
Investigation of the Effects of Torrefaction Temperature and Residence Time on the Fuel Quality of Corncobs in a Fixed-Bed Reactor

 , ,
, ,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Acquisition of Biomass
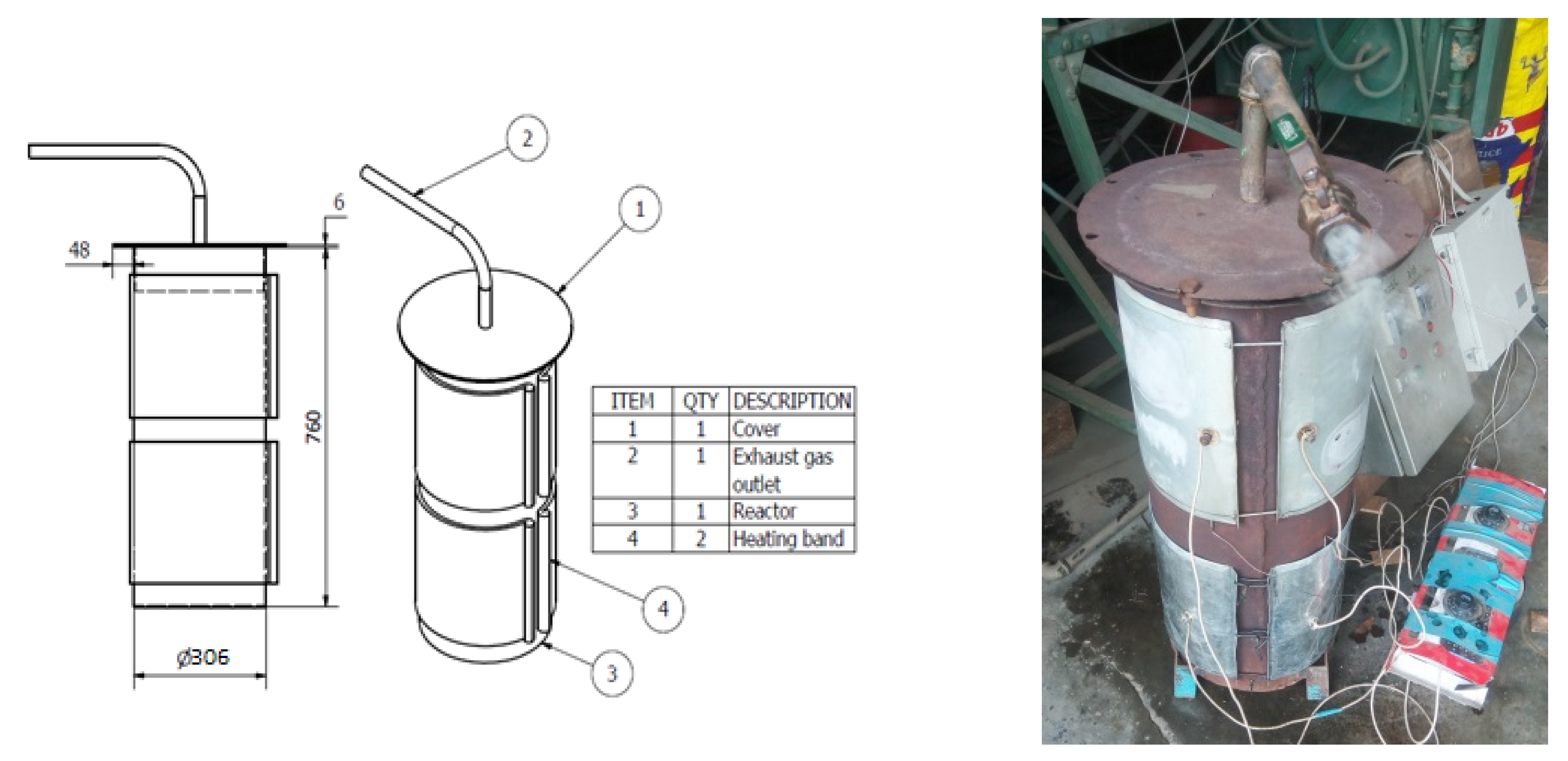
2.2. Design of a Reactor for Torrefaction of Biomass
2.2.1. Geometric Specifications of the Reactor
2.2.2. Heating-Energy Requirement
2.2.3. Power Requirement for Heating
2.3. Operating Principle of the Torrefaction Reactor, Execution of the Trials, and Sampling
2.3.1. Experimental Design
2.3.2. Operation of the Torrefaction Reactor
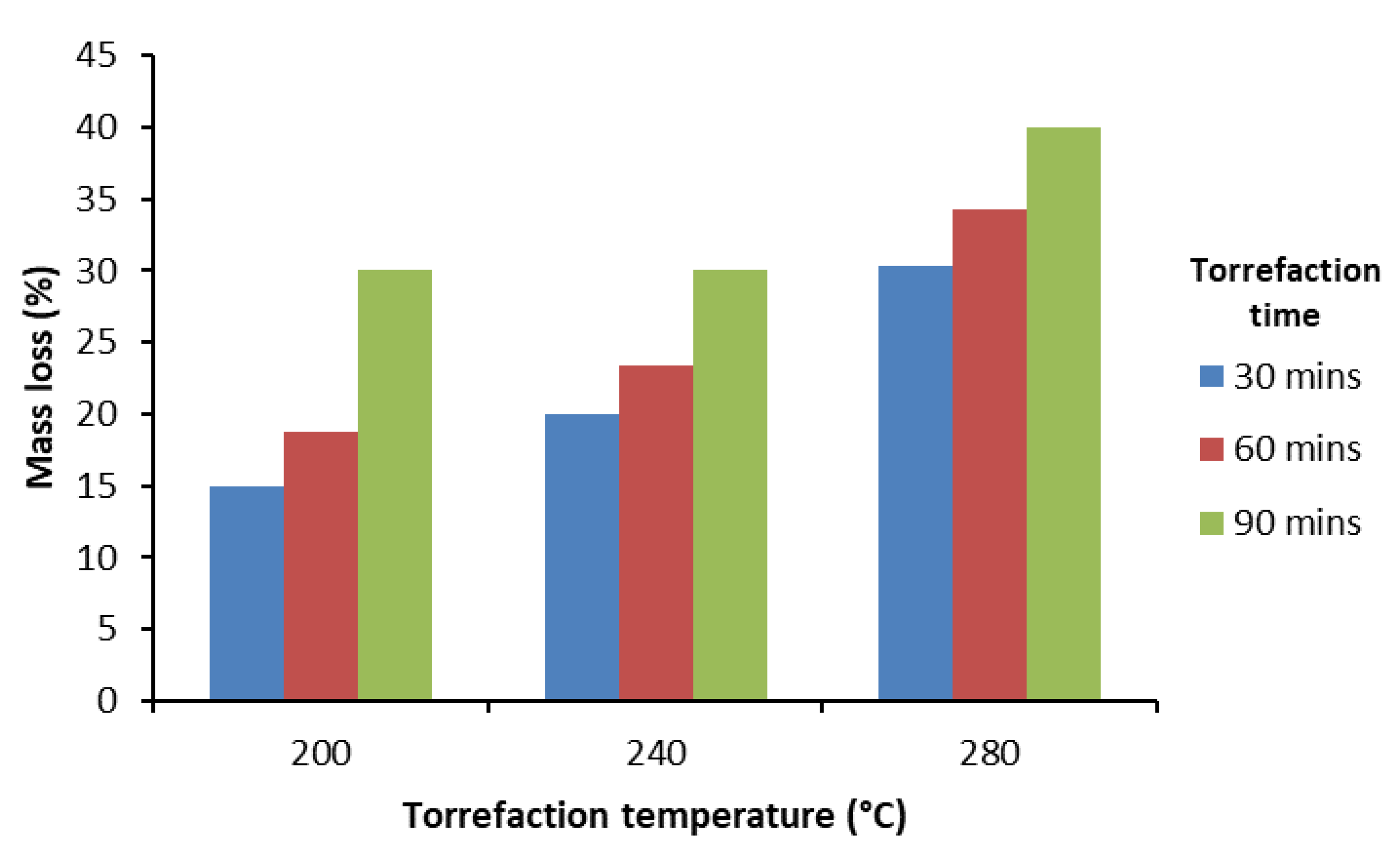
2.3.3. Mass Loss during Torrefaction
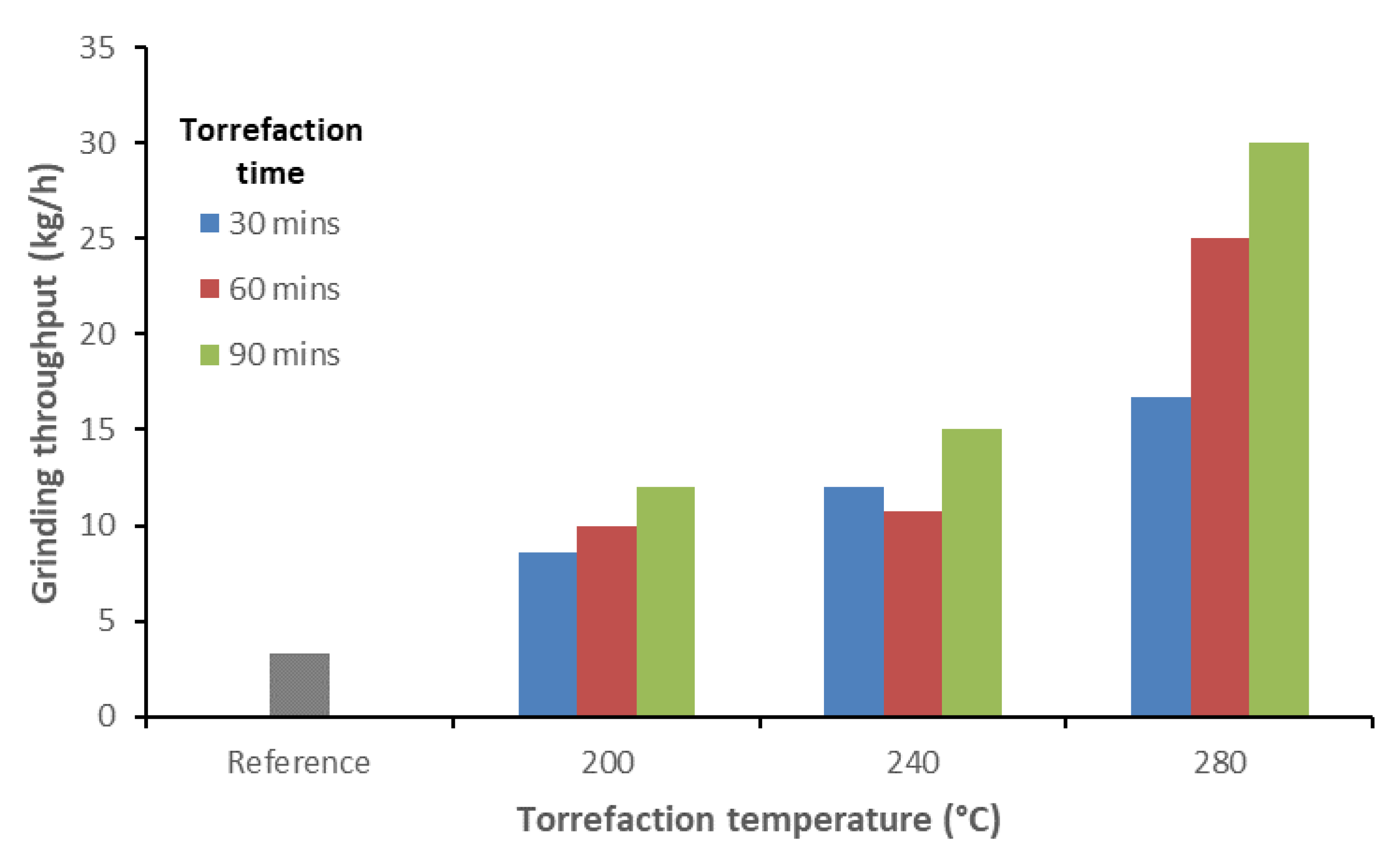
2.3.4. Effect of Torrefaction on Grindability (Grinding Time and Particle Size Distribution)
2.3.5. Effect of Torrefaction on the Proximate Analyses of Corncobs
Effect of Torrefaction on Moisture Content
Determination of Volatile Matter
Determination of Ash Content
Determination of Fixed Carbon
2.3.6. Effect of Torrefaction on the Calorific Value of Corncobs
3. Results and Discussion
3.1. Mass Loss during Torrefaction
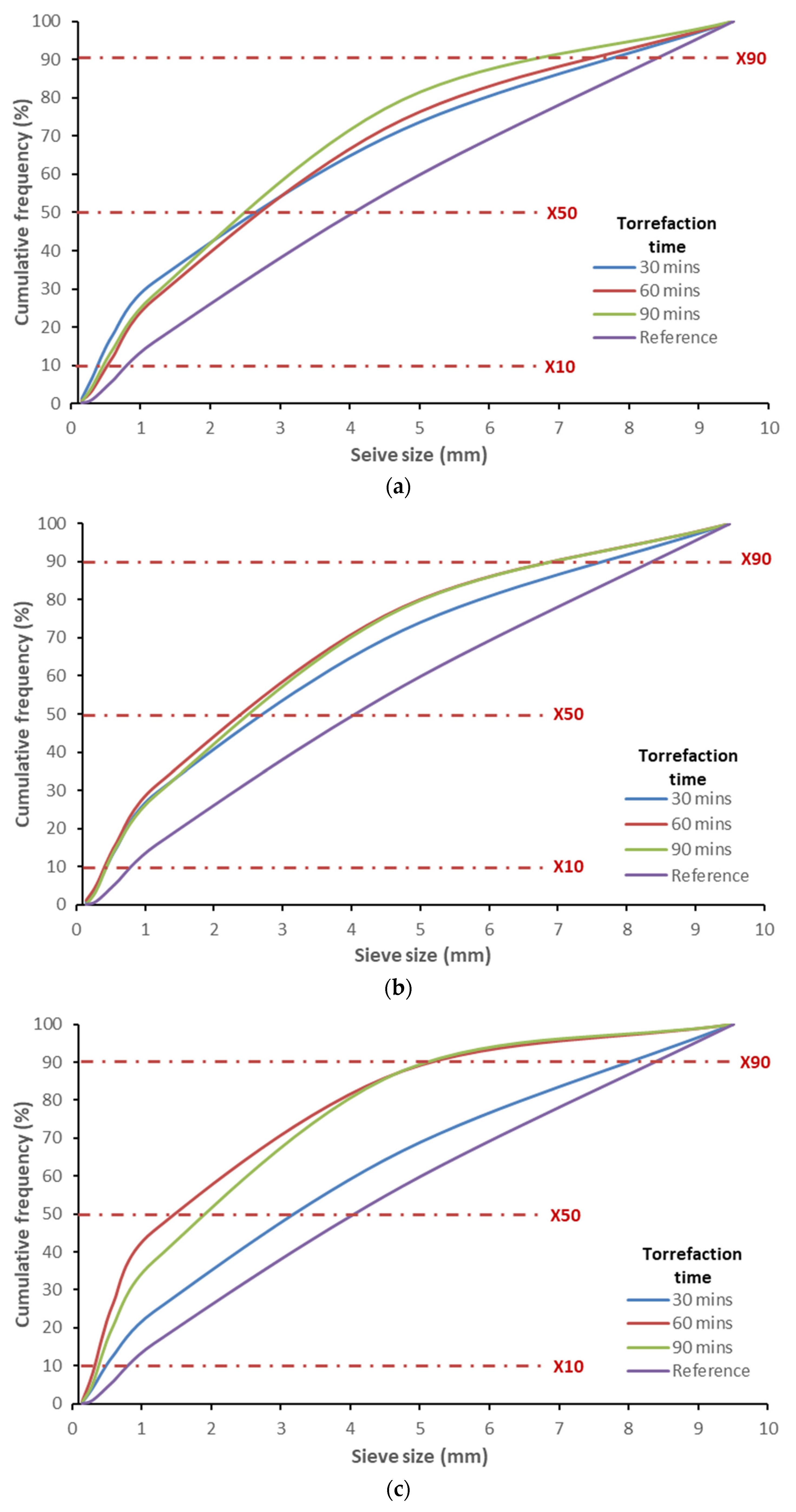
3.2. Effects of Torrefaction on Grindability
3.3. Proximate Analyses of Torrefied Corncobs
3.4. Calorific Value of Torrefied Corncobs
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jekayinfa, S.O.; Orisaleye, J.I.; Pecenka, R. An Assessment of Potential Resources for Biomass Energy in Nigeria. Resources 2020, 9, 92. [Google Scholar] [CrossRef]
- Hoogwijk, M.; Faaij, A.; Eickhout, B.; de Vries, B.; Turkenburg, W. Potential of biomass energy out to 2100, for four IPCC SRES land-use scenarios. Biomass Bioenergy 2005, 29, 225–257. [Google Scholar] [CrossRef]
- Lauri, P.; Havlík, P.; Kindermann, G.; Forsell, N.; Böttcher, H.; Obersteiner, M. Woody biomass energy potential in 2050. Energy Policy 2014, 66, 19–31. [Google Scholar] [CrossRef]
- Ojolo, S.J.; Orisaleye, J.I.; Ismail, S.O.; Abolarin, S.M. Technical potential of biomass energy in Nigeria. Ife J. Technol. 2012, 21, 60–65. [Google Scholar]
- Tańczuk, M.; Ulbrich, R. Assessment of energetic potential of biomass. Proc. ECOpole 2009, 3, 23–26. [Google Scholar]
- Kelz, J.; Zemann, C.; Muschick, D.; Krenn, O.; Hofmeister, G.; Weissinger, A.; Gölles, M.; Hochenauer, C. Evaluation of the combustion behaviour of straw, poplar and maize in a small-scale biomass boiler. In Proceeding of the 25th European Biomass Conference and Exhibition, Stockholm, Sweden, 12–15 June 2017. [Google Scholar]
