
Numerical Evaluation of Biochar Production Performance of Downdraft Gasifier by Thermodynamic Model
 , and
, and
Abstract
:1. Introduction
2. Biomass Resource
3. Thermodynamic Models of Downdraft Biomass Gasifier
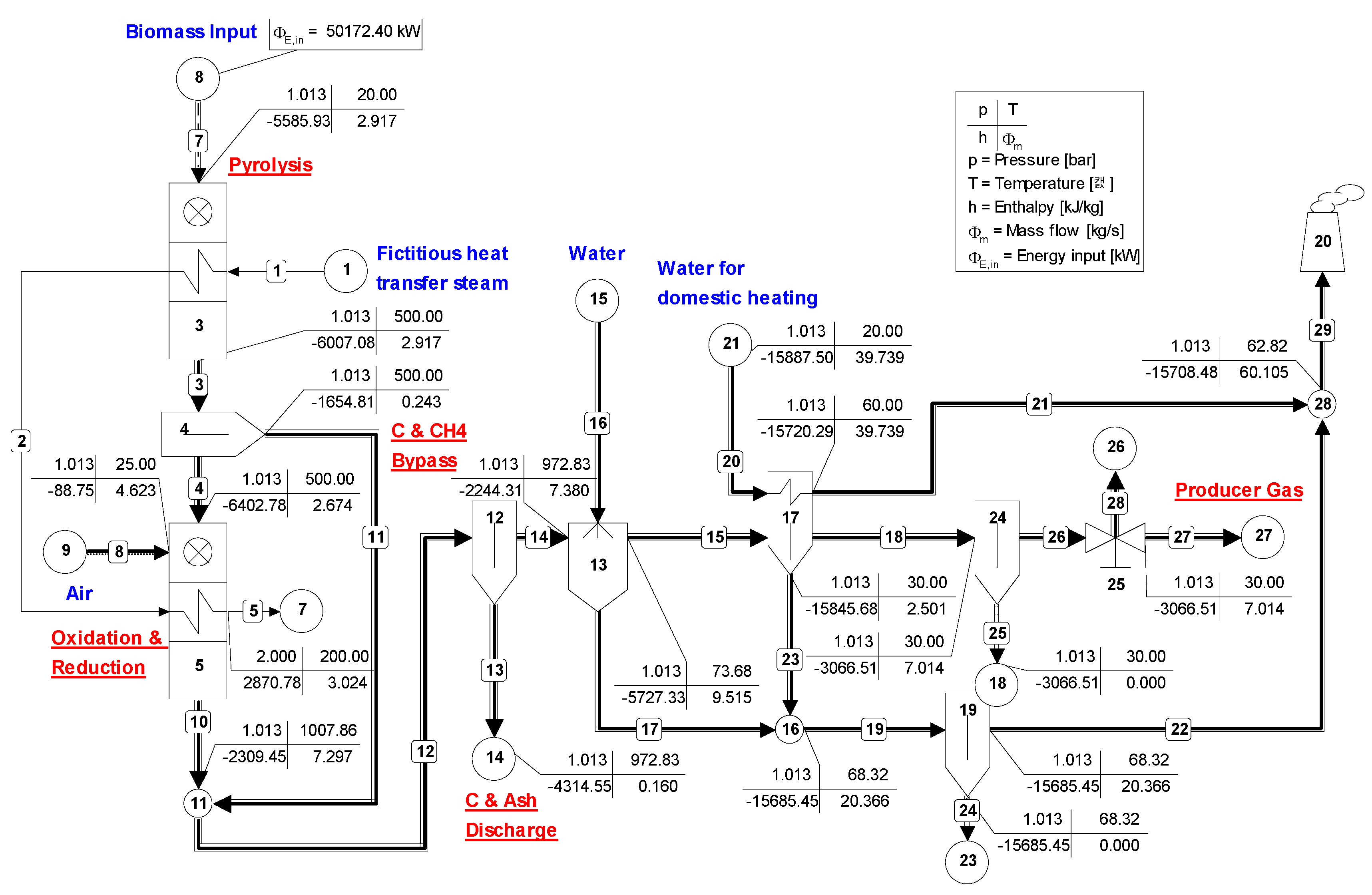
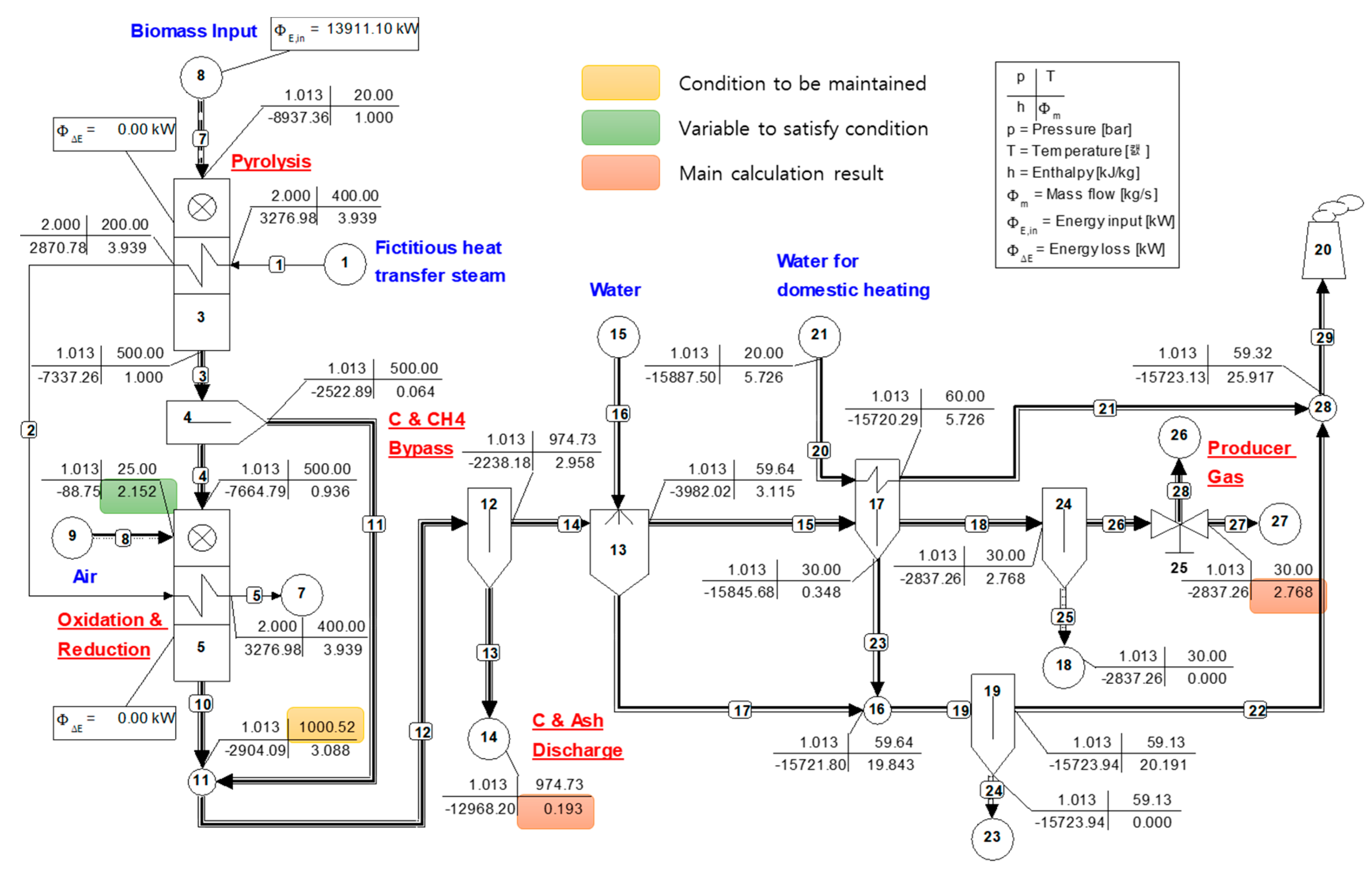
3.1. Two-Reactor Model (Vera)
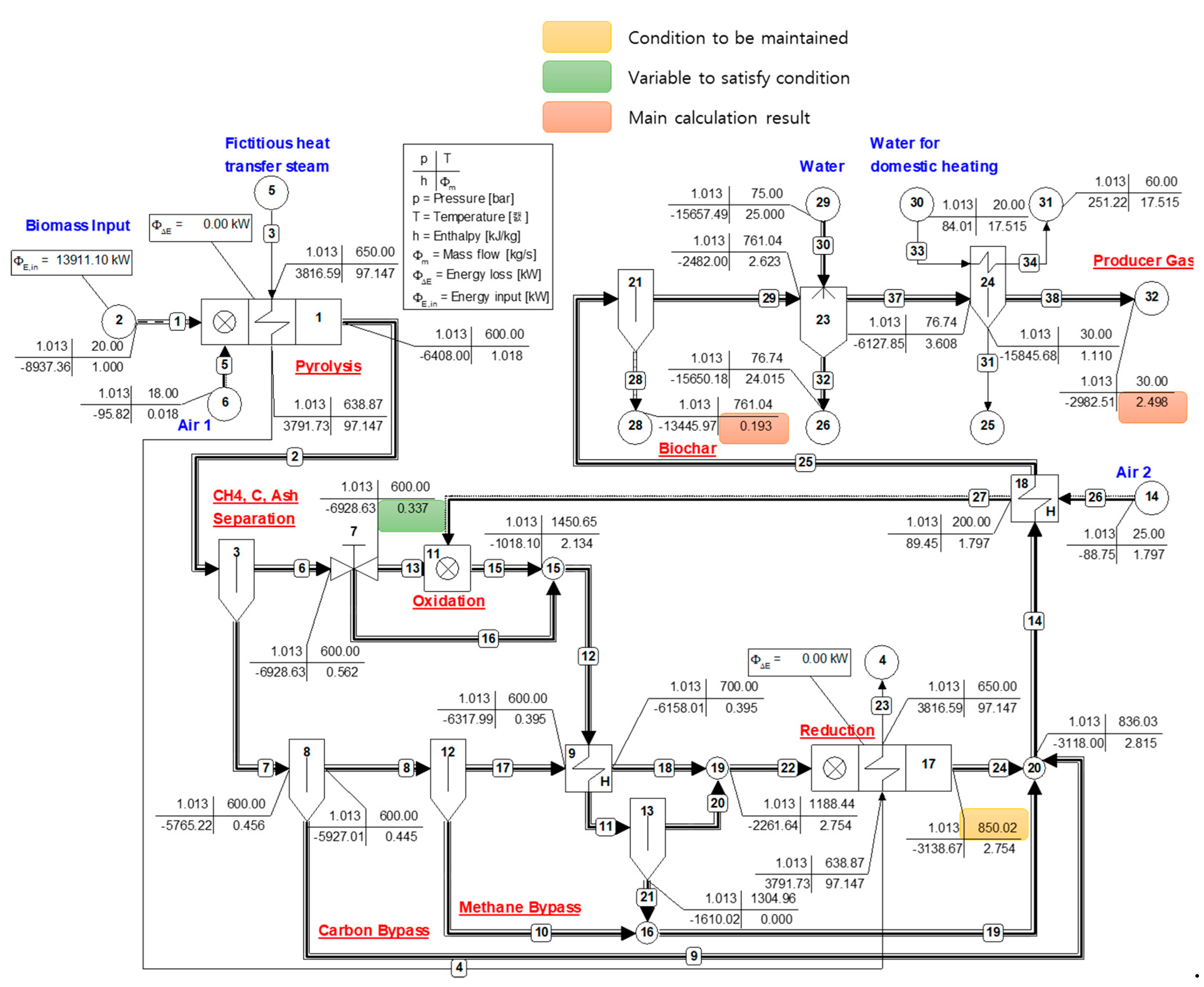
3.2. Three-Reactor Model (Fortunato)
3.3. Validation of Reconstructed Models and Application for Biochar Production
3.4. Regression Model of Biochar Production Performance
4. Results and Discussion
4.1. Process Calculation Results
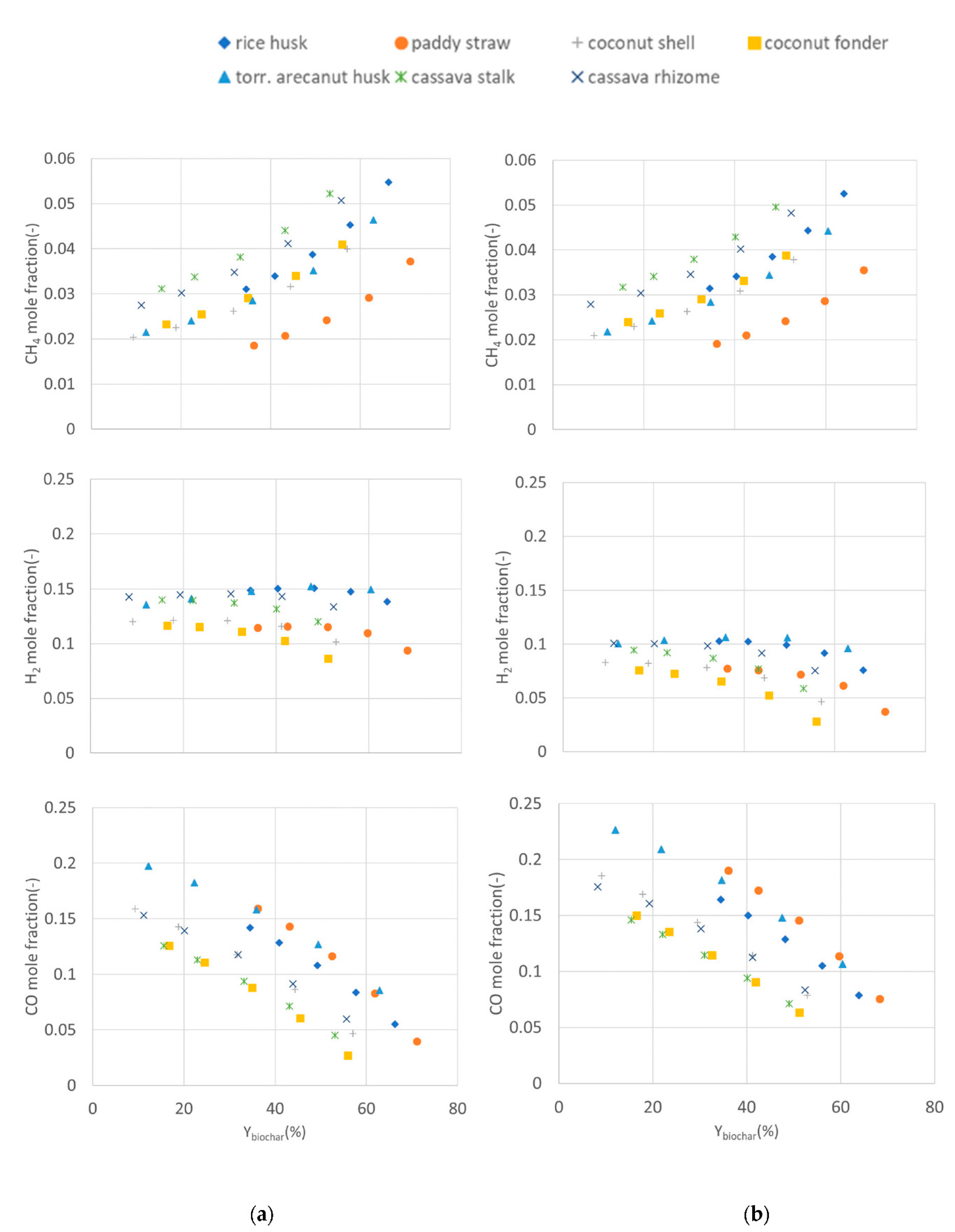
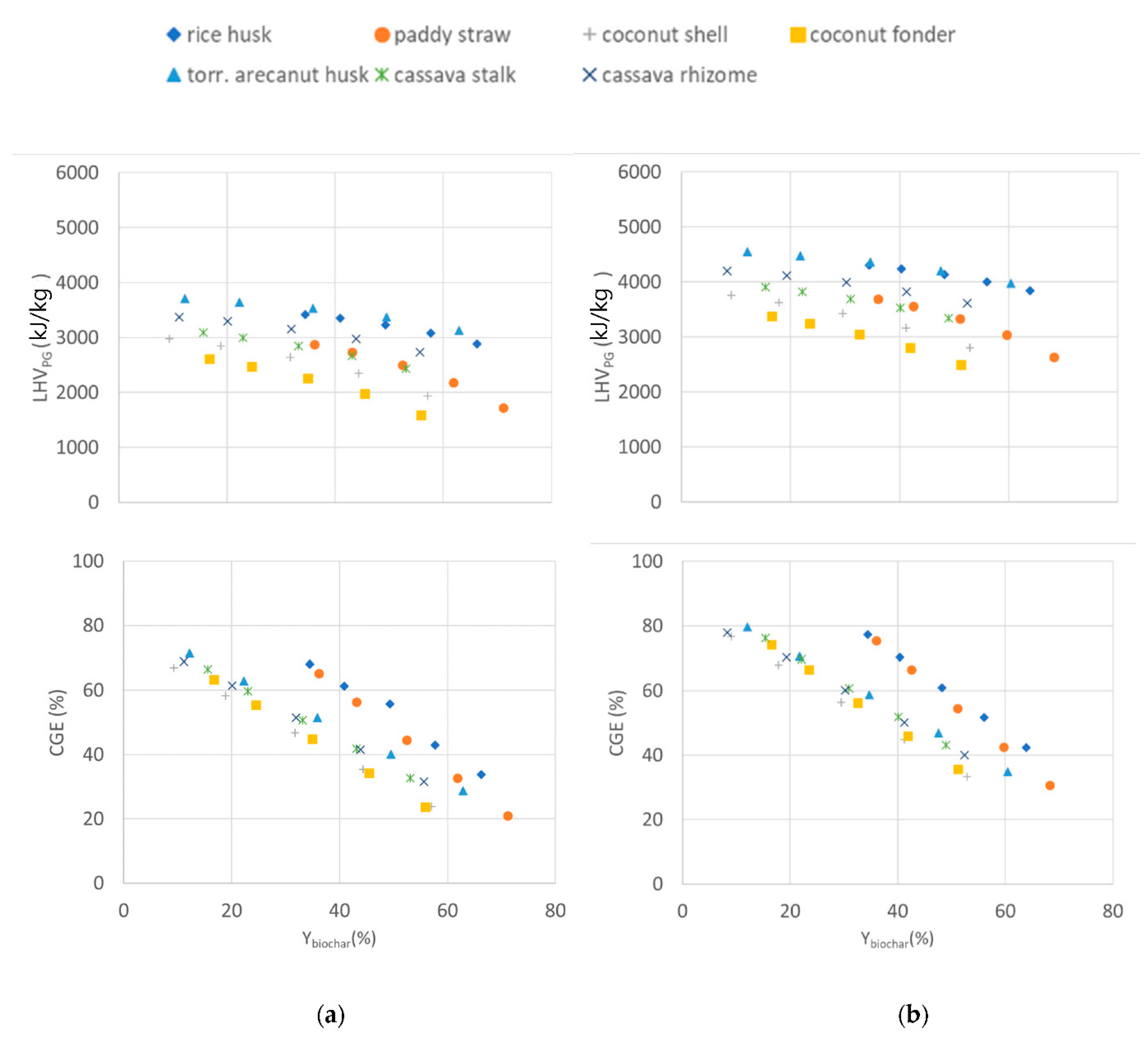
4.2. Producer Gas Characteristics
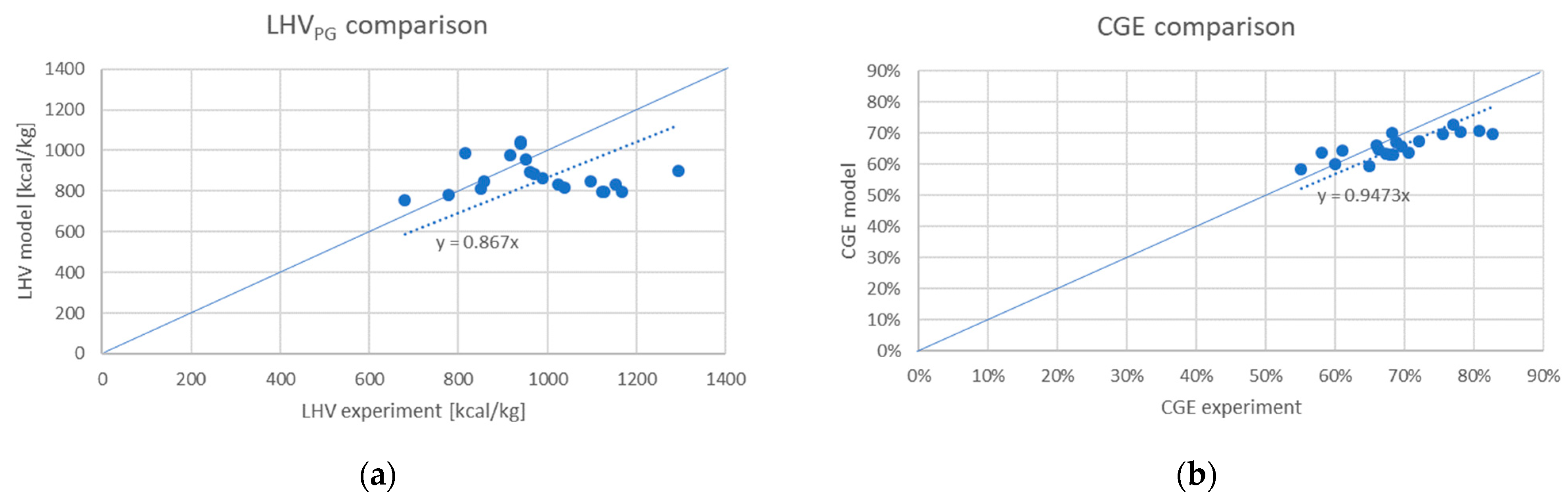
4.3. Regression Models
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, L.; Yao, Z.; You, S.; Wang, C.-H.; Chong, C.; Wang, X. Optimal design of negative emission hybrid renewable energy systems with biochar production. Appl. Energy 2019, 243, 233–249. [Google Scholar] [CrossRef] [Green Version]
- Mendiara, T.; García-Labiano, F.; Aba, A.; Gayán, P.; de Diego, L.F.; Izquierdo, M.T.; Adánez, J. Negative CO2 emissions through the use of biofuels in chemical looping technology: A review. Appl. Energy 2018, 242, 657–684. [Google Scholar] [CrossRef]
- Rubin, E.S.; Davison, J.E.; Herzog, H.J. The cost of CO2 capture and storage. Int. J. Greenh. Gas Control 2015, 40, 378–400. [Google Scholar] [CrossRef]
- Volperts, A.; Plavniece, A.; Dobele, G.; Zhurinsh, A.; Kruusenberg, I.; Kaare, K.; Locs, J.; Tamasauskaite-Tamasiunaite, L.; Norkus, E. Biomass based activated carbons for fuel cells. Renew. Energy 2019, 141, 40–45. [Google Scholar] [CrossRef]
