An FC stack consists of many individual cells that are organized in a way such that there is an electrical contact between the anode and the cathode of one cell to the other. The configuration of these cells ensures that the same current is passed throughout the stack. The desired voltage of application is often determining the number of cells per stack. Different active areas ranging from 300 to 1000 cm
2 have all been experimented with. The active area of the FC is also directly proportional to the power output required. Increasing areas affects the uniformity of flow distribution and makes it hard to achieve throughout the cells. Increasing the number of cells, on the other hand, is limited by the stack clamping force and structural rigidity [
26]. Additionally, the weight as well as the volume of the stack also revolve around the active area and contribute to determining the power density of the stack [
27].
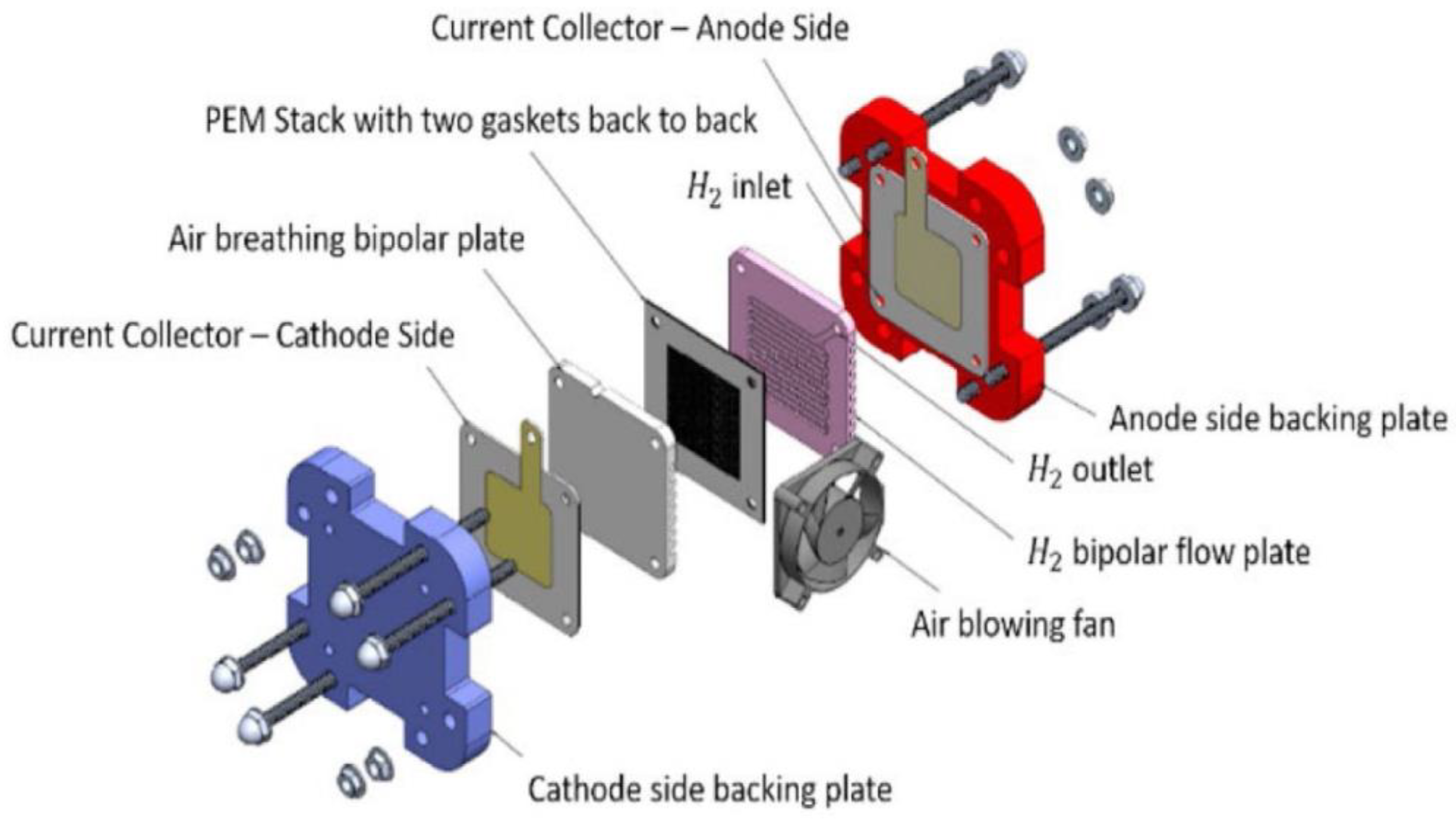
Figure 2 captures the key components of FCs, namely, the membrane electrode assembly (MEA), bipolar plates, gaskets, and end plates.
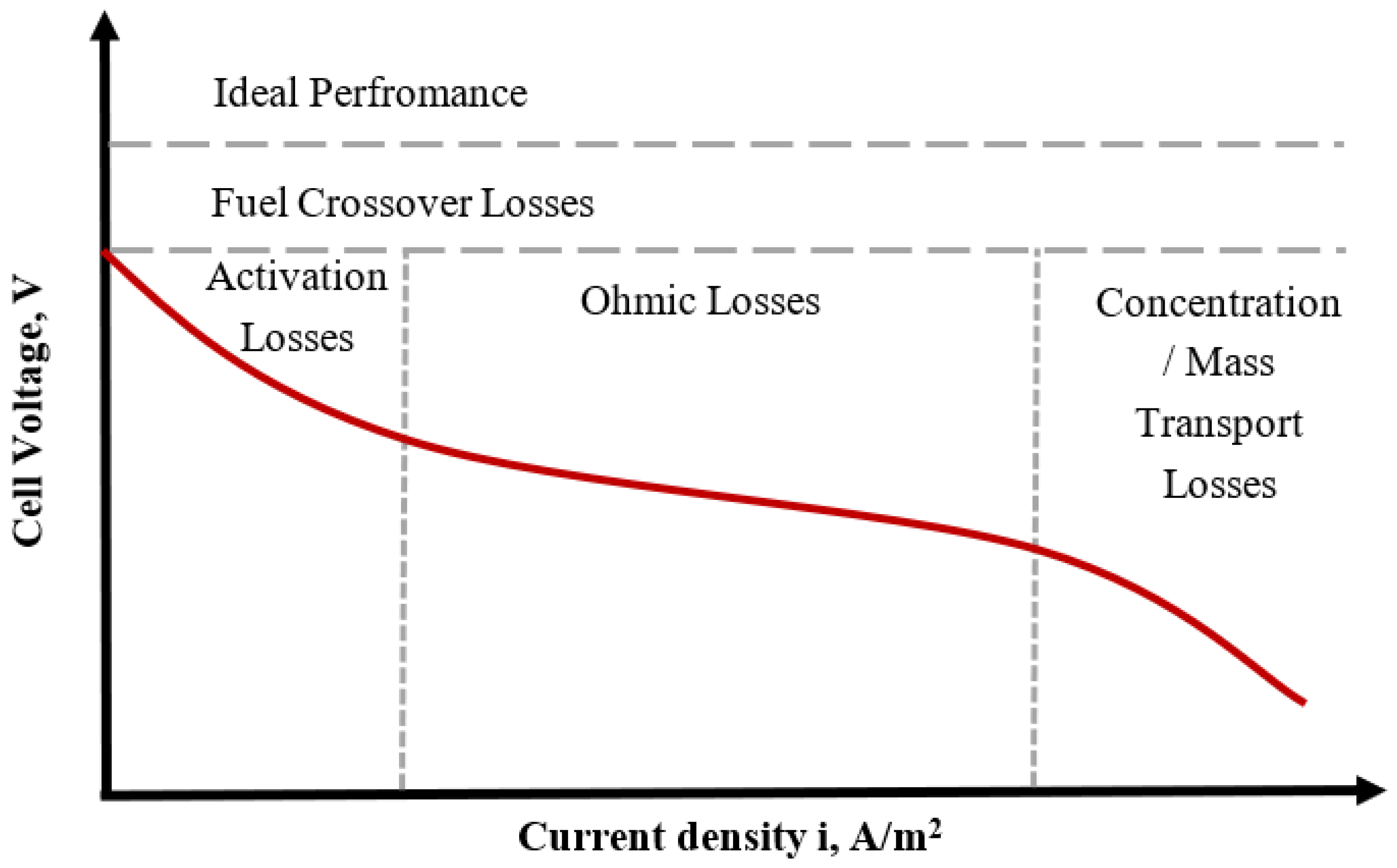
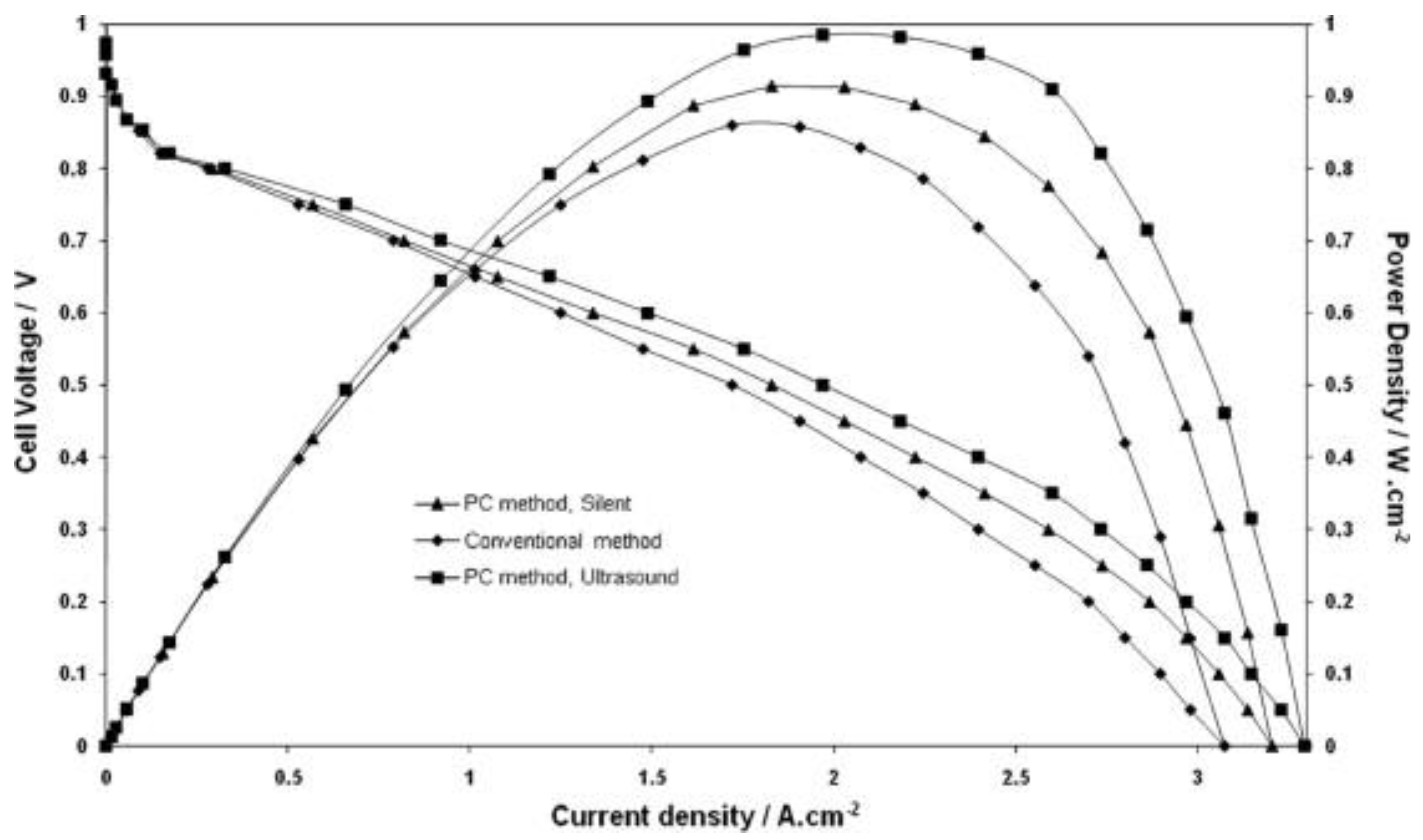
Figure 1.
Polarization curve with the electric losses’ regions encountered with the operation of PEMFC (adapted from [
28] (license no. 5172430728078)).
The commercialization of PEMFCs implies that the cost of the device coupled with the system operating characteristics must be in tandem with existing technologies such as conventional combustion engines. Hydrogen generation is also key in reducing the overall operating cost as well as the efficiency of the entire system. Another cost driver is the balance of plant (BOP) costs to support the stack. The common BOP of a PEMFC includes the inverter, humidification unit, hydrogen storage unit, heat exchanger, air compressors, cooling units, and batteries. Several researchers have conducted studies to estimate the cost of the PEMFC stacks and systems in recent years. The manufacturing costs’ assessment of 5 and 10 kW PEMFC stacks at different production volumes were reported to the United States Department of Energy US DOE [
30]. The analysis used an active area of 200 cm
2 and 400 cm
2 for 6 kW and 12 kW stacks, respectively. The cost summary of individual components’ costs per stack is shown in
Table 1 for production capacities of 1000 and 50,000 units. The table shows that MEA is the dominant cost item with about 67%, dropping to 45% upon increasing the production capacity from 1000 to 50,000, respectively, for both stack capacities, which is almost a 22% drop. The table also shows a drop of about 70% in total cost upon increasing the production capacity from 1000 to 50,000 unit.
