
Valorization of Corn Cobs for Xylitol and Bioethanol Production through Column Reactor Process
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
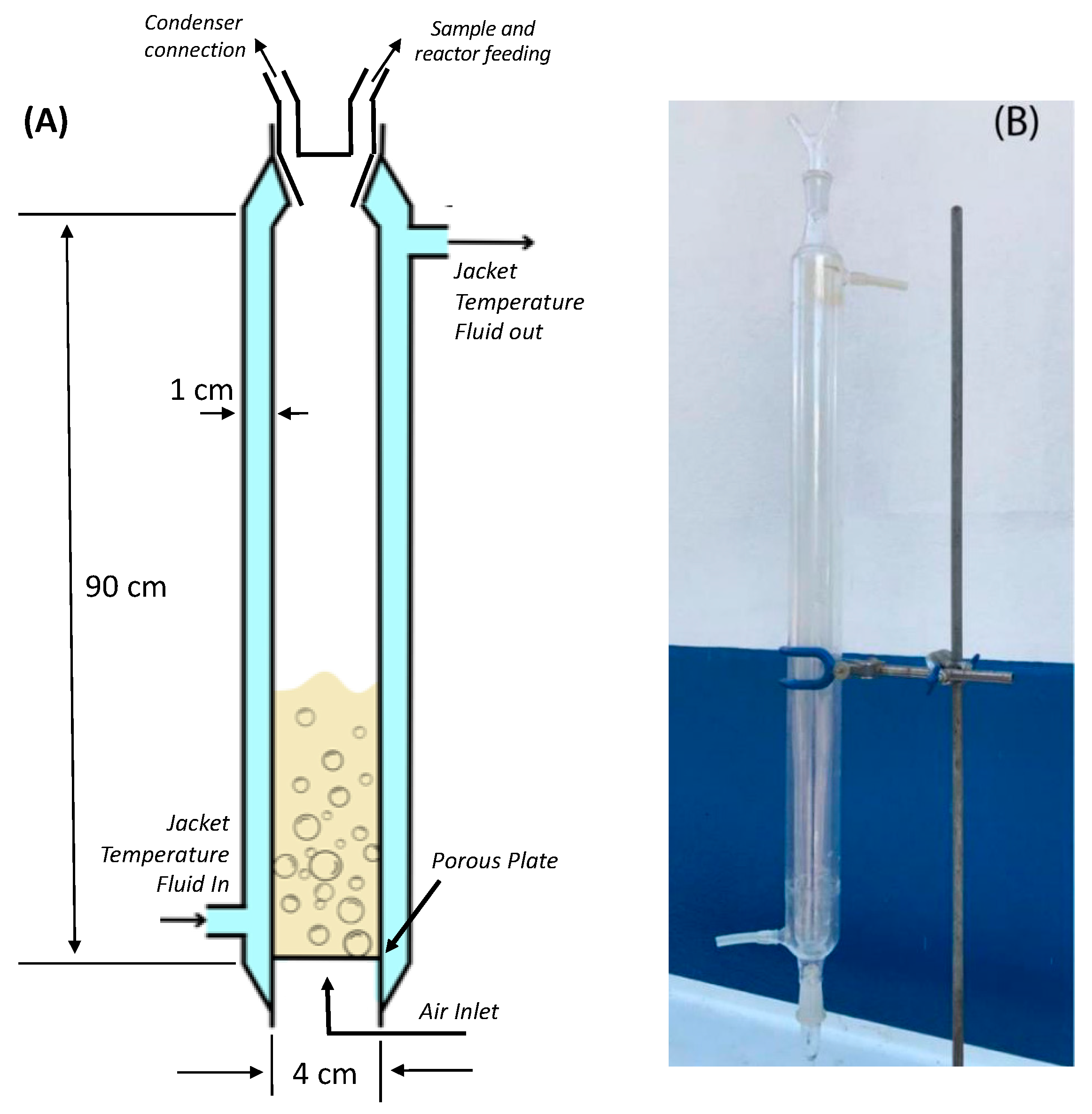
2.1. Raw Material and Column Reactor
2.2. Microorganisms
2.3. Corncobs Hemicellulosic Hydrolysate
2.4. Xylitol Production from Corn Cob Hemicellulosic Hydrolysate
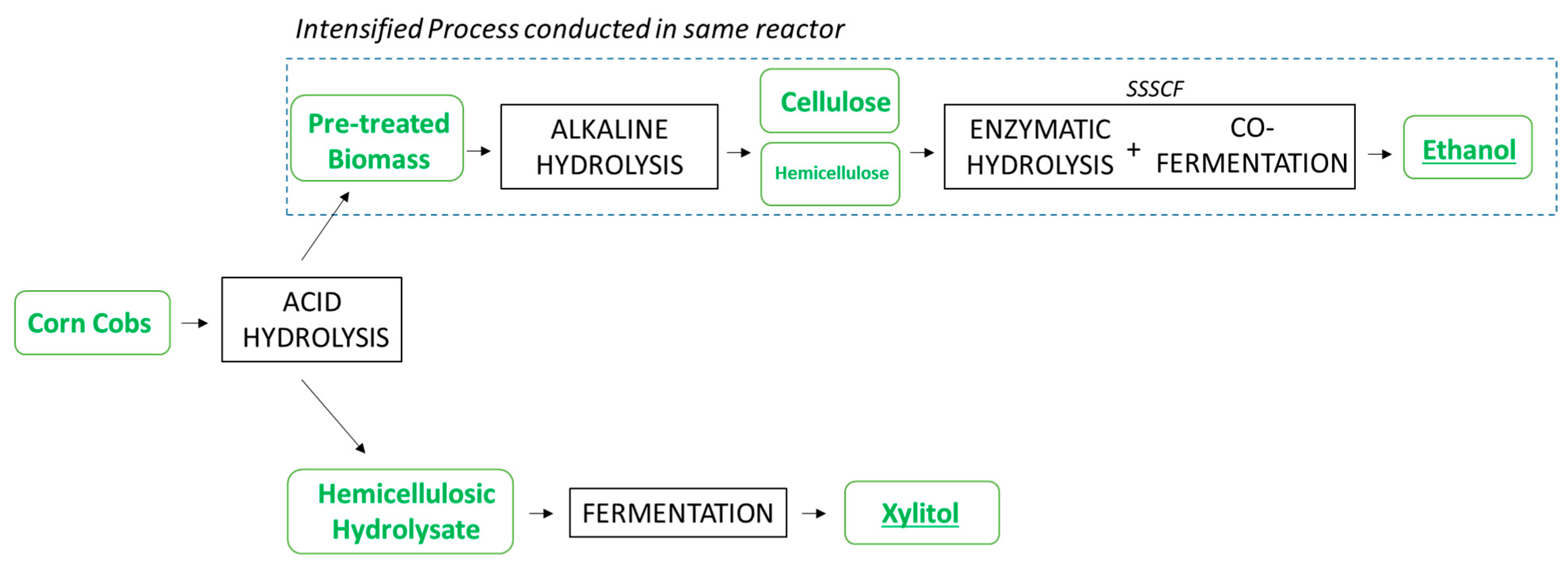
2.5. Intensified Process for Ethanol Production from Corncobs Enzymatic Hydrolysate
2.5.1. Alkaline Pretreatment
2.5.2. Semi-Simultaneous Saccharification and Fermentation
