
Natural Gas Sweetening Using an Energy-Efficient, State-of-the-Art, Solid–Vapor Separation Process



Abstract
:1. Introduction
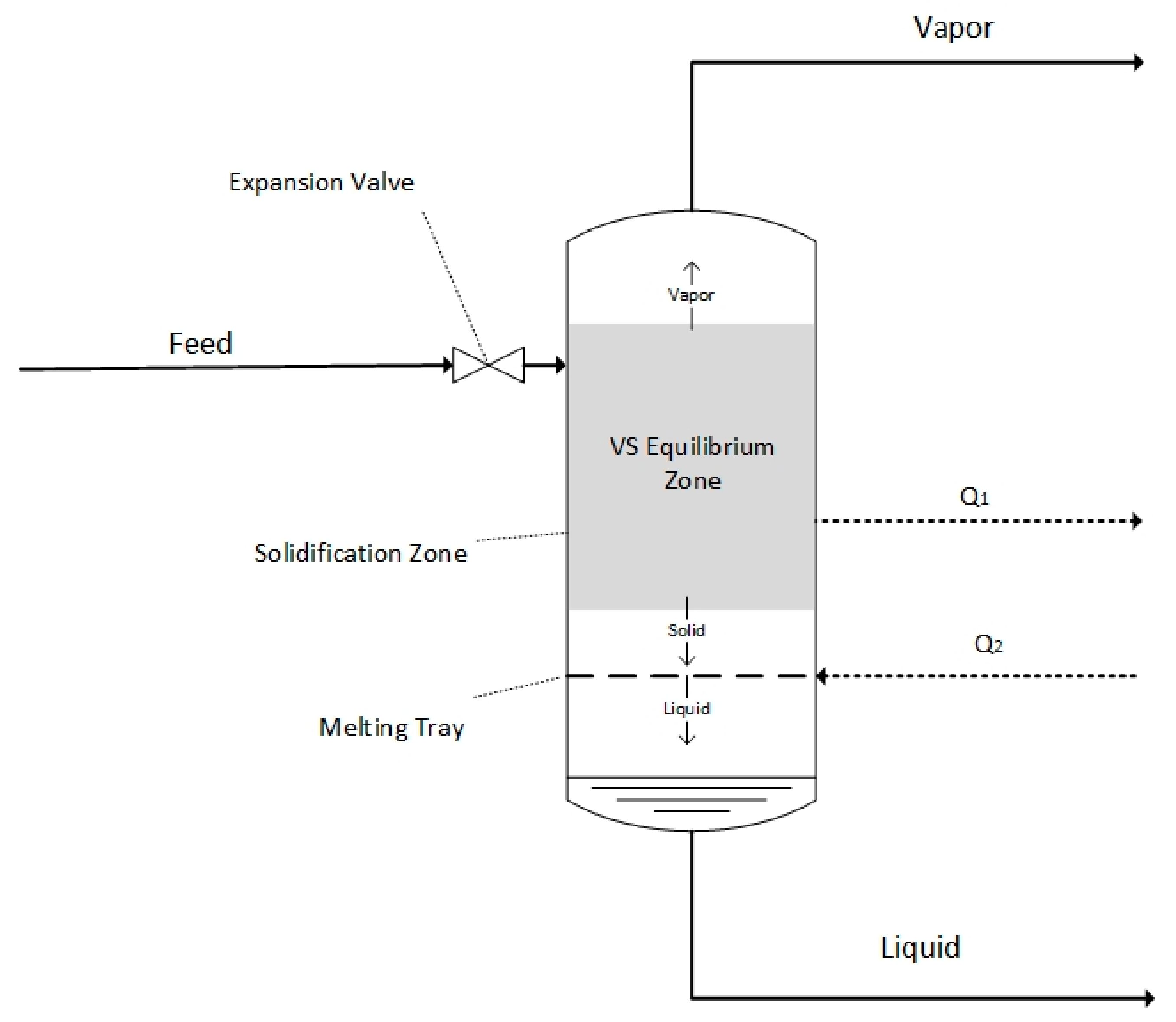
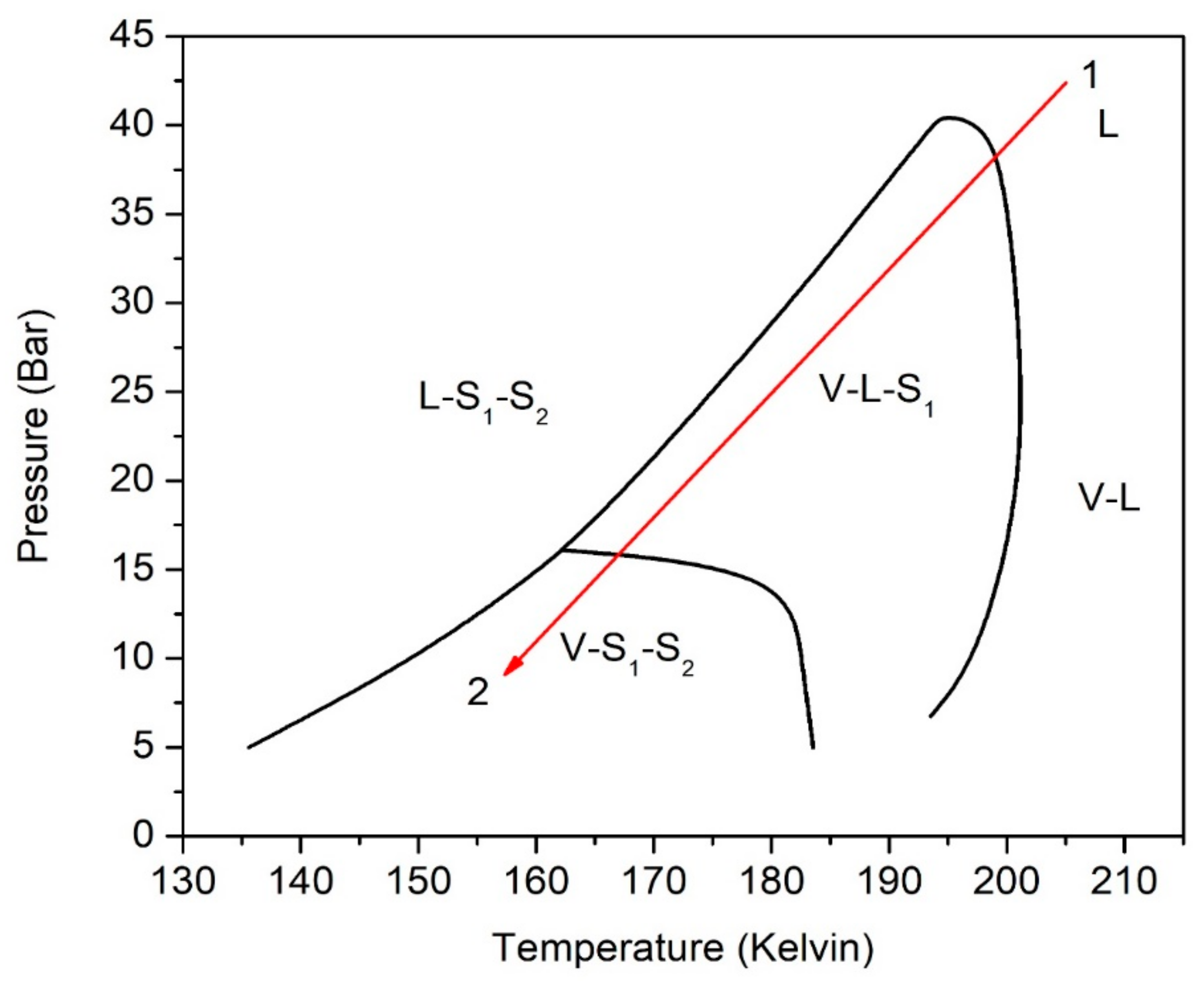
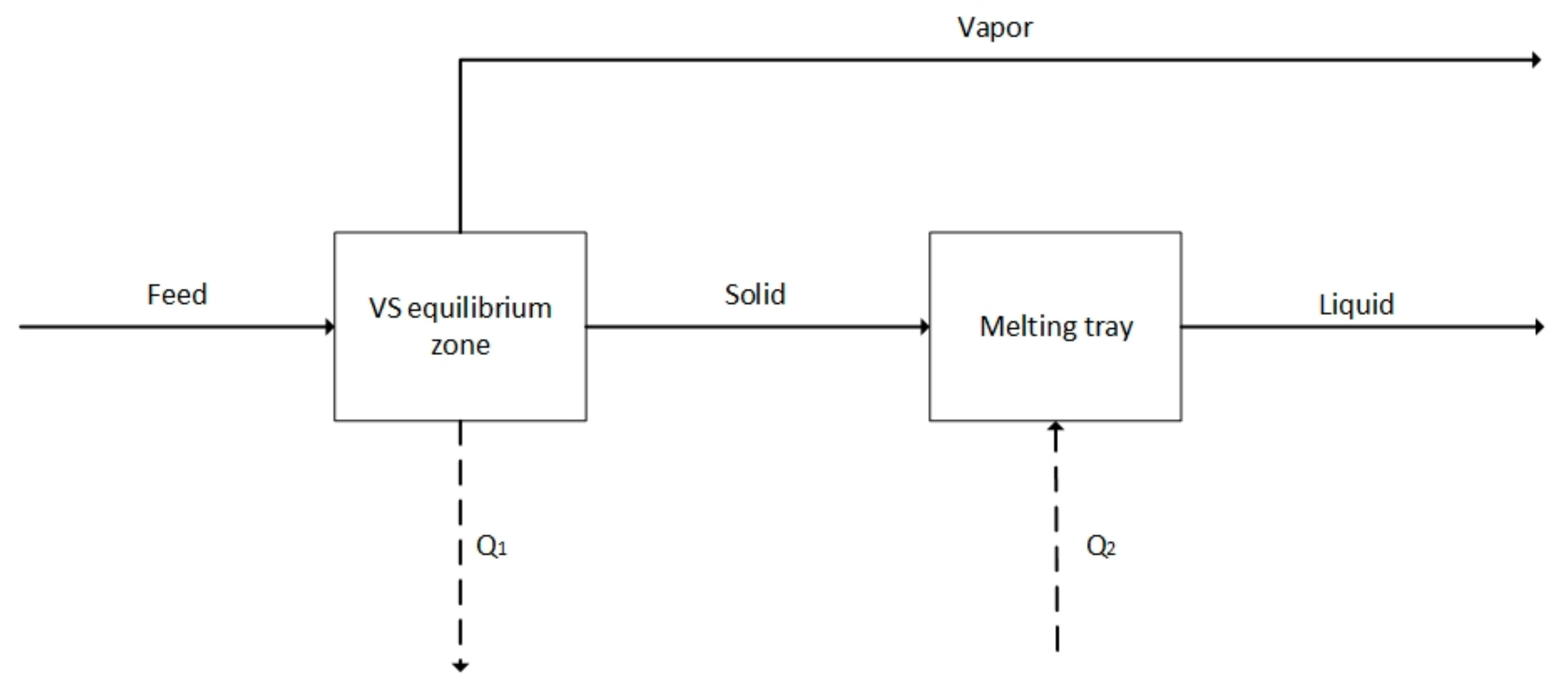
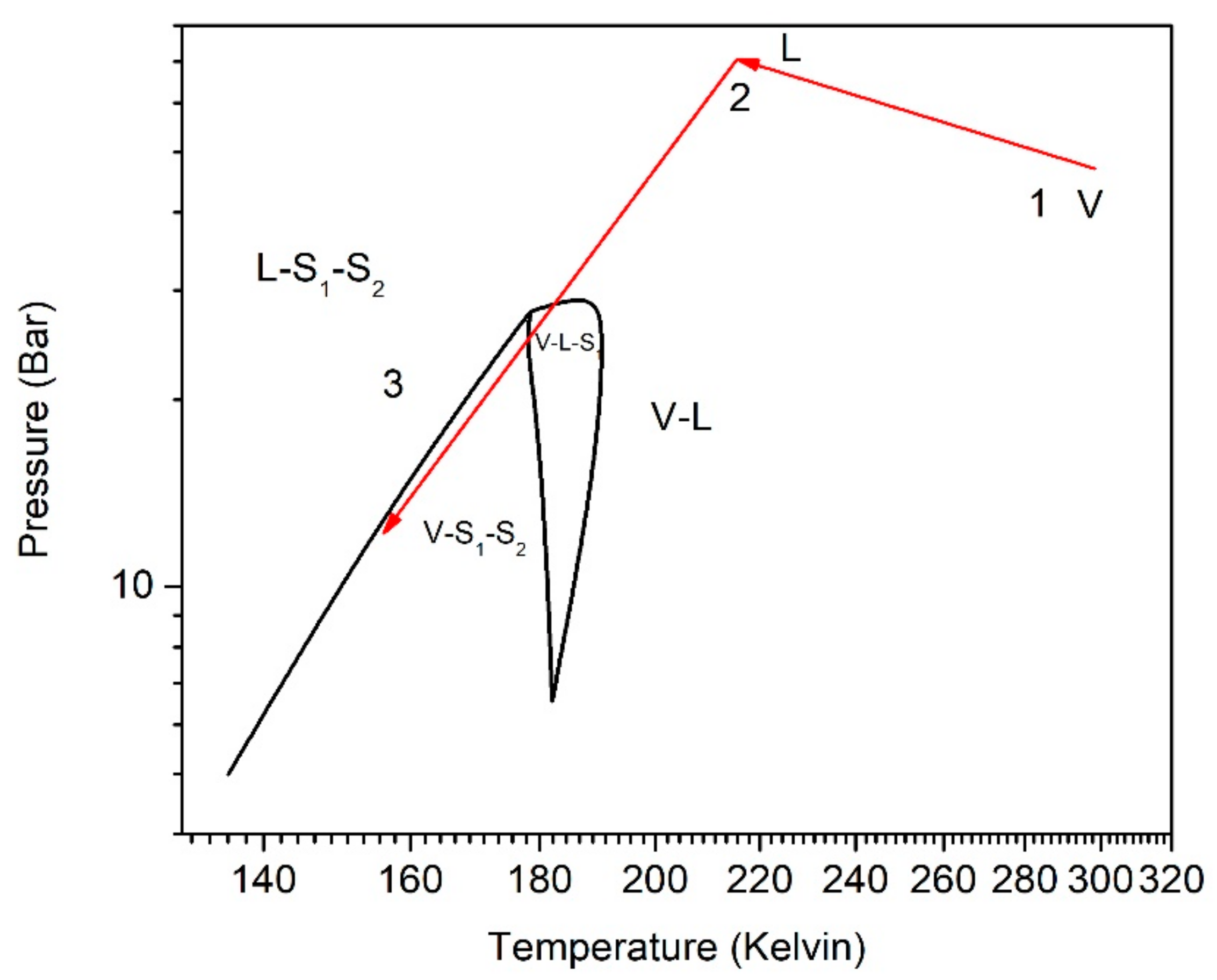