- Dieckmann, C.; Edelmann, W.; Kaltschmitt, M.; Liebetrau, J.; Oldenburg, S.; Ritzkowski, M.; Scholwin, F.; Sträuber, H.; Weinrich, S. Biogaserzeugung und -nutzung. In Energie aus Biomasse: Grundlagen, Techniken und Verfahren, 3rd ed.; Kaltschmitt, M., Hartmann, H., Hofbauer, H., Eds.; Springer: Berlin/Heidelberg, Germany, 2016; pp. 1609–1755. [Google Scholar]
- Van der Stelt, M.J.C.; Gerhauser, H.; Kiel, J.J.A.; Ptasinski, K.J. Biomass upgrading by torrefaction for the production of biofuels: A review. Biomass Bioenergy 2011, 35, 3748–3762. [Google Scholar] [CrossRef]
- Zych, D. The Viability of Corn Cobs as a Bioenergy Feedstock. A Report of the West Central Research and Outreach Center; University of Minnesota: Saint Paul, MN, USA, 2008. [Google Scholar]
- Asonja, A.; Desnica, E.; Radovanovic, L. Energy efficiency analysis of corn cob used as a fuel. Energy Sources Part B 2017, 12, 1–7. [Google Scholar] [CrossRef]
- Vamvuka, D.; Panagopoulos, G.; Sfakiotakis, S. Investigating potential co-firing of corn cobs with lignite for energy production. Thermal analysis and behavior of ashes. Int. J. Coal Prep. Util. 2020. [Google Scholar] [CrossRef]
- Ibitoye, S.E.; Jen, T.C.; Mahamood, R.M.; Akinlabi, E.T. Improving the combustion properties of corncob biomass via torrefaction for solid fuel applications. J. Compos. Sci. 2021, 5, 260. [Google Scholar] [CrossRef]
- Martínez, L.V.; Rubiano, J.E.; Figueredo, M.; Gómez, M.F. Experimental study on the performance of gasification of corncobs in a downdraft fixed bed gasifier at various conditions. Renew. Energy 2020, 148, 1216–1226. [Google Scholar] [CrossRef]
- Ning, S.; Jia, S.; Ying, H.; Sun, Y.; Xu, W.; Yin, H. Hydrogen-rich syngas produced by catalytic steam gasification of corncob char. Biomass Bioenergy 2018, 117, 131–136. [Google Scholar] [CrossRef]
- Wakudkar, H.; Jain, S. A holistic overview on corn cob biochar: A mini-review. Waste Manag. Res. 2022, in press. [Google Scholar] [CrossRef] [PubMed]
- Zou, H.; Jiang, Q.; Zhu, R.; Chen, Y.; Sun, T.; Li, M.; Zhai, J.; Shi, D.; Ai, H.; Gu, L.; et al. Enhanced hydrolysis of lignocellulose in corn cob by using food waste pretreatment to improve anaerobic digestion performance. J. Environ. Manag. 2020, 254, 109830. [Google Scholar] [CrossRef] [PubMed]
