
Induced Pre-Saturation Tower: A Technological Innovation for Oily Water Treatment in Semi-Industrial Scale
 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
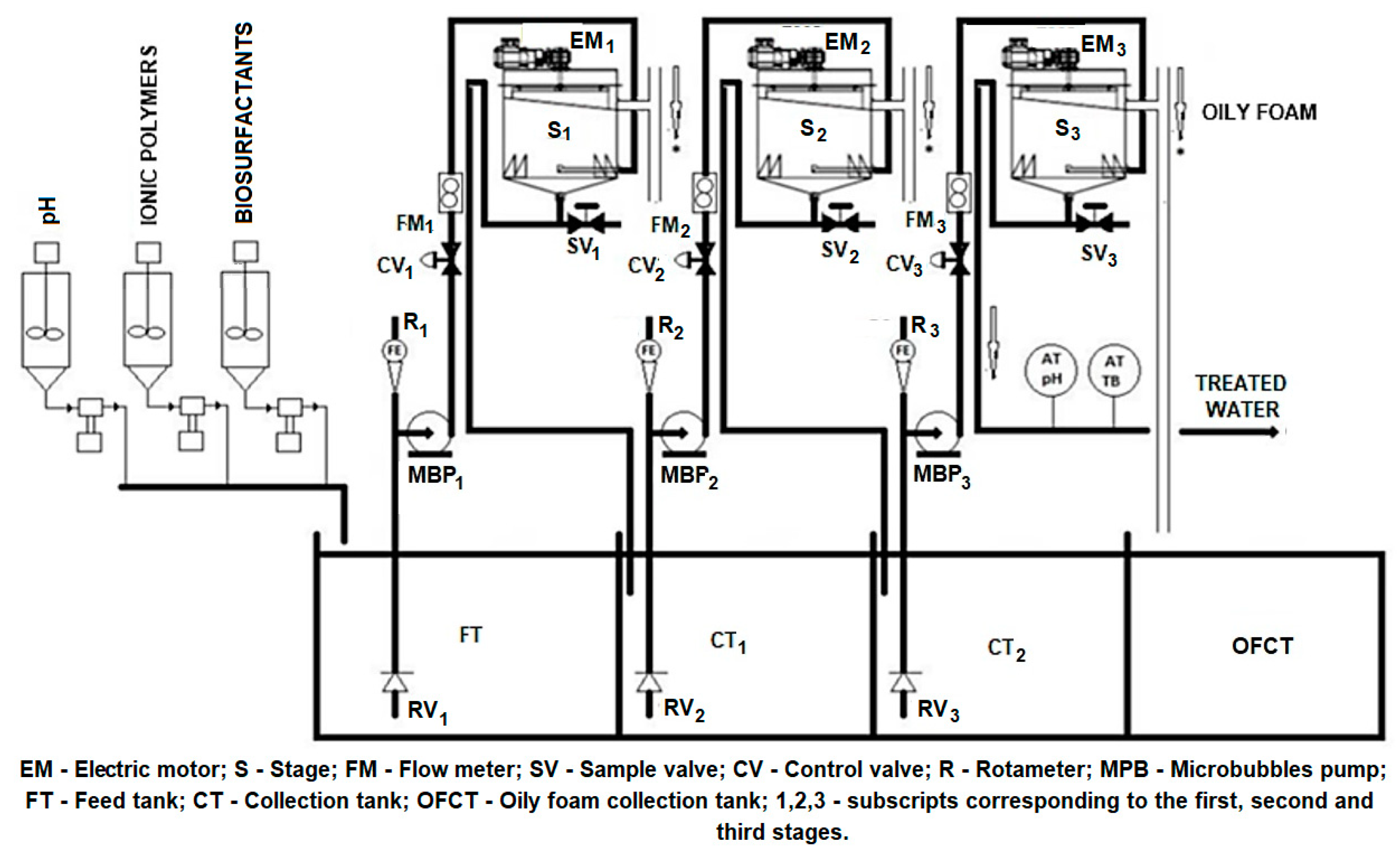
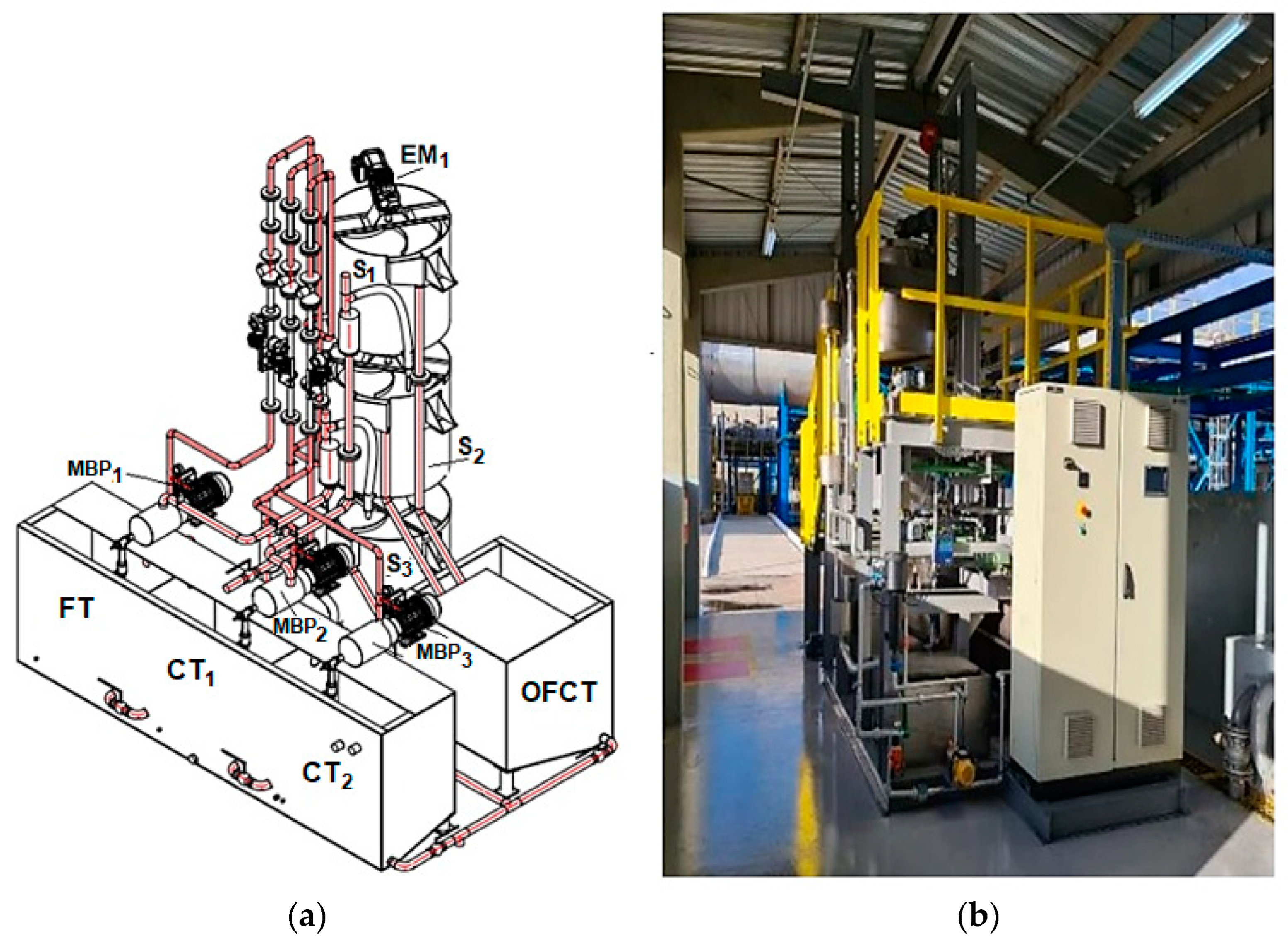
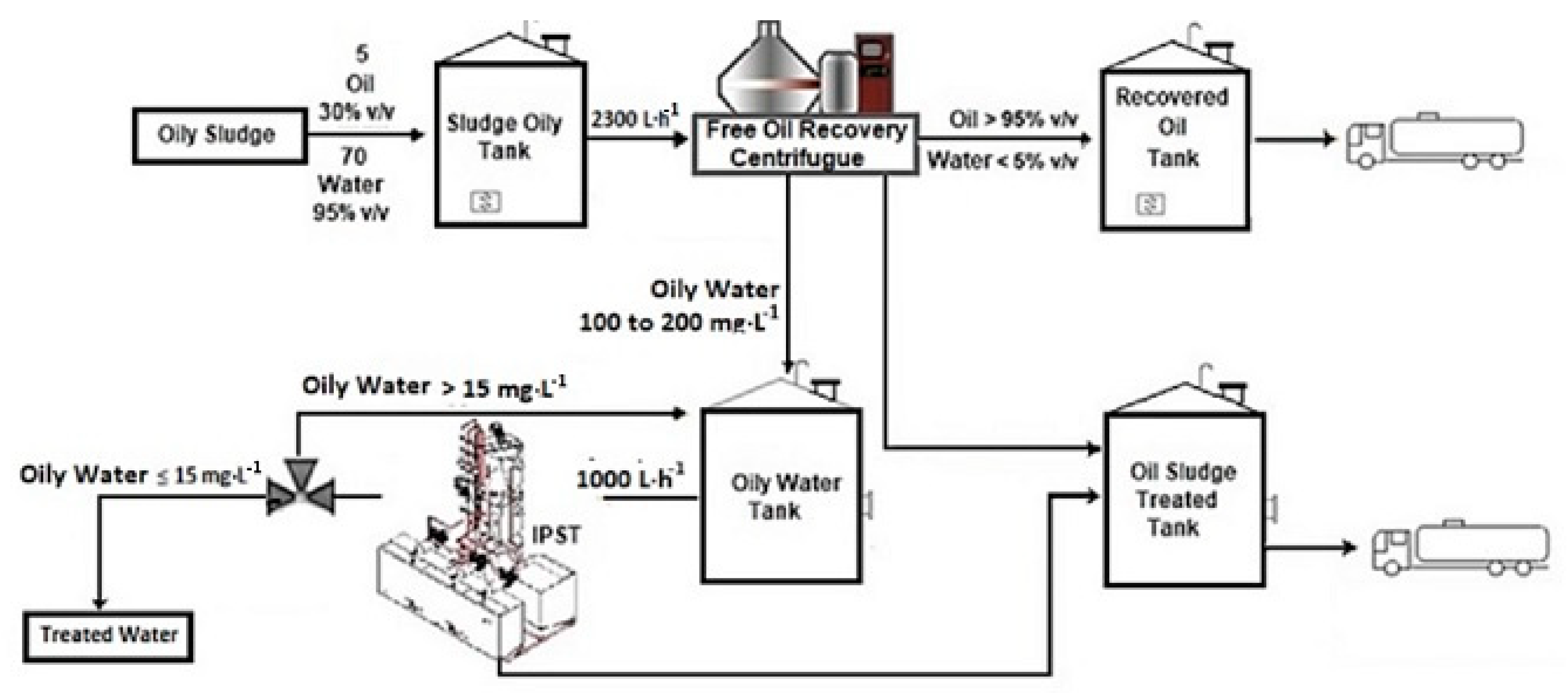
2.1. Semi-Industrial Induced Pre-Saturation Tower
2.2. Automation and Control Strategies
2.3. Statistical Data Treatment
2.4. Oil and Grease Content Analysis
2.5. Experimental Design
3. Results and Discussion
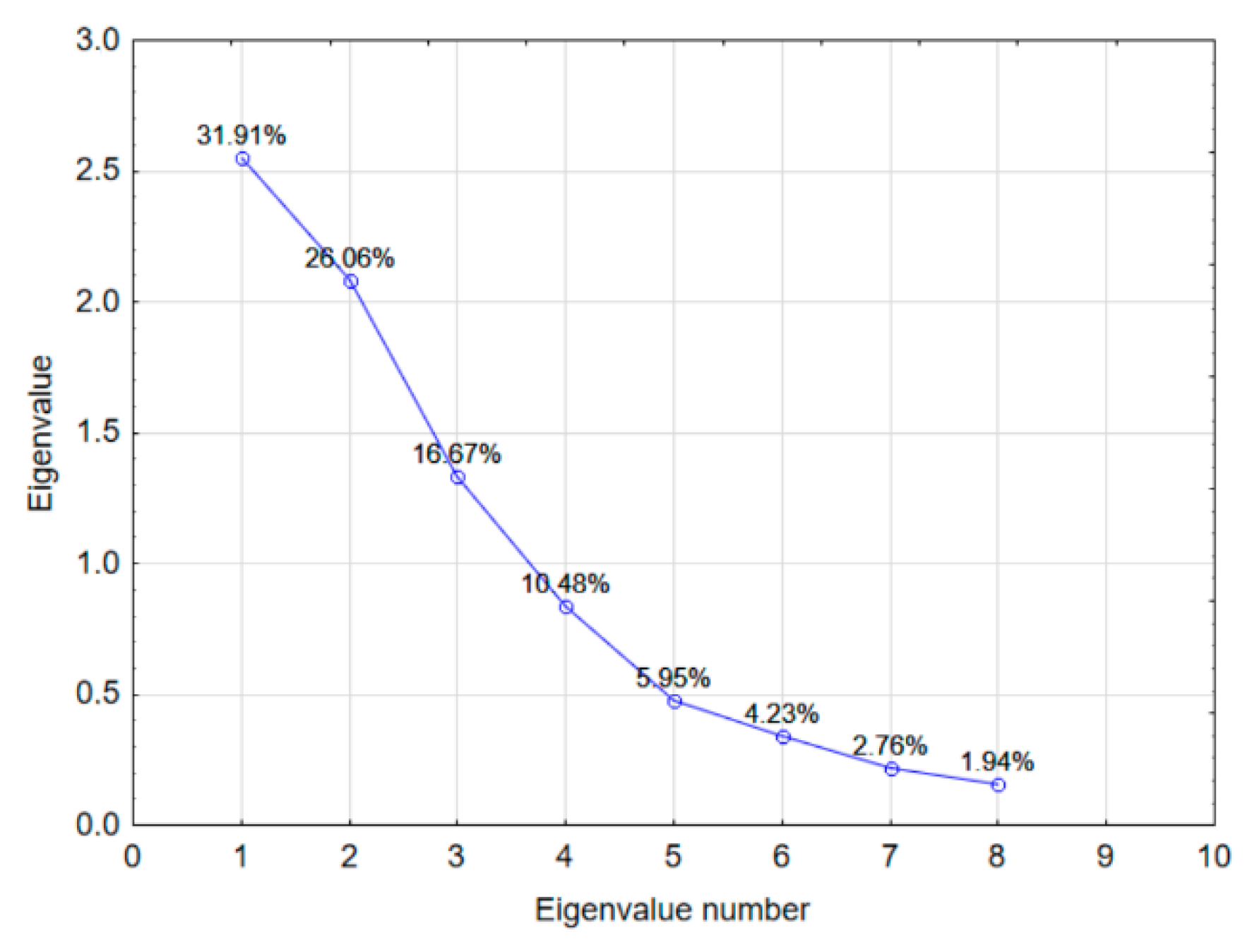
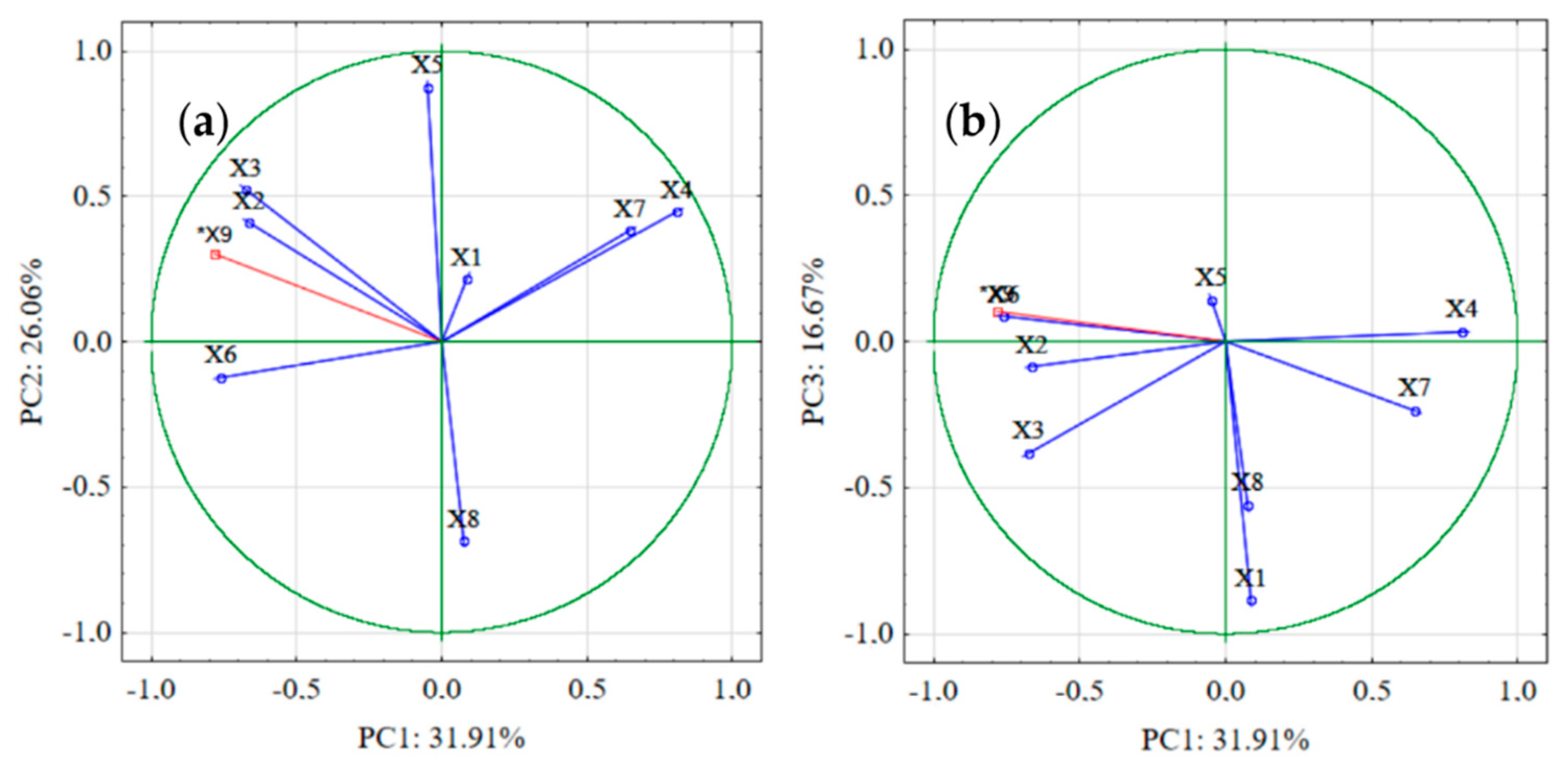
3.1. Principal Component Analysis
3.2. Fractional Factorial Design
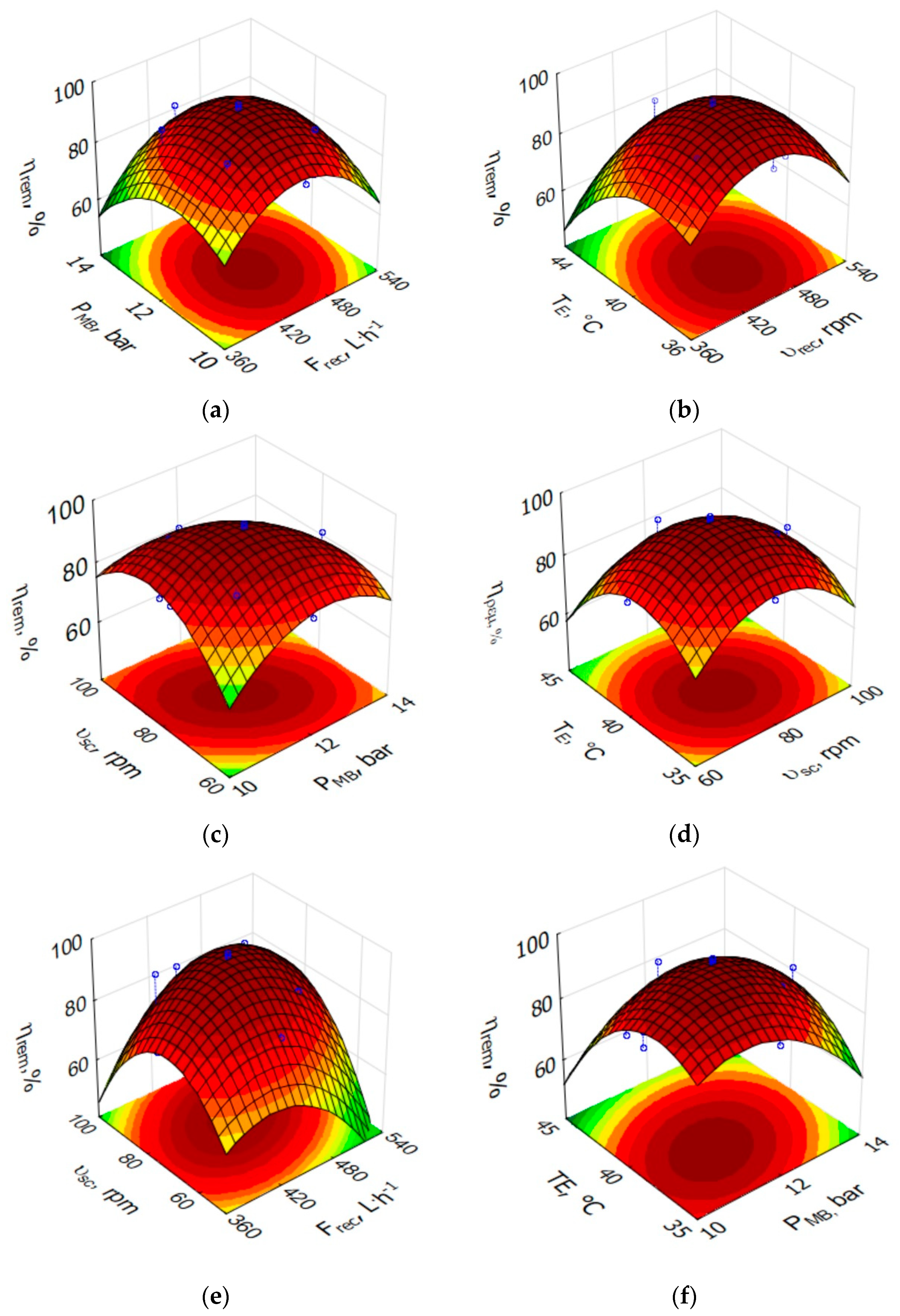
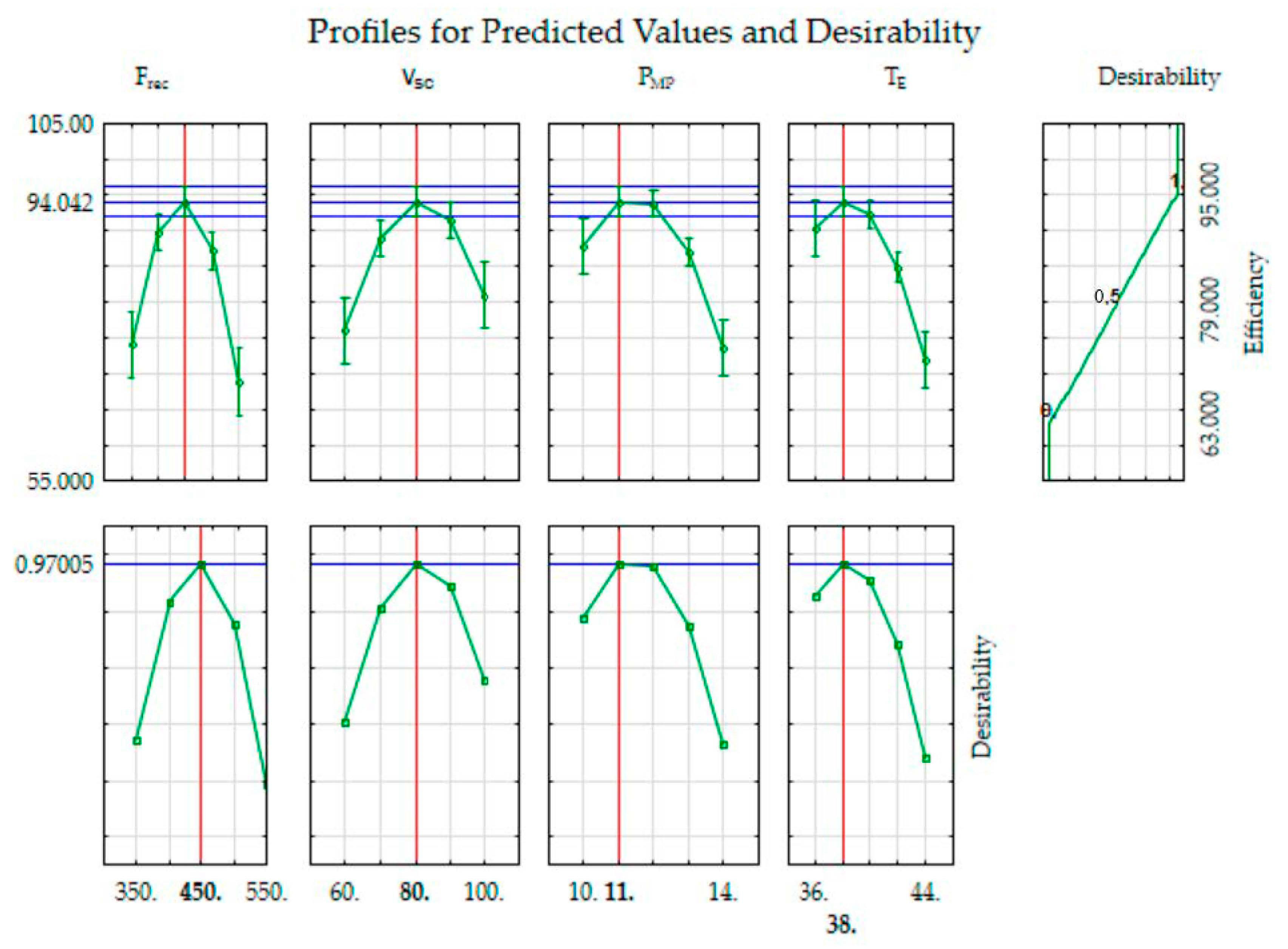
3.3. Application of a Central Composite Rotational Design to the Induced Pre-Saturation Tower
3.4. Validation of Scale-Up Strategies Used for the Semi-Industrial IPST
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Piccioli, M.; Aanesen, S.V.; Zhao, H.; Dudek, M.; Øye, G. Gas flotation of petroleum produced water: A review on status, fundamental aspects and perspectives. Energy Fuels 2020, 34, 15579–15592. [Google Scholar] [CrossRef]
