
Green Hydrogen Production Technologies from Ammonia Cracking


Abstract
:1. Introduction
1.1. International Hydrogen Market Size

1.2. Hydrogen Industry Outlook
2. Hydrogen Source, Production Pathways, Technology, and Energy Efficiency
2.1. Properties of Hydrogen

2.2. Hydrogen Production Sources and Pathways
2.3. Hydrogen Production Technology
2.3.1. Thermochemical Process
2.3.2. Electrochemical and Photolytic Process
2.3.3. Biological Technologies
2.4. Energy and Exergy Analysis of Hydrogen Production from Ammonia
2.5. The Cost and Environmental Emissions
3. Ammonia Source, Production Pathways, Technology, and Energy Efficiency
3.1. Ammonia Properties
3.2. Ammonia Production Pathways and Technologies
3.3. Energy Efficiency and Exergy Efficiency of Ammonia Production
4. Development of Technologies for Converting Ammonia to Hydrogen
4.1. Thermal and Thermo-Chemical Cracking
4.2. Thermodynamic Concerns of Ammonia Cracking
4.3. Catalytic Reaction Kinetics of Ammonia Cracking
5. Process of Converting Ammonia to Hydrogen
5.1. Reactors Technology
5.1.1. Fixed Bed Reactor
5.1.2. Fluidized Bed Reactor
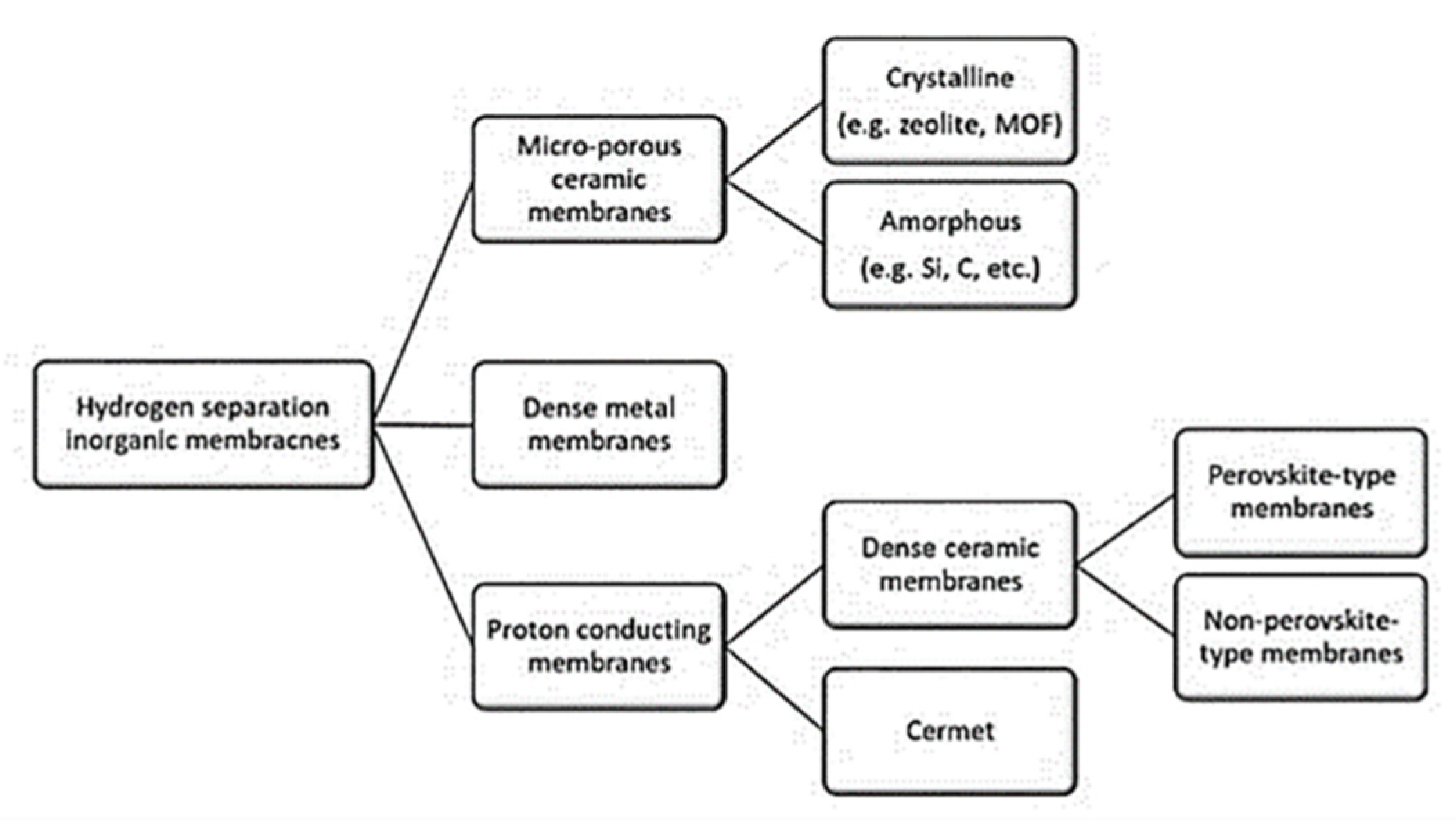
5.1.3. Membrane Reactor
5.1.4. Other Types of Reactors

5.2. Catalysts for Ammonia Cracking
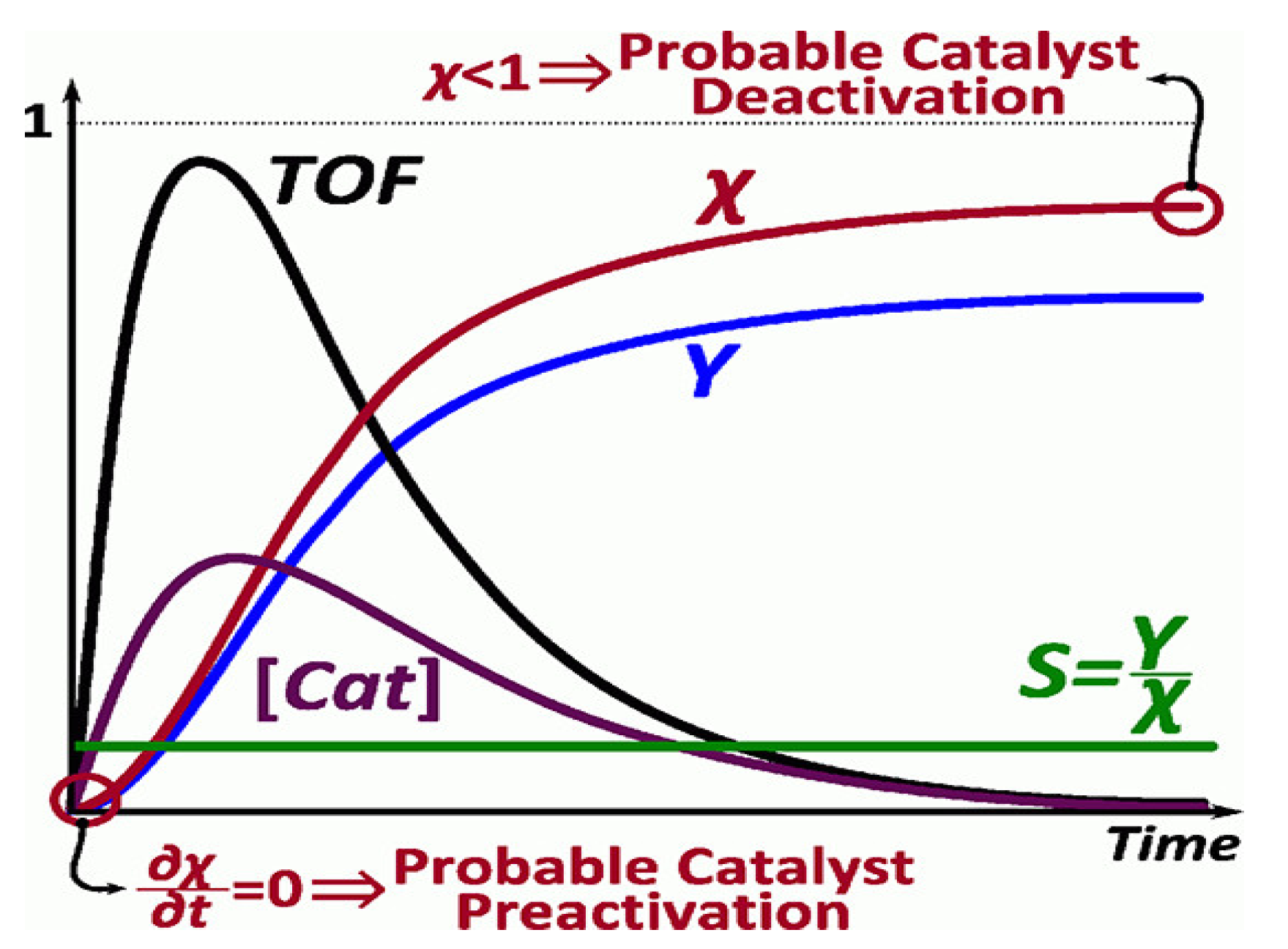
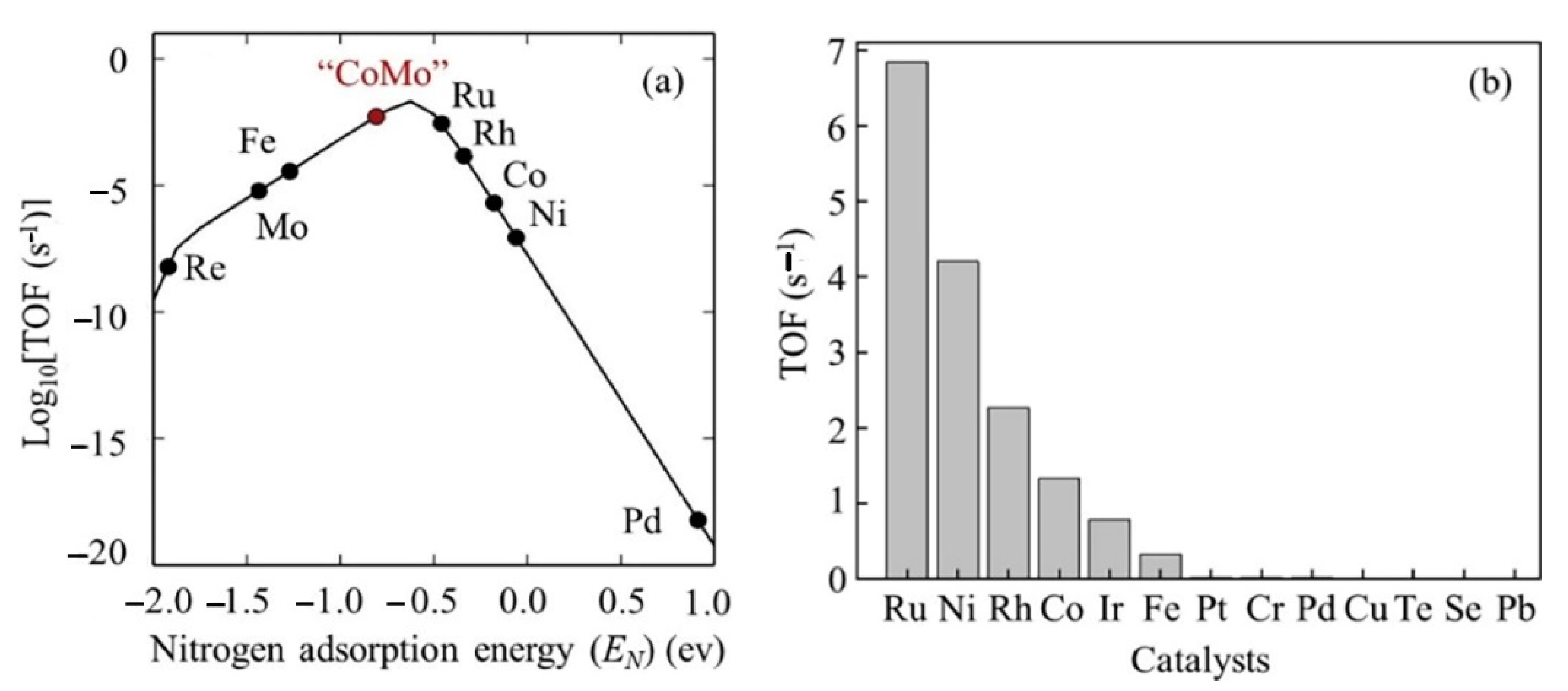
5.2.1. Catalysts Characterization, Activity and Performance
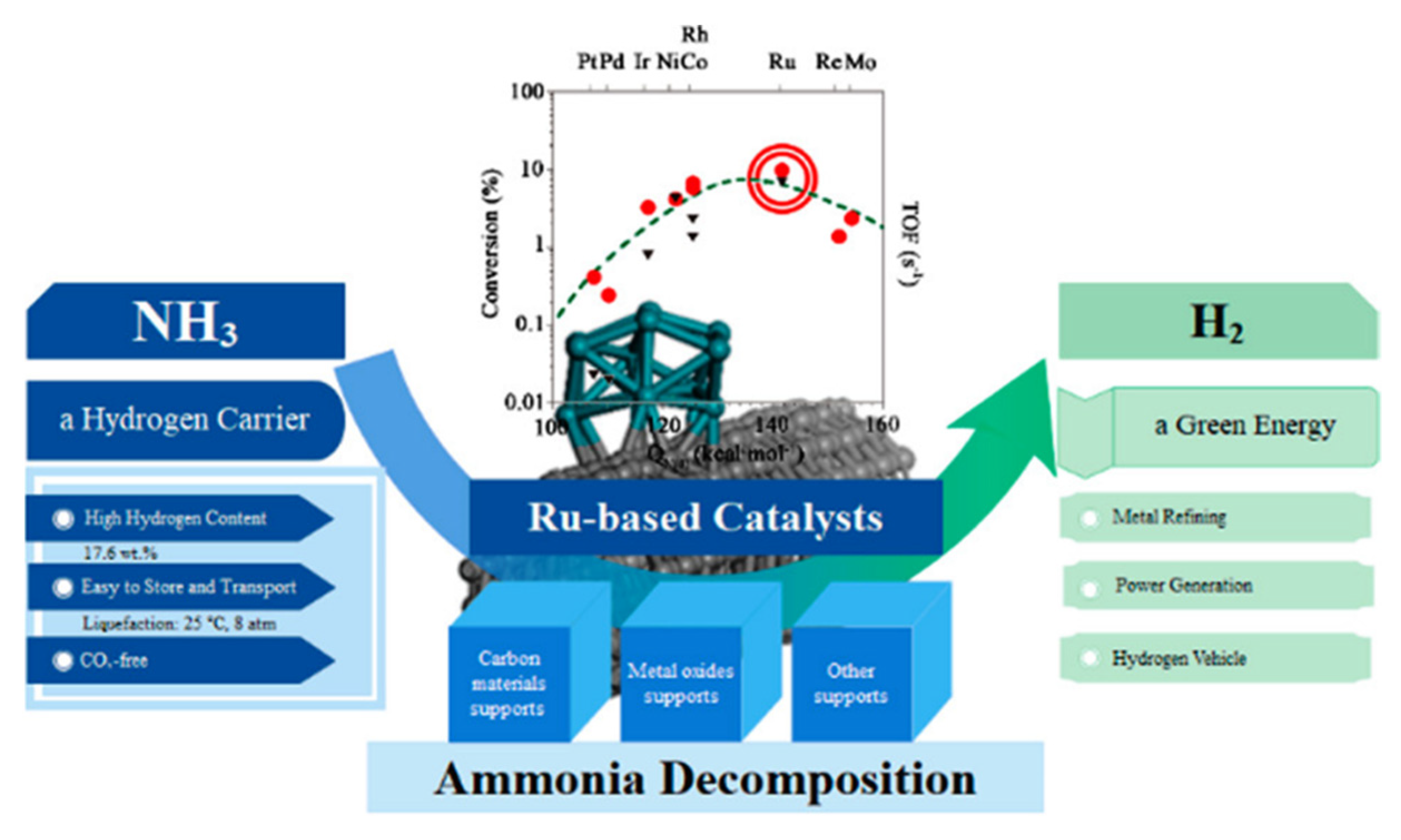
5.2.2. Ru-Based Catalysts
5.2.3. Non-Ru-Based Catalysts
6. Other Ammonia Decomposition Technologies
6.1. Electrochemical Decomposition of Ammonia
6.2. Photocatalytic Ammonia Decomposition
6.3. Separation and Purification Technologies
7. The Challenges and Conclusions
7.1. The Present and Future of Hydrogen and Ammonia Production
7.2. Challenges of Generating Hydrogen from Ammonia Technologies
7.3. Efforts for Cost Reduction Technology
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dincer, I.; Acar, C. Review and evaluation of hydrogen production methods for better sustainability. Int. J. Hydrogen Energy 2015, 40, 11094–11111. [Google Scholar] [CrossRef]
- Ye, M.; Sharp, P.; Brandon, N.; Kucernak, A. System-level comparison of ammonia, compressed and liquid hydrogen as fuels for polymer electrolyte fuel cell powered shipping. Int. J. Hydrogen Energy 2022, 47, 8565–8584. [Google Scholar] [CrossRef]
- Zhang, X.; Jiao, K.; Zhang, J.; Guo, Z. A review on low carbon emissions projects of steel industry in the World. J. Clean. Prod. 2021, 306, 127259. [Google Scholar] [CrossRef]
- International Energy Agency. Net Zero by 2050: A Roadmap for the Global Energy Sector; International Energy Agency: Paris, France, 2021; 224p, Available online: https://www.iea.org/reports/net-zero-by-2050 (accessed on 20 September 2021).