2.6. Analytical Methods
3. Results
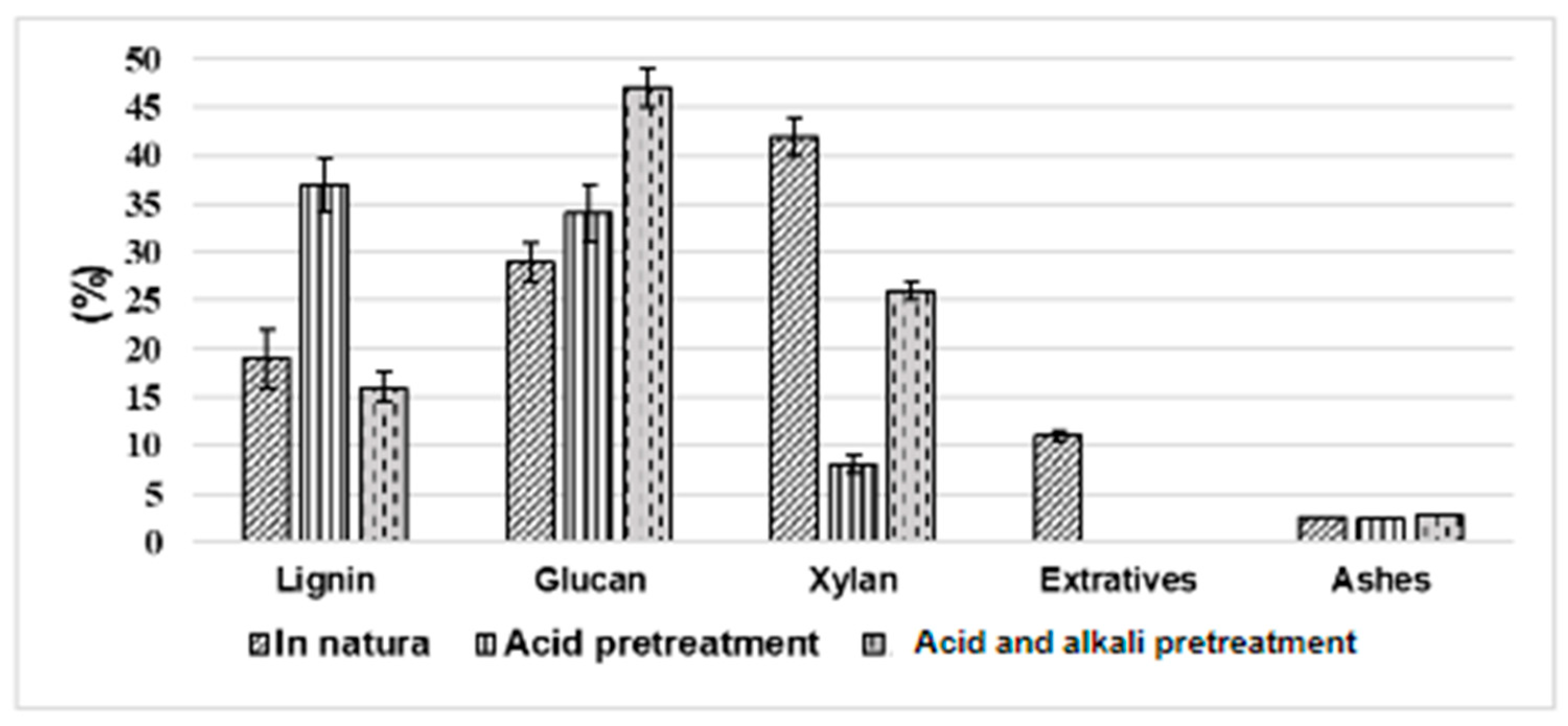
3.1. Biomass Characterization and Pre-Treatment
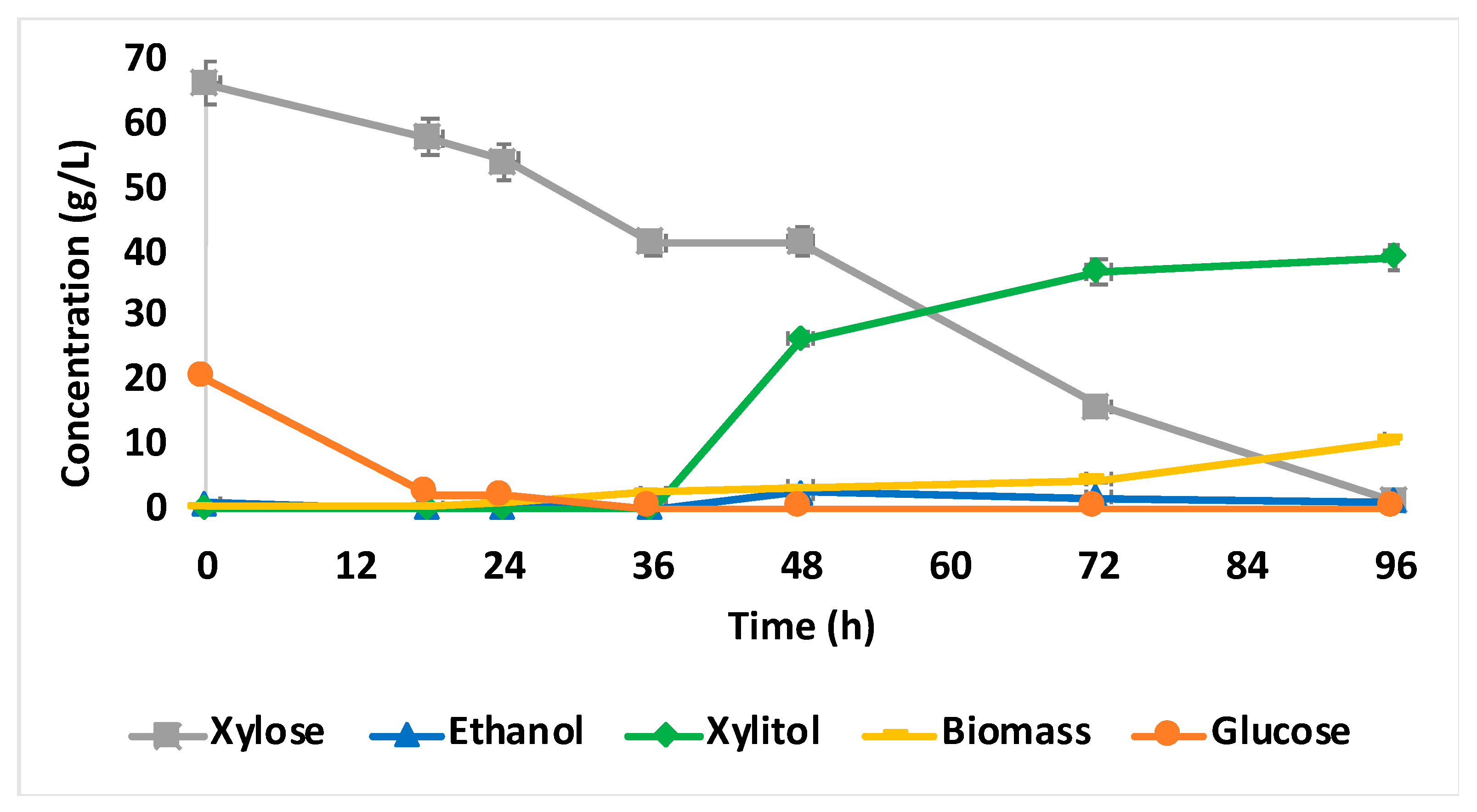
3.2. Xylitol Production Form Corncobs Hemicellulosic Hydrolysate by Using Candida tropicalis UFMGBX12-a
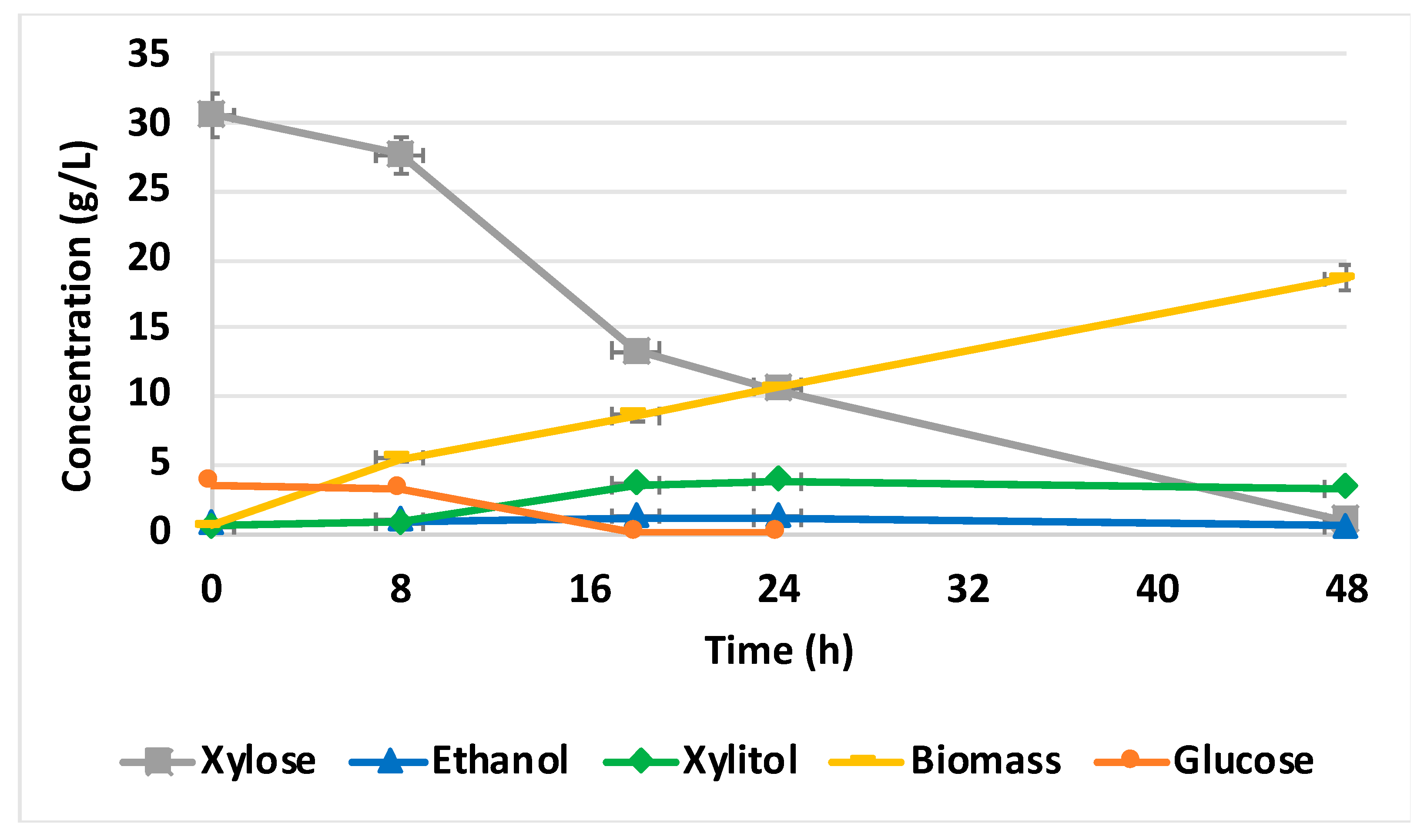
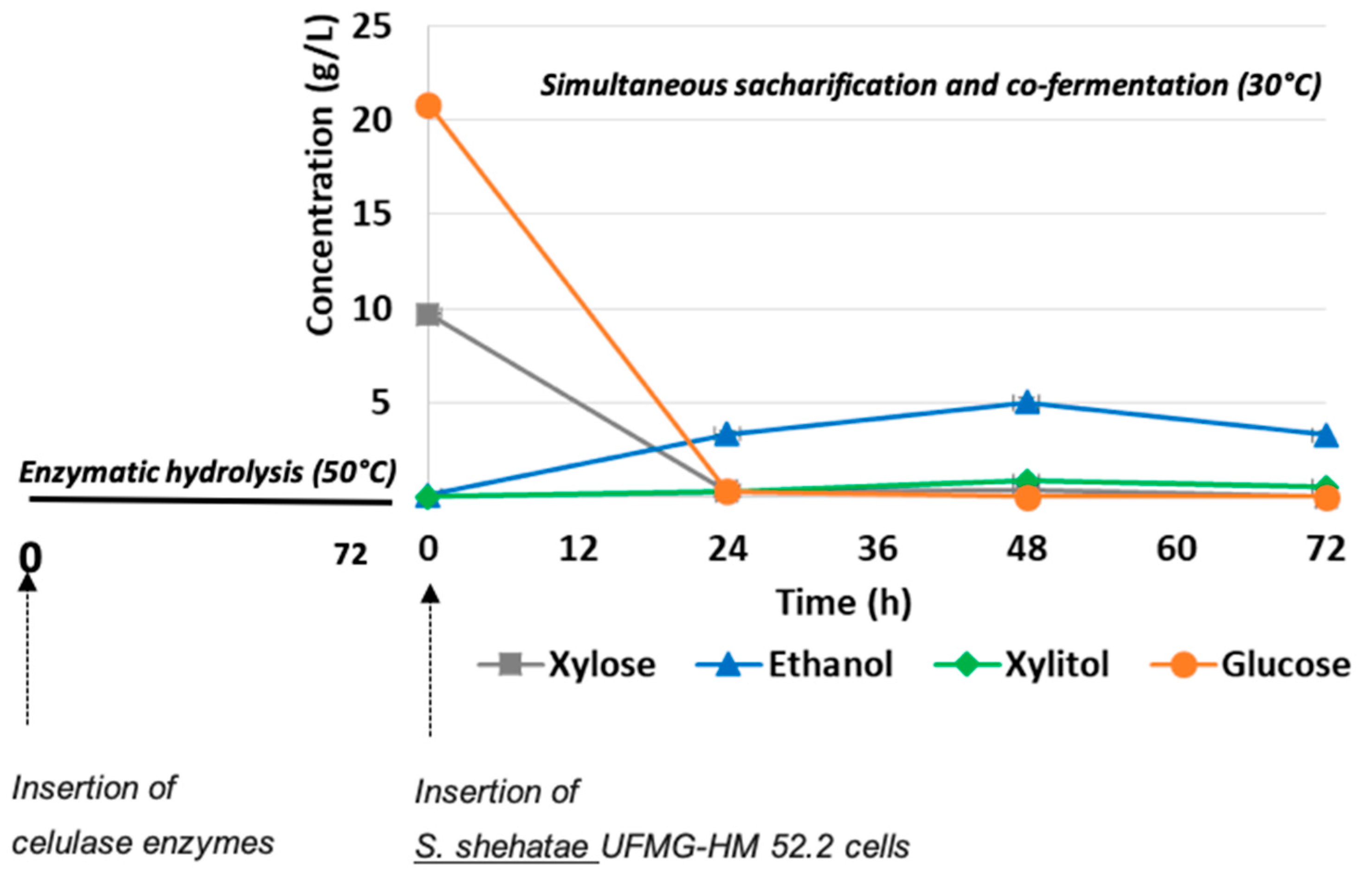
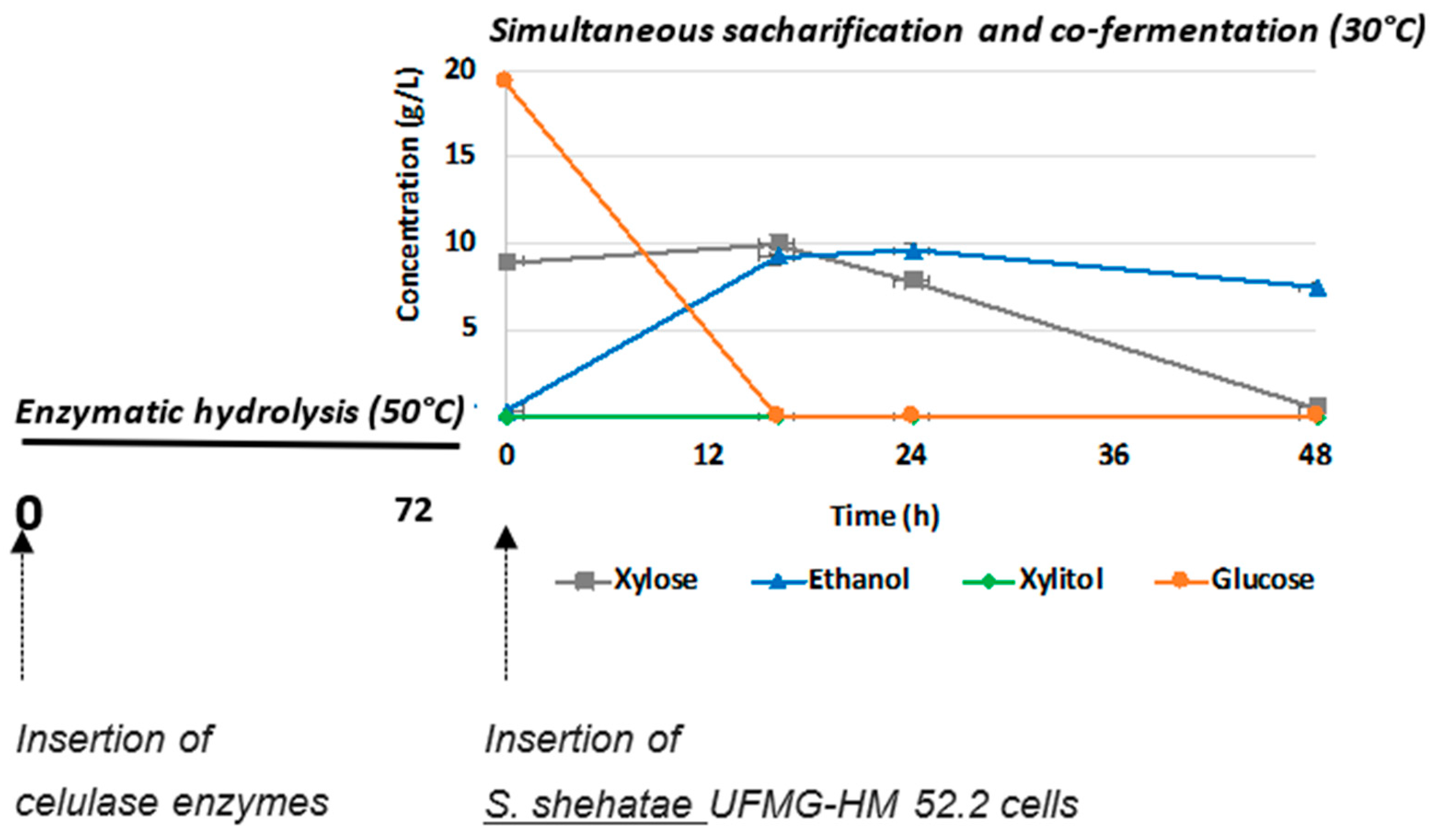
3.3. Ethanol Production from Acid and Alkali Pretreated Corncobs through Integrated Semi-Simultaneous Saccharification and Co-Fermentation Processes