- Li, X.; Xu, H.; Liu, J.; Zhang, J.; Li, J.; Gui, Z. Cyclonic state micro-bubble flotation column in oil-in-water emulsion separation. Sep. Purif. Technol. 2016, 165, 101–106. [Google Scholar] [CrossRef]
- Mesa, D.; Brito-Parada, P.R. Scale-up in froth flotation: A state-of-the-art review. Sep. Purif. Technol. 2019, 210, 950–962. [Google Scholar] [CrossRef]
- Azevedo, A.; Etchepare, R.; Rubio, J. Raw water clarification by flotation with microbubbles and nanobubbles generated with a multiphase pump. Water Sci. Technol. 2017, 75, 2342–2349. [Google Scholar] [CrossRef]
- Camburn, V.; Viswanatham, V.; Linsev, J.; Anderson, D.; Jansen, D.; Crawford, R.; Wood, K. Design prototyping methods: State of the art in strategies, techniques and guidelines. Des. Sci. 2017, 3, E13. [Google Scholar] [CrossRef] [Green Version]
- Santos, L.B.; Silva, R.C.F.S.; Brasileiro, P.P.F.; Baldo, R.D.; Sarubbo, L.A.; Santos, V.A. Oily water treatment in a multistage tower operated under a novel induced pre-saturation process in the presence of a biosurfactant as collector. Biotechnol. Rep. 2021, 30, 00638. [Google Scholar] [CrossRef]
- Crynes, B.L. Rate of Reaction, Sensitivity, and Chemical Equilibrium; AIChE Modular Instruction. Series E; Kinetics, Crynes, B.L., Fogler, H.S., Eds.; AIChE: New York, NY, USA, 1981; Volume 1, p. 94. [Google Scholar]
- Rocha e Silva, F.C.P.; Rocha e Silva, N.M.P.; Silva, I.A.; Brasileiro, P.P.F.; Luna, M.J.; Rufino, R.D.; Santos, V.A.; Sarubbo, L.A. Oil removal efficiency forecast of a Dissolved Air Flotation (DAF) reduced scale prototype using the dimensionless number of Damköhler. J. Water Process Eng. 2018, 23, 45–49. [Google Scholar] [CrossRef]
- Otálvaro-Marín, H.L.; Machuca-Martínez, F. Sizing of reactors by charts of Damköhler’s number for solutions of dimensionless design equations. Heliyon 2020, 6, 05386. [Google Scholar] [CrossRef]
- Boatwright, A.; Hughes, S.; Barry, J. The height limit of a siphon. Sci. Rep. 2015, 5, 16790. [Google Scholar] [CrossRef] [Green Version]