- Lou, H.; He, X.; Cai, C.; Lan, T.; Pang, Y.; Zhou, H.; Qiu, X. Enhancement and mechanism of a lignin amphoteric surfactant on the production of cellulosic ethanol from a high-solid corncob residue. J. Agric. Food Chem. 2019, 67, 6248–6256. [Google Scholar] [CrossRef] [PubMed]
- Orisaleye, J.I.; Jekayinfa, S.O.; Ogundare, A.A.; Adefuye, O.A.; Bamido, E. Effect of screen size on particle size distribution and performance of a small-scale design for a combined chopping and milling machine. Cleaner Eng. Technol. 2022, 7, 100426. [Google Scholar] [CrossRef]
- Jekayinfa, S.O.; Pecenka, R.; Orisaleye, J.I. Empirical model for prediction of density and water resistance of corn cob briquettes. Int. J. Renew. Energy Technol. 2019, 10, 212–228. [Google Scholar] [CrossRef]
- Orisaleye, J.I.; Jekayinfa, S.O.; Adebayo, A.O.; Ahmed, N.A.; Pecenka, R. Effect of densification variables on density of corn cob briquettes produced using a uniaxial compaction biomass briquetting press. Energy Sources Part A 2018, 40, 3019–3028. [Google Scholar] [CrossRef]
- Gent, S.; Twedt, M.; Gerometta, C.; Almberg, E. Fundamental Theories of Torrefaction by Thermochemical Conversion. In Theoretical and Applied Aspects of Biomass Torrefaction; Elsevier: Amsterdam, The Netherlands, 2017; pp. 41–75. [Google Scholar]
- Phanphanich, M.; Mani, S. Impact of torrefaction on the grindability and fuel characteristics of forest biomass. Bioresour. Technol. 2011, 102, 1246–1253. [Google Scholar] [CrossRef]
- Basu, P. Biomass Gasification, Pyrolysis and Torrefaction: Practical Design and Theory, 2nd ed; Academic Press: Cambridge, MA, USA, 2013; pp. 87–145. [Google Scholar]
- Nhuchhen, D.R.; Basu, P.; Acharya, B. A comprehensive review on biomass torrefaction. Int. J. Renew. Energy Biofuels 2014, 2014, 506376. [Google Scholar] [CrossRef]
- Acharjee, T.C.; Coronella, C.J.; Vasquez, V.R. Effect of thermal pretreatment on equilibrium moisture content of lignocellulosic biomass. Bioresour. Technol. 2011, 102, 4849–4854. [Google Scholar] [CrossRef]
- Chen, W.; Peng, J.; Bi, X.T. A state-of-the-art review of biomass torrefaction, densification and applications. Renew. Sustain. Energy Rev. 2015, 44, 847–866. [Google Scholar] [CrossRef]