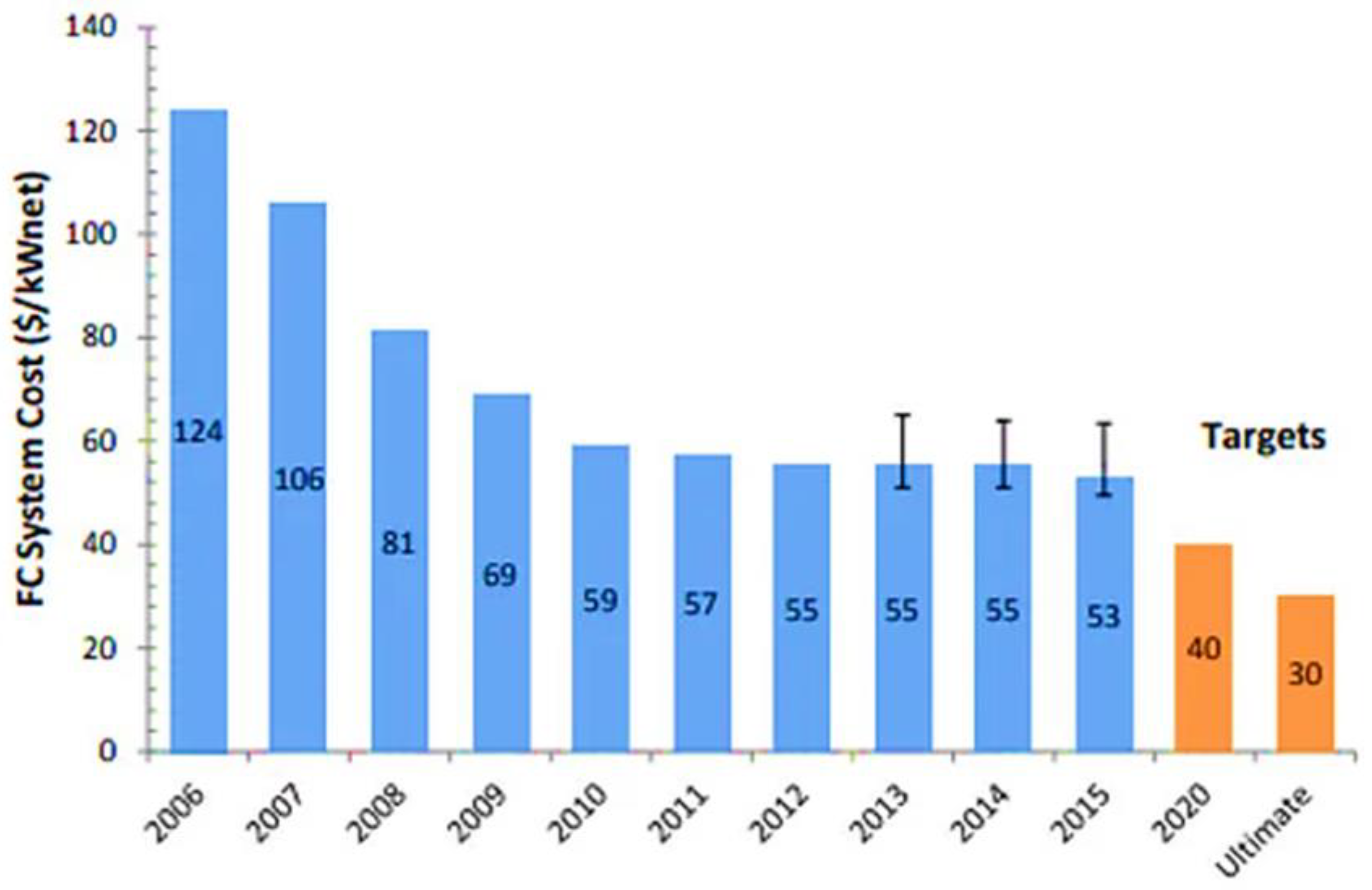
Strategic Analysis, Inc. has prepared an estimation in terms of cost for an 80 kW PEMFC (500,000 units per year) [
31]. In its modeling, it projected the cost of the stack to be 53 USD/kW
net at the maximum manufactured volume and under the system, cost-optimized conditions of 0.659 V/Cell.
Figure 3 illustrates the modeled cost based on a high production volume (500,000 units/year). The main drivers in the cost reduction throughout the last decade are reported to be technology advancement, reduced loading of a catalyst (platinum), and reduced materials’ costs [
32]. Two components are observed to be insensitive to manufacturing volumes: bipolar plates and catalysts. The reason is that these are commodity materials, which are steel and platinum, and the price is expected to rise with demand. However, the other components are dominated by both specialty materials and processing costs and, thus, are more sensitive to volume. Hence, an increase in production causes the cost of the membrane, gasket, and GDL components to decrease, while the cost of the bipolar plate and catalyst components increase [
33]. It is expected that the deployment of alternative and new materials will help further the reduction of PEMFC costs. The cost analysis considered the use of state-of-art technologies, which have been demonstrated largely in the laboratory but not yet proven in the large-scale environment [
31].
2.1. Membrane Electrode Assembly (MEA)
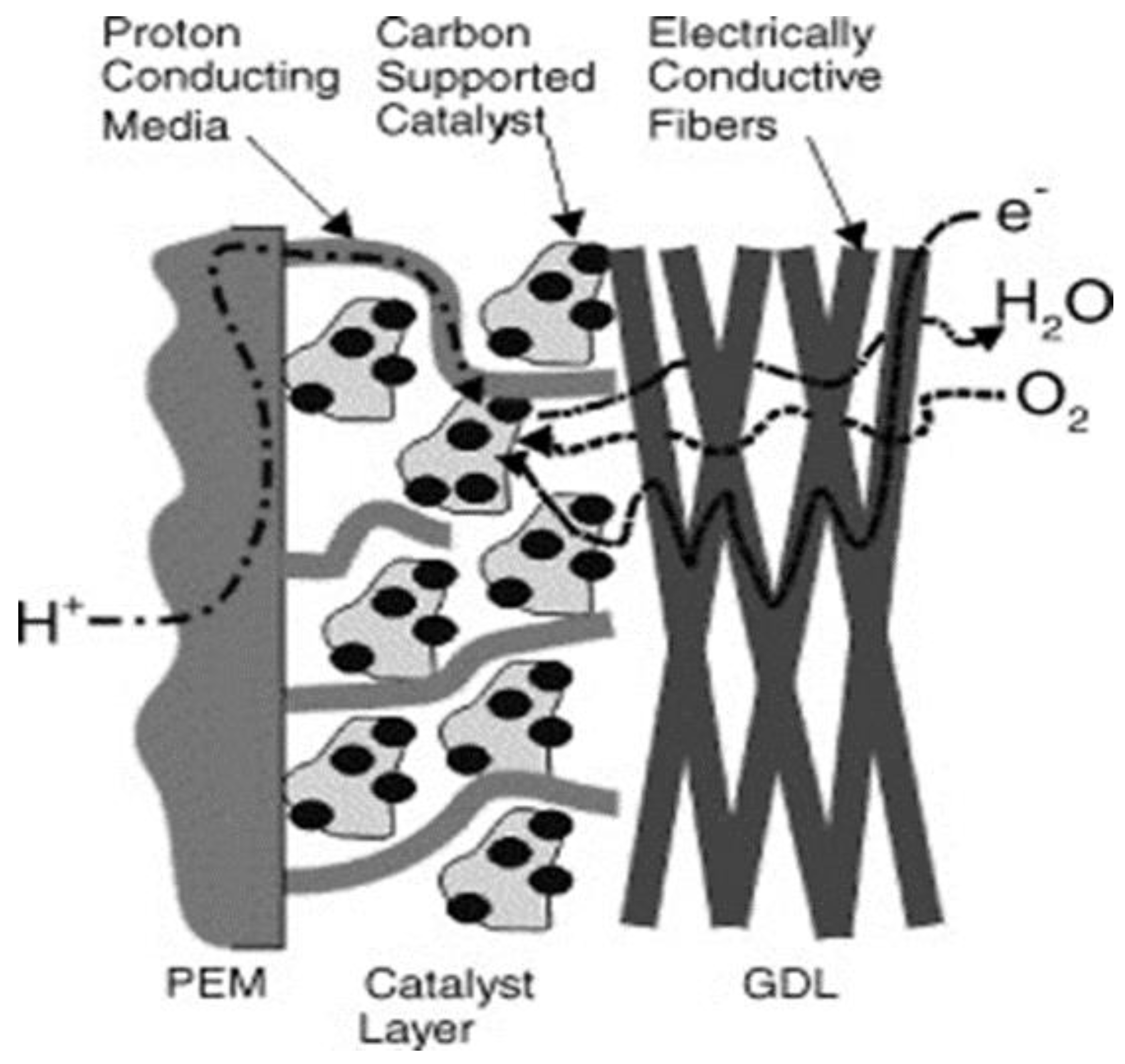
In an FC, the MEA is made up of a polymeric exchange membrane, catalyst layers, and GDL for both the cathode and anode sides, as shown in
Figure 4. The material costs of the MEA rank first among other components in a PEMFC and account for around 70% of the total cost. The proton exchange membrane (PEM) is considered the center of the PEMFC. It serves as the platform for electrochemical reactions to occur. The key characteristics of the PEM include allowing the flow of protons but not electrons. They must also be designed to prevent the fuel and oxygen from mixing. Again, since most FCs are operated under varying conditions, they must be able to sustain these conditions even in unfavorable situations. The PEM must also retain a good amount of water to support the flow of protons as well as reduce membrane resistance. The size of the membrane increases whenever it takes up water; this could equally have a negative effect on the FC performance. FC water management is also key during the designing stage, as FC performance is directly proportional to membrane hydration [
35]. This is usually subject to water uptake of the membrane and the water contents of the reactants, i.e., concentration, rate of formation of product water from the reaction, operating temperature, and electro-osmatic drag coefficient. A major development in the membrane field was achieved in recent years; generally, the novel polymeric membranes can be classified under five different categories, as follows [
36]:
Perfluorinated membranes, such as perfluorosulfonic acid;
Partially fluorinated, such as styrene grafted and sulfonated poly(vinylidene fluoride);
Non-fluorinated, such as the incorporation of a sulfonic acid group into aromatic polymers, e.g., sulfonated polybenzimidazole, polyimides, and polyphenylene;
A non-fluorinated composite, such as acid-doped poly benzimidazoles;
A perfluorinated composite, such as compositing PTEE with Nafion material.