- Liua, Y.; Paskeviciusa, M.; Wanga, H.; Parkinsona, G.; Vederb, J.; Huc, X.; Lia, C.Z. Role of O-containing functional groups in biochar during the catalytic steam reforming of tar using the biochar as a catalyst. Fuel 2019, 253, 441–448. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhu, Z.; Shen, B.; Liu, L. Insights into biochar and hydrochar production and applications: A review. Energy 2019, 171, 581–598. [Google Scholar] [CrossRef]
- Guo, F.; Peng, K.; Liang, S.; Jia, X.; Jiang, X.; Qian, L. Evaluation of the catalytic performance of different activated biochar catalysts for removal of tar from biomass pyrolysis. Fuel 2019, 258, 116–204. [Google Scholar] [CrossRef]
- Lee, J.; Kim, K.H.; Kwon, E.E. Biochar as a Catalyst. Renew. Sustain. Energy Rev. 2017, 77, 70–79. [Google Scholar] [CrossRef]
- Wang, J.; Wang, S. Preparation, modification and environmental application of biochar: A review. J. Clean. Prod. 2019, 227, 1002–1022. [Google Scholar] [CrossRef]
- Motta, I.L.; Miranda, N.T.; Filho, R.M.; Maciel, M.R.W. Biomass gasification in fluidized beds: A review of biomass moisture content and operating pressure effects. Renew. Sustain. Energy Rev. 2018, 94, 998–1023. [Google Scholar] [CrossRef]
- Susastriawan, A.A.P.; Saptoadi, H.; Purnomo. Small-scale downdraft gasifiers for biomass gasification: A review. Renew. Sustain. Energy Rev. 2017, 76, 989–1003. [Google Scholar] [CrossRef]
- Safarian, S.; Unnþorsson, R.; Richter, C. A review of biomass gasification modelling. Renew. Sustain. Energy Rev. 2019, 110, 378–391. [Google Scholar] [CrossRef]
- Cha, J.S.; Park, S.H.; Jung, S.-C.; Ryu, C.; Jeon, J.; Shin, M.; Park, Y.-K. Production and utilization of biochar: A review. J. Ind. Eng. Chem. 2016, 40, 1–15. [Google Scholar] [CrossRef]
- Molino, A.; Chianese, S.; Musmarrab, D. Biomass gasification technology:The state of the art overview. J. Energy Chem. 2016, 25, 10–25. [Google Scholar] [CrossRef]