- Prins, M.J.; Ptasinski, K.J.; Janssen, F.J.J.G. More efficient biomass gasification via torrefaction. Energy 2006, 31, 3458–3470. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Sokhansanj, S.; Hess, J.R.; Wright, C.T.; Boardman, R.D. A review on biomass torrefaction process and product properties for energy applications. Ind. Biotechnol. 2011, 7, 384–401. [Google Scholar] [CrossRef] [Green Version]
- Strandberg, M.; Olofsson, I.; Pommer, L.; Wiklund-Lindström, S.; Ǻberg, K.; Nordin, A. Effects of temperature and residence time on continuous torrefaction of spruce wood. Fuel Process. Technol. 2015, 134, 387–398. [Google Scholar] [CrossRef]
- Barta-Rajani, E.; Wang, L.; Sebestyén, Z.; Barta, Z.; Khalil, R.; Skreiberg, Ø.; Grønli, M.; Jakab, E.; Zzégény, Z. Effect of temperature and duration of torrefaction on the thermal behaviour of stem wood, bark, and stump of spruce. Energy Procedia 2017, 105, 551–556. [Google Scholar] [CrossRef]
- Ramos-Carmona, S.; Pérez, J.F.; Pelaez-Samaniego, M.R.; Barrera, R.; Garcia-Perez, M. Effect of torrefaction temperature on properties of Patula pine. Maderas. Cienc. Y Technol. 2017, 19, 39–50. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Lim, C.J.; Grace, J.R.; Li, H.; Parise, M.R. Effects of temperature and particle size on biomass torrefaction in a slot-rectangular spouted bed reactor. Bioresour. Technol. 2017, 244, 281–288. [Google Scholar] [CrossRef]
- Chen, D.; Zheng, Z.; Fu, K.; Zeng, Z.; Wang, J.; Lu, M. Torrefaction of biomass stalk and its effect on the yield and quality of pyrolysis products. Fuel 2015, 159, 27–32. [Google Scholar] [CrossRef]
- Rodrigues, T.O.; Rousset, P. Effects of torrefaction on energy properties of Eucalyptus grandis wood. Cerne 2009, 15, 446–452. [Google Scholar]
- Wang, L.; Barta-Rajnai, E.; Skreiberg, Ø.; Khalil, R.; Czégény, Z.; Jakab, E.; Barta, Z.; Grønli, M. Effect of torrefaction on physiochemical characteristics and grindability of stem wood, stump and bark. Appl. Energy 2018, 227, 137–148. [Google Scholar] [CrossRef]
- Chin, K.L.; H’ng, P.S.; Wong, W.Z.; Lim, T.W.; Maminski, M.; Paridah, M.T.; Luqman, A.C. Optimization of torrefaction conditions for high energy density solid biofuel from oil palm biomass and fast-growing species available in Malaysia. Ind. Crops Prod. 2013, 49, 768–774. [Google Scholar] [CrossRef]
- Batidzirai, B.; Mignot, A.P.R.; Schakel, W.B.; Junginger, H.M.; Faaij, A.P.C. Biomass torrefaction technology: Techno-economic status and future prospects. Energy 2013, 62, 196–214. [Google Scholar] [CrossRef]