2. SV Separation Unit
3. Results and Discussion
3.1. SV Separation Unit
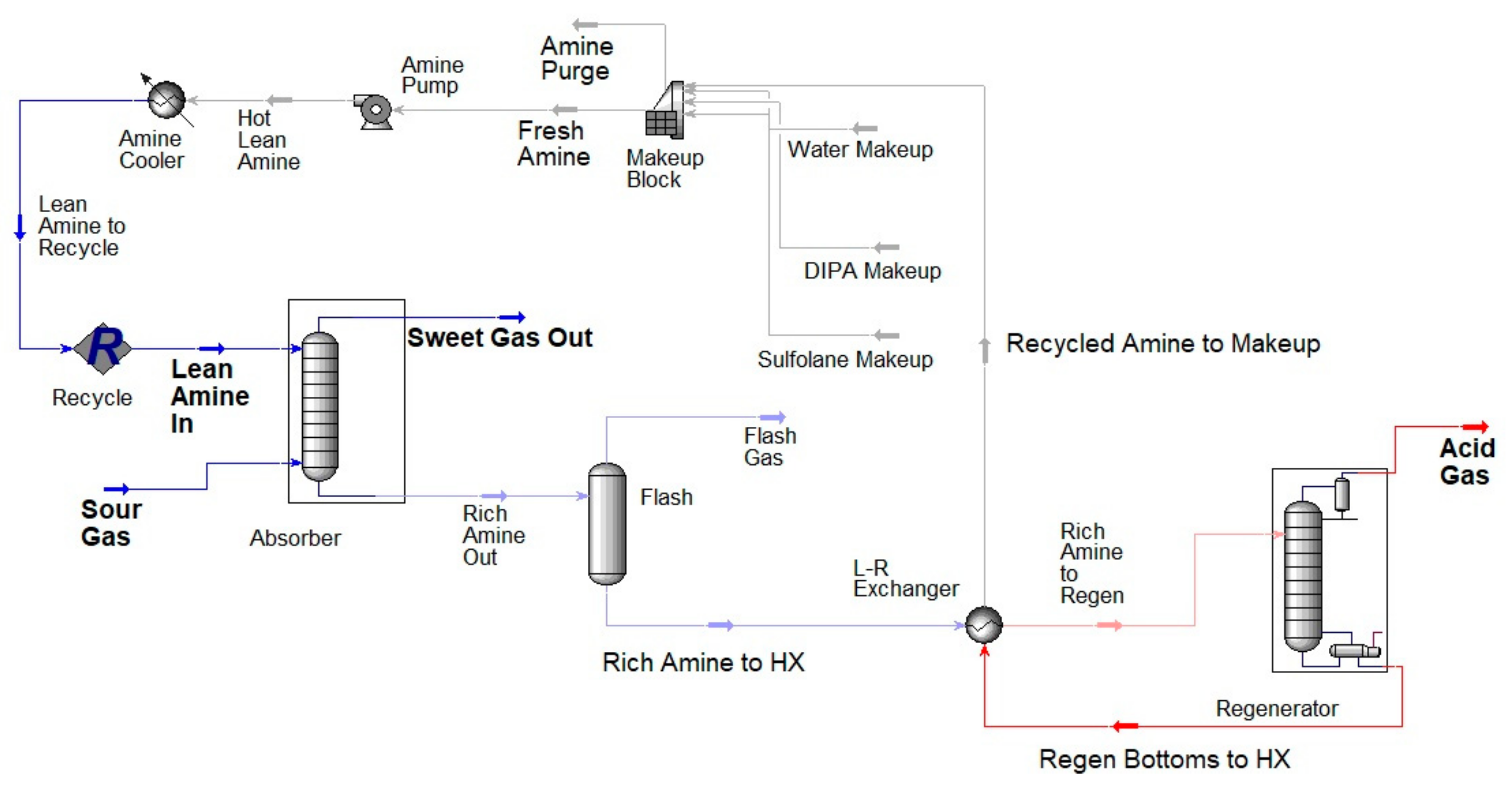