- Bunchan, S.; Poowadin, T.; Trairatanasirichai, K. A Study of Throat Size Effect on Downdraft Biomass Gasifier Efficiency. Energy Procedia 2017, 138, 745–750. [Google Scholar] [CrossRef]
- Siddiqui, H.; Thengane, S.K.; Sharma, S.; Mahajani, S.M. Revamping downdraft gasifier to minimize clinker formation for high-ash garden waste as feedstock. Bioresour. Technol. 2018, 266, 220–231. [Google Scholar] [CrossRef]
- Bhoi, P.R.; Huhnke, R.L.; Kumar, A.; Thapa, S.; Indrawan, N. Scale-up of a downdraft gasifier system for commercial scale mobile power generation. Renew. Energy 2018, 118, 25–33. [Google Scholar] [CrossRef]
- Hrbek, J. Status Report on Thermal Biomass Gasification in Countries Participating in IEA Bioenergy Task 33; Vienna University of Technology: Vienna, Austria, 2016; p. 69. [Google Scholar]
- Situmorang, Y.A.; Zhao, Z.; Yoshida, A.; Abudula, A.; Guan, G. Small-Scale Biomass Gasification Systems for Power Generation (<200 kW Class): A Review. Renew. Sustain. Energy Rev. 2020, 117, 109486. [Google Scholar] [CrossRef]
- Niu, Y.; Lv, Y.; Lei, Y.; Liu, S.; Liang, Y.; Wang, D.; Hui, S. Biomass torrefaction: Properties, applications, challenges, and economy. Renew. Sustain. Energy Rev. 2019, 115, 109395. [Google Scholar] [CrossRef]
- Altafini, C.R.; Wander, P.R.; Barreto, R.M. Prediction of the working parameters of a wood waste gasifier through an equilibrium model. Energy Convers. Manag. 2003, 44, 2763–2777. [Google Scholar] [CrossRef]
- Vera, D.; Mena, B.; Jurad, F.; Schories, G. Study of a downdraft gasifier and gas engine fueled with olive oil industry wastes. Appl. Therm. Eng. 2013, 51, 119–129. [Google Scholar] [CrossRef]
- Fortunato, B.; Brunetti, G.; Camporeale, S.M.; Torresi, M.; Fornarelli, F. Thermodynamic model of a downdraft gasifier. Energy Convers. Manag. 2017, 140, 281–294. [Google Scholar] [CrossRef]