- Lu, J.; Chen, W. Product yields and characteristics of corncob waste under various torrefaction atmospheres. Energies 2014, 7, 13–27. [Google Scholar] [CrossRef] [Green Version]
- Klaas, M.; Greenhalf, C.; Ouadi, M.; Jahangiri, H.; Hornung, A.; Briens, C.; Berruti, F. The effect of torrefaction pre-treatment on the pyrolysis of corn cobs. Results Eng. 2020, 7, 100165. [Google Scholar] [CrossRef]
- Zheng, A.; Zhao, Z.; Chang, S.; Huang, Z.; Wang, X.; He, W.; Li, H. Effect of torrefaction on structure and fast pyrolysis behaviour of corncobs. Bioresour. Technol. 2013, 128, 370–377. [Google Scholar] [CrossRef]
- Zheng, A.; Zhao, Y.; Huang, Z.; Zhao, K.; Wei, G.; Wang, X.; He, F.; Li, H. Catalytic fast pyrolysis of biomass pretreated by torrefaction with varying severity. Energy Fuels 2014, 28, 5804–5811. [Google Scholar] [CrossRef]
- Zhang, A.; Zhao, Z.; Chang, S.; Huang, Z.; Zhao, K.; Wei, G.; He, F.; Li, H. Comparison of the effect of wet and dry torrefaction on chemical structure and pyrolysis behaviour of corncobs. Bioresour. Technol. 2015, 176, 15–22. [Google Scholar] [CrossRef]
- Tian, X.; Dai, L.; Wang, Y.; Zeng, Z.; Zhang, S.; Jiang, L.; Yang, X.; Yue, L.; Liu, Y.; Ruan, R. Influence of torrefaction pretreatment on corncobs: A study on fundamental characteristics, thermal behavior, and kinetic. Bioresour. Technol. 2020, 297, 122490. [Google Scholar] [CrossRef]
- Medic, D.; Darr, M.; Shah, A.; Rahn, S. The effects of particle size, different corn stover components, and gas residence time on torrefaction of corn stover. Energies 2012, 5, 1199–1214. [Google Scholar] [CrossRef] [Green Version]
- Akhtar, J.; Imran, M.; Ali, A.M.; Nawaz, Z.; Muhammad, A.; Butt, R.K.; Jillani, M.S.; Naeem, H.A. Torrefaction and thermochemical properties of agricultural residues. Energies 2021, 14, 4218. [Google Scholar] [CrossRef]
- Garba, M.U.; Gambo, S.U.; Musa, U.; Tauheed, K.; Alhassan, M.; Adeniyi, O.D. Impact of torrefaction on fuel property of tropical biomass feedstocks. Biofuels 2018, 9, 369–377. [Google Scholar] [CrossRef]
- Kanwal, S.; Munir, S.; Chaudry, N.; Sana, H. Physicochemical characterization of Thar coal and torrefied corn cob. Energy Explor. Exploit. 2019, 37, 1286–1305. [Google Scholar] [CrossRef]
- Li, S.-X.; Chen, C.-Z.; Li, M.-F.; Xiao, X. Torrefaction of corncob to produce charcoal under nitrogen and carbon dioxide atmospheres. Bioresour. Technol. 2018, 249, 348–353. [Google Scholar] [CrossRef] [PubMed]