- Jera, T.M.; Bhondayi, C. A review of flotation physical froth flow modifiers. Minerals 2021, 11, 864. [Google Scholar] [CrossRef]
- Mukandi, M.R.; Basitere, M.; Okeleye, B.I.; Chidi, B.S.; Ntwampe, S.K.O.; Thole, A. Influence of diffuser design on selected operating variables for wastewater flotation systems: A review. Water Pract. Technol. 2021, 16, 1049–1066. [Google Scholar] [CrossRef]
- Brasileiro, P.P.F.; Santos, L.B.; Chaprão, M.J.; Almeida, D.J.; Soares da Silva, R.C.F.; Roque, B.A.C.; Santos, V.A.; Sarubbo, L.A.; Benachour, M. Construction of a microbubble generation and measurement unit for use in flotation systems. Chem. Eng. Res. Des. 2020, 153, 212–219. [Google Scholar] [CrossRef]
- Silva, E.S.; Silva, I.A.; Brasileiro, P.P.F.; Correa, P.F.; Almeida, D.G.; Rufino, R.D.; Luna, M.J.; Santos, V.A.; Sarubbo, L.A. Treatment of oily effluent using a low-cost biosurfactant in a flotation system. Biodegradation 2019, 30, 335–350. [Google Scholar] [CrossRef]