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhao, L.; Sun, Z.F.; Zhang, C.C.; Nan, J.; Ren, N.Q.; Lee, D.J.; Chen, C. Advances in pretreatment of lignocellulosic biomass for bioenergy production: Challenges and perspectives. Bioresour. Technol. 2022, 343, 126123. [Google Scholar] [CrossRef]
- Kharisova, A.Z.; Shvayko, I.V.; Shalina, O.I.; Ostryakova, A.F.; Singizov, I.Y. Ensuring Economic Security by Modifying Renewable Energy Systems. In Geo-Economy of the Future: Sustainable Agriculture and Alternative Energy; Springer: Cham, Switzerland, 2022; pp. 851–858. [Google Scholar]
- Wang, D.; Tian, J.; Guan, J.; Ding, Y.; Wang, M.L.; Tonnis, B.; Liu, J.; Huang, Q. Valorization of sugarcane bagasse for sugar extraction and residue as an adsorbent for pollutant removal. Front. Bioeng. Biotechnol. 2022, 10, 893941. [Google Scholar] [CrossRef]
- Philippini, R.R.; Martiniano, S.E.; Chandel, A.K.; De Carvalho, W.; Da Silva, S.S. Pretreatment of sugarcane bagasse from cane hybrids: Effects on chemical composition and 2G sugars recovery. Waste Biomass Valorization 2019, 10, 1561–1570. [Google Scholar] [CrossRef]
- Zou, H.; Jiang, Q.; Zhu, R.; Chen, Y.; Sun, T.; Li, M.; Zhai, J.; Shi, D.; Ai, H.; Gu, L.; et al. Enhanced hydrolysis of lignocellulose in corn cob by using food waste pretreatment to improve anaerobic digestion performance. J. Environ. Manag. 2020, 254, 109830. [Google Scholar] [CrossRef]
- FAO—Food and Agriculture Organization of the United Nations. FAOSTAT. 2021. Available online: http://www.fao.org/faostat/en/#data/QCL (accessed on 20 April 2023).