Figure 4.
Schematic diagram of membrane electrode assembly [
37] (open access).
Figure 4.
Schematic diagram of membrane electrode assembly [
37] (open access).
Nafion is presently the predominantly used PEM. It is a perfluorosulfonic acid (PFSA) material. DuPont was the first manufacturer of this type of membrane, in the 1960s, while optimizing a Teflon-based material, which led to the discovery of Nafion [
38]. The sulfonic acid group SO
3H in Nafion allows the transport of protons when exposed to water as it changes to the hydrolyzed form SO
3−-H
3O
+, thus increasing the protonic conductivity across the material. The material is prepared through the copolymerization of a perfluoro (alkyl vinyl ether) with sulfonyl acid fluoride and tetrafluoroethylene (TFE). The product is a polymer that can be extruded into films that undergo treatment with hot aqueous NaOH. Upon treatment, it produces sulfonate groups (-SO
3Na) being converted from sulfonyl fluoride groups (-SO
2F). This is in salt form, which then converted to acid (sulfonic acid -SO
3H). To cast Nafion to a thin film, this could be done by subjecting it to alcohol and heating up to 250 °C in an autoclave [
39]. A major obstacle when considering the commercialization of Nafion is the high material and production costs [
40]. The current cost of this material is 800 USD/m
2 [
41]. Commercial Nafion membranes are available at different thicknesses, such as 25, 50, and 183, μm as shown in
Table 2 for some versions. The thinner versions of the materials are ideal for PEMFCs to decrease ohmic resistance, whereas the thicker ones are ideal for direct methanol FCs’ (DMFCs) applications to minimize methanol crossovers [
42,
43,
44].
Due to the high demand for an enhanced stability and performance Nafion membrane, modifying the thickness and weight as well as processing approaches is a key area of continuing exploration [
46,
47,
48]. Furthermore, improving the PFSA mechanical characteristics is carried out by reinforcing it with polytetrafluorethylene (e-PTFE). This approach supports the utilization of ionomers with weaker mechanical characteristics. The reinforced membranes have proven to have higher strength and durability compared to non-reinforced membranes. In a study, the preparation of a Nafion membrane was done using Nafion solutions and a support material such as porous PTFE membranes. The membranes were produced by inserting the porous PTFE membrane in the Nafion solution. The membranes produced on testing were discovered to be highly stable both thermally and mechanically at a lower cost [
49,
50].
Several researchers have made attempts to modify the surface of the Nafion membrane to improve its performance. Plasma etching of Nafion has been shown to increase the surface roughness and decrease permeation, hence enhancing the PEMFC performance. One study showed an increase in performance of 8% in the open-circuit voltage, and current voltage was achieved after the modification of Nafion-212 by plasma etching [
51]. Compositing Nafion with different inorganic materials was also investigated [
52,
53]. The work concluded that the composite membrane turned to exhibit higher ionic conductivities than pure Nafion membranes. Nafion and silica sulfuric acid were used to prepare composite membrane and, on testing, were judged best in terms of conductivity compared to bare Nafion membranes [
54]. In another study, by Zanchet et al. [
55], composite membranes were made when zeolite fillers were embedded in Nafion. As a result of the zeolite presence, differences were noticed in conductivity, selectivity, and methanol permeability compared with pure Nafion.
2.2. Catalyst
The catalyst layer, as shown in
Figure 5, is the small region between the membrane and the substrate that is conductive in nature (e.g., carbon paper) and serves as a platform for a chemical reaction to occur [
56]. Platinum or platinum alloys are the most efficient and commonly used catalysts developed at both research and commercial scale. The porosity of the catalyst support material must be high to support the flow of the reactants to the reactive site [
57,
58].
The oxygen reduction reaction (ORR) that occurs at the cathode is usually slow and represents one of the major voltage losses because of high reduction over-potential [
60,
61]. Over-potential for hydrogen oxidation reaction (HOR) is lower at the anode. Electrochemical impedance spectroscopy (EIS) is used as an effective tool to determine the performance of a fuel cell [
20]. For many practical applications, hydrogen feed may contain traces of carbon monoxide (CO), more specifically, when produced through reforming methods, which can adversely affect the performance of the PEMFC by blocking the catalytically active sites, which then decreases the reactivity and poisons the catalyst. One of the technical challenges, as reported by Wee et al., includes developing a catalyst capable of tolerating up to 50 ppm CO [
62].
Table 3 shows a typical catalytic material for a PEMFC.
One of the effective ways of reducing the catalyst cost, and specifically for ORR, is to enhance the catalyst performance by deploying alloy catalysts such as PtCo, PtNi, etc. [
77,
78]. Results have shown that a Pt alloy with third transition metals improves the kinetic activity due to various factors such as the suppression of Pt oxide formation [
79] and a reduced Pt-Pt neighboring distance [
80]. Another approach is to use a hybrid cathode catalyst (HCC), which contains an electrochemically active nitrogen-doped carbon support with Pt catalyst. The HCC is considered to be a promising catalyst for ORR with high catalytic activity, as reported by Gong et al. [
81]. The nitrogen-doped carbon is also an inexpensive alternative material and has been vastly investigated in recent years. Various types of nitrogen-doped carbon have been explored for their ORR activity [
82,
83,
84]. Additionally, the nitrogen-doped carbon with PtRu showed higher catalytic activity and higher CO tolerance as compared to Pt-only catalysts [
85]. Kim et al. described a direct synthesis process of a nitrogen-doped carbon aerogel (NCA) [
86]. In their work, they showed that the proposed synthesis process offers better electrochemical performance with a higher catalytic active area and activity compared to Pt/C aerogel, which is synthesized by the conventional reduction method. The subject of research currently being conducted in the context of a catalyst layer for a PEMFC is mainly concentrated in the following two areas:
- -
The reduction of catalyst cost per kW, e.g., the economic use of the catalyst content, increasing catalyst durability, finding alternative catalyst materials, etc.
- -
A tolerance to carbon monoxide and sulfur species present in hydrogen feed as impurities [
87].