3.2. Comparison with a Traditional Amine-Sweetening Unit
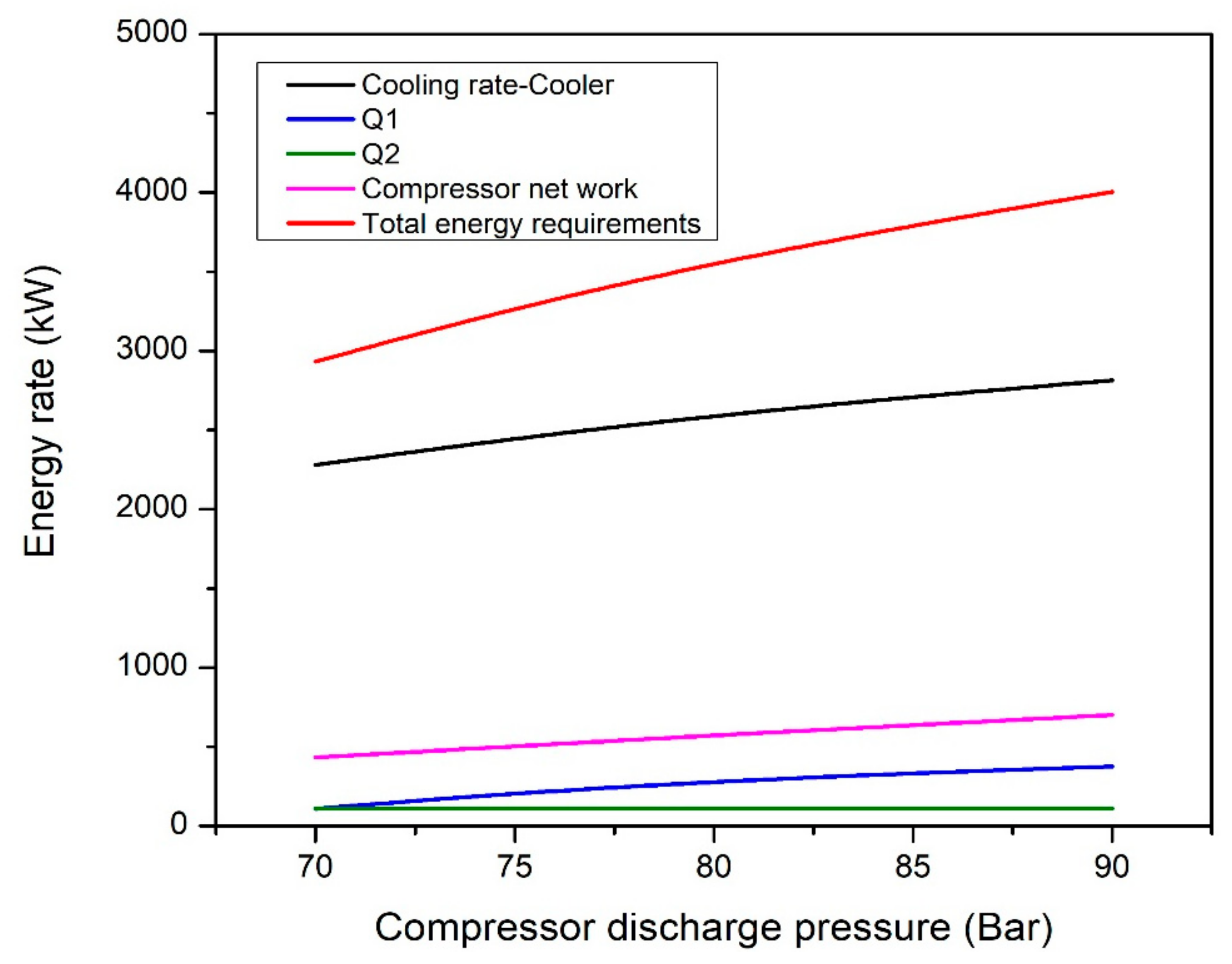
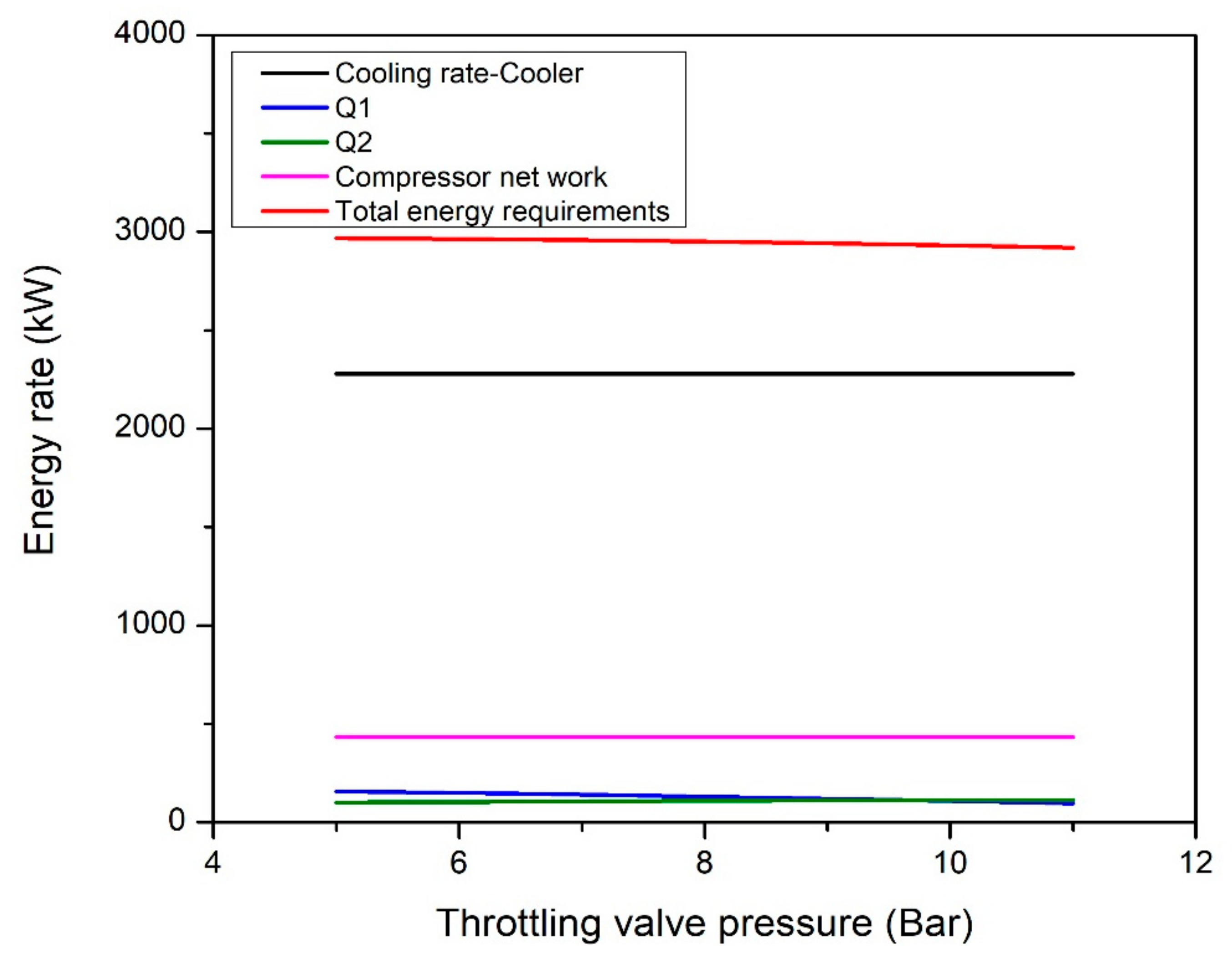