- Chen, W.-H.; Lu, K.M.; Liu, S.-H.; Tsai, C.-M.; Lee, W.-J.; Lin, T.-C. Biomass torrefaction characteristics in inert and oxidative atmospheres at various superficial velocities. Bioresour. Technol. 2013, 146, 152–160. [Google Scholar] [CrossRef]
- Chih, Y.-K.; Chen, W.-H.; Ong, H.C.; Show, P.L. Product characteristics of torrefied wood sawdust in normal and vacuum environments. Energies 2019, 12, 3844. [Google Scholar] [CrossRef] [Green Version]
- Oladeji, J.T.; Enweremadu, C.C. The effects of some processing parameters on physical and densification characteristics of corncob briquettes. Int. J. Energy Eng. 2012, 2, 22–27. [Google Scholar] [CrossRef]
- Cardona, S.; Gallego, L.J.; Valencia, V.; Martínez, E.; Rios, L.A. Torrefaction of eucalyptus-tree residues: A new method for energy and mass balances of the process with the best torrefaction conditions. Sustain. Energy Technol. Assess. 2019, 31, 17–24. [Google Scholar] [CrossRef]
- Dirgantara, M.; Cahyana, B.T.; Suastika, K.G.; Akbar, A.R. Effect of temperature and residence time torrefaction palm kernel shell on the calorific value and energy yield. J. Phys. Conf. Ser. 2020, 1428, 012010. [Google Scholar] [CrossRef]
- ASTM D1762-84; Standard Test Method for Chemical Analysis of Wood Charcoal. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM D2382-88; Standard Test Method for Heat of Combustion of Hydrocarbon Fuels by Bomb Calorimeter (High-Precision Method). ASTM International: West Conshohocken, PA, USA, 1990.
- Granados, D.A.; Velásquez, H.I.; Chejne, F. Energetic and exergetic evaluation of residual biomass in a torrefaction process. Energy 2014, 74, 181–189. [Google Scholar] [CrossRef]
- Demirbas, A. Pyrolysis mechanisms of biomass materials. Energy Sources Part A 2009, 31, 1186–1193. [Google Scholar] [CrossRef]
- Di, B.C.; Lanzetta, M. Intrinsic kinetics of isothermal xylan degradation in inert atmosphere. J. Anal. Appl. Pyrolysis 1997, 40–41, 287–303. [Google Scholar] [CrossRef]
- Anukam, A.; Mamphweli, S.; Okoh, O.; Reddy, P. Influence of torrefaction on the conversion efficiency of the gasification process of sugarcane bagasse. Bioengineering 2017, 4, 22. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pahla, G.; Mamvura, T.A.; Muzenda, E. Torrefaction of waste biomass for application in energy production in South Africa. S. Afr. J. Chem. Eng. 2018, 25, 1–12. [Google Scholar] [CrossRef]