- Makwana, J.P.; Pandey, J.; Mishra, G. Improving the properties of producer gas using high temperature gasification of rice husk in a pilot scale fluidized bed gasifier (FBG). Renew. Energy 2019, 130, 943–951. [Google Scholar] [CrossRef]
- Grover, S.; Kathuria, R.S.; Kaur, M. Energy Values and Technologies for Non woody Biomass: As a clean source of Energy. IOSR J. Electr. Electron. Eng. 2012, 1, 10–14. [Google Scholar] [CrossRef]
- Werther, J.; Saenger, M.; Hartge, E.-U.; Ogada, T.; Siagi, Z. Combustion of agricultural residues. Prog. Energy Combust. Sci. 2000, 26, 1–27. [Google Scholar] [CrossRef]
- Sadig, H.; Sulaiman, S.A.; Moni, M.N.Z.; Anbealagan, L.D. Characterization of date palm frond as a fuel for thermal conversion processes. UTP-UMP Symp. Energy Syst. 2017, 137, 01002. [Google Scholar] [CrossRef] [Green Version]
- Gogoi, D.; Bordoloi, N.; Goswami, R.; Narzari, R.; Kataki, R. Effect of torrefaction on yield and quality of pyrolytic products of arecanut husk: An agro-processing wastes. Bioresour. Technol. 2017, 242, 36–44. [Google Scholar] [CrossRef]
- Pattiya, A.; Titiloye, J.O.; Bridgwater, A.V. Fast Pyrolysis of Agricultural Residues from Cassava Plantation for Bio-oil Production. In Proceedings of the 2nd Joint International Conference on “Sustainable Energy and Environment (SEE 2006)”, Bangkok, Thailand, 21–23 November 2006; C-007(P). 2006. Available online: https://www.researchgate.net/profile/Tony-Bridgwater-2/publication/242696651_Fast_Pyrolysis_of_Agricultural_Residues_from_Cassava_Plantation_for_Bio-oil_Production/links/551a6a200cf2f51a6fea438e/Fast-Pyrolysis-of-Agricultural-Residues-from-Cassava-Plantation-for-Bio-oil-Production.pdf (accessed on 1 October 2022).