- Gandam, P.K.; Chinta, M.L.; Pabbathi, N.P.P.; Baadhe, R.R.; Sharma, M.; Thakur, V.K.; Sharma, G.D.; Ranjitha, J.; Gupta, V.K. Second-generation bioethanol production from corncob–A comprehensive review on pretreatment and bioconversion strategies, including techno-economic and lifecycle perspective. Ind. Crop. Prod. 2022, 186, 115245. [Google Scholar] [CrossRef]
- Konde, K.S.; Nagarajan, S.; Kumar, V.; Patil, S.V.; Ranade, V.V. Sugarcane bagasse based biorefineries in India: Potential and challenges. Sustain. Energy Fuels 2021, 5, 52–78. [Google Scholar] [CrossRef]
- Ishizaki, H.; Hasumi, K. Ethanol production from biomass. Res. Approaches Sustain. Biomass Syst. 2014, 243–258. [Google Scholar] [CrossRef]
- Cotana, F.; Cavalaglio, G.; Gelosia, M.; Coccia, V.; Petrozzi, A.; Ingles, D.; Pompili, E. A comparison between SHF and SSSF processes from cardoon for ethanol production. Ind. Crop. Prod. 2015, 69, 424–432. [Google Scholar] [CrossRef]
- Dahnum, D.; Tasum, S.O.; Triwahyuni, E.; Nurdin, M.; Abimanyu, H. Comparison of SHF and SSF processes using enzyme and dry yeast for optimization of bioethanol production from empty fruit bunch. Energy Procedia 2015, 68, 107–116. [Google Scholar] [CrossRef] [Green Version]
- Takkellapati, S.; Li, T.; Gonzalez, M.A. An overview of biorefinery-derived platform chemicals from a cellulose and hemicellulose biorefinery. Clean Technol Environ. Policy 2018, 20, 1615–1630. [Google Scholar] [CrossRef]
- 13] Mood, S.H.; Golfeshan, A.H.; Tabatabaei, M.; Jouzani, G.S.; Najafi, G.H.; Gholami, M.; Ardjmand, M. Lignocellulosic biomass to bioethanol, a comprehensive review with a focus on pretreatment. Renew. Sustain. Energy Rev. 2013, 27, 77–93. [Google Scholar] [CrossRef]
- Sindhu, R.; Binod, P.; Pandey, A.; Ankaram, S.; Duan, Y.; Awasthi, M.K. Biofuel production from biomass: Toward sustainable development. In Current Developments in Biotechnology and Bioengineering; Elsevier: Amsterdam, The Netherlands, 2019; pp. 79–92. [Google Scholar]
- Dhamodaran, G.; Esakkimuthu, G.S.; Palani, T.; Sundaraganesan, A. Reducing gasoline engine emissions using novel bio-based oxygenates: A review. Emergent Mater. 2023, 1–21. [Google Scholar] [CrossRef]
- Aizarani, J.; Statista. Ethanol Fuel Production in Top Countries 2022. Available online: https://www.statista.com/statistics/281606/ethanol-production-in-selected-countries/ (accessed on 1 March 2023).
- Ganguly, P.; Sarkhel, R.; Das, P. The second- and third-generation biofuel technologies: Comparative perspectives. In Sustainable Fuel Technologies Handbook; Academic Press: New York, NY, USA, 2021; pp. 29–50. [Google Scholar]
- Soares, L.B.; da Silveira, J.M.; Biazi, L.E.; Longo, L.; de Oliveira, D.; Furigo Júnior, A.; Ienczak, J.L. An overview on fermentation strategies to overcome lignocellulosic inhibitors in second-generation ethanol production using cell immobilization. Crit. Rev. Biotechnol. 2022, 1–22. [Google Scholar] [CrossRef]
- Kaur, S.; Guleria, P.; Yadav, S.K. Evaluation of Fermentative Xylitol Production Potential of Adapted Strains of Meyerozyma caribbica and Candida tropicalis from Rice Straw Hemicellulosic Hydrolysate. Fermentation 2023, 9, 181. [Google Scholar] [CrossRef]
- Xylitol Global Market Report 2023—By Type (Wood Fibrous Sweetener, Birch Xylitol, Corn Xylitol, Other Types), by Form (Solid, Liquid), by Application (Food and Beverages, Oral Hygiene Products, Cosmetics and Toiletries, Pharmaceuticals, Other Applications)—Market Size, Trends, and Global Forecast 2023–2032. Available online: https://www.thebusinessresearchcompany.com/report/xylitol-global-market-report#:~:text=The%20global%20xylitol%20market%20size,(CAGR)%20of%206.6%25 (accessed on 14 March 2023).