- Chakrabortty, S.A.; Madhubonti, P.A.; Mousumi, R.B.; Parimal, P.A. Water treatment in a new flux-enhancing, continuous forward osmosis design: Transport modelling and economic evaluation towards scale up. Desalination 2015, 365, 329–342. [Google Scholar] [CrossRef]
- Henauth, R.C.S.; Vasconcelos, R.S.; Moura, A.E.; Sarubbo, L.A.; Santos, V.A. Microbubble generation with the aid of a centrifugal pump. Chem. Eng. Technol. 2017, 40, 138–144. [Google Scholar] [CrossRef]
- Saththasivam, J.; Loganathan, K.; Sarp, S. An overview of oil-water separation using gas flotation systems. Chemosphere 2016, 144, 671–680. [Google Scholar] [CrossRef]
- Quintanilla, P.; Neethling, S.J.; Brito-Parada, P.R. Modelling for froth flotation control: A review. Miner. Eng. 2021, 162, 106718. [Google Scholar] [CrossRef]
- Fonseca, R.R.; Thompson, J.P., Jr.; Franco, I.C., Jr.; Silva, F.V. Automation and control of a dissolved air flotation pilot plant. IFAC-PapersOnLine 2017, 50, 3911–3916. [Google Scholar] [CrossRef]
- Shannon, W.T.; Buisson, D.H. Dissolved air flotation in hot water. Water Res. 1980, 14, 759–765. [Google Scholar] [CrossRef]