- Thomas, H. Options for Producing Low-Carbon Hydrogen at Scale; The Royal Society: London, UK, 2018. [Google Scholar]
- De Pee, A.; Pinner, D.; Roelofsen, O.; Somers, K. Decarbonization of Industrial Sectors: The Next Frontier; McKensy: Atlanta, GA, USA, 2018. [Google Scholar]
- Hordeski, M.F. Alternative Fuels—The Future of Hydrogen; River Publishers: Gistrup, Denmark, 2020. [Google Scholar]
- Eichman, J.; Townsend, A.; Melaina, M. Economic Assessment of Hydrogen Technologies Participating in California Electricity Markets; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2016. [Google Scholar]
- International Energy Agency. The Future of Hydrogen: Seizing Today’s Opportunities; International Energy Agency: Paris, France, 2019. [Google Scholar]
- Deloitte, B.E. The Potential of Hydrogen for the Chemical Industry; Deloitte: Beirut, Lebanon, 2021. [Google Scholar]
- McKinlay, C.J.; Turnock, S.R.; Hudson, D.A. Route to zero emission shipping: Hydrogen, ammonia or methanol? Int. J. Hydrogen Energy 2021, 46, 28282–28297. [Google Scholar] [CrossRef]
- Andersson, J.; Grönkvist, S. Large-scale storage of hydrogen. Int. J. Hydrogen Energy 2019, 44, 11901–11919. [Google Scholar] [CrossRef]
- Hollevoet, L.; De Ras, M.; Roeffaers, M.; Hofkens, J.; Martens, J.A. Energy-Efficient Ammonia Production from Air and Water Using Electrocatalysts with Limited Faradaic Efficiency. ACS Energy Lett. 2020, 5, 1124–1127. [Google Scholar] [CrossRef] [Green Version]
- Forsberg, C. Addressing the low-carbon million-gigawatt-hour energy storage challenge. Electr. J. 2021, 34, 107042. [Google Scholar] [CrossRef]
- Park, C.; Koo, M.; Woo, J.; Hong, B.I.; Shin, J. Economic valuation of green hydrogen charging compared to gray hydrogen charging: The case of South Korea. Int. J. Hydrogen Energy 2022, 47, 14393–14403. [Google Scholar] [CrossRef]
- Thomas, J.M.; Edwards, P.P.; Dobson, P.J.; Owen, G.P. Decarbonising energy: The developing international activity in hydrogen technologies and fuel cells. J. Energy Chem. 2020, 51, 405–415. [Google Scholar] [CrossRef]
- Jeerh, G.; Zhang, M.; Tao, S. Recent progress in ammonia fuel cells and their potential applications. J. Mater. Chem. A 2021, 9, 727–752. [Google Scholar] [CrossRef]
- Zendrini, M.; Testi, M.; Trini, M.; Daniele, P.; Van Herle, J.; Crema, L. Assessment of ammonia as energy carrier in the use with reversible solid oxide cells. Int. J. Hydrogen Energy 2021, 46, 30112–30123. [Google Scholar] [CrossRef]
- El-Shafie, M.; Kambara, S.; Hayakawa, Y. Hydrogen Production Technologies Overview. J. Power Energy Eng. 2019, 7, 107–154. [Google Scholar] [CrossRef] [Green Version]
- Burandt, T. Analyzing the necessity of hydrogen imports for net-zero emission scenarios in Japan. Appl. Energy 2021, 298, 117265. [Google Scholar] [CrossRef]
- Rogelj, J.; Geden, O.; Cowie, A.; Reisinger, A. Three ways to improve net-zero emissions targets. Nature 2021, 591, 363–365. [Google Scholar] [CrossRef] [PubMed]
- Stangarone, T. South Korean efforts to transition to a hydrogen economy. Clean Technol. Environ. Policy 2020, 23, 509–516. [Google Scholar] [CrossRef] [PubMed]
- Lemmon, E.W.; Bell, I.H.; Huber, M.L.; McLinden, M.O. NIST Standard Reference Database 23: Reference Fluid Thermodynamic and Transport Properties-REFPROP, Version 10.0; Stand. Ref. Data Program; National Institute of Standards and Technology: Gaithersbg, MD, USA, 2018. [Google Scholar]
- Kobayashi, H.; Hayakawa, A.; Somarathne, K.K.A.; Okafor, E.C. Science and technology of ammonia combustion. Proc. Combust. Inst. 2019, 37, 109–133. [Google Scholar] [CrossRef]
- Sharma, S.; Ghoshal, S.K. Hydrogen the future transportation fuel: From production to applications. Renew. Sustain. Energy Rev. 2015, 43, 1151–1158. [Google Scholar] [CrossRef]
- Liu, X.; Elgowainy, A.; Wang, M. Life cycle energy use and greenhouse gas emissions of ammonia production from renewable resources and industrial by-products. Green Chem. 2020, 22, 5751–5761. [Google Scholar] [CrossRef]
- Rivarolo, M.; Riveros-Godoy, G.; Magistri, L.; Massardo, A.F. Clean Hydrogen and Ammonia Synthesis in Paraguay from the Itaipu 14 GW Hydroelectric Plant. ChemEngineering 2019, 3, 87. [Google Scholar] [CrossRef] [Green Version]
- Suleman, F.; Dincer, I.; Agelin-Chaab, M. Environmental impact assessment and comparison of some hydrogen production options. Int. J. Hydrogen Energy 2015, 40, 6976–6987. [Google Scholar] [CrossRef]
- Akarsu, B.; Genç, M.S. Optimization of electricity and hydrogen production with hybrid renewable energy systems. Fuel 2022, 324, 124465. [Google Scholar] [CrossRef]
- Mansour-Satloo, A.; Agabalaye-Rahvar, M.; Mirazaei, M.A.; Mohammadi-Ivatloo, B.; Zare, K.; Anvari-Moghaddam, A. A hybrid robust-stochastic approach for optimal scheduling of interconnected hydrogen-based energy hubs. IET Smart Grid 2021, 4, 241–254. [Google Scholar] [CrossRef]
- von Colbe, J.B.; Ares, J.-R.; Barale, J.; Baricco, M.; Buckley, C.; Capurso, G.; Gallandat, N.; Grant, D.M.; Guzik, M.N.; Jacob, I.; et al. Application of hydrides in hydrogen storage and compression: Achievements, outlook and perspectives. Int. J. Hydrogen Energy 2019, 44, 7780–7808. [Google Scholar] [CrossRef]
- Ajanovic, A.; Sayer, M.; Haas, R. The economics and the environmental benignity of different colors of hydrogen. Int. J. Hydrogen Energy 2022, 47, 24136–24154. [Google Scholar] [CrossRef]
- Åhman, M. When Gold Turns to Sand: A Review of the Challenges for Fossil Fuel Rich States Posed by Climate Policy; IMES/EESS Report No. 124; Lund University: Lund, Sweden, 2021. [Google Scholar] [CrossRef]