Due to limitations with platinum resources, higher cost, and sensitivity to poison compounds, tremendous efforts were made for developing and enhancing the stability and activity of non-platinum catalysts due to their potential lower cost [
88]. Non-Pt PEMFC catalysts include transition metal oxides such as Fe, Co, Ni, and Mn oxides [
89], as well as Cr- and Ru-based catalysts [
90]. Even though extensive work has been performed in this field, only a few catalysts have been shown to be a promising replacement for platinum in PEMFCs. Improving the performance of other inexpensive/abundant catalysts is dependent upon the loading. Increasing loading is more likely to upset the triple-phase boundaries that will cause active catalyst sites to reduce. An approach that is often used to develop non-Pt catalysts is the application of transition metal nitrides and carbides [
91]. These materials were proven to have higher CO tolerance as compared to Pt catalysts. Additionally, tungsten-based materials exhibited similar catalytic properties as Pt-based metals. A non-platinum catalyst application in FCs was critically reviewed by Zhang et al. [
92].
2.3. Gas Diffusion Layer
The gas diffusion layer (GDL) is a porous layer that provides an even distribution of the reactants on the surface of the MEA and is typically made of carbon cloth or paper, typically 0.17–0.4 mm in thickness [
93,
94]. Carbon paper (CP) is typically too rigid and fragile to be wound on typical rolls and, thus, is not suited for high production volumes, whereas carbon cloth (CC) is naturally more flexible and can endure high-pressure loads [
95].
Moreira et al. investigated the effect of GDL media on cell efficiency using both CC and CP following a detailed methodology in the production of the GDL [
96]. A conclusion was, therefore, deduced, citing CC as being properly positioned as a GDL compared to CP due to its characteristics. GDL mechanical characteristics have also been reported with more emphasis directed towards the effect of the clamping pressure on cell efficiency [
97,
98]. The research work concluded that the uniformity of the reactants revolves around the intrusion through GDL, which eventually reduces FC performance and durability. Increasing the clamping pressure limits the mass transport of reactants. The GDL plays an essential role in avoiding water flooding in the membrane layer from electrochemical reactions [
99,
100]. Enhancing these characteristics implies more optimization of the GDL; this was executed by coating the GDL with another layer that is porous in nature, i.e., a micro porous layer (MPL) (e.g., fluorinated ethylene propylene or PTFE) [
101]. Several studies concluded that the employment of an MPL lowers water saturation and improves the transport of water molecules formed in the adjacent catalyst layer [
102]. In addition to water removal, the MPL has proven to minimize electrical resistance of the catalyst layer and serve as a barrier to stop particles at the catalyst from penetrating through the GDL, thus leading to increased catalyst utilization [
58]. Furthermore, some authors have investigated the materials, designs, and characterization methods for GDLs in PEMFCs [
103]. The impact of varying carbon powders as an MPL on cell efficiency has been investigated, and acetylene black was proven to perform better, providing the highest cell performance. Wang et al. suggested a new MPL, developed using composite carbon powder that is placed on both sides of the GDL [
104]. The results showed that this concept is capable of delivering good transport of reactants and liquid water.
It is noted that, in the literature, GDL reports in terms of numbers are lower in comparison to other PEMFC components. This indicates that the currently employed GDL is not perceived as a critical component responsible for losses in the cell. However, it is expected that the GDL will receive more attention as focus moves towards the cold start and stability of the GDL to withstand dealing with liquid water under various conditions. Cost considerations could also be another area of research, as this component is the cost driver in MEA manufacturing and represents a substantial cost item of the overall MEA cost at 50,000-unit production volume [
105]. The main functions of the GDL, besides allowing reactants to reach active catalyst sites, can be summarized as follows [
105]:
Product permeability: It serves as an exit point for the elimination of by-products from the cell.
Electronic conductivity: It allows the flow of electrons.
Heat conductivity: This allows heat dissipation to other components in the cell.
Mechanical strength: This supports the MEA mechanically, especially when a pressure drop of reactants fluctuates between the anode and cathode flow fields’ channels, hence maintaining sufficient contact force to avoid intrusion into the channels.
2.4. Bipolar Plates
Bipolar plates (BPs) only exist in multi-cell configurations, i.e., PEMFCs with more than two cells, and are located between successive MEAs. They, therefore, serve as a current collector in many other electrochemical applications. BPs also incorporate the flow field channels of the reactants in their surface on both sides. Furthermore, BPs represent a major part of the total weight of the PEMFC stack, with about 80%, and, hence, play a role in affecting the stack power density [
106]. Most authors have reported that BPs should exhibit certain characteristics to improve the performance of the FC [
107,
108]. These include:
Allowing the easy flow of electrons.
Being impermeable to gases: to prevent leakage of reactants and, thus, increasing the utilization level.
Providing adequate strength: to prevent the cracking and crushing of plates at a high compressive force.
Being thermally conductive: by housing drilled internal cooling channels for the heat exchange fluid to flow and, thus, allowing the generated heat to be removed from the system.
Having corrosion resistance: due to the acidic condition of the MEA, the BPs are more likely to be corroded easily and, hence, must be able to sustain these conditions.
The US DOE has set specific targets for the properties of BPs for the wide commercialization of FCs; this includes flexural strength of <25 MPa, area-specific resistance of <30 mΩ/cm
2 at 1.38 MPa, and permeability of <2 × 10
−6 cm
3/s.cm
2 [
109].
The last decades have seen several research activities conducted in FCs driven by the improvements of the flow plate design; this is often linked to the type of material used during the manufacturing process. The different materials suitable for BPs in FC applications are as follows.
2.4.1. Graphite Material
Pure graphite has traditionally been selected as a candidate material for BPs because it is stable even under varying chemical conditions. Additionally, the conductivity of this material is high (144 S/cm) compared to the others, hence making it suitable as BPs [
108]. The limitation in the application of graphite as bipolar plate material has to do with the difficulty in working with it due to its crumbling microstructure and uneven geometry [
110]. Moreover, graphite plates have to be coated to be impermeable to reactants as the material is porous and brittle in nature.
2.4.2. Metallic Bipolar Plates
Metals have better machining characteristics and improved electrical conductivity, unlike graphite. One of the most explored metallic materials for BPs is stainless steel [
111,
112]. It is relatively cheap and easy to shape. The ability to use this material in thin sheets (around 0.5 mm) makes it attractive for applications that require a low volume FC stack. Stainless steel under harsh chemical conditions is not stable, hence forming chromium oxides on its surface as a passive film. This film prevents electrical conductivity to and from the MEA, causing polarization losses and, hence, reducing PEMFC performance [
113]. Corrosion issues in stainless steel also pose a threat for it to be used as a BP because corrosion causes the dissolution of stainless steel components, which leads to poisoning the catalyst and membrane. A convenient approach to prevent the corrosion of BPs is the application of the surface coating process. Deploying a thin surface metallic coating decreases resistance and reduces the contamination of the membrane; however, this process is often costly [
114]. Some researchers have shown that contact resistance decreases as nickel or chromium content in stainless steel increases [
115,
116]. Therefore, an optimized version of stainless steel BPs can be achieved by changing the chemical composition of the alloy. From a production aspect, flow field geometries are influenced by the chosen process method as well as the operating requirements such as gas distribution and pressure drop. Because flow field channels require precise structures in the millimeter range and high aspect ratios (height/width), the existing forming methods such as stamping and hydroforming of coated steel possess a challenge to meet these requirements.
Another BP material choice is aluminum. This material has gained attention because it is lightweight and cheap in comparison to most metals. However, aluminum is more liable to corrosion attack than is stainless steel. The application of gold coating to aluminum can reduce the degree of corrosion. Nevertheless, due to the large gap between the thermal expansions, the coefficient of gold and aluminum micro-cracks in the coat is more likely to form with time [
117]. Woodman et al. worked to lessen such micro-cracks and showed encouraging results [
118]. They deposited a coating layer with an intermediate thermal expansion value between gold and aluminum, and the micro-cracks were remarkably reduced. Metals have higher corrosion rates, of about 250 and <100 μm/year for aluminum and stainless steel, respectively, while gold has a value of <15 μm/year, which is comparable to that of graphite [
118].