- Mazhkoo, S.; Dadfar, H.; Sina, M.; Hashemi, H.; Pourali, O. A comprehensive experimental and modeling investigation of walnut shell gasification process in a pilot-scale downdraft gasifier integrated with an internal combustion engine. Energy Convers. Manag. 2021, 231, 113836. [Google Scholar] [CrossRef]
- Li, C.Y.; Shen, Y.; Wu, J.Y.; Dai, Y.J.; Wang, C. Experimental and modeling investigation of an integrated biomass gasifier–engine–generator system for power generation and waste heat recovery. Energy Convers. Manag. 2019, 199, 112023. [Google Scholar] [CrossRef]
- Jayah, T.H.; Aye, L.; Fuller, R.J.; Stewart, D.F. Computer simulation of a downdraft wood gasifier for tea drying. Biomass Bioenergy 2003, 25, 459–469. [Google Scholar] [CrossRef]
- Biagini, E.; Barontini, F.; Tognotti, L. Development of a bi-equilibrium model for biomass gasification in a downdraft bed reactor. Bioresour. Technol. 2016, 201, 156–165. [Google Scholar] [CrossRef] [PubMed]
- Son, Y.; Yoon, S.J.; Kim, Y.K.; Lee, J. Gasification and power generation characteristics of woody biomass utilizing a downdraft gasifier. Biomass Bioenergy 2011, 35, 4215–4220. [Google Scholar] [CrossRef]
- Striūgas, N.; Zakarauskas, K.; Džiugys, A.; Navakas, R.; Paulauskas, R. An evaluation of performance of automatically operated multi-fuel downdraft gasifier for energy production. Appl. Therm. Eng. 2014, 73, 1151–1159. [Google Scholar] [CrossRef]
- Pedroso, D.T.; Aiello, R.C.; Conti, L.; Mascia, S. Biomass Gasification on a New Really Tar Free Downdraft Gasifier, University of Sassari, Department of Chemistry, Thermal Process of Biomass Research Group 2015. Available online: https://periodicos.unitau.br/ojs/index.php/exatas/article/view/345/497 (accessed on 1 October 2022).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Rice Husk [24] | Paddy Straw [25] | Coconut Shell [26] | Coconut Frond [27] | Torrefied Arecanut Husk [28] | Cassava Stalk [28] | Cassava Rhizome [29] | Average | Standard Deviation |
|---|---|---|---|---|---|---|---|---|---|
| Ca | 52.97 | 53.17 | 51.21 | 45.51 | 57.67 | 51.13 | 51.55 | 51.89 | 3.61 |
| Oa | 38.70 | 40.23 | 43.10 | 47.60 | 35.62 | 41.33 | 40.45 | 41.00 | 3.73 |
| Ha | 7.28 | 5.28 | 5.60 | 6.02 | 5.87 | 6.82 | 6.69 | 6.22 | 0.72 |
| Sa | 0.85 | 0.27 | 0.10 | 0.09 | 0.00 | 0.06 | 0.05 | 0.20 | 0.30 |
| Na | 0.20 | 1.05 | 0.00 | 0.77 | 0.84 | 0.66 | 1.27 | 0.68 | 0.45 |
| water | 10.4 | 4.3 | 4.4 | 4.2 | 3.56 | 15.54 | 8.31 | ||
| ash | 18.15 | 20.49 | 3.1 | 6.7 | 5.19 | 6.01 | 4.05 | ||
| LHV (kJ/kg)b | 13,911 | 12,802 | 15,020 | 12,489 | 18,340 | 13,830 | 15,794 |
| Model | 2 Reactors Model (Vera) [22] | 3 Reactors Model (Fortunato) [23] | ||
|---|---|---|---|---|
| Biomass Name | Olive Pits | Depleted Pomace | ||
| Biomass Composition(wt.%) | ||||
| C | 44.98 | 43.22 | ||
| H | 5.30 | 5.39 | ||
| O | 36.86 | 29.49 | ||
| S | 0.018 | 1.68 | ||
| N | 0.57 | 0.22 | ||
| Water | 10.2 | 5 | ||
| Ash | 2.06 | 15 | ||
| Total (wt.%) | 100 | 100 | ||
| LHV (kJ/kg) | 17,200 | 16,836 | ||
| Comparison results | Original | Reconstructed | Original | Reconstructed |
| Biomass flow rate (kg/s) | 0.02917 | 0.02917 | 0.15 | 0.15 |
| Biomass energy (kW) | 501.72 | 501.72 | 2525.4 | 2525.4 |
| PG composition (mole fraction) | ||||
| H2 | 0.163 | 0.158 | 0.1719 | 0.1713 |
| H2O | 0.042 | 0.0419 | 0.0419 | |
| N2 | 0.4382 | 0.4389 | 0.487 | 0.4548 |
| Ar | NR | 0.0052 | 0.0057 | 0.0053 |
| CO2 | NR | 0.0936 | 0.111 | 0.1053 |
| CH4 | 0.031 | 0.0296 | 0.0315 | 0.0325 |
| CO | 0.214 | 0.2328 | 0.1923 | 0.1883 |
| H2S | NR | 0.0001 | 0.0006 | 0.0006 |
| LHV of PG (kJ/kg) | 5100 | 5161 | 4860 | 4941 |
| PG flow rate (kg/s) | 0.069 | 0.070 | NR | 0.385 |
| PG energy (kW) | 351.9 | 362.02 | NR | 1901 |
| Cold gas efficiency (%) | 71.2 | 72.16 | 76 | 75.27 |
| Biomass | Input Variable | Biochar Result | Producer Gas Result | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| CDR | Biochar Rate (kg/s) | Ybiochar (%) | PG Rate (kg/s) | (mole %) | LHVPG(kJ/kg) | CGE (%) | ||||
| H2 | CH4 | CO | ||||||||
| Rice husk | 5% | 2.152 | 0.193 | 34.46 | 2.768 | 10.3 | 3.1 | 14.2 | 3421 | 68 |