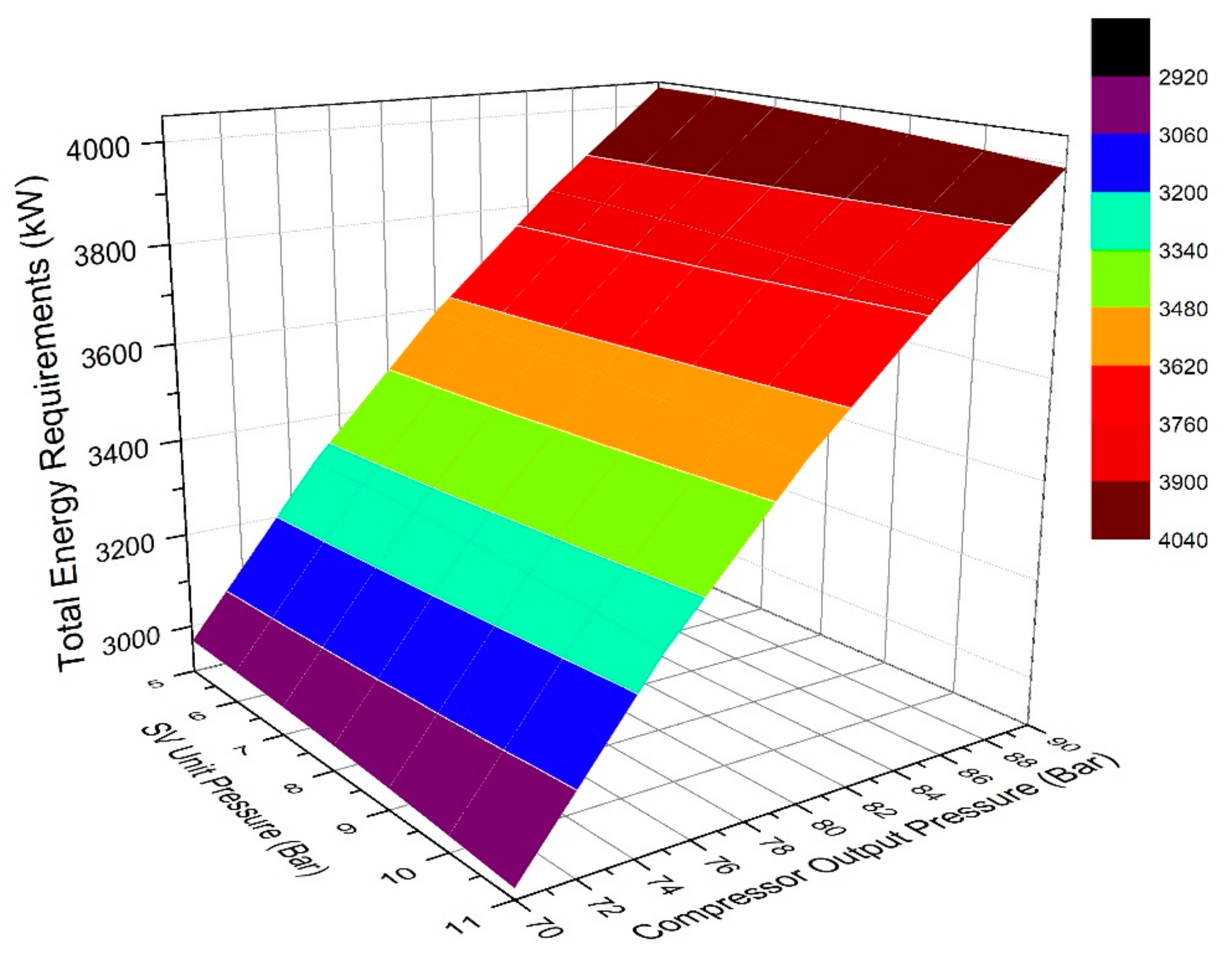
3.3. Sensitivity Analysis and Optimization of the SV Separation Unit
3.4. Comparison between Amine-Sweeting Unit and the SV Unit
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shell Lng Outlook 2021. In Royal Dutch Shell; 2021.