- Ohliger, A.; Förster, M.; Kneer, R. Torrefaction of beechwood: A parametric study including heat of reaction and grindability. Fuel 2013, 104, 607–613. [Google Scholar] [CrossRef]
- Repellin, V.; Govin, A.; Rolland, M.; Guyonnet, R. Energy requirement for fine grinding of torrefied wood. Biomass Bioenergy 2010, 34, 923–930. [Google Scholar] [CrossRef] [Green Version]
- Brue, J.; Darr, M.; Medic, D. Effects of torrefaction on particle size distribution of corn stover. In Proceedings of the ASABE Annual International Meeting, Dallas, TX, USA, 29 July–1 August 2012. [Google Scholar] [CrossRef]
- Tumuluru, J.S. Effect of deep drying and torrefaction temperature on proximate, ultimate composition, and heating value of 2-mm lodgepole pine (Pinus contorta) grind. Bioengineering 2016, 3, 16. [Google Scholar] [CrossRef] [PubMed]
- Tumuluru, J.S. Comparison of chemical composition and energy property of torrefied switchgrass and corn stover. Front. Energy Res. 2015, 3, 46. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Boardman, R.D.; Wright, C.T.; Hess, J.R. Some chemical compositional changes in miscanthus and white oak sawdust samples during torrefaction. Energies 2012, 5, 3928–3947. [Google Scholar] [CrossRef] [Green Version]
- Bridgeman, T.G.; Jones, J.M.; Shield, I.; Williams, P.T. Torrefaction of reed canary grass, wheat straw and willow to enhance solid fuel qualities and combustion properties. Fuel 2008, 87, 844–856. [Google Scholar] [CrossRef]
- Pahla, G.; Mamvura, T.A.; Ntuli, F.; Muzenda, E. Energy densification of animal waste lignocellulose biomass and raw biomass. S. Afr. J. Chem. Eng. 2017, 24, 168–175. [Google Scholar] [CrossRef]
- Limousy, L.; Jeguirim, M.; Labaki, M. Energy applications of coffee processing by-products. In Handbook of Coffee Processing By-Products: Sustainable Applications; Galanakis, C.M., Ed.; Academic Press: London, UK, 2017; pp. 323–367. [Google Scholar] [CrossRef]
- Bangkha, N.; Saechua, W.; Nuamyakul, T.; Jongyingcharoen, J.S. Effect of torrefaction temperature on energy properties of spent coffee ground. E3S Web Conf. 2020, 187, 03009. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Definition | Value |
|---|---|---|
| Mass of moisture per batch | 1.65 kg | |
| Dry mass per batch | 9.35 kg | |