| 20% | 1.985 | 0.229 | 40.89 | 2.542 | 10.2 | 3.4 | 12.8 | 3350 | 61 | |
| 40% | 1.764 | 0.276 | 49.29 | 2.400 | 9.9 | 3.9 | 10.8 | 3234 | 56 | |
| 60% | 1.546 | 0.323 | 57.68 | 1.937 | 9.2 | 4.5 | 8.4 | 3085 | 43 | |
| 80% | 1.333 | 0.371 | 66.25 | 1.630 | 7.6 | 5.5 | 5.5 | 2884 | 34 | |
| Paddy straw | 5% | 2231 | 0.219 | 36.21 | 2.900 | 7.8 | 1.9 | 15.9 | 2879 | 65 |
| 20% | 2.031 | 0.261 | 43.15 | 2.634 | 7.6 | 2.1 | 14.3 | 2739 | 56 | |
| 40% | 1.765 | 0.317 | 52.41 | 2.277 | 7.2 | 2.4 | 11.7 | 2505 | 45 | |
| 60% | 1.503 | 0.374 | 61.84 | 1.919 | 6.2 | 2.9 | 8.3 | 2184 | 33 | |
| 80% | 1.245 | 0.430 | 71.10 | 1.557 | 3.7 | 3.7 | 4.0 | 1720 | 21 | |
| Coconut shell | 5% | 2.577 | 0.047 | 9.31 | 3.375 | 8.3 | 2.0 | 15.9 | 2978 | 67 |
| 20% | 2.348 | 0.095 | 18.83 | 3.071 | 8.2 | 2.3 | 14.3 | 2851 | 58 | |
| 40% | 2.044 | 0.160 | 31.71 | 2.663 | 7.8 | 2.6 | 11.8 | 2639 | 47 | |
| 60% | 1.745 | 0.224 | 44.39 | 2.253 | 6.9 | 3.2 | 8.7 | 2353 | 35 | |
| 80% | 1.451 | 0.288 | 57.07 | 1.838 | 4.7 | 4.0 | 4.7 | 1942 | 24 | |
| Coconut frond | 5% | 2.325 | 0.079 | 16.72 | 3.032 | 7.6 | 2.3 | 12.6 | 2609 | 63 |
| 20% | 2151 | 0.116 | 24.56 | 2.798 | 7.3 | 2.6 | 11.1 | 2473 | 55 | |
| 40% | 1.921 | 0.165 | 34.93 | 2.483 | 6.5 | 2.9 | 8.8 | 2255 | 45 | |
| 60% | 1.695 | 0.215 | 45.51 | 2.168 | 5.2 | 3.4 | 6.0 | 1971 | 34 | |
| 80% | 1.473 | 0.264 | 55.88 | 1.849 | 2.8 | 4.1 | 2.7 | 1595 | 24 | |
| Torrefied arecanut husk | 5% | 2.692 | 0.070 | 12.19 | 3.534 | 10.1 | 2.2 | 19.8 | 3707 | 71 |
| 20% | 2.411 | 0.128 | 22.30 | 3.167 | 10.4 | 2.4 | 18.3 | 3643 | 63 | |
| 40% | 2.041 | 0.206 | 35.88 | 2.677 | 10.6 | 2.9 | 15.8 | 3530 | 52 | |
| 60% | 1.676 | 0.284 | 49.47 | 2.184 | 10.6 | 3.5 | 12.7 | 3369 | 40 | |
| 80% | 1.316 | 0.361 | 62.88 | 1.685 | 9.6 | 4.6 | 8.6 | 3127 | 29 | |
| Cassava stalk | 5% | 2.305 | 0.072 | 15.61 | 2.979 | 9.4 | 3.1 | 12.6 | 3087 | 66 |
| 20% | 2.143 | 0.106 | 22.99 | 2.758 | 9.2 | 3.4 | 11.3 | 2996 | 60 | |
| 40% | 1.928 | 0.153 | 33.18 | 2.462 | 8.7 | 3.8 | 9.4 | 2851 | 51 | |
| 60% | 1.716 | 0.199 | 43.16 | 2.164 | 7.7 | 4.4 | 7.1 | 2670 | 42 | |
| 80% | 1.508 | 0.245 | 53.13 | 1.863 | 5.9 | 5.2 | 4.5 | 2432 | 33 | |
| Cassava rhizome | 5% | 2.473 | 0.055 | 11.17 | 3.227 | 10.1 | 2.8 | 15.3 | 3374 | 69 |
| 20% | 2.265 | 0.099 | 20.11 | 2.949 | 10.1 | 3.0 | 13.9 | 3294 | 62 | |
| 40% | 1.992 | 0.157 | 31.90 | 2.577 | 9.8 | 3.5 | 11.8 | 3159 | 52 | |
| 60% | 1.721 | 0.216 | 43.88 | 2.202 | 9.2 | 4.1 | 9.2 | 2983 | 42 | |
| 80% | 1.456 | 0.274 | 55.67 | 1.825 | 7.5 | 5.1 | 6.0 | 2737 | 32 | |
| Biomass | Input Variable | Bio Char Result | Producer Gas Result | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| CDR | Biochar Rate (kg/s) | Ybiochar (%) | PG Rate (kg/s) | (mole %) | LHVPG (kJ/kg) | CGE (%) | ||||
| H2 | CH4 | CO | ||||||||
| Rice husk | 5% | 1.815 | 0.193 | 34.5 | 2.498 | 14.9 | 3.1 | 16.4 | 4303 | 77 |
| 20% | 1.682 | 0.226 | 40.4 | 2.308 | 15.0 | 3.4 | 15.0 | 4236 | 70 | |
| 40% | 1.505 | 0.270 | 48.2 | 2.053 | 15.1 | 3.9 | 12.9 | 4132 | 61 | |
| 60% | 1.331 | 0.314 | 56.1 | 1.795 | 14.8 | 4.4 | 10.5 | 4003 | 52 | |
| 80% | 1.161 | 0.358 | 63.9 | 1.535 | 13.8 | 5.3 | 7.9 | 3839 | 42 | |
| 100% | 0.996 | 0.402 | 71.8 | 1.270 | 11.6 | 6.5 | 4.9 | 3619 | 33 | |
| Paddy straw | 5% | 1.893 | 0.218 | 36.0 | 2.615 | 11.5 | 1.9 | 19.0 | 3695 | 75 |
| 20% | 1.732 | 0.257 | 42.5 | 2.393 | 11.6 | 2.1 | 17.3 | 3557 | 66 | |
| 40% | 1.520 | 0.309 | 51.1 | 2.095 | 11.5 | 2.4 | 14.6 | 3332 | 55 | |
| 60% | 1.310 | 0.361 | 59.7 | 1.794 | 11.0 | 2.9 | 11.4 | 3038 | 43 | |
| 80% | 1.106 | 0.413 | 68.3 | 1.489 | 9.4 | 3.6 | 7.5 | 2632 | 31 | |
| 100% | 0.909 | 0.466 | 77.1 | 1.177 | 5.1 | 4.7 | 2.9 | 2029 | 19 | |
| Coconut shell | 5% | 2.201 | 0.046 | 9.1 | 3.065 | 12.0 | 2.1 | 18.5 | 3755 | 77 |
| 20% | 2.019 | 0.090 | 17.84 | 2.812 | 12.1 | 2.3 | 16.9 | 3629 | 68 | |
| 40% | 1.779 | 0.149 | 29.53 | 2.473 | 12.1 | 2.6 | 14.4 | 3426 | 56 | |
| 60% | 1.542 | 0.208 | 41.22 | 2.130 | 11.6 | 3.1 | 11.4 | 3161 | 45 | |
| 80% | 1.311 | 0.267 | 52.91 | 1.784 | 10.1 | 3.8 | 7.9 | 2801 | 33 | |
| 100% | 1.087 | 0.327 | 64.80 | 1.431 | 6.5 | 4.9 | 3.6 | 2279 | 22 | |