- Fanaie, V.R.; Khiadani, M.; Sun, G. Effect of salinity and temperature on air dissolution in an unpacked air saturator of a dissolved air flotation system. Desalin. Water Treat. 2019, 170, 91–100. [Google Scholar] [CrossRef]
- Ali, Z.; Bhaskar, S.B. Basic statistical tools in research and data analysis. Indian J. Anaesth. 2016, 60, 662–669. [Google Scholar] [CrossRef] [PubMed]
- Pandey, N.; Thakur, C.; Ghosh, P.; Hiwarkar, A.D. Desirability analysis of multiple responses for electrocoagulation remediation of paper mill wastewater by using a central composite design. J. Inst. Eng. India Ser. E 2021, 102, 115–125. [Google Scholar] [CrossRef]
- CONAMA, Conselho Nacional do Meio Ambiente, Ministerio do Meio Ambiente. Resolução N 500, 19 de Outubro 2020. Available online: http://www2.mma.gov.br/port/conama/legiabre.cfm?codlegi=751 (accessed on 30 October 2022). (In Portuguese)
- American Public Health Association (APHA); American Water Works Association (AWWA); Water Environment Federation (WEF). Standard Methods for the Examination of Water and Wastewater, 22nd ed.; APHA/AWWA/WEF: Washington, DC, USA.