- Jain, V.; Awasthi, A.; Ghosh, S. Biosynthesis of xylitol by cell immobilization: An insight. Biomass Convers. Biorefin. 2023, 1–13. [Google Scholar] [CrossRef]
- De Albuquerque, T.L.; Da Silva, I.J., Jr.; De Macedo, G.R.; Rocha, M.V.P. Biotechnological production of xylitol from lignocellulosic wastes: A review. Process Biochem. 2014, 49, 1779–1789. [Google Scholar] [CrossRef]
- Arcaño, Y.D.; García, O.D.V.; Mandelli, D.; Carvalho, W.A.; Pontes, L.A.M. Xylitol: A review on the progress and challenges of its production by chemical route. Catal. Today 2020, 344, 2–14. [Google Scholar] [CrossRef]
- Felipe Hernández-Pérez, A.; De Arruda, P.V.; Sene, L.; Da Silva, S.S.; Kumar Chandel, A.; De Almeida Felipe, M.D.G. Xylitol bioproduction: State-of-the-art, industrial paradigm shift, and opportunities for integrated biorefineries. Crit. Rev. Biotechnol. 2019, 39, 924–943. [Google Scholar] [CrossRef]
- Chandel, A.K.; Antunes, F.A.; Anjos, V.; Bell, M.J.; Rodrigues, L.N.; Polikarpov, I.; de Azevedo, E.R.; Bernardinelli, O.D.; Rosa, C.A.; Pagnocca, F.C.; et al. Multi-scale structural and chemical analysis of sugarcane bagasse in the process of sequential acid–base pretreatment and ethanol production by Scheffersomyces shehatae and Saccharomyces cerevisiae. Biotechnol. Biofuels 2014, 7, 63. [Google Scholar] [CrossRef] [Green Version]
- Antunes, F.A.F.; Chandel, A.K.; Brumano, L.P.; Terán-Hilares, R.; Peres, G.F.D.; Ayabe, L.E.S.; Sorato, V.S.; Santos, J.C.; da Silva. A novel process intensification strategy for second-generation ethanol production from sugarcane bagasse in fluidized bed reactor. Renew. Energy 2017, 124, 189–196. [Google Scholar] [CrossRef]
- Islam, M.K.; Wang, H.; Rehman, S.; Dong, C.; Hsu, H.Y.; Lin, C.S.K.; Leu, S.Y. Sustainability metrics of pretreatment processes in a waste derived lignocellulosic biomass biorefinery. Biores. Tech. 2020, 298, 122558. [Google Scholar] [CrossRef]
- Biswas, B.; Pandey, N.; Bisht, Y.; Singh, R.; Kumar, J.; Bhaskar, T. Pyrolysis of agricultural biomass residues: Comparative study of corn cob, wheat straw, rice straw and rice husk. Bioresour. Technol. 2017, 237, 57–63. [Google Scholar] [CrossRef]
- Ayeni, A.O.; Agboola, O.; Daramola, M.O.; Grabner, B.; Oni, B.A.; Babatunde, D.E.; Evwodere, J. Kinetic study of activation and deactivation of adsorbed cellulase during enzymatic conversion of alkaline peroxide oxidation-pretreated corn cob to sugar. Korean J. Chem. Engin. 2021, 38, 81–89. [Google Scholar] [CrossRef]
- Pereira, L.; Sarmento, M.H.R.S.S.; Faria, J.L.C.; Aires-Barros, R.M.F. Enzymatic hydrolysis of corncobs pretreated by steam explosion. J. Biotechnol. 2020, 135, 275–283. [Google Scholar]
- Antunes, F.A.F.; Santos, J.C.; Cunha, M.A.A.; Brumano, L.P.; Milessi, T.S.S.; Teran-Hilares, R.; Peres, G.F.D.; Dussan, K.J.; Silva, D.D.V.; Dalli, S.S.; et al. Biotechnological Production of Xylitol from Biomass. In Production of Platform Chemicals from Sustainable Resources, Biofuels and Biorefineries, 1st ed.; Fang, Z., Ed.; Springer: Singapore, 2017; Volume 311, p. 342. [Google Scholar]
- Ariyan, M.; Thankappan, S.; Ramachandran, P.; Uthandi, S. Xylitol Production from Corncob Hydrolysate by an Engineered Escherichia coli M15 as Whole-Cell Biocatalysts. Waste Biomass Valorization 2022, 1–16. [Google Scholar] [CrossRef]
- Baptista, S.L.; Carvalho, L.C.; Romaní, A.; Domingues, L. Development of a sustainable bioprocess based on green technologies for xylitol production from corn cob. Ind. Crop. Product. 2020, 156, 112867. [Google Scholar] [CrossRef]
- Yuan, X.; Cao, J.; Wang, R.; Han, Y.; Zhu, J.; Lin, J.; Yang, L.; Wu, M. Genetically Engineering Escherichia coli to Produce Xylitol from Corncob Hydrolysate without Lime Detoxification. Molecules 2023, 28, 1550. [Google Scholar] [CrossRef]
- Mohanasundaram, Y.; Nambissan, V.D.; Gummadi, S.N. Optimization of sequential alkali/acid pretreatment of corn cob for xylitol production by Debaryomyces nepalensis. Biomass Conv. Bioref. 2023, 1–18. [Google Scholar] [CrossRef]
- Pramasari, D.A.; Oktaviani, M.; Thontowi, A.; Purnawan, A.; Ermawar, R.A.; Sondari, D.; Ningrum, R.S.; Laksana, R.P.B.; Lianawati, A.; Fahrezi, M.Z.M.; et al. The use of hemicellulose acid hydrolysate for hydrolysis of sugarcane trash and its fermentation for producing xylitol. Ind. Crop. Prod. 2023, 193, 116163. [Google Scholar] [CrossRef]
