phase fluidized bed. AIChE J. 1960, 6, 220–226. [Google Scholar] [CrossRef]
- Fournol, A.B.; Bergougnou, M.A.; Baker, C.G.J. Solids entrainment in a large gas fluidized bed. Can. J. Chem. Eng. 1973, 51, 401–404. [Google Scholar] [CrossRef]



























| Author(s) | Reactor Setup | Research Focus |
|---|---|---|
| Junk et al. [43] | CFB-BFB |
|
| Bischi et al. [44] | CFB-CFB |
|
| Masahiko and Hiroshi [45] | CFB |
|
| Djerf et al. [46] | CFB |
|
| Pröll et al. [20] | CFB-CFB |
|
| Alghamadi et al. [47,48] | CFB-BFB |
|
| Markström and Lyngfelt [49] | CFB-BFB |
|
| AR | FR | ||
|---|---|---|---|
| Name | Height [mm] | Name | Height [mm] |
| AR-CP011 | 135 | FR-CP011 | 95 |
| AR-CP012 | 265 | FR-CP012 | 253 |
| AR-CP013 | 435 | FR-CP013 | 412 |
| AR-CP014 | 605 | FR-CP015 | 834 |
| AR-CP015 | 945 | FR-CP016 | 1141 |
| AR-CP016 | 1105 | FR-CP018 | 2150 |
| AR-CP021 | 2122 | FR-CP021 | 3392 |
| AR-CP022 | 3462 | FR-CP022 | 4292 |
| AR-CP031 | 4615 | FR-CP031 | 5741 |
| AR-CP041 | 8076 | FR-CP038 | 8161 |
| AR-CP042 | 8286 | FR-CP041 | 9790 |
| AR-Cy-CP001 | Cycl. Outlet | FR-Cy-CP001 | Cycl. Outlet |
| AR | FR | ||
|---|---|---|---|
| Name | Height [mm] | Name | Height [mm] |
| AR1 | 35 | FR1 | 31.6 |
| AR2 | 50 | FR2 | 89 |
| AR4 | 73 | FR4 | 223 |
| AR6 | 120 | FR6 | 378 |
| AR9 | 269 | FR7 | 569.4 |
| AR11 | 451 | FR8 | 777.9 |
| AR12 | 577 | FR9 | 1229 |
| AR13 | 701 | FR10 | 1556 |
| AR14 | 761 | FR11 | 1995 |
| AR15 | 883 | FR12 | 2470.8 |
| AR17 | 1380 | FR13 | 2961.1 |
| AR18 | 1655 | FR15 | 3862.5 |
| AR20 | 2182 | Cy2 | Cycl. Outlet |
| AR22 | 2946 | ||
| Cy1 | Cycl. Outlet | ||
| Feedstock | IWP | PFR | WSP | Feedstock | IWP | PFR | WSP |
|---|---|---|---|---|---|---|---|
| Component | wt.-% (d.a.f.) | Component | wt.-% (a.r.) | ||||
| C | 50.8 | 48.9 | 42.50 | C-fix | 13.3 | 16.63 | 16.3 |
| H | 6.0 | 5.8 | 5.10 | Volatiles | 79.6 | 76.77 | 68.7 |
| O | 43.2 | 38.3 | 36.70 | Ash | 0.65 | 2.20 | 4.2 |
| N | 0.07 | 0.43 | 0.10 | Moisture | 6.5 | 4.40 | 10.8 |
| S | 0.008 | 0.024 | 0.48 | ||||
| Cl | 0.006 | 0.01 | 0.071 | ||||
| Parameter | Unit | AR h | AR c | FR h | FR c |
|---|---|---|---|---|---|
| [mm] | 590 | 213 | 400 | 144 | |
| [mm] | 8660 | 4113 | 11,350 | 3138 | |
| [µm] | 154 | 56 | 154 | 56 | |
| [kg/m3] | 3710 | 8710 | 3710 | 8710 | |
| ** | [-] | 0.7 | 0.7 | 0.7 | 0.7 |
| [kg/m3] | 0.297 | 1.164 | 0.239 | 1.164 | |
| [Pa s] | 4.74 × 10−5 | 1.86 × 10−5 | 4.34 × 10−5 | 1.86 × 10−5 | |
| [m/s] | 3.0–4.5 | 1.8–2.7 * | 5.0–6.5 | 3.0–3.9 * | |
| [kg/s m2] | 10.2–14.2 | 14.2–20.1 * | 22.1–30.9 | 30.9–40.7 * | |
| [mbar] | 50–70 | 43–60 * | 60–100 | 51–85 * |
| Expression | AR h | AR c | AR h/AR c | FR h | FR c | FR h/FR c |
|---|---|---|---|---|---|---|
| 2.12 | 2.12 | 1.00 | 9.80 | 9.86 | 0.99 | |
| 1.55 × 104 | 3.64 × 104 | 0.43 | 1.55 × 104 | 3.64 × 104 | 0.43 | |
| 317.46 | 835.14 | 0.38 | 515.11 | 1479.39 | 0.35 | |
| 1.10 × 10−3 | 1.10 × 10−3 | 1.00 | 1.35 × 10−3 | 1.35 × 10−3 | 1.00 | |
| 14.15 | 14.21 | 1.00 | 28.38 | 28.56 | 0.99 | |
| 3831.2 | 3750.0 | 1.02 | 2597.4 | 2535.2 | 1.02 |
| Unit | BP | u0,AR [m/s] | ∆pAR [mbar] | u0,FR [m/s] | ∆pFR [mbar] |
|---|---|---|---|---|---|
| 1 MWth pilot | K1-BP10-7 | 3.43 | 53.38 | 5.88 | 68.78 |
| CFM | BP-97 | 2.50 | 36.60 | 3.27 | 51.61 |
| CFM (scaled) | BP-97 (scaled) | 4.16 | 43.02 | 5.42 | 60.66 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dieringer, P.; Marx, F.; Ströhle, J.; Epple, B. System Hydrodynamics of a 1 MWth Dual Circulating Fluidized Bed Chemical Looping Gasifier. Energies 2023, 16, 5630. https://doi.org/10.3390/en16155630
Dieringer P, Marx F, Ströhle J, Epple B. System Hydrodynamics of a 1 MWth Dual Circulating Fluidized Bed Chemical Looping Gasifier. Energies. 2023; 16(15):5630. https://doi.org/10.3390/en16155630
Chicago/Turabian StyleDieringer, Paul, Falko Marx, Jochen Ströhle, and Bernd Epple. 2023. "System Hydrodynamics of a 1 MWth Dual Circulating Fluidized Bed Chemical Looping Gasifier" Energies 16, no. 15: 5630. https://doi.org/10.3390/en16155630