2.4.3. Carbon Polymer Composite Material
Composite materials, such as graphite with polymer binders, are more suitable for matching the desired properties set by the DOE. Additionally, the fabrication of the flow and cooling channels using these materials is less complicated with current manufacturing technologies. These composite materials are made of polymers that serve as binders and a high loading of conductive filler carbon compounds that improves the conductivity and corrosion resistance. The polymers can either be thermoplastics, such as polyethylene and polyphenylene sulfide, or thermosets, such as phenolic resins and vinylester. The application of thermoplastic and thermoset resins is the future of composite BPs [
119,
120]. A major challenge in carbon composite BPs has to do with decreasing their resistance due to the resins. This is often achieved by treating the surface with plasma treatment, microwave carbon surface modification, and graphite coating. Lim showed how contact resistance of composite materials is improved via the use of different treatments [
121].
2.4.4. Foam-Based Bipolar Plate
An encouraging alternative to channel-based BPs is the use of open-pore metal foam to distribute reactants and remove water. Investigations on foams made of stainless steel, nickel, and nickel-chromium were recently conducted [
122]. The shape, size, and pore distribution of the foam have to be specifically tailored for each application depending on the dynamics of that system. The published performance data showed improved initial results of the PEMFC in comparison to conventional flow field channels’ design. However, with materials such as nickel, membrane contamination by metal ions was detected.
In an experiment by Tseng et al. [
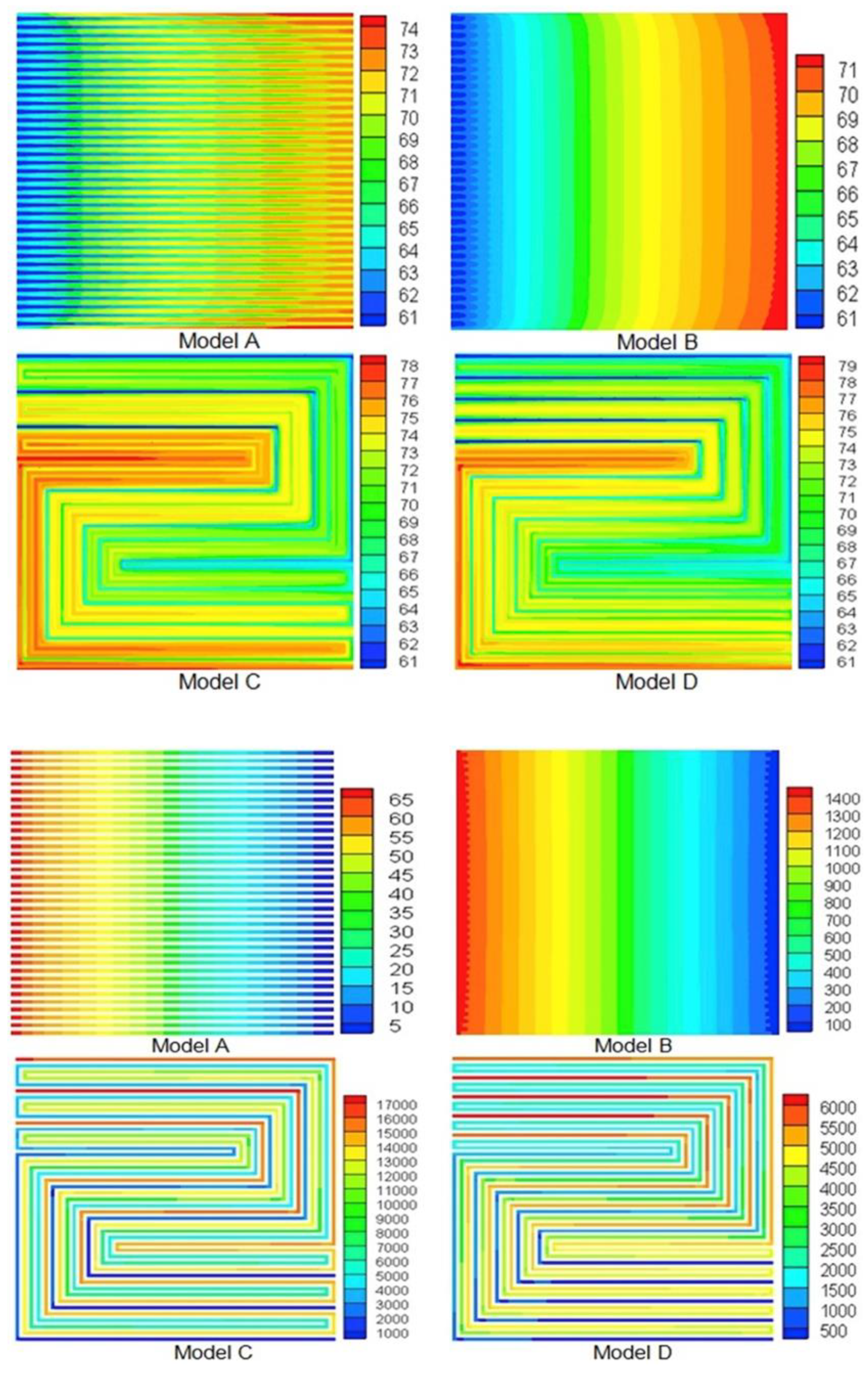
122], although it is clear that there are still several problems to be solved for flow channel plates to be displaced, important unique characteristics of foam BPs were shown, which made it a likely solution in the future. An analysis of how the effects of hydrophobic treatment, porosity, cell temperature, humidification, electrical conductivity, and air stoichiometry was performed. A comparative study between a hollow BP and metal foam BP was also carried out. It was shown that, because the porosity of the foam was high, it played down the challenges associated with mass transport, which is very common when a flow channel plate is used as a flow distributor. Metal foam is very useful to distribute a coolant fluid in the PEMFC. An investigation carried out by Afshari et al. utilized four flow field designs to ascertain their performance at varying conditions [
123]. A 3D model was used for the simulation of the flow of fluid and heat transfer. Model B, which was the metal foam, was the overall best, based on the numerical figure and the computational fluid dynamics (CFD) result with regard to pressure drop and surface temperature distribution, as shown in
Figure 6.
Another work by Afshari et al. compared metal foam with partially restricted cathode flow channels [
80]. It was shown that the metal foam showed increased oxygen concentration, improved current density, and improved uniform distribution compared to the partially restricted cathode flow channels, which confirmed other results in the literature [
122,
123]. In another study, by Tseng et al. [
124], metal foam was applied to high-temperature (HT) PEMFC. Comparing metal foam with a conventional graphite serpentine flow, the investigation into the effects of stoichiometry, operating temperature, and humidification was performed using AC impedance for analysis. Metal foam showed increased current density up to 20% more than the conventional graphite serpentine flow plate along with increased operating temperature and stoichiometry and overall improvement in the FC performance. Open-pore cellular foam proved to be better at reducing the possibility of flooding and distributing hydrogen through the catalyst layer than a serpentine flow plate for an air-breathing PEMFC (AB-PEMFC) [
125]. Water management is a major challenge for various FCs, and this could be a breakthrough. Metal foam BPs is smaller and more attractive [
78,
83]. This assertion by these authors might be due to it having less weight and reduced complexity in design [
125]. Being smaller will save space and improve its durability, making it easier to adopt the technology.