| Coconut frond | 5% | 1.974 | 0.078 | 16.51 | 2.747 | 11.7 | 2.4 | 15.0 | 3376 | 74 |
| 20% | 1.842 | 0.111 | 23.50 | 2.558 | 11.5 | 2.6 | 13.6 | 3249 | 67 | |
| 40% | 1.667 | 0.154 | 32.60 | 2.305 | 11.1 | 2.9 | 11.4 | 3049 | 56 | |
| 60% | 1.496 | 0.198 | 41.91 | 2.051 | 10.3 | 3.3 | 9.0 | 2801 | 46 | |
| 80% | 1.327 | 0.242 | 51.23 | 1.793 | 8.6 | 3.9 | 6.3 | 2489 | 36 | |
| 100% | 1.163 | 0.285 | 60.33 | 1.531 | 5.6 | 4.7 | 3.2 | 2078 | 25 | |
| Torrefied arecanut husk | 5% | 2.305 | 0.069 | 12.02 | 3.210 | 13.6 | 2.2 | 22.7 | 4547 | 80 |
| 20% | 2.073 | 0.125 | 21.77 | 2.895 | 14.1 | 2.4 | 20.9 | 4476 | 71 | |
| 40% | 1.767 | 0.199 | 34.66 | 2.473 | 14.8 | 2.8 | 18.2 | 4357 | 59 | |
| 60% | 1.466 | 0.273 | 47.55 | 2.046 | 15.2 | 3.4 | 14.8 | 4198 | 47 | |
| 80% | 1.171 | 0.347 | 60.44 | 1.614 | 15.0 | 4.4 | 10.7 | 3972 | 35 | |
| 100% | 0.888 | 0.422 | 73.51 | 1.172 | 12.2 | 6.3 | 5.5 | 3606 | 23 | |
| Cassava stalk | 5% | 1.952 | 0.071 | 15.40 | 2.699 | 14.0 | 3.2 | 14.6 | 3906 | 76 |
| 20% | 1.828 | 0.102 | 22.12 | 2.519 | 14.0 | 3.4 | 13.3 | 3822 | 70 | |
| 40% | 1.663 | 0.143 | 31.01 | 2.277 | 13.7 | 3.8 | 11.5 | 3691 | 61 | |
| 60% | 1.500 | 0.185 | 40.12 | 2.033 | 13.2 | 4.3 | 9.4 | 3534 | 52 | |
| 80% | 1.340 | 0.226 | 49.01 | 1.786 | 12.0 | 5.0 | 7.1 | 3339 | 43 | |
| 100% | 1.184 | 0.268 | 58.12 | 1.537 | 9.8 | 5.9 | 4.6 | 3085 | 34 | |
| Cassava rhizome | 5% | 2.104 | 0.041 | 8.33 | 2.930 | 14.3 | 2.8 | 17.6 | 4198 | 78 |
| 20% | 1.939 | 0.095 | 19.30 | 2.698 | 14.5 | 3.0 | 16.1 | 4116 | 70 | |
| 40% | 1.720 | 0.149 | 30.27 | 2.384 | 14.6 | 3.5 | 13.8 | 3989 | 60 | |
| 60% | 1.505 | 0.203 | 41.24 | 2.068 | 14.3 | 4.0 | 11.3 | 3826 | 50 | |
| 80% | 1.294 | 0.258 | 52.42 | 1.749 | 13.4 | 4.8 | 8.3 | 3613 | 40 | |
| 100% | 1.089 | 0.312 | 63.39 | 1.423 | 10.9 | 6.1 | 5.0 | 3318 | 30 | |
| Performance Parameters | ||||
|---|---|---|---|---|
| LHVPG | CGE | |||
| Model coefficients | a0 | −1.418 × 102 | b0 | −1.882 × 10−1 |
| a1 | 2.491 × 10−3 | b1 | −9.809 × 10−1 | |
| a2 | −7.358 × 101 | b2 | 7.979 × 10−1 | |
| a3 | 7.742 × 101 | b3 | 5.197 × 10−1 | |
| a4 | 1.030 × 102 | b4 | 1.866 | |
| a5 | 2.363 × 102 | b5 | 4.626 × 10−4 | |
| a6 | 1.533 × 10−1 | b6 | −4.206 × 10−3 | |
| a7 | −6.738 × 10−1 | |||
| Correlation | 96.54% | 98.73% | ||
| Maximum difference betweensimulationandequation model | 520 kJ/kg | 8.68% | ||
| Standard deviation of difference | 124 kJ/kg | 1.87% | ||
| Case | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Reference | [30] | [30] | [30] | [30] | [30] | [31] | [31] | [32] | [33] | [33] | [33] | [33] | [33] | [34] | [35] | [35] | [35] | [36] | [36] | [36] | |
| Biomass feed | Wallnut shell | Wallnut shell | Wallnut shell | Wallnut shell | Wallnut shell | Redwood pellet | Wood chips | Rubber wood chip | Corn cobs | Corn cobs | Corn cobs | Wood pellets | Vine pruning | Wood chip | mixed wood chip | Poultry litter | SS/SP | Peach branch | Olive branch | Pine branch | |
| Elementary Analysis | |||||||||||||||||||||
| C | 46.90% | 46.90% | 46.90% | 46.90% | 46.90% | 47.11% | 46.50% | 50.60% | 47.60% | 47.60% | 47.60% | 48.91% | 50.84% | 46.50% | 48.77% | 43.98% | 41.08% | 48.06% | 46.43% | 48.18% | |
| H | 5.96% | 5.96% | 5.96% | 5.96% | 5.96% | 5.47% | 6.30% | 6.50% | 6.10% | 6.10% | 6.10% | 5.80% | 5.82% | 5.80% | 5.85% | 5.16% | 5.51% | 5.83% | 5.63% | 5.71% | |
| N | 0.06% | 0.06% | 0.06% | 0.06% | 0.06% | 0 | 0 | 0.20% | 0.52% | 0.52% | 0.52% | 0.18% | 0.88% | 0.20% | 0.05% | 4.63% | 3.77% | 0.55% | 0.55% | 0.15% | |
| O | 46.62% | 46.62% | 46.62% | 46.62% | 46.62% | 45.00% | 44.21% | 42.00% | 45.78% | 45.78% | 45.78% | 45.11% | 42.46% | 43.50% | 44.52% | 31.98% | 26.90% | 44.03% | 44.91% | 43.89% | |
| S | 0.46% | 0.46% | 0.46% | 0.46% | 0.46% | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0.10% | 0.01% | 0.75% | 0.94% | 0 | 0 | 0 | |
| Proximate Analysis | |||||||||||||||||||||
| Ash(dry) | 3.65% | 3.65% | 3.65% | 3.65% | 3.65% | 1.40% | 0.80% | 0.70% | 2.12% | 2.12% | 2.12% | 2.10% | 2.62% | 3.90% | 0.80% | 13.5% | 21.8% | 1.53% | 2.48% | 2.07% | |