- Ji, M.; Wang, J. Review and comparison of various hydrogen production methods based on costs and life cycle impact assessment indicators. Int. J. Hydrogen Energy 2021, 46, 38612–38635. [Google Scholar] [CrossRef]
- Kroposki, B.; Levene, J.; Harrison, K.; Sen, P.; Novachek, F. Electrolysis: Information and Opportunities for Electric Power Utilities; Technical Report NREL/TP-581-40605; NREL: Golden, CO, USA, 2006. [Google Scholar] [CrossRef] [Green Version]
- Edwards, P.P.; Kuznetsov, V.L.; David, W.I.F. Hydrogen energy. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2007, 365, 1043–1056. [Google Scholar] [CrossRef]
- Uddin, M.N.; Nageshkar, V.V.; Asmatulu, R. Improving water-splitting efficiency of water electrolysis process via highly conductive nanomaterials at lower voltages. Energy, Ecol. Environ. 2020, 5, 108–117. [Google Scholar] [CrossRef]
- Demirbas, A. Future hydrogen economy and policy. Energy Sources, Part B Econ. Planning, Policy 2016, 12, 172–181. [Google Scholar] [CrossRef]
- Oni, A.; Anaya, K.; Giwa, T.; Di Lullo, G.; Kumar, A. Comparative assessment of blue hydrogen from steam methane reforming, autothermal reforming, and natural gas decomposition technologies for natural gas-producing regions. Energy Convers. Manag. 2022, 254, 115245. [Google Scholar] [CrossRef]
- Fakeeha, A.; Ibrahim, A.A.; Aljuraywi, H.; Alqahtani, Y.; Alkhodair, A.; Alswaidan, S.; Abasaeed, A.E.; Kasim, S.O.; Mahmud, S.; Al-Fatesh, A.S. Hydrogen Production by Partial Oxidation Reforming of Methane over Ni Catalysts Supported on High and Low Surface Area Alumina and Zirconia. Processes 2020, 8, 499. [Google Scholar] [CrossRef]
- Kumar, S.S.; Himabindu, V. Hydrogen production by PEM water electrolysis—A review. Mater. Sci. Energy Technol. 2019, 2, 442–454. [Google Scholar] [CrossRef]
- Ghavam, S.; Vahdati, M.; Wilson, I.A.G.; Styring, P. Sustainable Ammonia Production Processes. Front. Energy Res. 2021, 9, 580808. [Google Scholar] [CrossRef]
- Jung, S.-C.; Chung, K.-H.; Choi, J.; Park, Y.-K.; Kim, S.-J.; Kim, B.-J.; Lee, H. Photocatalytic hydrogen production using liquid phase plasma from ammonia water over metal ion-doped TiO2 photocatalysts. Catal. Today 2022, 397–399, 165–172. [Google Scholar] [CrossRef]
- Obata, K.; Kishishita, K.; Okemoto, A.; Taniya, K.; Ichihashi, Y.; Nishiyama, S. Photocatalytic decomposition of NH3 over TiO2 catalysts doped with Fe. Appl. Catal. B Environ. 2014, 160–161, 200–203. [Google Scholar] [CrossRef]
- Acar, C.; Dincer, I. Review and evaluation of hydrogen production options for better environment. J. Clean. Prod. 2019, 218, 835–849. [Google Scholar] [CrossRef]
- Wen, D.; Aziz, M. Flexible operation strategy of an integrated renewable multi-generation system for electricity, hydrogen, ammonia, and heating. Energy Convers. Manag. 2022, 253, 115166. [Google Scholar] [CrossRef]
- Manna, J.; Jha, P.; Sarkhel, R.; Banerjee, C.; Tripathi, A.; Nouni, M. Opportunities for green hydrogen production in petroleum refining and ammonia synthesis industries in India. Int. J. Hydrogen Energy 2021, 46, 38212–38231. [Google Scholar] [CrossRef]
- Cha, J.; Park, Y.; Brigljević, B.; Lee, B.; Lim, D.; Lee, T.; Jeong, H.; Kim, Y.; Sohn, H.; Mikulčić, H.; et al. An efficient process for sustainable and scalable hydrogen production from green ammonia. Renew. Sustain. Energy Rev. 2021, 152, 111562. [Google Scholar] [CrossRef]
- Kanoglu, M.; Dincer, I.; Rosen, M.A. Understanding energy and exergy efficiencies for improved energy management in power plants. Energy Policy 2007, 35, 3967–3978. [Google Scholar] [CrossRef]
- El-Shafie, M.; Kambara, S.; Hayakawa, Y. Energy and exergy analysis of hydrogen production from ammonia decomposition systems using non-thermal plasma. Int. J. Hydrogen Energy 2021, 46, 29361–29375. [Google Scholar] [CrossRef]
- Acar, C.; Dincer, I. 3.1 Hydrogen Production. Compr. Energy Syst. 2018, 3, 1–40. [Google Scholar]
- Colakoglu, M.; Durmayaz, A. Energy, exergy and economic analyses and multiobjective optimization of a novel solar multi-generation system for production of green hydrogen and other utilities. Int. J. Hydrogen Energy 2022, 47, 19446–19462. [Google Scholar] [CrossRef]
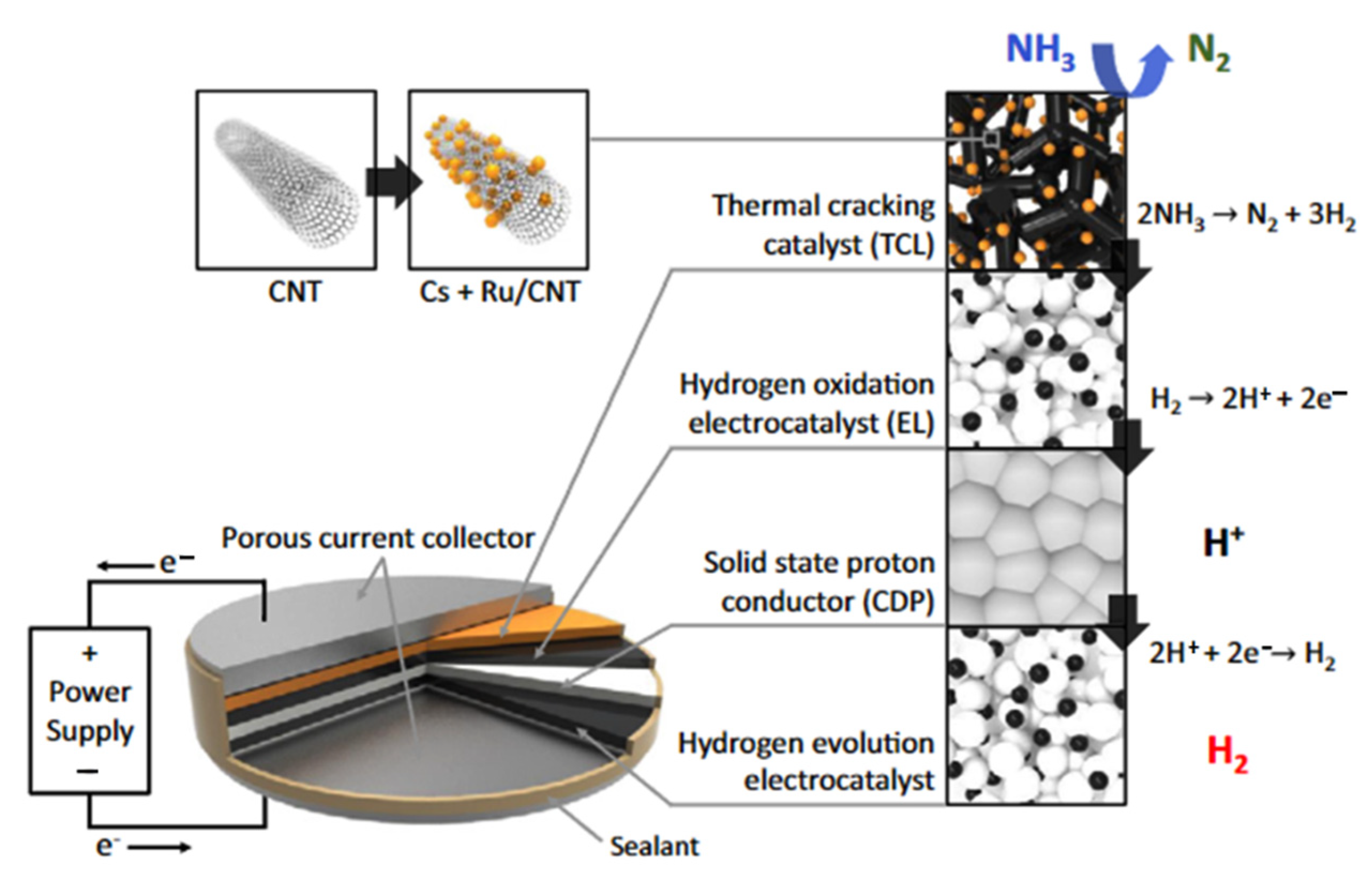
- Lim, D.-K.; Plymill, A.B.; Paik, H.; Qian, X.; Zecevic, S.; Chisholm, C.R.; Haile, S.M. Solid Acid Electrochemical Cell for the Production of Hydrogen from Ammonia. Joule 2020, 4, 2338–2347. [Google Scholar] [CrossRef]
- Esily, R.R.; Chi, Y.; Ibrahiem, D.M.; Chen, Y. Hydrogen strategy in decarbonization era: Egypt as a case study. Int. J. Hydrogen Energy 2022, 47, 18629–18647. [Google Scholar] [CrossRef]
- International Energy Agency. CCUS in Clean Energy Transitions; International Energy Agency: Paris, France, 2020. [Google Scholar]
- Wu, X.-Y.; Luo, Y.; Hess, F.; Lipiński, W. Editorial: Sustainable Hydrogen for Energy, Fuel and Commodity Applications. Front. Energy Res. 2021, 9, 698669. [Google Scholar] [CrossRef]
- Al-Breiki, M.; Bicer, Y. Comparative life cycle assessment of sustainable energy carriers including production, storage, overseas transport and utilization. J. Clean. Prod. 2020, 279, 123481. [Google Scholar] [CrossRef]
- Boerner, L.K. Industrial ammonia production emits more CO2 than any other chemical-making reaction. Chemists want to change that. Chem. Eng. News 2019, 97, 1–9. [Google Scholar]
- International Fertilizer Industry Association. Fertilizers, Climate Change and Enhancing Agricultural Productivity Sustainably; International Fertilizer Industry Association: Paris, France, 2009. [Google Scholar]
- Worrell, E.; Boyd, G. Bottom-up estimates of deep decarbonization of U.S. manufacturing in 2050. J. Clean. Prod. 2021, 330, 129758. [Google Scholar] [CrossRef]