- Kelley, B.; Valencia, J.; Northrop, P.; Mart, C. Controlled Freeze Zone™ for developing sour gas reserves. Energy Procedia 2011, 4, 824–829. [Google Scholar] [CrossRef] [Green Version]
- Wardzinski, J.; Foss, M.; Delano, F. Interstate Natural Gas—Quality Specifications & Interchangeability. Cent. Energy Econ. 2004. [Google Scholar]
- Maqsood, K.; Mullick, A.; Ali, A.; Kargupta, K.; Ganguly, S. Cryogenic carbon dioxide separation from natural gas: A review based on conventional and novel emerging technologies. Rev. Chem. Eng. 2014, 30, 453–477. [Google Scholar] [CrossRef]
- Ababneh, H.; Al-Muhtaseb, S.A. A review on the solid–liquid–vapor phase equilibria of acid gases in methane. Greenh. Gases Sci. Technol. 2022. [Google Scholar] [CrossRef]
- Mokhatab, S.; Poe, W.A. Chapter 7–Natural Gas Sweetening. In Handbook of Natural Gas Transmission and Processing; Speight, J.G., Ed.; Gulf Professional Publishing: Boston, MA, USA, 2012; pp. 253–290. [Google Scholar]
- Speight, J.G. (Ed.) 8–Gas cleaning processes. In Natural Gas; Gulf Professional Publishing: Boston, MA, USA, 2019; pp. 277–324. [Google Scholar]
- Guo, B.; Ghalambor, A. Chapter 8–Dehydration. In Natural Gas Engineering Handbook; Speight, J.G., Ed.; Gulf Publishing Company: Boston, MA, USA, 2005; pp. 143–171. [Google Scholar]
- Wang, M.; Lawal, A.; Stephenson, P.; Sidders, J.; Ramshaw, C. Post-combustion CO2 capture with chemical absorption: A state-of-the-art review. Chem. Eng. Res. Des. 2011, 89, 1609–1624. [Google Scholar] [CrossRef] [Green Version]
- Salvi, B.L.; Jindal, S. Recent developments and challenges ahead in carbon capture and sequestration technologies. SN Appl. Sci. 2019, 1, 885. [Google Scholar] [CrossRef] [Green Version]
- Ali, A.; Maqsood, K.; Redza, A.; Hii, K.; Shariff, A.B.; Ganguly, S. Performance enhancement using multiple cryogenic desublimation based pipeline network during dehydration and carbon capture from natural gas. Chem. Eng. Res. Des. 2016, 109, 519–531. [Google Scholar] [CrossRef]
- Théveneau, P.; Fauve, R.; Coquelet, C.; Mougin, P. Measurement and modelling of solid apparition temperature for the CO2–H2S–CH4 ternary system. Fluid Phase Equilibria 2020, 509, 112465. [Google Scholar] [CrossRef]
- Font-Palma, C.; Cann, D.; Udemu, C. Review of Cryogenic Carbon Capture Innovations and Their Potential Applications. J. Carbon Res. 2021, 7, 58. [Google Scholar] [CrossRef]
- Yang, X.; Rowland, D.; Sampson, C.C.; Falloon, P.E.; May, E.F. Evaluating cubic equations of state for predictions of solid-fluid equilibrium in liquefied natural gas production. Fuel 2022, 314, 123033. [Google Scholar] [CrossRef]
- Ali, A.; Maqsood, K.; Syahera, N.; Shariff, A.B.M.; Ganguly, S. Energy Minimization in Cryogenic Packed Beds during Purification of Natural Gas with High CO2Content. Chem. Eng. Technol. 2014, 37, 1675–1685. [Google Scholar] [CrossRef]
- Tuinier, M.; Annaland, M.V.S.; Kramer, G.; Kuipers, J. Cryogenic CO2 capture using dynamically operated packed beds. Chem. Eng. Sci. 2010, 65, 114–119. [Google Scholar] [CrossRef]
- Willson, P.; Lychnos, G.; Clements, A.; Michailos, S.; Font-Palma, C.; Diego, M.E.; Pourkashanian, M.; Howe, J. Evaluation of the performance and economic viability of a novel low temperature carbon capture process. Int. J. Greenh. Gas Control 2019, 86, 1–9. [Google Scholar] [CrossRef]
- Song, C.-F.; Kitamura, Y.; Li, S.-H.; Ogasawara, K. Design of a cryogenic CO2 capture system based on Stirling coolers. Int. J. Greenh. Gas Control 2012, 7, 107–114. [Google Scholar] [CrossRef] [Green Version]
- Jensen, M.J.; Russell, C.S.; Bergeson, D.; Hoeger, C.D.; Frankman, D.J.; Bence, C.S.; Baxter, L.L. Prediction and validation of external cooling loop cryogenic carbon capture (CCC-ECL) for full-scale coal-fired power plant retrofit. Int. J. Greenh. Gas Control 2015, 42, 200–212. [Google Scholar] [CrossRef] [Green Version]
- Valencia, J.A.; Denton, R.D.; Northrop, P.S.; Mart, C.J.; Smith, R.K. Controlled Freeze Zone Technology for the Commercialization of Australian High CO2 Natural Gas. In Proceedings of the Paper Presented at the SPE Asia Pacific Oil & Gas Conference and Exhibition, Adelaide, Australia, 14–16 October 2014; Volume 2, pp. 951–961. [Google Scholar] [CrossRef]