| (W_f) | Moisture | 6.56% | 6.56% | 6.56% | 6.56% | 6.56% | 9.30% | 10.1% | 14.7% | 10.1% | 10.1% | 10.1% | 9.50% | 12.5% | 21.7% | 10.6% | 7.60% | 4.40% | 9.80% | 10.6% | 9.00% |
| (LHV_0) | [kcal/kg] | 4319 | 4319 | 4319 | 4319 | 4319 | 4099 | 4141 | 4297 | 3658 | 3658 | 3658 | 3924 | 3712 | 3755 | 3789 | 3712 | 3943 | 4141 | 4141 | 4141 |
| biomass feed | [kg/hr] | 8.1 | 10.2 | 12.1 | 12.4 | 12.9 | 12 | 11 | 18.6 | 65.6 | 81.2 | 81.2 | 64.1 | 50.3 | 55 | 63 | 30 | 28 | 3.3 | 3.05 | 2.5 |
| biochar yield | [kg/hr] | 0.44 | 0.51 | 0.6 | 0.73 | 0.89 | 0.8 | 0.4 | 0.8 | 4.6 | 5.8 | 5.8 | 6.3 | 5.3 | 5.3 | 3 | 2.5 | 4 | 0.16 | 0.085 | 0.128 |
| (Y_biochar) | 11.90% | 10.96% | 10.87% | 12.90% | 15.12% | 15.00% | 8.37% | 9.83% | 16.01% | 16.31% | 16.31% | 21.73% | 23.11% | 24.42% | 10.75% | 15.69% | 23.76% | 10.84% | 6.37% | 11.2% | |
| (C_f) | 42.22% | 42.22% | 42.22% | 42.22% | 42.22% | 42.13% | 41.47% | 42.86% | 41.89% | 41.89% | 41.89% | 43.33% | 43.32% | 34.99% | 43.25% | 35.15% | 30.71% | 42.69% | 40.48% | 42.94% | |
| (A_f) | 3.41% | 3.41% | 3.41% | 3.41% | 3.41% | 1.27% | 0.72% | 0.60% | 1.91% | 1.91% | 1.91% | 1.90% | 2.29% | 3.05% | 0.72% | 12.47% | 20.84% | 1.38% | 2.22% | 1.88% | |
| (Tr) | [K] | 1118 | 1128 | 1145 | 1161 | 1169 | 1300 | 1300 | 1200 | 1200 | 1200 | 1200 | 1200 | 1200 | 1250 | 1250 | 1100 | 1200 | 1123 | 1153 | 1103 |
| CGE_exp | 66.19% | 65.96% | 68.82% | 69.51% | 70.57% | 72.00% | 77.00% | 68.11% | 67.20% | 68.35% | 67.83% | 55.08% | 64.83% | 60.00% | 82.70% | 80.70% | 75.40% | 61.00% | 78.00% | 58.00% | |
| CGE_model | 64.6% | 66.0% | 66.8% | 65.6% | 63.8% | 67.4% | 72.8% | 70.0% | 63.2% | 62.9% | 62.9% | 58.4% | 59.4% | 59.9% | 69.8% | 70.8% | 69.6% | 64.2% | 70.2% | 63.7% | |
| Error | 2.4% | 0.0% | 2.9% | 5.6% | 9.6% | 6.4% | 5.5% | 2.8% | 5.9% | 8.0% | 7.3% | 6.1% | 8.5% | 0.1% | 15.6% | 12.2% | 7.7% | 5.3% | 10.0% | 9.7% | |
| Syngas Vol % | |||||||||||||||||||||
| H2 | 15.42 | 15.33 | 15.06 | 14.86 | 14.78 | 14 | 14 | 15.5 | 15.83 | 17.56 | 16.6 | 16.35 | 17.06 | 16 | 16.4 | 14.55 | 14 | 13.2 | 15 | 12.1 | |
| CO | 17.31 | 17.24 | 17.02 | 16.97 | 16.87 | 18 | 18 | 19.1 | 22.46 | 22.61 | 22.55 | 21.29 | 21.74 | 19 | 22.6 | 17.42 | 16.4 | 17.4 | 17.7 | 16 | |
| CO2 | 6.93 | 6.99 | 7.15 | 7.23 | 7.29 | 9 | 9 | 11.4 | 12.33 | 12.02 | 11.78 | 12.39 | 13.02 | 17 | 11.05 | 13.51 | 9.2 | 12.4 | 13.5 | 11.4 | |
| CH4(+HCs) | 3.41 | 3.28 | 2.98 | 2.81 | 2.77 | 2.5 | 2.5 | 1.1 | 2.92 | 2.56 | 2.48 | 2.72 | 3.11 | 2 | 5.05 | 1.43 | 1.18 | 0.8 | 1.2 | 0.2 | |
| N2(+O2) | 56.93 | 57.16 | 57.79 | 58.13 | 58.29 | 56.5 | 56.5 | 52.9 | 46.46 | 45.25 | 46.59 | 47.25 | 45.07 | 46 | 44.9 | 53.09 | 59.22 | 56.2 | 52.6 | 60.3 | |
| sum | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | |
| Syngas yield | [m3/hr] | 51.9 | 118 | 148 | 150 | 105 | 87 | 130 | 130 | 90 | 87 | 0 | 0 | 0 | |||||||
| LHV_PG_exp | [kcal/kg] | 1039 | 1025 | 989 | 970 | 962 | 939 | 939 | 916 | 1123 | 1166 | 1128 | 1097 | 1153 | 952 | 1293 | 851 | 815 | 778 | 858 | 680 |
| LHV_PG_model | [kcal/kg] | 816 | 834 | 863 | 885 | 893 | 1032 | 1044 | 976 | 798 | 797 | 797 | 845 | 833 | 955 | 897 | 811 | 987 | 783 | 847 | 756 |
| Error | 0 | 25.8% | 23.1% | 17.2% | 14.8% | 13.9% | 7.5% | 11.1% | 6.6% | 28.9% | 31.6% | 29.3% | 22.9% | 27.8% | 0.3% | 30.6% | 4.7% | 21.1% | 0.6% | 1.3% | 11.2% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shin, D.; Francis, A.; Aravind, P.V.; Woudstra, T.; de Jong, W.; Roekaerts, D. Numerical Evaluation of Biochar Production Performance of Downdraft Gasifier by Thermodynamic Model. Energies 2022, 15, 7650. https://doi.org/10.3390/en15207650
Shin D, Francis A, Aravind PV, Woudstra T, de Jong W, Roekaerts D. Numerical Evaluation of Biochar Production Performance of Downdraft Gasifier by Thermodynamic Model. Energies. 2022; 15(20):7650. https://doi.org/10.3390/en15207650
Chicago/Turabian StyleShin, Donghoon, Akhil Francis, Purushothaman Vellayani Aravind, Theo Woudstra, Wiebren de Jong, and Dirk Roekaerts. 2022. "Numerical Evaluation of Biochar Production Performance of Downdraft Gasifier by Thermodynamic Model" Energies 15, no. 20: 7650. https://doi.org/10.3390/en15207650