- Keçebaş, A.; Kayfeci, M. Chapter 1—Hydrogen Properties. In Solar Hydrogen Production; Calise, F., D’Accadia, M.D., Santarelli, M., Lanzini, A., Ferrero, D., Eds.; Academic Press: Cambridge, MA, USA, 2019; pp. 3–29. [Google Scholar]
- Hasan, M.H.; Mahlia, T.M.I.; Mofijur, M.; Fattah, I.M.R.; Handayani, F.; Ong, H.C.; Silitonga, A.S. A Comprehensive Review on the Recent Development of Ammonia as a Renewable Energy Carrier. Energies 2021, 14, 3732. [Google Scholar] [CrossRef]
- Chu, K.H.; Lim, J.; Mang, J.S.; Hwang, M.-H. Evaluation of strategic directions for supply and demand of green hydrogen in South Korea. Int. J. Hydrogen Energy 2021, 47, 1409–1424. [Google Scholar] [CrossRef]
- Yuksel, Y.E.; Ozturk, M.; Dincer, I. Design and analysis of a new solar hydrogen plant for power, methane, ammonia and urea generation. Int. J. Hydrogen Energy 2022, 47, 19422–19445. [Google Scholar] [CrossRef]
- Lee, K.; Liu, X.; Vyawahare, P.; Sun, P.; Elgowainy, A.; Wang, M. Techno-economic performances and life cycle greenhouse gas emissions of various ammonia production pathways including conventional, carbon-capturing, nuclear-powered, and renewable production. Green Chem. 2022, 24, 4830–4844. [Google Scholar] [CrossRef]
- Aziz, M.; Wijayanta, A.T.; Nandiyanto, A.B.D. Ammonia as Effective Hydrogen Storage: A Review on Production, Storage and Utilization. Energies 2020, 13, 3062. [Google Scholar] [CrossRef]
- Bird, F.; Clarke, A.; Davies, P.; Surkovic, E. Ammonia: Fuel and Energy Store; KBR Inc.: Houston, TX, USA, 2020. [Google Scholar]
- Valera-Medina, A.; Gutesa, M.; Xiao, H.; Pugh, D.; Giles, A.; Goktepe, B.; Marsh, R.; Bowen, P. Premixed ammonia/hydrogen swirl combustion under rich fuel conditions for gas turbines operation. Int. J. Hydrog. Energy 2019, 44, 8615–8626. [Google Scholar] [CrossRef]
- Flórez-Orrego, D.; Maréchal, F.; Junior, S.D.O. Comparative exergy and economic assessment of fossil and biomass-based routes for ammonia production. Energy Convers. Manag. 2019, 194, 22–36. [Google Scholar] [CrossRef]
- IEA. Ammonia Technology Roadmap; International Energy Agency: Paris, France, 2021. [Google Scholar]
- MacFarlane, D.R.; Cherepanov, P.V.; Choi, J.; Suryanto, B.H.; Hodgetts, R.Y.; Bakker, J.M.; Vallana, F.M.F.; Simonov, A.N. A Roadmap to the Ammonia Economy. Joule 2020, 4, 1186–1205. [Google Scholar] [CrossRef]
- IEA; ICCA. Technology Roadmap—Energy and GHG Reductions in the Chemical Industry via Catalytic Processes; International Energy Agency: Paris, France, 2013. [Google Scholar]
- Ikäheimo, J.; Kiviluoma, J.; Weiss, R.; Holttinen, H. Power-to-ammonia in future North European 100% renewable power and heat system. Int. J. Hydrogen Energy 2018, 43, 17295–17308. [Google Scholar] [CrossRef]
- Nguyen, T.; Abdin, Z.; Holm, T.; Mérida, W. Grid-connected hydrogen production via large-scale water electrolysis. Energy Convers. Manag. 2019, 200, 112108. [Google Scholar] [CrossRef]
- Ouikhalfan, M.; Lakbita, O.; Delhali, A.; Assen, A.H.; Belmabkhout, Y. Toward Net-Zero Emission Fertilizers Industry: Greenhouse Gas Emission Analyses and Decarbonization Solutions. Energy Fuels 2022, 36, 4198–4223. [Google Scholar] [CrossRef]
- Ausfelder, F.; Herrmann, E.O.; González, L.F.L. Perspective Europe 2030 Technology Options for CO2—Emission Reduction of Hydrogen Feedstock in Ammonia Production; Dechema: Frankfurt, Germany, 2022. [Google Scholar]
- Penkuhn, M.; Tsatsaronis, G. Comparison of different ammonia synthesis loop configurations with the aid of advanced exergy analysis. Energy 2017, 137, 854–864. [Google Scholar] [CrossRef]
- Ghannadzadeh, A.; Sadeqzadeh, M. Diagnosis of an alternative ammonia process technology to reduce exergy losses. Energy Convers. Manag. 2016, 109, 63–70. [Google Scholar] [CrossRef]
- Flórez-Orrego, D.; de Oliveira Junior, S. Modeling and optimization of an industrial ammonia synthesis unit: An exergy approach. Energy 2017, 137, 234–250. [Google Scholar] [CrossRef]
- Wu, S.; Salmon, N.; Li, M.M.-J.; Bañares-Alcántara, R.; Tsang, S.C.E. Energy Decarbonization via Green H2 or NH3? ACS Energy Lett. 2022, 7, 1021–1033. [Google Scholar] [CrossRef]
- Mukherjee, S.; Devaguptapu, S.V.; Sviripa, A.; Lund, C.R.; Wu, G. Low-temperature ammonia decomposition catalysts for hydrogen generation. Appl. Catal. B Environ. 2018, 226, 162–181. [Google Scholar] [CrossRef]
- Chai, W.S.; Bao, Y.; Jin, P.; Tang, G.; Zhou, L. A review on ammonia, ammonia-hydrogen and ammonia-methane fuels. Renew. Sustain. Energy Rev. 2021, 147, 111254. [Google Scholar] [CrossRef]
- Fowler, D.; Coyle, M.; Skiba, U.; Sutton, M.A.; Cape, J.N.; Reis, S.; Sheppard, L.J.; Jenkins, A.; Grizzetti, B.; Galloway, J.N.; et al. The global nitrogen cycle in the twenty-first century. Philos. Trans. R. Soc. B Biol. Sci. 2013, 368, 20130164. [Google Scholar] [CrossRef] [Green Version]
- Lin, Q.; Jiang, Y.; Liu, C.; Chen, L.; Zhang, W.; Ding, J.; Li, J. Instantaneous hydrogen production from ammonia by non-thermal arc plasma combining with catalyst. Energy Rep. 2021, 7, 4064–4070. [Google Scholar] [CrossRef]
- Chiuta, S.; Everson, R.C.; Neomagus, H.W.; van der Gryp, P.; Bessarabov, D.G. Reactor technology options for distributed hydrogen generation via ammonia decomposition: A review. Int. J. Hydrogen Energy 2013, 38, 14968–14991. [Google Scholar] [CrossRef]
- Bell, T.E.; Murciano, L.T. H2 Production via Ammonia Decomposition Using Non-Noble Metal Catalysts: A Review. Top. Catal. 2016, 59, 1438–1457. [Google Scholar] [CrossRef] [Green Version]