| Dry-matter loss during torrefaction | 1.65 kg | |
| Heat of vaporization of water | ||
| Specific heat capacity of the biomass | ||
| Specific heat capacity of water | ||
| Heat of reaction for torrefaction | ||
| Temperature difference between ambient and drying temperature | 73 °C | |
| Temperature difference between drying and torrefaction temperature | 200 °C |
| Exp. Run | Temp. (°C) | Time (min) | Mass Loss (%) | Grinding Throughput (kg h−1) | Moisture Content (%) | Volatile Matter (%) | Ash Content (%) | Fixed Carbon (%) | Calorific Value (MJkg−1) | Energy Densification (%) | Energy Yield (%) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 200 | 30 | 15.0 | 8.6 | 3.00 | 62.5 | 2.99 | 31.51 | 23.22 | 9.2 | 92.8 |
| 2 | 200 | 60 | 18.8 | 10.0 | 2.95 | 59.5 | 2.80 | 34.75 | 25.11 | 18.0 | 95.9 |
| 3 | 200 | 90 | 30.2 | 12.0 | 2.75 | 58.5 | 2.60 | 36.15 | 29.26 | 37.6 | 96.0 |
| 4 | 240 | 30 | 20.0 | 12.0 | 2.70 | 57.0 | 2.60 | 37.70 | 24.12 | 13.4 | 90.7 |
| 5 | 240 | 60 | 23.3 | 10.7 | 2.55 | 56.5 | 2.45 | 38.50 | 26.20 | 23.2 | 94.4 |
| 6 | 240 | 90 | 30.1 | 15.0 | 2.56 | 58.0 | 2.30 | 37.14 | 29.76 | 39.9 | 97.8 |
| 7 | 280 | 30 | 30.3 | 16.7 | 2.45 | 58.9 | 3.50 | 35.15 | 30.24 | 42.2 | 99.0 |
| 8 | 280 | 60 | 34.3 | 25.0 | 2.10 | 61.0 | 2.75 | 34.15 | 31.02 | 45.8 | 97.2 |
| 9 | 280 | 90 | 40.0 | 30.0 | 1.90 | 64.5 | 2.45 | 31.15 | 35.20 | 65.5 | 99.2 |
| 10 | - | - | - | 3.3 | 7.76 | 79.6 | 2.54 | 10.10 | 21.27 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Orisaleye, J.I.; Jekayinfa, S.O.; Pecenka, R.; Ogundare, A.A.; Akinseloyin, M.O.; Fadipe, O.L. Investigation of the Effects of Torrefaction Temperature and Residence Time on the Fuel Quality of Corncobs in a Fixed-Bed Reactor. Energies 2022, 15, 5284. https://doi.org/10.3390/en15145284
Orisaleye JI, Jekayinfa SO, Pecenka R, Ogundare AA, Akinseloyin MO, Fadipe OL. Investigation of the Effects of Torrefaction Temperature and Residence Time on the Fuel Quality of Corncobs in a Fixed-Bed Reactor. Energies. 2022; 15(14):5284. https://doi.org/10.3390/en15145284
Chicago/Turabian StyleOrisaleye, Joseph I., Simeon O. Jekayinfa, Ralf Pecenka, Adebayo A. Ogundare, Michael O. Akinseloyin, and Opeyemi L. Fadipe. 2022. "Investigation of the Effects of Torrefaction Temperature and Residence Time on the Fuel Quality of Corncobs in a Fixed-Bed Reactor" Energies 15, no. 14: 5284. https://doi.org/10.3390/en15145284