- Hidayah, N.; Adiandri, R.S.; Rahayu, E. Microbial xylitol production from corn cob using Candida guilliermondii. IOP Conf. Ser. Earth Environ. Sci. 2022, 1024, 012077. [Google Scholar]
- Rahayu, E.; Hidayah, N.; Adiandri, R.S. Production of Xylitol from Corn Biomass using Candida sp. As Microbial Agent. IOP Conf. Ser. Earth Environ. Sci. 2022, 1024, 012075. [Google Scholar]
- West, T.P. Xylitol Production by Candida Species from Hydrolysates of Agricultural Residues and Grasses. Fermentation 2021, 7, 243. [Google Scholar] [CrossRef]
- Winkelhausen, E.; Kusmanova, S. Microbial Conversion of D-Xylose to Xylitol. J. Ferment. Bioengin. 1998, 86, 1–14. [Google Scholar] [CrossRef]
- Prado, C.A.; Antunes, F.A.F.; Rocha, T.M.; Sánchez-Muñoz, S.; Barbosa, F.G.; Terán-Hilares, R.; Cruz-Santos, M.M.; Arruda, G.L.; Da Silva, S.S.; Santos, J.C. A review on recent developments in hydrodynamic cavitation and advanced oxidative processes for pretreatment of lignocellulosic materials. Bioresour. Technol. 2022, 345, 126458. [Google Scholar] [CrossRef] [PubMed]
- Branco, R.F.; Santos, J.C.; Murakami, L.Y.; Mussatto, S.I.; Dragone, G.; Silva, S.S. Xylitol production in a bubble column bioreactor: Influence of the aeration rate and immobilized system concentration. Process Biochem. 2007, 42, 258–262. [Google Scholar] [CrossRef]
- González-Gloria, K.D.; Rodríguez-Jasso, R.M.; Saxena, R.; Sindhu, R.; Ali, S.S.; Singhania, R.R.; Patel, A.K.; Binod, P.; Ruiz, H.A. Bubble column bioreactor design and evaluation for bioethanol production using simultaneous saccharification and fermentation strategy from hydrothermally pretreated lignocellulosic biomass. Biochem. Eng. J. 2022, 187, 108645. [Google Scholar] [CrossRef]
- Niglio, S.; Procentese, A.; Russo, M.E.; Piscitelli, A.; Marzocchella, A. Integrated enzymatic pretreatment and hydrolysis of apple pomace in a bubble column bioreactor. Biochem. Eng. J. 2019, 150, 107306. [Google Scholar] [CrossRef]
- Paul, T.; Sinharoy, A.; Pakshirajan, K.; Pugazhenthi, G. Lipid-rich bacterial biomass production using refinery wastewater in a bubble column bioreactor for bio-oil conversion by hydrothermal liquefaction. J. Water Process Eng. 2020, 37, 101462. [Google Scholar] [CrossRef]
- Du, C.; Li, Y.; Zong, H.; Yuan, T.; Yuan, W.; Jiang, Y. Production of bioethanol and xylitol from non-detoxified corn cob via a two-stage fermentation strategy. Bioresour. Technol. 2020, 310, 123427. [Google Scholar] [CrossRef]
- Boonchuay, P.; Techapun, C.; Leksawasdi, N.; Seesuriyachan, P.; Hanmoungjai, P.; Watanabe, M.; Srisupa, S.; Chaiyaso, T. Bioethanol Production from Cellulose-Rich Corncob Residue by the Thermotolerant Saccharomyces cerevisiae TC-5. J. Fungi 2021, 7, 547. [Google Scholar] [CrossRef]
- Zheng, T.; Lei, F.; Li, P.; Liu, S.; Jiang, J. Stimulatory effects of rhamnolipid on corncob residues ethanol production via high-solids simultaneous saccharification and fermentation. Fuel 2019, 257, 116091. [Google Scholar] [CrossRef]
- Ji, H.; Xu, K.; Dong, X.; Sun, D.; Jin, L. Sequential Production of d-xylonate and Ethanol from Non-Detoxified Corncob at Low-pH by Pichia kudriavzevii via a Two-Stage Fermentation Strategy. J. Fungi 2021, 7, 1038. [Google Scholar] [CrossRef]
- Liu, S.; Yu, Y.; Xu, Z.; Chen, S.; Shen, G.; Yuan, X.; Deng, Q.; Shen, W.; Yang, S.; Zhan, C.; et al. Efficient corncob biorefinery for ethanol initiated by a novel pretreatment of densifying lignocellulosic biomass with sulfuric acid. Fermentation 2022, 8, 661. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Antunes, F.A.F.; Freitas, J.B.F.; Prado, C.A.; Castro-Alonso, M.J.; Diaz-Ruiz, E.; Mera, A.E.; Santos, J.C.; da Silva, S.S. Valorization of Corn Cobs for Xylitol and Bioethanol Production through Column Reactor Process. Energies 2023, 16, 4841. https://doi.org/10.3390/en16134841
Antunes FAF, Freitas JBF, Prado CA, Castro-Alonso MJ, Diaz-Ruiz E, Mera AE, Santos JC, da Silva SS. Valorization of Corn Cobs for Xylitol and Bioethanol Production through Column Reactor Process. Energies. 2023; 16(13):4841. https://doi.org/10.3390/en16134841
Chicago/Turabian StyleAntunes, Felipe A. F., Jade B. F. Freitas, Carina A. Prado, Maria J. Castro-Alonso, Erick Diaz-Ruiz, Alain E. Mera, Júlio C. Santos, and Silvio S. da Silva. 2023. "Valorization of Corn Cobs for Xylitol and Bioethanol Production through Column Reactor Process" Energies 16, no. 13: 4841. https://doi.org/10.3390/en16134841