- Ross, J.R. The Kinetics and Mechanisms of Catalytic Reactions. In Contemporary Catalysis; Elsevier: Amsterdam, The Netherlands, 2019; pp. 161–186. [Google Scholar] [CrossRef]
- Slycke, J.; Mittemeijer, E.; Somers, M. Thermodynamics and kinetics of gas and gas–solid reactions. In Thermochemical Surface Engineering of Steels; Woodhead Publishing: Sawston, UK, 2015; pp. 3–111. [Google Scholar] [CrossRef]
- Wang, W.; Padban, N.; Ye, Z.; Andersson, A.A.; Bjerle, I. Kinetics of Ammonia Decomposition in Hot Gas Cleaning. Ind. Eng. Chem. Res. 1999, 38, 4175–4182. [Google Scholar] [CrossRef]
- Kiełbasa, K.; Pelka, R.; Arabczyk, W. Studies of the Kinetics of Ammonia Decomposition on Promoted Nanocrystalline Iron Using Gas Phases of Different Nitriding Degree. J. Phys. Chem. A 2010, 114, 4531–4534. [Google Scholar] [CrossRef] [PubMed]
- Kashkarov, S.; Li, Z.; Molkov, V. Blast wave from a hydrogen tank rupture in a fire in the open: Hazard distance nomograms. Int. J. Hydrog. Energy 2012, 45, 2429–2446. [Google Scholar] [CrossRef]
- Hu, Z.-P.; Weng, C.-C.; Chen, C.; Yuan, Z.-Y. Catalytic decomposition of ammonia to COx-free hydrogen over Ni/ZSM-5 catalysts: A comparative study of the preparation methods. Appl. Catal. A Gen. 2018, 562, 49–57. [Google Scholar] [CrossRef]
- Ojelade, O.A.; Zaman, S.F. Ammonia decomposition for hydrogen production: A thermodynamic study. Chem. Pap. 2020, 75, 57–65. [Google Scholar] [CrossRef]
- Chein, R.-Y.; Chen, Y.-C.; Chang, C.-S.; Chung, J. Numerical modeling of hydrogen production from ammonia decomposition for fuel cell applications. Int. J. Hydrogen Energy 2010, 35, 589–597. [Google Scholar] [CrossRef]
- Baek, S.-H.; Yun, K.; Kang, D.-C.; An, H.; Park, M.; Shin, C.-H.; Min, H.-K. Characteristics of High Surface Area Molybdenum Nitride and Its Activity for the Catalytic Decomposition of Ammonia. Catalysts 2021, 11, 192. [Google Scholar] [CrossRef]
- Itoh, N.; Oshima, A.; Suga, E.; Sato, T. Kinetic enhancement of ammonia decomposition as a chemical hydrogen carrier in palladium membrane reactor. Catal. Today 2014, 236, 70–76. [Google Scholar] [CrossRef]
- Li, G.; Kanezashi, M.; Yoshioka, T.; Tsuru, T. Ammonia decomposition in catalytic membrane reactors: Simulation and experimental studies. AIChE J. 2012, 59, 168–179. [Google Scholar] [CrossRef]
- Xie, T.; Xia, S.; Jin, Q. Thermodynamic Optimization of Ammonia Decomposition Solar Heat Absorption System Based on Membrane Reactor. Membranes 2022, 12, 627. [Google Scholar] [CrossRef]
- Do, S.-H.; Roh, J.S.; Park, H.B. Carbon-free Hydrogen Production Using Membrane Reactors. Membr. J. 2018, 28, 297–306. [Google Scholar] [CrossRef]
- Barisano, D.; Canneto, G.; Nanna, F.; Villone, A.; Fanelli, E.; Freda, C.; Grieco, M.; Lotierzo, A.; Cornacchia, G.; Braccio, G.; et al. Investigation of an Intensified Thermo-Chemical Experimental Set-Up for Hydrogen Production from Biomass: Gasification Process Integrated to a Portable Purification System—Part II. Energies 2022, 15, 4580. [Google Scholar] [CrossRef]
- Abashar, M.; Al-Sughair, Y.; Al-Mutaz, I. Investigation of low temperature decomposition of ammonia using spatially patterned catalytic membrane reactors. Appl. Catal. A Gen. 2002, 236, 35–53. [Google Scholar] [CrossRef]
- Li, G.; Yu, X.; Yin, F.; Lei, Z.; Zhang, H.; He, X. Production of hydrogen by ammonia decomposition over supported Co3O4 catalysts. Catal. Today 2022, 402, 45–51. [Google Scholar] [CrossRef]
- Chen, Y.-L.; Juang, C.-F.; Chen, Y.-C. The Effects of Promoter Cs Loading on the Hydrogen Production from Ammonia Decomposition Using Ru/C Catalyst in a Fixed-Bed Reactor. Catalysts 2021, 11, 321. [Google Scholar] [CrossRef]
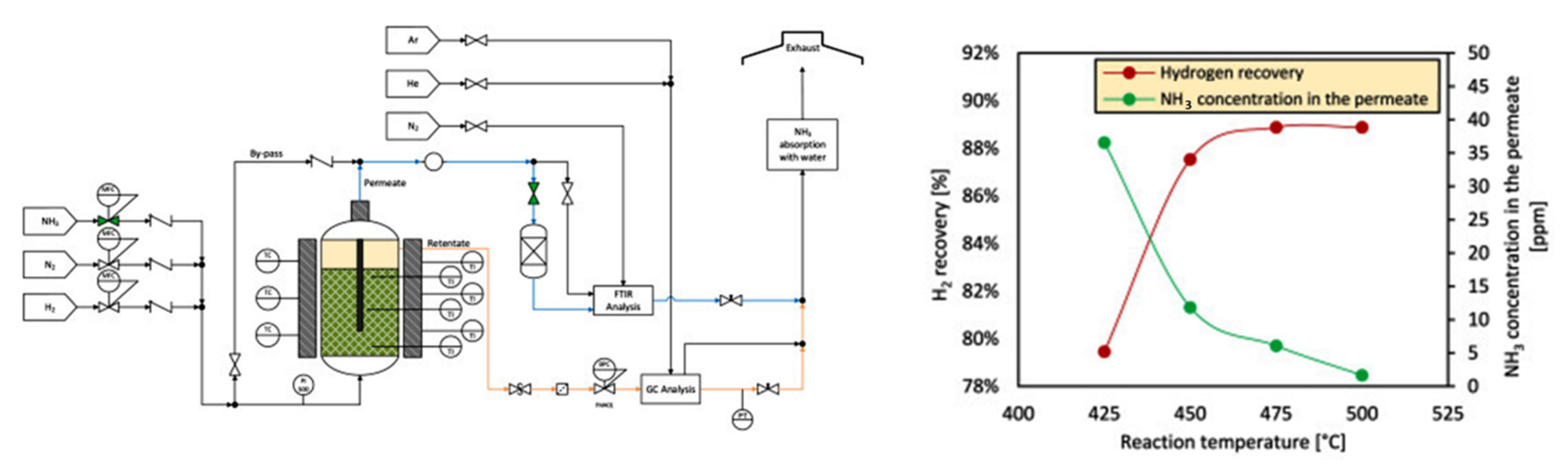
- Cechetto, V.; Di Felice, L.; Medrano, J.A.; Makhloufi, C.; Zuniga, J.; Gallucci, F. H2 production via ammonia decomposition in a catalytic membrane reactor. Fuel Process. Technol. 2021, 216, 106772. [Google Scholar] [CrossRef]
- Abashar, M. Ultra-clean hydrogen production by ammonia decomposition. J. King Saud Univ. Eng. Sci. 2018, 30, 2–11. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Liguori, S.; Fuerst, T.F.; Way, J.D.; Wolden, C.A. Efficient Ammonia Decomposition in a Catalytic Membrane Reactor To Enable Hydrogen Storage and Utilization. ACS Sustain. Chem. Eng. 2019, 7, 5975–5985. [Google Scholar] [CrossRef]
- Cechetto, V.; Di Felice, L.; Martinez, R.G.; Plazaola, A.A.; Gallucci, F. Ultra-pure hydrogen production via ammonia decomposition in a catalytic membrane reactor. Int. J. Hydrogen Energy 2022, 47, 21220–21230. [Google Scholar] [CrossRef]
- Heidenreich, S.; Müller, M.; Foscolo, P.U. Chapter 5—Advanced Process Combination Concepts. In Advanced Biomass Gasification; Heidenreich, S., Müller, M., Foscolo, P.U., Eds.; Academic Press: Cambridge, MA, USA, 2016; pp. 55–97. [Google Scholar]
- Yang, X.; Wang, S.; He, Y. Review of catalytic reforming for hydrogen production in a membrane-assisted fluidized bed reactor. Renew. Sustain. Energy Rev. 2021, 154, 111832. [Google Scholar] [CrossRef]
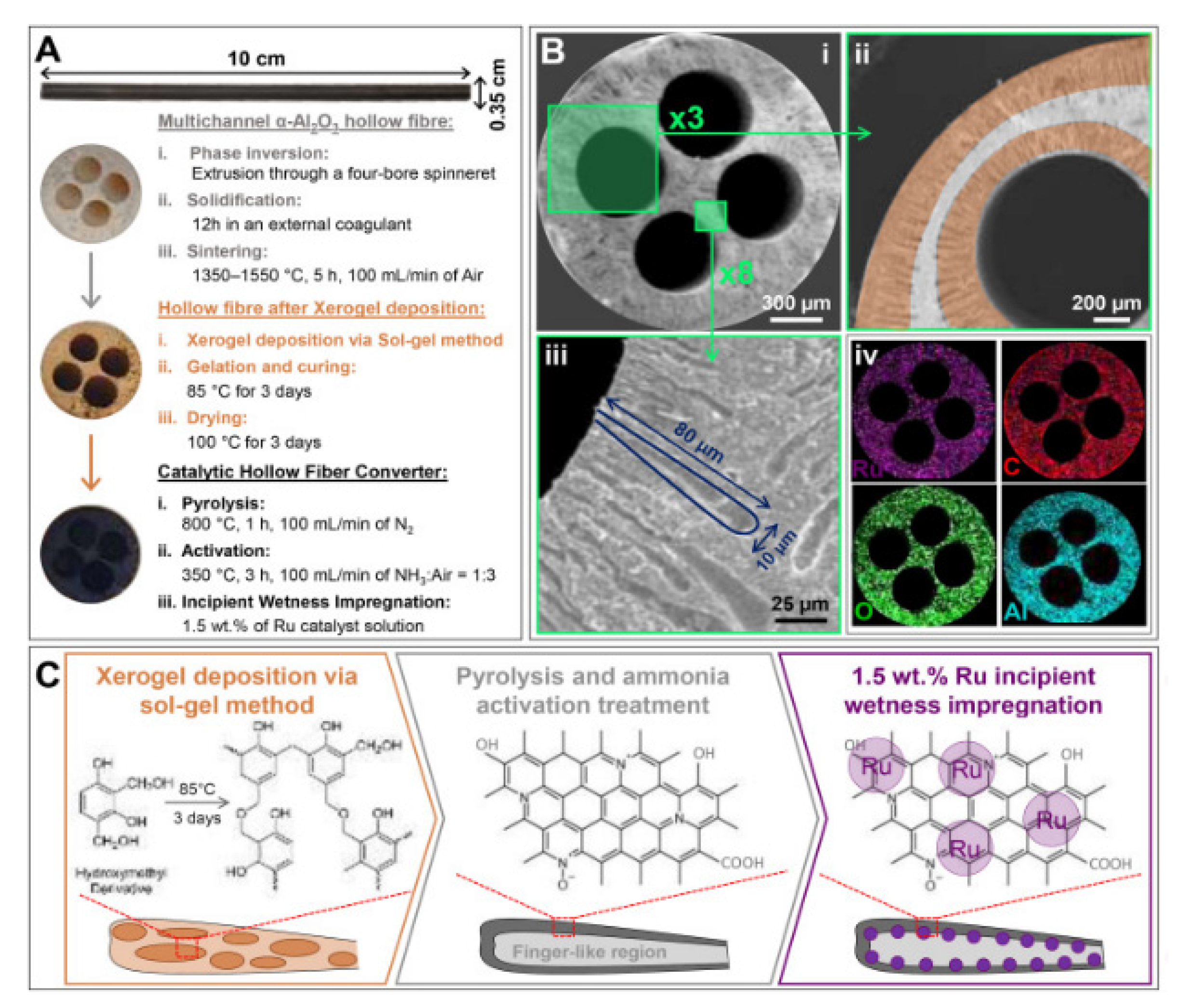
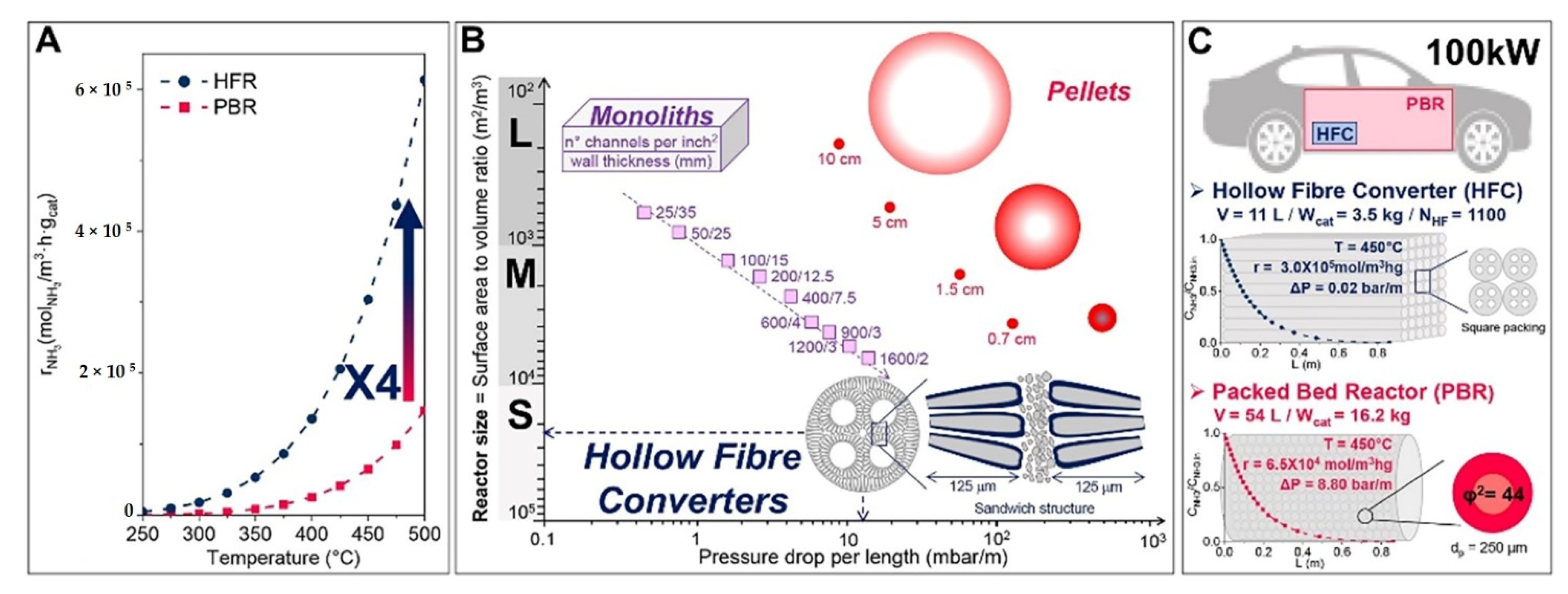
- Mazzone, S.; Campbell, A.; Zhang, G.; García-García, F. Ammonia cracking hollow fibre converter for on-board hydrogen production. Int. J. Hydrogen Energy 2021, 46, 37697–37704. [Google Scholar] [CrossRef]
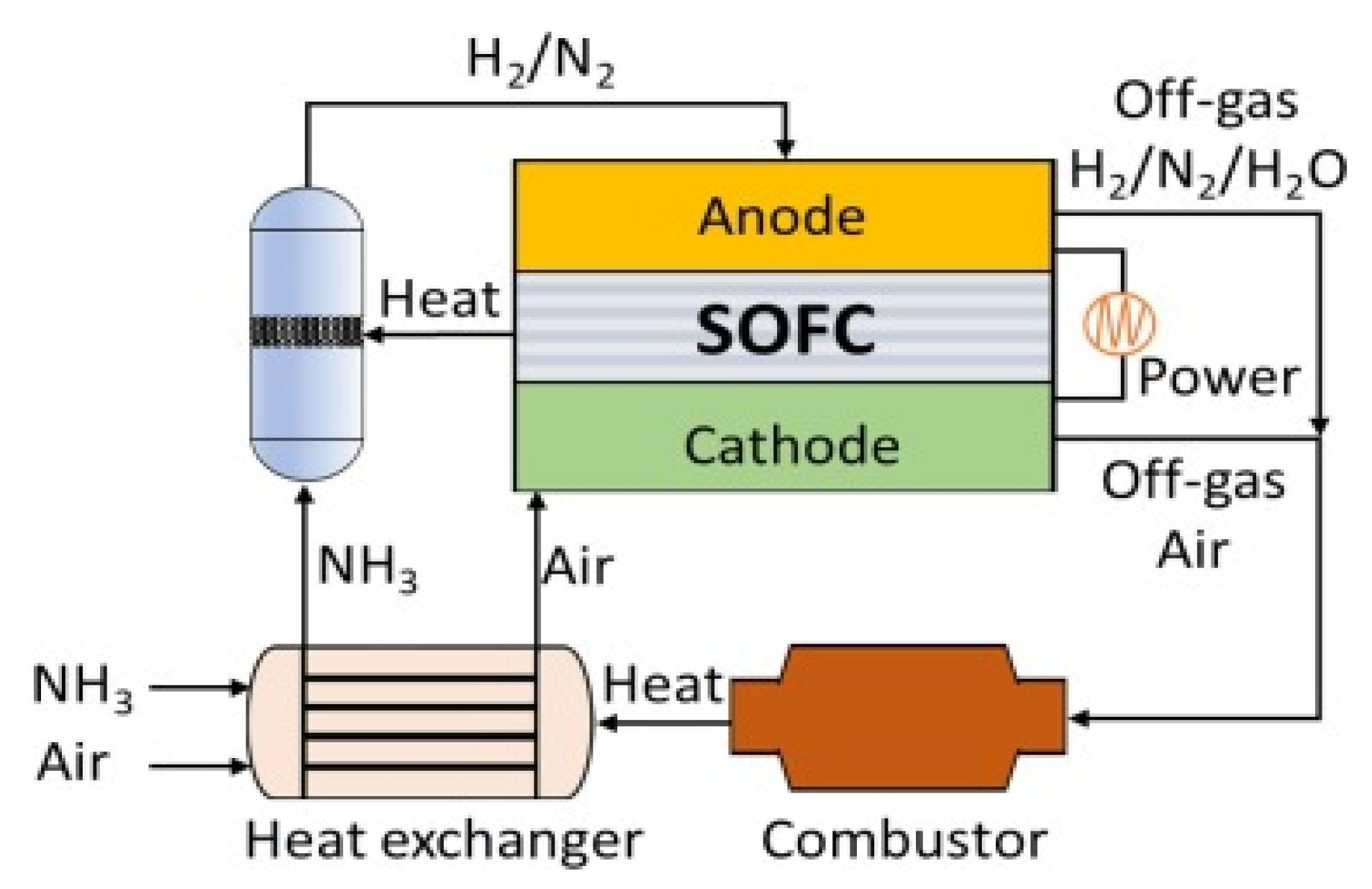
- Wan, Z.; Tao, Y.; Shao, J.; Zhang, Y.; You, H. Ammonia as an effective hydrogen carrier and a clean fuel for solid oxide fuel cells. Energy Convers. Manag. 2020, 228, 113729. [Google Scholar] [CrossRef]