- Shanmugam, B.K.; Vardhan, H.; Govinda Raj, M.; Kaza, M.; Sah, R.; Hanumanthappa, H. Application of fractional factorial design for evaluating the separation performance of the screening machine. Int. J. Coal Prep. Util. 2022, 42, 3369–3379. [Google Scholar] [CrossRef]
- Oliveira, M.; Lima, V.M.M.; Yamashita, S.M.; Alves, P.S.; Portella, A.C.F. Experimental planning factorial: A brief review. Int. J. Adv. Eng. Res. Sci. 2018, 5, 166–177. [Google Scholar] [CrossRef]
- Khidhir, A.G.; Hamadi, A.S. Central composite design method for the preparation, stability and properties of water-in-diesel nano emulsions. Adv. Chem. Eng. Sci. 2018, 8, 176–189. [Google Scholar] [CrossRef] [Green Version]
- Jolliffe, I.T.; Cadima, J. Principal component analysis: A review and recent developments. Philos. Trans. A Math. Phys. Eng. Sci. 2016, 374, 20150202. [Google Scholar] [CrossRef] [Green Version]
- Gunst, R.F.; Mason, R.L. Fractional factorial design. WIREs Comput. Stat. 2009, 1, 234–244. [Google Scholar] [CrossRef]
- Durakovic, B. Design of experiments application, concepts, examples: State of the art. Period. Eng. Nat. Sci. 2017, 5, 401–439. [Google Scholar] [CrossRef]
- Etchepare, R.; Oliveira, H.; Azevedo, A.; Rubio, J. Separation of emulsified crude oil in saline water by dissolved air flotation with micro and nanobubbles. Sep. Purif. Technol. 2017, 186, 326–332. [Google Scholar] [CrossRef]
- Li, X.; Liu, J.; Wang, Y.; Wang, C.; Zhou, X. Separation of oil from wastewater by column flotation. J. China Univ. Min. Technol. 2007, 17, 546–551, 577. [Google Scholar] [CrossRef]
- Al-Dulaimi, S.L.; Al-Yaqoobi, A.M. Separation of oil/water emulsions by microbubble air flotation. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1076, 012030. [Google Scholar] [CrossRef]
- Gu, X.; Chiang, S.H. A novel flotation column for oily water cleanup. Sep. Purif. Technol. 1999, 16, 193–203. [Google Scholar] [CrossRef]
- Huang, G.; Xu, H.; Wu, L.; Li, X.; Wang, W. Research of novel process route and scale-up based on oil-water separation flotation column. J. Water Reuse Desalin. 2018, 8, 111–122. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | PC1 | PC2 | PC3 |
|---|---|---|---|
| X1 | 0.084800 | 0.213500 | −0.884371 |
| X2 | −0.663297 | 0.410467 | −0.086754 |
| X3 | −0.671457 | 0.522040 | −0.381560 |
| X4 | 0.806549 | 0.445545 | 0.034676 |
| X5 | −0.051158 | 0.875607 | 0.142789 |
| X6 | −0.759234 | −0.122063 | 0.085505 |
| X7 | 0.647695 | 0.383396 | −0.236199 |
| X8 | 0.074145 | −0.686134 | −0.559848 |
| Factor | Sums of Squares (SS) | Degree of Freedom (df) | Mean Squares (MS) | F-Statistic | p-Value |
|---|---|---|---|---|---|
| X1 | 12.250 | 1 | 12.2500 | 0.60924 | 0.460650 |
| X2 | 306.250 | 1 | 306.2500 | 15.23091 | 0.005879 |
| X3 | 240.250 | 1 | 240.2500 | 11.94849 | 0.010595 |
| X4 | 121.000 | 1 | 121.0000 | 6.01776 | 0.043906 |
| X5 | 49.000 | 1 | 49.0000 | 2.43694 | 0.162475 |
| X6 | 0.000 | 1 | 0.0000 | 0.00000 | 1.000000 |
| X7 | 156.250 | 1 | 156.2500 | 7.77087 | 0.027000 |
| X8 | 16.000 | 1 | 16.0000 | 0.79574 | 0.401993 |
| Error | 140.750 | 7 | 20.1071 | ||
| Total SS | 1041.750 | 15 |
| Factor | −2 | −1 | 0 | +1 | +2 |
|---|---|---|---|---|---|
| Recycle flow rate (L·h−1) | 350 | 400 | 450 | 500 | 550 |
| Scraper rotation speed (rpm) | 60 | 70 | 80 | 90 | 100 |
| Microbubble pump pressure (bar) | 10 | 11 | 12 | 13 | 14 |
| Effluent temperature (°C) | 36 | 38 | 40 | 42 | 44 |