Foam BPs can be made using different types of materials. It was made initially using different types of metals [
126,
127,
128]; however, the development of novel materials is causing a paradigm shift. Work on using porous carbon foam for flow distribution in PEMFCs was carried out by Kim and Cunningham [
129]. Although metal foam has a lot of advantages when used, it also has a lot of challenges. Its problem associated with corrosion is huge due to its large metal surface [
122]. Work by Baroutaji et al. [
125] comparing uncoated open-pore cellular foam (OPCF) with PTFE-coated OPCF showed better performance from the coated BPs. This showed that coating can be used as a temporary solution while research continues to explore ways to solve the already identified problem [
88]. Different materials are being used for coating, such as graphene in work by Ting et al. [
130]. An investigation into the characteristic analysis of PEMFC with metal foam was reported by Afshari and Houreh [
131]. A three-dimensional model comparison for varying flow plate geometry was also reported [
132], and an analysis of a representative model and flow characteristics considering the application of foam in PEMFCs was carried out by Carton and Olabi [
133].
2.5. End Plate
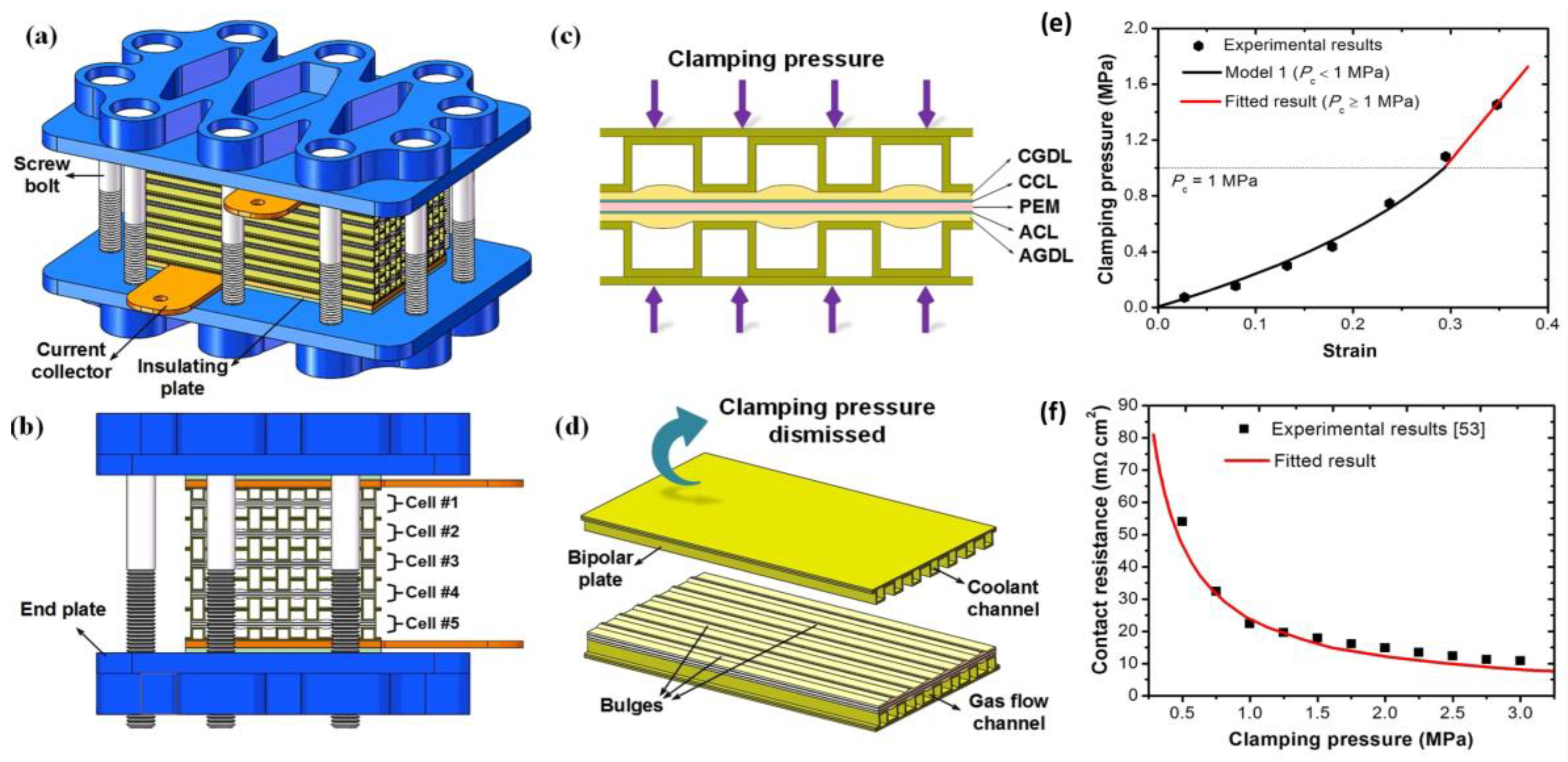
End plates are a key component of the FC and also determine the overall efficiency of the cell. Their key role is to support the FC via the supply of contact pressure evenly on the cell. Other roles include serving as the platform for the flow of reactant gases and also preventing the gases from escaping out of the cell. The bolts and nuts are also attached to the end plate. The inlet and outlet channels are also designed to be positioned on the end plate. When the end plates are assembled together in the stack, a specific torque on the bolts has to be applied. The torque needed depends on various elements such as the material characteristics of the components, the number of cells in the stack, and the number of bolts used. The aim of having a sufficient load of bolts, as shown in
Figure 7, between end plates is to achieve constant pressure distribution throughout the assembled cells in the stack. The required torque for each bolt can be found by
, where the clamping force is denoted as
Fclamp,
Kb is the friction coefficient,
Db is the bolt nominal diameter, and
Nb is the number of bolts [
125].