- Makepeace, J.W.; He, T.; Weidenthaler, C.; Jensen, T.R.; Chang, F.; Vegge, T.; Ngene, P.; Kojima, Y.; de Jongh, P.E.; Chen, P.; et al. Reversible ammonia-based and liquid organic hydrogen carriers for high-density hydrogen storage: Recent progress. Int. J. Hydrogen Energy 2019, 44, 7746–7767. [Google Scholar] [CrossRef]
- Lucentini, I.; Garcia, X.; Vendrell, X.; Llorca, J. Review of the Decomposition of Ammonia to Generate Hydrogen. Ind. Eng. Chem. Res. 2021, 60, 18560–18611. [Google Scholar] [CrossRef]
- Seyfeli, R.C.; Varisli, D. Ammonia decomposition reaction to produce COx-free hydrogen using carbon supported cobalt catalysts in microwave heated reactor system. Int. J. Hydrogen Energy 2020, 45, 34867–34878. [Google Scholar] [CrossRef]
- Chen, C.; Wu, K.; Ren, H.; Zhou, C.; Luo, Y.; Lin, L.; Au, C.; Jiang, L. Ru-Based Catalysts for Ammonia Decomposition: A Mini-Review. Energy Fuels 2021, 35, 11693–11706. [Google Scholar] [CrossRef]
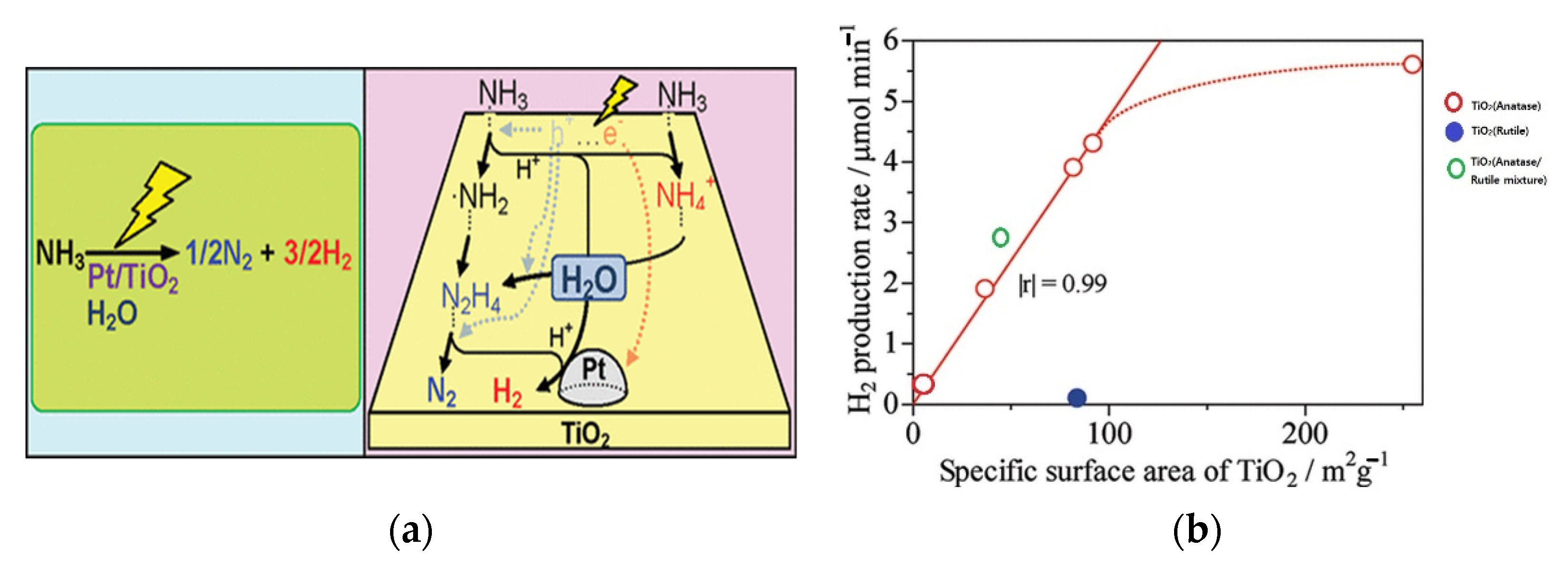
- Yuzawa, H.; Mori, T.; Itoh, H.; Yoshida, H. Reaction Mechanism of Ammonia Decomposition to Nitrogen and Hydrogen over Metal Loaded Titanium Oxide Photocatalyst. J. Phys. Chem. C 2012, 116, 4126–4136. [Google Scholar] [CrossRef]
- Akkerman, Q.A.; Manna, L. What Defines a Halide Perovskite? ACS Energy Lett. 2020, 5, 604–610. [Google Scholar] [CrossRef] [Green Version]
- Assirey, E.A.R. Perovskite synthesis, properties and their related biochemical and industrial application. Saudi Pharm. J. 2019, 27, 817–829. [Google Scholar] [CrossRef]
- Hill, A.K.; Torrente-Murciano, L.T. Low temperature H2 production from ammonia using ruthenium-based catalysts: Synergetic effect of promoter and support. Appl. Catal. B Environ. 2015, 172–173, 129–135. [Google Scholar] [CrossRef] [Green Version]
- Lamb, K.E.; Dolan, M.D.; Kennedy, D.F. Ammonia for hydrogen storage; A review of catalytic ammonia decomposition and hydrogen separation and purification. Int. J. Hydrogen Energy 2019, 44, 3580–3593. [Google Scholar] [CrossRef]
- Lente, G. Comment on “‘Turning Over’ Definitions in Catalytic Cycles”. ACS Catal. 2013, 3, 381–382. [Google Scholar] [CrossRef] [Green Version]
- Turnover Frequency—An Overview|ScienceDirect Topics. Available online: https://www.sciencedirect.com/topics/chemistry/turnover-frequency (accessed on 13 September 2022).
- Chehade, G.; Dincer, I. Progress in green ammonia production as potential carbon-free fuel. Fuel 2021, 299, 120845. [Google Scholar] [CrossRef]
- Jiang, K.; Li, K.; Liu, Y.-Q.; Lin, S.; Wang, Z.; Wang, D.; Ye, Y. Nickel-cobalt nitride nanoneedle supported on nickel foam as an efficient electrocatalyst for hydrogen generation from ammonia electrolysis. Electrochimica Acta 2021, 403, 139700. [Google Scholar] [CrossRef]
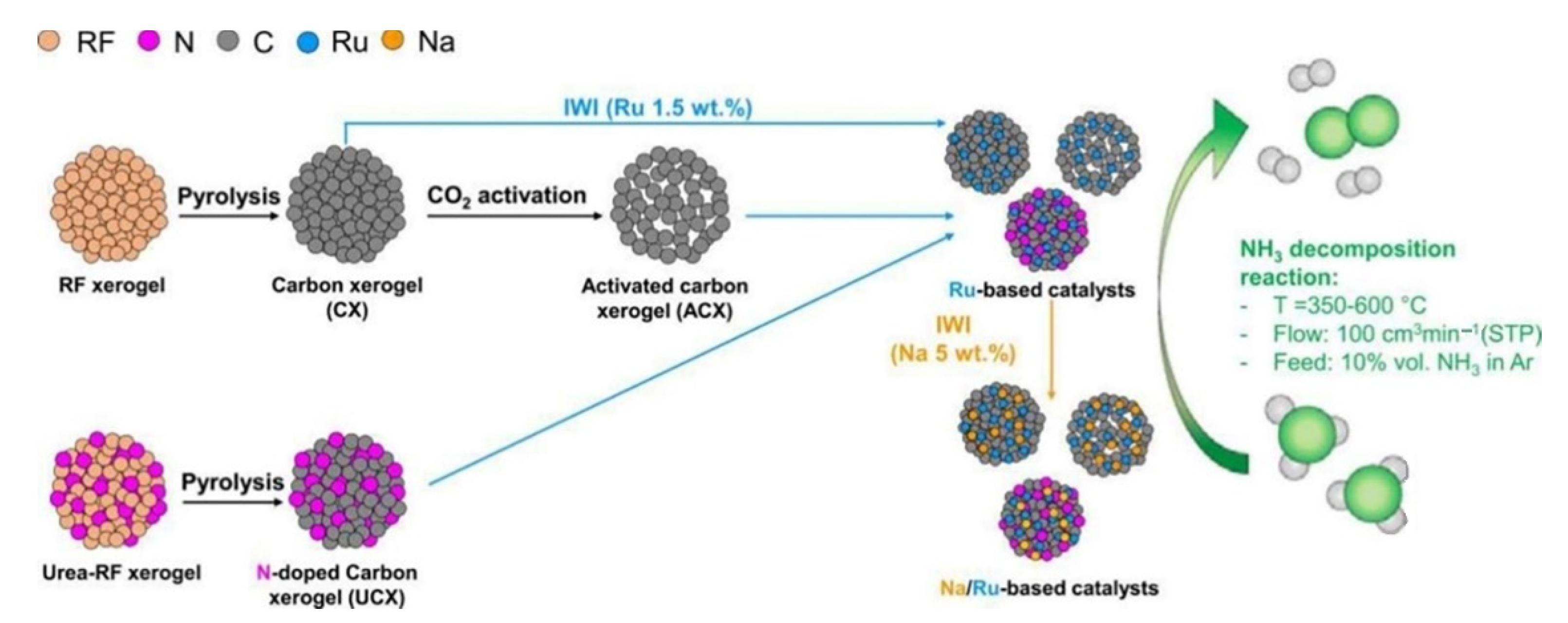
- Mazzone, S.; Goklany, T.; Zhang, G.; Tan, J.; Papaioannou, E.I.; García-García, F. Ruthenium-based catalysts supported on carbon xerogels for hydrogen production via ammonia decomposition. Appl. Catal. A Gen. 2022, 632, 118484. [Google Scholar] [CrossRef]
- Yin, S.; Xu, B.; Zhu, W.; Ng, C.; Zhou, X.; Au, C. Carbon nanotubes-supported Ru catalyst for the generation of COx-free hydrogen from ammonia. Catal. Today 2004, 93–95, 27–38. [Google Scholar] [CrossRef]
- Yin, S.-F.; Xu, B.-Q.; Ng, C.-F.; Au, C.-T. Nano Ru/CNTs: A highly active and stable catalyst for the generation of COx-free hydrogen in ammonia decomposition. Appl. Catal. B Environ. 2004, 48, 237–241. [Google Scholar] [CrossRef]
- El-Shafie, M.; Kambara, S.; Hayakawa, Y. Development of zeolite-based catalyst for enhancement hydrogen production from ammonia decomposition. Catal. Today 2021, 397–399, 103–112. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, H.; Yuan, X.; Wu, Y.; Wang, H.; Tan, Y.Z.; Chew, J.W. Roles of sulfur-edge sites, metal-edge sites, terrace sites, and defects in metal sulfides for photocatalysis. Chem Catal. 2021, 1, 44–68. [Google Scholar] [CrossRef]
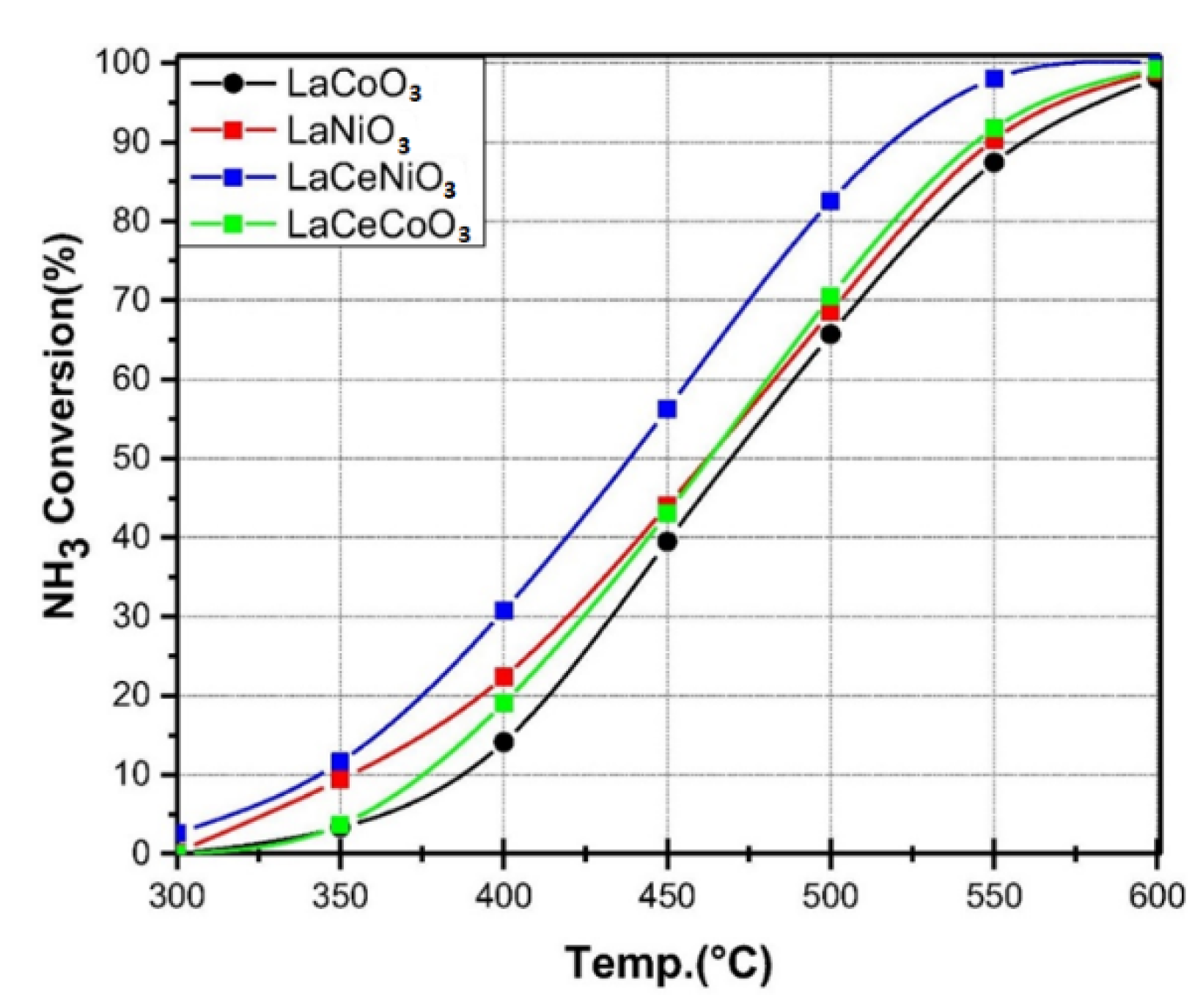
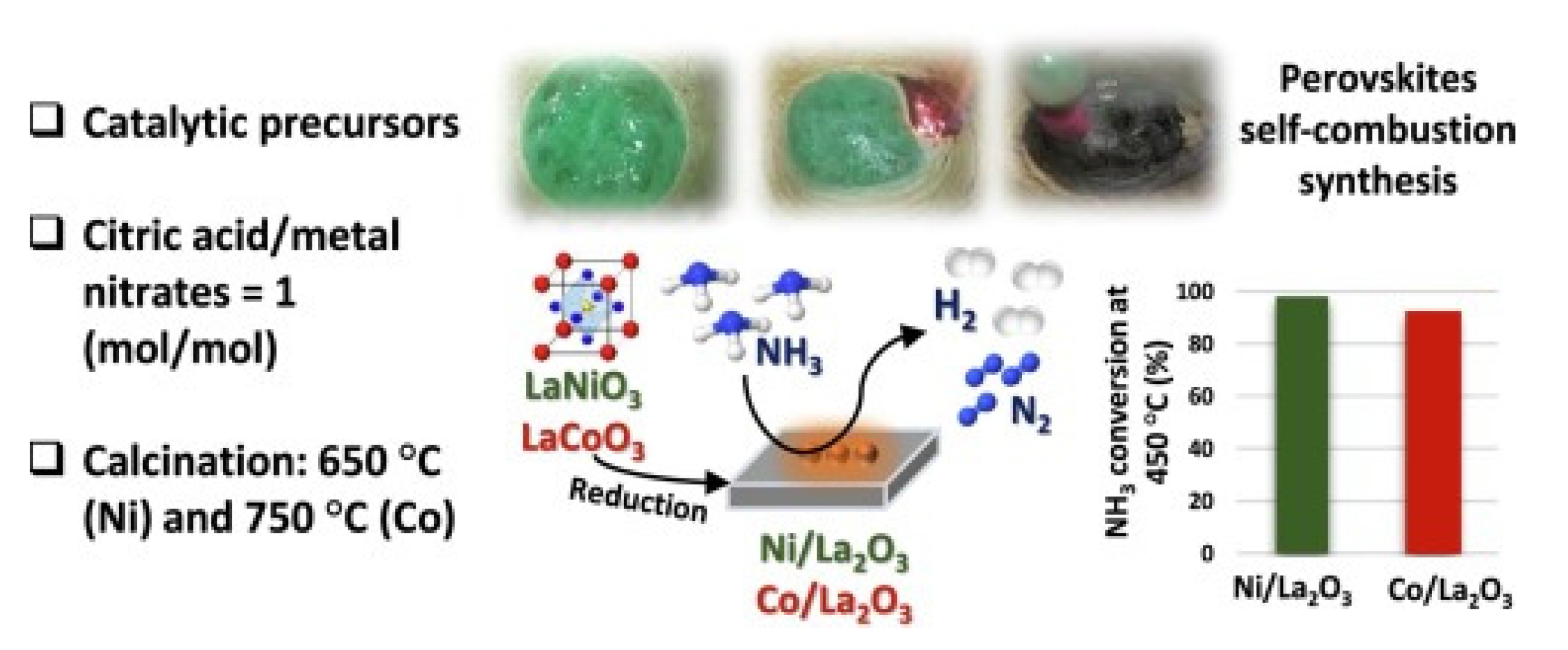
- Podila, S.; Driss, H.; Ali, A.M.; Al-Zahrani, A.A.; Daous, M.A. Influence of Ce substitution in LaMO3 (M = Co/Ni) perovskites for COx-free hydrogen production from ammonia decomposition. Arab. J. Chem. 2021, 15, 103547. [Google Scholar] [CrossRef]
- Pinzón, M.; Sánchez-Sánchez, A.; Sánchez, P.; de la Osa, A.; Romero, A. Ammonia as a carrier for hydrogen production by using lanthanum based perovskites. Energy Convers. Manag. 2021, 246, 114681. [Google Scholar] [CrossRef]
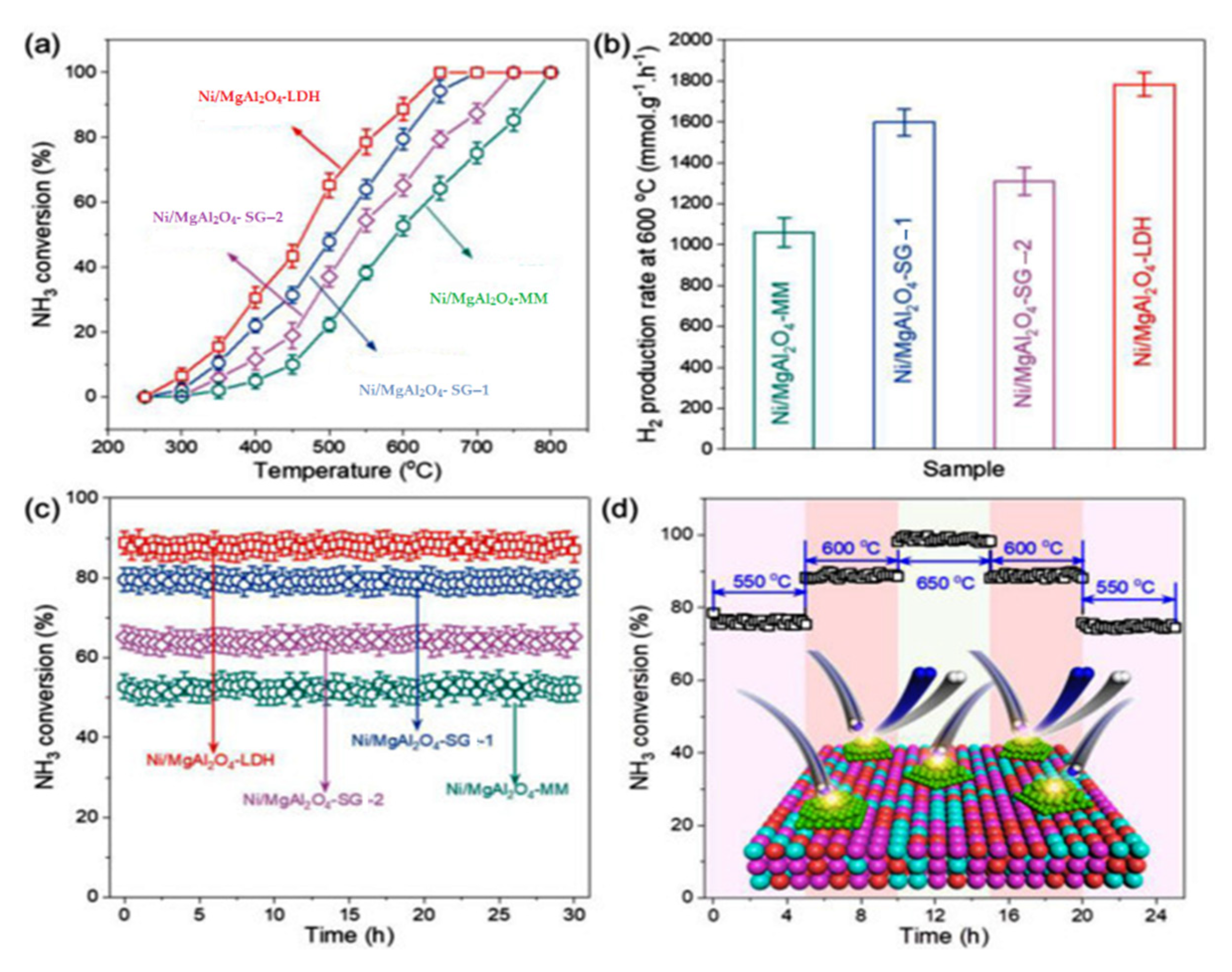
- Qiu, Y.; Fu, E.; Gong, F.; Xiao, R. Catalyst support effect on ammonia decomposition over Ni/MgAl2O4 towards hydrogen production. Int. J. Hydrogen Energy 2021, 47, 5044–5052. [Google Scholar] [CrossRef]
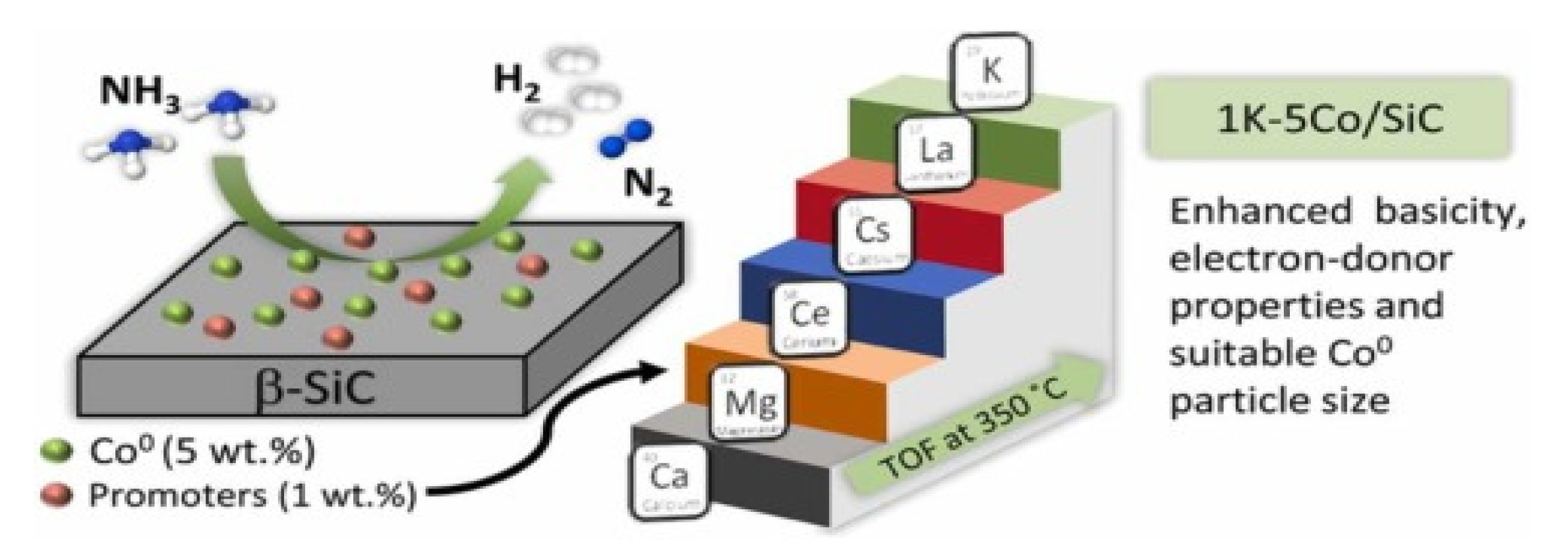
- Pinzón, M.; Romero, A.; de Lucas-Consuegra, A.; de la Osa, A.R.; Sánchez, P. COx-free hydrogen production from ammonia at low temperature using Co/SiC catalyst: Effect of promoter. Catal. Today 2022, 390, 34–47. [Google Scholar] [CrossRef]
- Gholami, Z.; Tišler, Z.; Rubáš, V. Recent advances in Fischer-Tropsch synthesis using cobalt-based catalysts: A review on supports, promoters, and reactors. Catal. Rev. 2021, 63, 512–595. [Google Scholar] [CrossRef]
- Jackson, C.; Fothergill, K.; Gray, P.; Haroon, F.; Makhloufi, C.; Kezibri, N.; Davey, A.; Hote, O.L.; Zarea, M.; Davenne, T.; et al. Ammonia to Green Hydrogen Project; Feasibility Study; Ecuity: Birmingham, UK, 2020; pp. 1–70. [Google Scholar]
- Wang, Z.; Yao, Y.; Chen, R.; Wang, Z. Research progress on electrocatalytic decomposition of ammonia for hydrogen production. CIESC J. 2022, 73, 1008–1021. Available online: https://hgxb.cip.com.cn (accessed on 15 March 2022).