| Experiment | Recycle Flow Rate (L/h) | Scraper Rotation Speed (rpm) | Microbubble Pump Pressure (bar) | Effluent Temperature (°C) | ηrem (%) |
|---|---|---|---|---|---|
| 1 | (−1) 400 | (−1) 70 | (−1) 11 | (−1) 38 | 85 |
| 2 | (−1) 400 | (−1) 70 | (−1) 11 | (+1) 42 | 80 |
| 3 | (−1) 400 | (−1) 70 | (+1) 13 | (−1) 38 | 86 |
| 4 | (−1) 400 | (−1) 70 | (+1) 13 | (+1) 42 | 76 |
| 5 | (−1) 400 | (+1) 90 | (−1) 11 | (−1) 38 | 89 |
| 6 | (−1) 400 | (+1) 90 | (−1) 11 | (+1) 42 | 67 |
| 7 | (−1) 400 | (+1) 90 | (+1) 13 | (−1) 38 | 67 |
| 8 | (−1) 400 | (+1) 90 | (+1) 13 | (+1) 42 | 63 |
| 9 | (+1) 500 | (−1) 70 | (−1) 11 | (−1) 38 | 82 |
| 10 | (+1) 500 | (−1) 70 | (−1) 11 | (+1) 42 | 72 |
| 11 | (+1) 500 | (−1) 70 | (+1) 13 | (−1) 38 | 80 |
| 12 | (+1) 500 | (−1) 70 | (+1) 13 | (+1) 42 | 73 |
| 13 | (+1) 500 | (+1) 90 | (−1) 11 | (−1) 38 | 87 |
| 14 | (+1) 500 | (+1) 90 | (−1) 11 | (+1) 42 | 77 |
| 15 | (+1) 500 | (+1) 90 | (+1) 13 | (−1) 38 | 76 |
| 16 | (+1) 500 | (+1) 90 | (+1) 13 | (+1) 42 | 75 |
| 17 | (−2) 350 | 80 | 12 | 40 | 72 |
| 18 | (+2) 550 | 80 | 12 | 40 | 73 |
| 19 | 450 | (−2) 60 | 12 | 40 | 79 |
| 20 | 450 | (+2) 100 | 12 | 40 | 80 |
| 21 | 450 | 80 | (−2) 10 | 40 | 83 |
| 22 | 450 | 80 | (+2) 14 | 40 | 81 |
| 23 | 450 | 80 | 12 | (−2) 36 | 85 |
| 24 | 450 | 80 | 12 | (+2) 44 | 83 |
| 25 | 450 | 80 | 12 | 40 | 94 |
| 26 | 450 | 80 | 12 | 40 | 92 |
| 27 | 450 | 80 | 12 | 40 | 93 |
| 28 | 450 | 80 | 12 | 40 | 95 |
| Factor | Sums of Squares (SS) | Degree of Freedom (df) | Mean Squares (MS) | F-Statistic | p-Value |
|---|---|---|---|---|---|
| (1) Frec (L) | 0.042 | 1 | 0.0417 | 0.0250 | 0.884411 |
| Frec (Q) | 790.628 | 1 | 790.6276 | 474.3766 | 0.000212 |
| (2) vsp (L) | 18.375 | 1 | 18.3750 | 11.0250 | 0.045041 |
| vsp (Q) | 382.003 | 1 | 382.0026 | 229.2016 | 0.000626 |
| (3) PMB (L) | 135.375 | 1 | 135.3750 | 81.2250 | 0.002884 |
| PMB (Q) | 271.690 | 1 | 271.6901 | 163.0141 | 0.001037 |
| (4) TE (L) | 165.375 | 1 | 165.3750 | 99.2250 | 0.002153 |
| TE (Q) | 196.940 | 1 | 196.9401 | 118.1641 | 0.001666 |
| 1L by 2L | 217.562 | 1 | 217.5625 | 130.5375 | 0.001439 |
| 1L by 3L | 1.563 | 1 | 1.5625 | 0.9375 | 0.404342 |
| 1L by 4L | 33.062 | 1 | 33.0625 | 19.8375 | 0.021064 |
| 2L by 3L | 39.062 | 1 | 39.0625 | 23.4375 | 0.016812 |
| 2L by 4L | 14.062 | 1 | 14.0625 | 8.4375 | 0.062262 |
| 3L by 4L | 76.563 | 1 | 76.5625 | 45.9375 | 0.006564 |
| Lack of Fit | 261.917 | 10 | 26.1917 | 15.7150 | 0.022115 |
| Pure Error | 5.000 | 3 | 1.6667 | ||
| Total SS | 1992.107 | 27 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
dos Santos, L.B.; da Silva, R.d.C.F.S.; Pedrosa, L.P., Jr.; Baldo, R.D.; Benachour, M.; Converti, A.; Sarubbo, L.A.; dos Santos, V.A. Induced Pre-Saturation Tower: A Technological Innovation for Oily Water Treatment in Semi-Industrial Scale. Energies 2023, 16, 2278. https://doi.org/10.3390/en16052278
dos Santos LB, da Silva RdCFS, Pedrosa LP Jr., Baldo RD, Benachour M, Converti A, Sarubbo LA, dos Santos VA. Induced Pre-Saturation Tower: A Technological Innovation for Oily Water Treatment in Semi-Industrial Scale. Energies. 2023; 16(5):2278. https://doi.org/10.3390/en16052278
Chicago/Turabian Styledos Santos, Leonardo Bandeira, Rita de Cássia Freire Soares da Silva, Leonildo Pereira Pedrosa, Jr., Rodrigo Dias Baldo, Mohand Benachour, Attilio Converti, Leonie Asfora Sarubbo, and Valdemir Alexandre dos Santos. 2023. "Induced Pre-Saturation Tower: A Technological Innovation for Oily Water Treatment in Semi-Industrial Scale" Energies 16, no. 5: 2278. https://doi.org/10.3390/en16052278