- Maqsood, K.; Ali, A.; Nasir, R.; Abdulrahman, A.; Bin Mahfouz, A.; Ahmed, A.; Shariff, A.B.; Ganguly, S.; Mubashir, M.; Show, P.L. Experimental and simulation study on high-pressure V-L-S cryogenic hybrid network for CO2 capture from highly sour natural gas. Process Saf. Environ. Prot. 2021, 150, 36–50. [Google Scholar] [CrossRef]
- Ababneh, H.; Al-Muhtaseb, S.A. An empirical correlation-based model to predict solid-fluid phase equilibria and phase separation of the ternary system CH4-CO2-H2S. J. Nat. Gas Sci. Eng. 2021, 94, 104120. [Google Scholar] [CrossRef]
- Nikolaidis, I.K.; Boulougouris, G.C.; Peristeras, L.D.; Economou, I.G. Equation-of-State Modeling of Solid–Liquid–Gas Equilibrium of CO2 Binary Mixtures. Ind. Eng. Chem. Res. 2016, 55, 6213–6226. [Google Scholar] [CrossRef]
- Span, R.; Wagner, W. A New Equation of State for Carbon Dioxide Covering the Fluid Region from the Triple-Point Temperature to 1100 K at Pressures up to 800 MPa. J. Phys. Chem. Ref. Data 1996, 25, 1509–1596. [Google Scholar] [CrossRef] [Green Version]
- The vapour pressure of hydrogen sulphide. Proc. R. Soc. London. Ser. A Math. Phys. Sci. 1951, 209, 408–415. [CrossRef]
- Shakeel, H.; Wei, H.; Pomeroy, J. Measurements of enthalpy of sublimation of Ne, N2, O2, Ar, CO2, Kr, Xe, and H2O using a double paddle oscillator. J. Chem. Thermodyn. 2018, 118, 127–138. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chadwick, A.V. 8 Diffusion in molecular solids. In Diffusion in Non-Metallic Solids (Part 1); Beke, D.L., Ed.; Springer: Berlin/Heidelberg, Germany, 1999. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feed | A | B | C | C’ * | |
|---|---|---|---|---|---|
| T (K) after throttle valve | 161.3 | 168.0 | 182.2 | 165.0 | |
| Heat Transfer Rate (W/kmol Feed) | 0 | 0 | 0 | 486 | |
| 552 | 617 | 780 | 885 | ||
| Vapor-Phase Composition (mol%) | CH4 | 99.2 | 98.4 | 94.1 | 98.9 |
| CO2 | 0.5 | 1 | 4.1 | 0.7 | |
| H2S | 0.3 | 0.6 | 1.8 | 0.4 | |
| Liquid-Phase Composition (mol%) | CO2 | 49.6 | 75.7 | 56.6 | 58.2 |
| H2S | 50.4 | 24.3 | 43.4 | 41.8 | |
| Removal Ratio in Liquid Phase (%) | CO2 | 96.2 | 94.6 | 82.7 | 97.1 |
| H2S | 97.6 | 90.9 | 88.9 | 97.6 | |
| CO2 + H2S | 96.9 | 93.7 | 85.3 | 97.3 | |
| Feed | Case 1 | Case 2 | |
|---|---|---|---|
| Dry-feed composition | CH4 | 96.19% | 89.27% |
| CO2 | 2.87% | 5.88% | |
| H2S | 0.94% | 4.85% | |
| Feed flow rate | kg/h | 287,640 | 287,640 |
| kmol/h | 16,905.1 | 15,496.1 | |
| Feed conditions | Temperature (°C) | 40 | |
| Pressure (bar) | 45 | ||
| Case 1 | Case 2 | ||
|---|---|---|---|
| Solvent | Sulfolane-DIPA | ||
| Solvent flow rate | kg/h | 52,201.28 | 93,296.03 |
| kmol/h | 784.5 | 1402 | |
| Sweet gas composition | CH4 | 99.67% | 99.74% |
| CO2 | 0.0020% | 0.0004% | |
| H2S | 0.0657% | 0.0005% | |
| H2O | 0.2667% | 0.2625% | |
| Molar removal | CO2 | 99.93% | ≈100% |
| H2S | 93.28% | ≈100% | |
| Energy requirements (kW) | Reboiler | 5835 | 6112.3 |
| Condenser | 3428.6 | 3300.1 | |
| Pump | 78.8 | 140.7 | |
| Cooler | 1530.7 | 2636.9 | |
| Total | 10,873.1 | 12,189.9 | |
| Sweet gas conditions | Temperature (K) | 323.54 | 323.19 |
| Pressure (bar) | 45 | 45 | |
| Case 1 | Case 2 | ||
|---|---|---|---|
| Temperature after throttle valve (K) | 153.6 | ||
| Vapor-Phase Composition (mol%) | CH4 | 99.7000% | 99.7000% |
| CO2 | 0. 1737% | 0.1737% | |
| H2S | 0.1263% | 0.1263% | |
| Liquid-Phase Composition (mol%) | CO2 | 76.7620% | 54.7203% |
| H2S | 23.2380% | 45.2797% | |
| Molar removal (%) | CO2 | 94.2% | 97.36% |
| H2S | 87.03% | 97.67% | |
| Energy requirements (kW) | Compressor | 431.95 | 427.85 |
| Cooler | 2278.57 | 2590.68 | |
| 96.40 | 93.88 | ||
| 113.12 | 301.43 | ||
| Total | 2920.05 | 3226.08 | |
| Sweet gas conditions | Temperature (K) | 153.63 | |
| Pressure (bar) | 11 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ababneh, H.; AlNouss, A.; Karimi, I.A.; Al-Muhtaseb, S.A. Natural Gas Sweetening Using an Energy-Efficient, State-of-the-Art, Solid–Vapor Separation Process. Energies 2022, 15, 5286. https://doi.org/10.3390/en15145286
Ababneh H, AlNouss A, Karimi IA, Al-Muhtaseb SA. Natural Gas Sweetening Using an Energy-Efficient, State-of-the-Art, Solid–Vapor Separation Process. Energies. 2022; 15(14):5286. https://doi.org/10.3390/en15145286
Chicago/Turabian StyleAbabneh, Hani, Ahmed AlNouss, Iftekhar A. Karimi, and Shaheen A. Al-Muhtaseb. 2022. "Natural Gas Sweetening Using an Energy-Efficient, State-of-the-Art, Solid–Vapor Separation Process" Energies 15, no. 14: 5286. https://doi.org/10.3390/en15145286