- McEnaney, J.M.; Singh, A.R.; Schwalbe, J.A.; Kibsgaard, J.; Lin, J.C.; Cargnello, M.; Jaramillo, T.F.; Nørskov, J.K. Ammonia synthesis from N2 and H2O using a lithium cycling electrification strategy at atmospheric pressure. Energy Environ. Sci. 2017, 10, 1621–1630. [Google Scholar] [CrossRef] [Green Version]
- Gao, W.; Guo, J.; Wang, P.; Wang, Q.; Chang, F.; Pei, Q.; Zhang, W.; Liu, L.; Chen, P. Production of ammonia via a chemical looping process based on metal imides as nitrogen carriers. Nat. Energy 2018, 3, 1067–1075. [Google Scholar] [CrossRef]
- Hargreaves, J.S.J. Nitrides as ammonia synthesis catalysts and as potential nitrogen transfer reagents. Appl. Petrochem. Res. 2014, 4, 3–10. [Google Scholar] [CrossRef] [Green Version]
- Giddey, S.; Badwal, S.; Kulkarni, A. Review of electrochemical ammonia production technologies and materials. Int. J. Hydrogen Energy 2013, 38, 14576–14594. [Google Scholar] [CrossRef]
- Kyriakou, V.; Garagounis, I.; Vasileiou, E.; Vourros, A.; Stoukides, M. Progress in the Electrochemical Synthesis of Ammonia. Catal. Today 2017, 286, 2–13. [Google Scholar] [CrossRef]
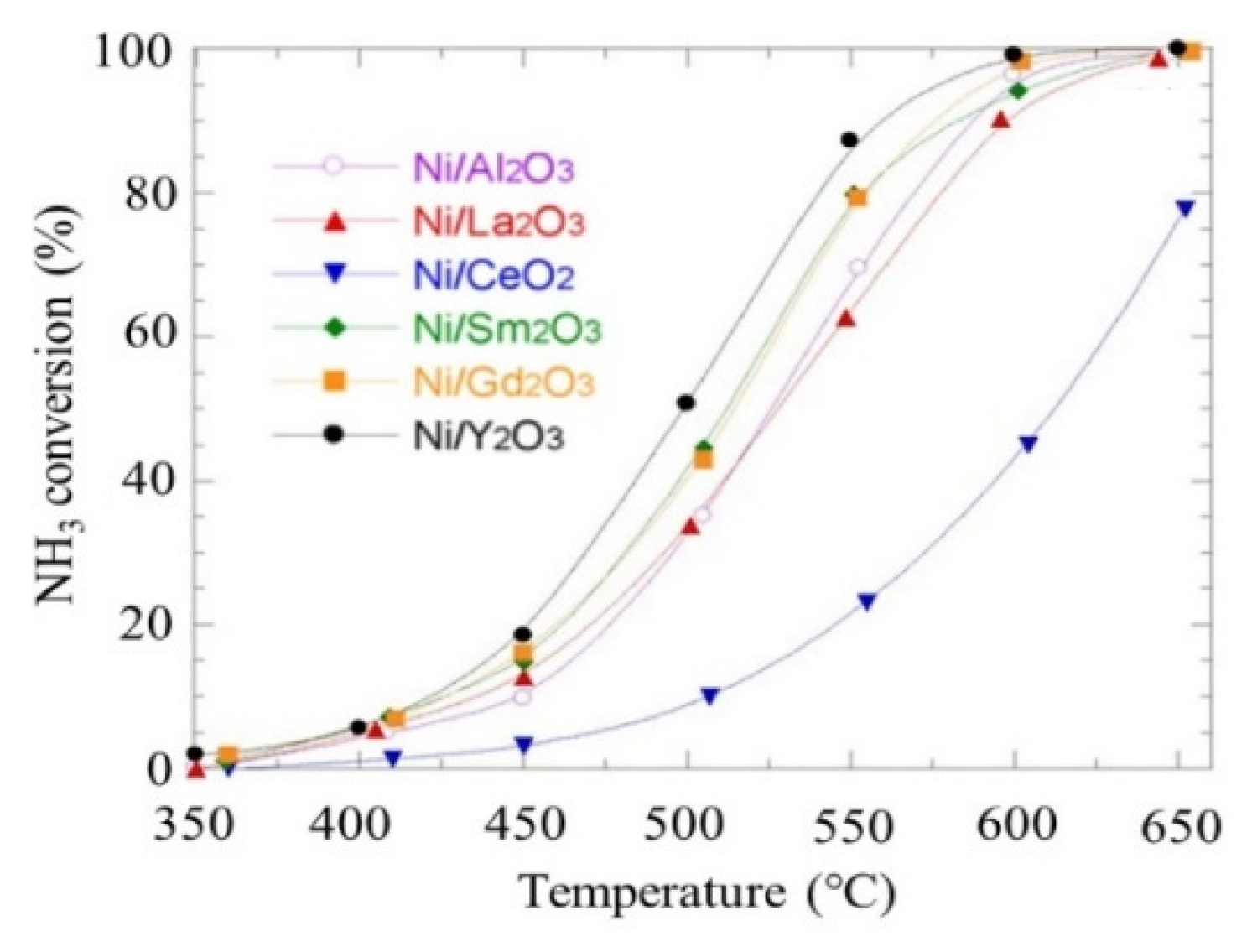
- Seyfeli, R.C.; Varisli, D. Performance of microwave reactor system in decomposition of ammonia using nickel based catalysts with different supports. Int. J. Hydrogen Energy 2022, 47, 15175–15188. [Google Scholar] [CrossRef]
- Zhang, S.; He, Z.; Zuoli, H.; Zhang, J.; Zang, Q.; Wang, S. Building heterogeneous nanostructures for photocatalytic ammonia decomposition. Nanoscale Adv. 2020, 2, 3610–3623. [Google Scholar] [CrossRef] [PubMed]
- Chang, F.; Gao, W.; Guo, J.; Chen, P. Emerging Materials and Methods toward Ammonia-Based Energy Storage and Conversion. Adv. Mater. 2021, 33, 2005721. [Google Scholar] [CrossRef] [PubMed]
- Elysabeth, T.; Mulia, K.; Ibadurrohman, M.; Dewi, E.L.; Slamet. A comparative study of CuO deposition methods on titania nanotube arrays for photoelectrocatalytic ammonia degradation and hydrogen production. Int. J. Hydrogen Energy 2021, 46, 26873–26885. [Google Scholar] [CrossRef]
- Hayakawa, Y.; Miura, T.; Shizuya, K.; Wakazono, S.; Tokunaga, K.; Kambara, S. Hydrogen production system combined with a catalytic reactor and a plasma membrane reactor from ammonia. Int. J. Hydrogen Energy 2019, 44, 9987–9993. [Google Scholar] [CrossRef]
- Giddey, S.; Badwal, S.P.S.; Munnings, C.; Dolan, M. Ammonia as a Renewable Energy Transportation Media. ACS Sustain. Chem. Eng. 2017, 5, 10231–10239. [Google Scholar] [CrossRef]
- Kojima, Y. Hydrogen storage materials for hydrogen and energy carriers. Int. J. Hydrogen Energy 2019, 44, 18179–18192. [Google Scholar] [CrossRef]
- Vermaak, L.; Neomagus, H.W.J.P.; Bessarabov, D.G. Hydrogen Separation and Purification from Various Gas Mixtures by Means of Electrochemical Membrane Technology in the Temperature Range 100–160 °C. Membranes 2021, 11, 282. [Google Scholar] [CrossRef]
- Huang, F.; Pingitore, A.T.; Benicewicz, B.C. Electrochemical Hydrogen Separation from Reformate Using High-Temperature Polybenzimidazole (PBI) Membranes: The Role of Chemistry. ACS Sustain. Chem. Eng. 2020, 8, 6234–6242. [Google Scholar] [CrossRef]
- Du, Z.; Liu, C.; Zhai, J.; Guo, X.; Xiong, Y.; Su, W.; He, G. A Review of Hydrogen Purification Technologies for Fuel Cell Vehicles. Catalysts 2021, 11, 393. [Google Scholar] [CrossRef]
- Speight, J.G. Chapter 15—Hydrogen Production. In Heavy Oil Recovery and Upgrading; Gulf Professional Publishing: Houston, TX, USA, 2019; pp. 657–697. [Google Scholar]
- Yáñez, M.; Relvas, F.M.; Ortiz, A.; Gorri, D.; Mendes, A.; Ortiz, I. PSA purification of waste hydrogen from ammonia plants to fuel cell grade. Sep. Purif. Technol. 2019, 240, 116334. [Google Scholar] [CrossRef]
- Malmali, M.; Le, G.; Hendrickson, J.; Prince, J.; McCormick, A.V.; Cussler, E.L. Better Absorbents for Ammonia Separation. ACS Sustain. Chem. Eng. 2018, 6, 6536–6546. [Google Scholar] [CrossRef]
- Çetin, Y.; Sarioğlan, A.; Okutan, H. Comparison of catalytic activities both for selective oxidation and decomposition of ammonia over FE/HZΒ catalyst. J. Turk. Chem. Soc. Sect. A Chem. 2016, 4, 227. [Google Scholar] [CrossRef] [Green Version]
- Wassie, S.A.; Medrano, J.A.; Zaabout, A.; Cloete, S.; Melendez, J.; Tanaka, D.A.P.; Amini, S.; Annaland, M.V.S.; Gallucci, F. Hydrogen production with integrated CO2 capture in a membrane assisted gas switching reforming reactor: Proof-of-Concept. Int. J. Hydrogen Energy 2018, 43, 6177–6190. [Google Scholar] [CrossRef]








































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Refining (Mt) | Industry (Mt) | Transport (Mt) | Power (Mt) | Ammonia fuel (Mt) | Synfuels (Mt) | Buildings (Mt) | Grid Injection (Mt) | |
|---|---|---|---|---|---|---|---|---|
| 2020 | 37.18 | 51.3 | 0.02 | 0 | 0 | 0 | 0.01 | 0 |
| 2025 | 33.82 | 63.22 | 2.12 | 0 | 7.53 | 1.1 | 2.25 | 23.85 |
| 2030 | 25.78 | 75 | 8.55 | 18.5 | 18.11 | 7.28 | 5.64 | 51.7 |
| Fuel | Liquid H2 | Gaseous H2 | Natural Gas | Ammonia | Propane | Gasoline | Methanol |
|---|---|---|---|---|---|---|---|
| Formula | H2 | H2 | CH4 | NH3 | C3H8 | C8H18 | CH3OH |
| Storage method | Cryogenic liquid | Compressed gas | Compressed gas | Liquid | Liquid | Liquid | Liquid |
| Approximate AKI * Octane rating | RON > 130 MON very low | RON > 130 MON very low | 107 | 110 | 103 | 87–93 | 113 |
| Storage temp (°C) | −253 | 25 | 25 | 25 | 25 | 25 | 25 |
| Storage pressure (kPa) | 102 | 24,821 | 24,821 | 1030 | 1020 | 101.3 | 101.3 |
| Fuel density (kg/m3) | 71.1 | 17.5 | 187.2 | 602.8 | 492.6 | 698.3 | 786.3 |
| Energy storage | |||||||
| LHV (MJ/kg) | 120.1 | 120.1 | 38.1 | 18.8 | 45.8 | 42.5 | 19.7 |
| LHV (MJ/L) | 8.5 | 2.1 | 7.1 | 11.3 | 22.6 | 29.7 | 15.5 |
| Fuel requirement to match the energy of 10 gallons of gasoline | |||||||
| Fuel volume (L) | 131.5 | 534.4 | 157.5 | 99.2 | 49.8 | 37.9 | 72.5 |
| Fuel weight (kg) | 9.4 | 9.4 | 29.5 | 59.8 | 24.5 | 26.4 | 57.0 |
| Material and Energy Requirements | Efficiency % | Temperature (°C) | H2/CO Ratio | |||
|---|---|---|---|---|---|---|
| External Heat | Catalysts | Pure Oxidation | ||||
| Steam methane reforming (SMR) | ✓ | ✓ | × | 70–85 | 800–1100 | 1.2–2.8 |
| Partial oxidation of methane (POM) | × | × | ✓ | 55–75 | 950–1500 | 2 |
| Auto-thermal reforming (ATR) | × | ✓ | ✓ | 60–75 | 700–1000 | 1.9–2.6 |
| Method | Energy Efficiency % | Exergy Efficiency % | Cost | Global Warming Potential (GWP) | Acidification Potential (AP) | |
|---|---|---|---|---|---|---|
| ELC | Electrolysis | 53 | 25 | 73.4 | 33.3 | 88.6 |
| PAD | Plasma arc decomposition | 70 | 32 | 91.8 | 8.3 | 51.4 |
| TLY | Thermolysis | 50 | 40 | 61.2 | 75.0 | 74.3 |
| TWS | Thermochemical water splitting | 42 | 30 | 80.6 | 91.7 | 94.3 |
| BIM | Biomass conversion | 56 | 45 | 81.0 | 66.7 | 20.0 |
| BIG | Biomass gasification | 65 | 60 | 82.5 | 58.3 | 0.00 |
| BIR | Biomass reforming | 39 | 28 | 79.3 | 62.5 | 8.6 |
| PVE | Photovoltaic (PV) electrolysis | 12.4 | 7 | 45.0 | 75.0 | 77.1 |
| PCT | Photocatalysts | 2 | 1 | 51.9 | 95.8 | 97.1 |
| PEC | Photoelectrochemical (PEC) | 7 | 1.5 | 0.00 | 95.8 | 97.1 |
| DAF | Dark fermentation | 13 | 11 | 75.2 | 95.8 | 97.1 |
| HTE | High-temperature electrolysis | 29 | 26 | 55.4 | 79.2 | 85.7 |
| HYC | Hybrid thermochemical cycles | 53 | 48 | 74.1 | 94.3 | 90.2 |
| COG | Coal gasification | 63 | 46 | 91.1 | 0.00 | 13.1 |
| FFR | Fossil fuel reforming | 83 | 46 | 92.8 | 25.0 | 57.1 |
| BIP | Bio photolysis | 14 | 13 | 72.7 | 75.0 | 97.1 |
| PHF | Photo fermentation | 15 | 14 | 76.1 | 95.8 | 97.1 |
| APS | Artificial photosynthesis | 9 | 8 | 75.4 | 95.8 | 97.1 |
| PEL | Photo electrolysis | 7.8 | 3.4 | 70.9 | 83.3 | 97.1 |
| Ideal | Zero emissions and cost, efficient | 100 | 100 | 100 | 100 | 100 |
| Hydrogen Pathways | Source of Energy | Technology | Emissions | Advantages | Disadvantages |
|---|---|---|---|---|---|
| Grey hydrogen | Fossil energies | Reforming and gasification | CO2 emissions | Minimal cost Huge-scale production Innovative knowledge | Considerable CO2 emissions Carbon tax Finite natural resources |
| Blue hydrogen | Fossil energies | Reforming and gasification and CCUS | Captured carbon emissions | Economical compared with green hydrogen Scaling potential with modification Emitting low CO2 emissions | The CCUS technology needs to be improved Investment difficulties could occur as green hydrogen becomes more competitive |
| Green hydrogen | RES | Electrolysis | No emissions | If the installation is spread, it can be more adaptable There are no unlimited resources required—just water and power | Significant costs Based on the cost of power and the availability of water Minimal capacity aspects linked with RES |
| Process | Sources | Cost (USD/kgH2) | |
|---|---|---|---|
| 1 | SMR with CCS | fossil fuels + NG | 2.27 |
| 2 | SMR without CCS | fossil fuels + NG | 2.08 |
| 3 | CG with CCS | fossil fuels coal | 1.63 |
| 4 | CG without CCS | fossil fuels coal | 1.34 |
| 5 | ATR with CCS | fossil fuels NG | 1.48 |
| 6 | Methane pyrolysis | fossil fuels NG | 1.59–1.70 |
| 7 | Biomass pyrolysis | Steam + wood | 1.25–2.20 |
| 8 | Biomass gasification | Steam + wood | 1.77–2.05 |
| 9 | Direct bio photolysis | Algae + water | 2.13 |
| 10 | Indirect bio photolysis | Algae + water | 1.42 |
| 11 | Dark fermentation | Organic biomass | 2.57 |
| 12 | Photo fermentation | Organic biomass | 2.83 |
| 13 | Solar PV electrolysis | Solar + water | 5.78–23.27 |
| 14 | Solar thermal electrolysis | Solar + water | 5.10–10.49 |
| 15 | Wind electrolysis | Wind + water | 5.89–6.03 |
| 16 | Nuclear electrolysis | Nuclear + water | 4.15–7.00 |
| 17 | Nuclear thermolysis | Nuclear + water | 2.17–2.63 |
| 18 | Solar thermolysis | Solar + water | 7.98–8.40 |
| 19 | Photo electrolysis | Solar + water | 10.36 |
| Method | Electricity Source | Hydrogen Production (kg/day) | Hydrogen Cost (USD/kg) |
|---|---|---|---|
| Water electrolysis | Wind | 1400–62,950 | 5.10–23.37 |
| Solar PV | 1356 | 10.49 | |
| Solar Thermal | 1000 | 7.00 | |
| Thermochemical water splitting | Solar | 6000 | 7.98–8.40 |
| Water electrolysis | Nuclear | 1000 | 4.15 |
| Thermochemical water splitting | Nuclear | 7000–800,000 | 2.17–2.63 |
| Natural gas steam reforming | With carbon capture storage | - | 2.27 |
| Without carbon capture storage | - | 2.08 | |
| Coal gasification | With carbon capture storage | - | 1.63 |
| Without carbon capture storage | - | 1.34 | |
| Biomass gasification | - | - | 1.77–2.05 |
| Temperature (°C) | 250 | 300 | 350 | 400 | 450 | 500 | 600 | 700 |
|---|---|---|---|---|---|---|---|---|
| NH3 conversion (%) | 89.20 | 95.70 | 98.10 | 99.10 | 99.50 | 99.70 | 99.90 | 99.95 |
| Type of Reactor | Properties | Limitation | Performance |
|---|---|---|---|
| Fixed Bed Reactor | High pressure drop; difficulty in maintaining flow rates | Large temperature gradient limits the extent of ammonia decomposition; not suitable for fast catalytic reactions | The higher the feed temperature, the higher the conversion; temperature range 600–900 °C |
| Microreactor | Characteristic length in the order of sub mm; eliminates temperature gradient; good for fast catalytic reactions | Difficult to scale up for industrial applications; also shows mass transfer limitations in some cases | Conversion 97.0% with feed of NH3–H2 mixture; temperature 400–700 °C; L = 55 mm D = 16 mm; 10 NmL/min P = 1 bar Efficiency = 10.4% |
| Micropost Reactor | Consists of catalyst-covered pillar-like structures within a microchannel to reduce mass transfer limitation | Conversion depends on pore size; tradeoff required between conversion and pore size; has not been reported yet | Conversion: 85%; flow rate: 15 NmL/min; T = 650 °C P = 1 bar |
| Fluidized Bed Membrane Reactor | Removal of H2 from the reaction zone enhances equilibrium conversion at low temperature; lowers system capital and operating costs | Use of Pd membrane reduces H2 selectivity; mostly reported using dilute ammonia; partial pressure of ammonia alters conversion; sweep gas dilutes H2 | Conversion:(55–99)%, 50–400 NmL/min T = 425–500 °C; P = 1–5 bar; |
| Catalytic Membrane Reactor | Used-metal-coated sandwich membranes inside catalyst bed | Fixed retentate pressure of 10 bar had to be maintained to ensure sufficient permeation of H2 | Conversion of 99.93% was attained at a temperature of 550 °C (Conversion: 74.4%;40 NmL/min T = 450 °C; P = 1–3 bar) |
| Permeation (mol cm−2s−1pa−1) | 350 (°C) | 400 (°C) | 450 (°C) |
|---|---|---|---|
| Before | |||
| H2 | 4.19 × 10−11 | 5.52 × 10−11 | 6.46 × 10−11 |
| N2 | Not measurable at 5 × 105 pa | ||
| After | |||
| H2 | 6.64 × 10−11 | 8.25 × 10−11 | 9.91 × 10−11 |
| N2 | 4.42 × 10−14 | N/A | N/A |
| Specifications of Reactor | CMR | CMR | PBMR |
|---|---|---|---|
| Temperature (°C) | 400 | 450 | 520 |
| Pressure (Mpa) | 0.5 | 0.5 | 0.3 |
| Ammonia flow rate (cm3/min) | 61.3 | 207.3 | 150 |
| Conversion (%) | 98 | 95.7 | 98 |
| Purity (%) | 98.7 | 99.7 | 99.2 |
| Recovery (%) | 85.7 | 78.6 | 66 |
| Productivity (mol m−3 s−1) | 8.1 | 23.9 | 3.6 |
| Ru loadings (mgRu/cm2) | 1.43 | 1.43 | 11.68 |
| Catalyst/Support | Temp. (K) | Conv. Eff. Rates (%) |
|---|---|---|
| Ru/Al2O3 at (1 bar) | 673 | 99.00% |
| Ru/Al2O3 at (5 bar) | 673 | 96.00% |
| Ru/Al2O3 at (5 bar) | 773 | 99.00% |
| Ru/Al2O3 at (10 bar) | 673 | 92.00% |
| Ru/Al2O3 at (10 bar) | 723 | 95.50% |
| Ru/Al2O3 at (10 bar) | 773 | 97.20% |
| Ru/La–Al2O3 pellet catalyst | 773 | 99.7% |
| Ru/CNT treated with KOH | 773 | 99.74% |
| Ru, when supported on carbon nanotubes (CNTs), | 773 | 84.65% with an H2 28.35 mmol/min gcat |
| Ru or Cs-Ru, carbon powder pre-treatment solutions and catalyst deposition conditions | 673 | 90%, H2 29.8 mmol/min gcat |
| Ni components | ||
| Ni/Al2O3 | 823 | 98.30% |
| Ni-CeO2/Al2O3 | 873 | 99.90% |
| Ni/SBA-15 | 873 | 96.00% |
| Ni well-dispersed layers on mesoporous γ-Al2O3 | 880 | 98% |
| Na/NaNH2 | 800 | 99.20% |
| CsH2PO4 | 796 | 96% for 1.48 mol H2/gcat h |
| Fe–MOx Ce, Al, Si, Sr, and Zr | ||
| N/Fe/TiO2 (NFT) | 298 | 60% with radiation |
| CuO on TiO2 nanotube rows (TiNTAs) | 298 | 50.1% with radiation |
| Rb precursor in Al-anodized Al2O3 micro-reactor | 873 | converts 99% into the equivalent of 60 W of hydrogen |
| Nitride and carbide catalysts Carbides and nitrides of Fe, Co, Ni, Ti, V, Mn, and Cr | 623–923 | 96–98% |
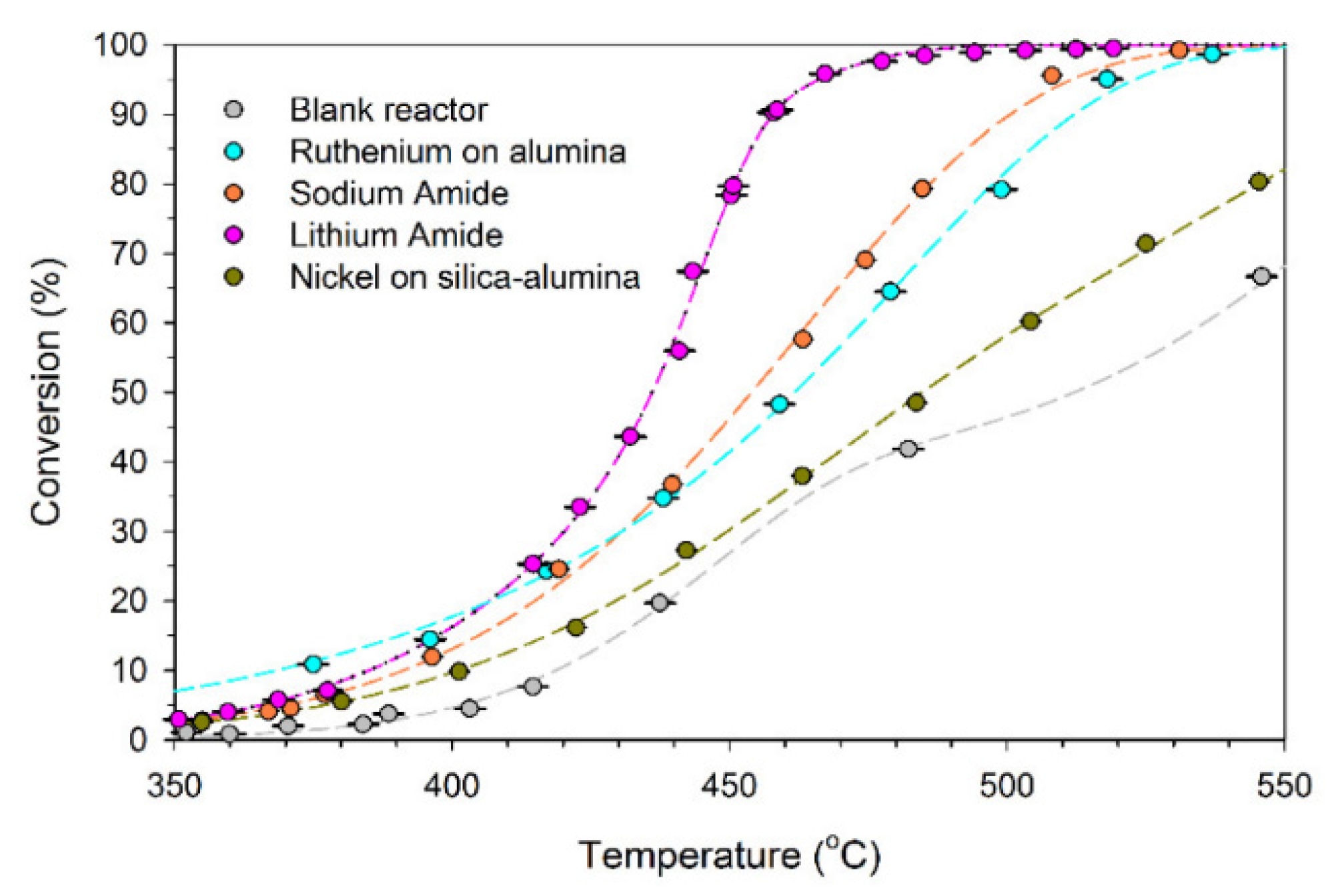
| Metal amides/imides, alkali metal amides as sodium amide (NaNH2), lithium amide, Li2NH. | Below 723 above 873 | 99% |
| Bimetallic catalysts, molybdenum, cobalt, CoMo and traces of Co added to Fe, Ptsn/Mgo, Pd, Cu, Ge | below 600 K | 96% |
| Advantages | Disadvantages | |
|---|---|---|
| Raw material | Renewable ammonia | Toxic |
| Energy sources | If using renewable sources No greenhouse gas emission | Greenhouse gas emissions if using carbon-based sources NOx emission if using ammonia as fuel |
| Technology | Clean Output products are green with water emission Can reduce pollution Sustainable | Large-scale hydrogen production systems are expensive, not well-established technology, Energy-intensive, need high temperatures and catalyzer |
| Efficiency | Low overall system efficiency (65%) |
| Material and Energy Requirements | Purification | Efficiency | Temperature | ||
|---|---|---|---|---|---|
| External Heat | Catalysts | Separation | |||
| Thermochemical process | ✓ | ✓ | ✓ | High | High |
| Electrochemical process | × | × | × | High | Ambient |
| Photocatalytic | × | ✓ | ✓ | Low | Ambient |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yousefi Rizi, H.A.; Shin, D. Green Hydrogen Production Technologies from Ammonia Cracking. Energies 2022, 15, 8246. https://doi.org/10.3390/en15218246
Yousefi Rizi HA, Shin D. Green Hydrogen Production Technologies from Ammonia Cracking. Energies. 2022; 15(21):8246. https://doi.org/10.3390/en15218246
Chicago/Turabian StyleYousefi Rizi, Hossein Ali, and Donghoon Shin. 2022. "Green Hydrogen Production Technologies from Ammonia Cracking" Energies 15, no. 21: 8246. https://doi.org/10.3390/en15218246