Furthermore, it was found that uneven distribution of pressure over the MEA leads to uneven current density [
135,
136], whereas high clamping pressure results in an increase in the contact region, hence decreasing contact resistance. However, excessive clamping pressure will cause the GDL to become overly compressed, hence affecting the GDL’s porosity, which limits the mass transfer of reactants to reactive sites [
137,
138]. Several items of literature investigated the impact of the clamping force on FC operational conditions, such as ohmic resistance [
139,
140] as well as interfacial contact resistance [
141,
142]. Patermarakis and Papandreadis [
143] reported that up to 59% of the power in PEMFCs could be lost because of contact resistance between GDLs and BPs. Lai et al. [
144] simulated a 2D model of the GDL and BP. Their investigation concluded that contact resistance reduces rapidly as clamping pressure increases. Alizadeh et al. [
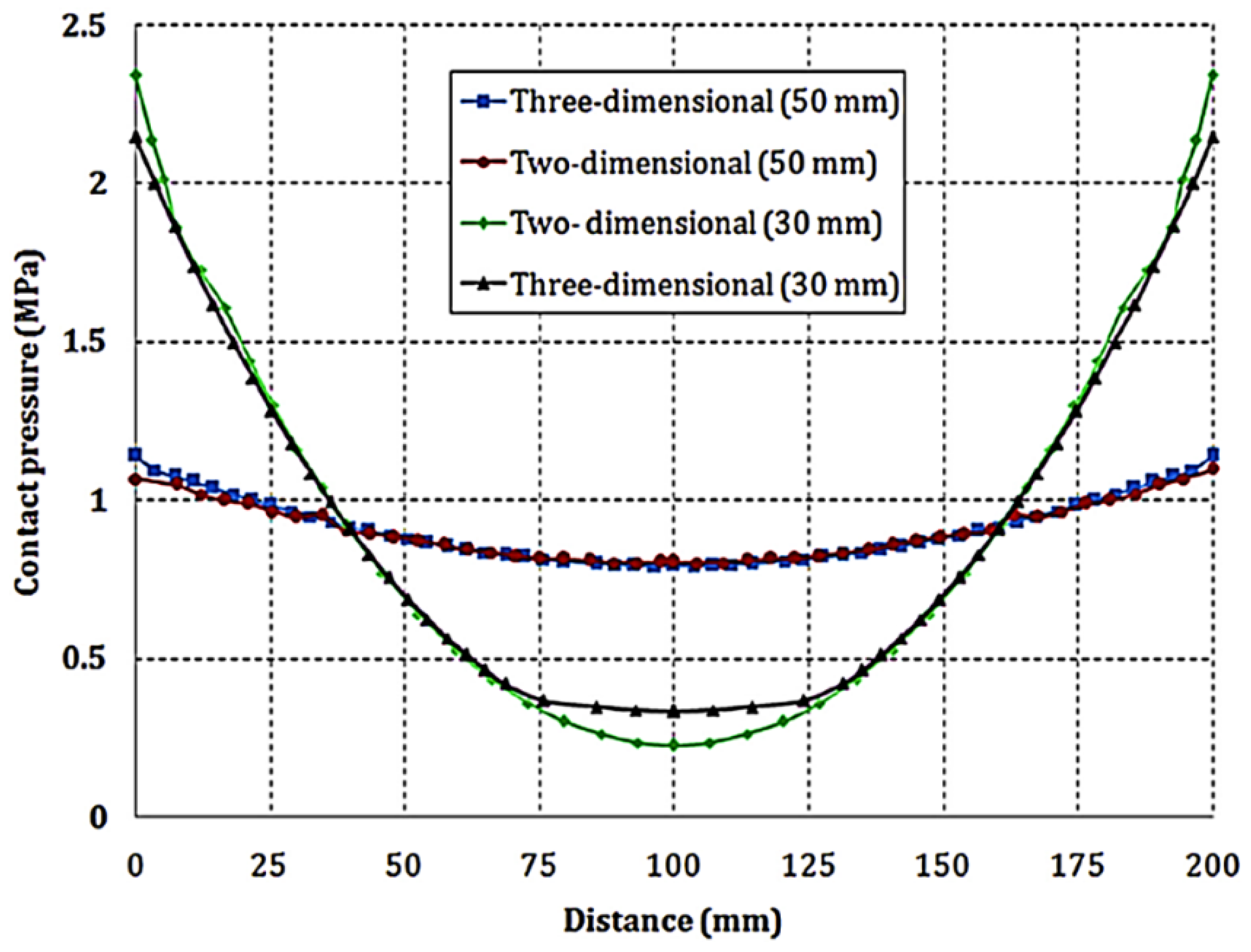
145] conducted a 2D finite element simulation based on an experimental study and compared the effect of using aluminum and stainless steel as end plate materials at two fixed thicknesses. In addition, they explored the effect of contact pressure distribution, as depicted in
Figure 8.
In addition, Karvonen [
146] studied the effect of different end plates structures on the pressure distribution and found that more uniform pressure distribution is achieved if ribbed-plate structures were used instead of conventional flat plates. In their work, they ran a finite element analysis and verified the results experimentally using pressure-sensitive film. Their results showed that the 7 cm aluminum material ribs with optimized bolt loads were proven to give the best results in terms of the pressure distribution across the MEA to the GDL area with reduced weight.
Figure 9 shows the diagonal pressure values of the different structures used in the study with the optimized load values of the bolts.
One of the major sources of uneven pressure distribution is a result of the end plates deflecting along the edges, which causes less clamping force in the middle region [
146,
147], as shown in
Figure 10. Several researchers have proposed different designs to prevent this. Yu et al. [
148] also suggested the use of a composite end plate, but with a pre-curved compliant pressure distributor material (PD). The PD that was used in their work was also made up of silicon. In their investigation, they concluded that the design method used is good to be used for advanced PEMFC end plates, not only for more uniform pressure distribution in the middle region but also for good thermal insulation performance.
The materials that are commonly used as end plates are steel alloys and aluminum. The rigidity and the strength of these metals coupled with their lower cost compared to alternative metals make them a great choice for end plate materials. From the literature, it is reported that the ideal end plate material should possess the following characteristics [
146,
148,
149]:
Low-density material, to make the stack lighter and, hence, achieve high power density (W/Kg).
High rigidity to ensure the end plates do not bend when a high tightening force is applied.
Good chemical and electrochemical stability.
Electrically insulating to resist the flow of electrons to ensure safety and that the electrical power is not transmitted through the material, especially at high output power (50 cells or more).
Thermally insulating to keep the heat produced within the FC and also to prevent heat dissipation at the start.
The materials used for end plates can be classified into two types, non-metals and metals. Plastics tend to be used as end plates in miniature and small stacks as the thermal stability is not satisfactory. Metals exhibit higher mechanical strength and are more thermostable. However, the corrosion resistance and electrical insulation of metals are not adequate for PEMFC applications; the surface of metal end plates is often treated to achieve the desired properties. For instance, anodization technology is used as a treatment for aluminum end plates to provide better corrosion resistance and insulation [
150]. Recently, there have been a few attempts to replace conventional metal end plates with carbon composite materials to reduce the weight as well as improve the thermal resistance, which is critical in enhancing the cold start characteristics of the PEMFC [
151,
152]. The merits of using carbon composite materials include high compression and tensile strength.
2.6. Gaskets
Gaskets are needed in the PEMFC system to ensure that all reactants are only flowing within their respective regions. A failure in selecting the appropriate gasket material for the application will result in the leakage or mixing of reactants. Furthermore, the durability of the gasket material is an important element to be considered, as gaskets are exposed to dynamic changes during operation such as temperature and the acidic environment of reactants. Gaskets are also subjected to compressive stress between BPs; thus, selecting the appropriate material and the right design is vital to avoid mechanical overload [
153,
154].
Gaskets in the PEMFC application are commonly made of cured elastomer polymers for sealing purposes as they offer distinctive advantages. These advantages include high chemical resistance, enhanced stress relaxation, and good flexibility, which make them more attractive. This class of polymer is also known to be viscoelastic, meaning that it will return to the original shape after deformation due to compression or stretching. Elastomer is an amorphous polymer made up of oxygen, carbon, and silicon with excellent properties such as large strain, permeability, and insulation [
153,
155]. Practically, elastomers are used as a base component with other materials to make a compound, such as a crosslinking system and filler. This improves the characteristics of the elastomers such as high tear energy, low compression set, and high tensile strength. Curing is often used to form the crosslinks between the polymer chains [
156].
Different additives, e.g., fillers such as silica and carbon black, are also mixed with elastomers to obtain a suitable material strength and durability. Furthermore, anti-degradants are used to improve its aging resistance [
157]. There have been some attempts to reduce manufacturing costs and assembly time by integrating gaskets to BPs or eliminating them. For instance, Lee et al. manufactured a carbon/silicone elastomer composite flow plate [
158], while Lim et al. developed a gasketless BP [
159].
The most commonly used materials for gaskets in the PEMFC applications include silicone rubber, ethylene-propylene-diene monomer (EPDM), fluorinated elastomers, poly-acrylate, butyl rubber, and hydrocarbon-based elastomers. Choosing a suitable material is subject to the temperature and media of the environment that the PEMFC will operate in. Yuan et al. [
160] investigated the aging of silicon rubber under alternative and direct current voltages. Tan et al. [
161] investigated the deterioration of different gasket materials in PEMFC, which was found to start with surface roughness and develop cracks with time. Additionally, Lin et al. [
162] examined the life span of five elastomers in an aggressively accelerated PEMFC environment independent of physical durability and the cost of the materials used. They found that the fluorosilicone rubber (FSR) was the most stable material. Moreover, Frich [
163] investigated the advantages of silicone elastomers as gaskets in PEMFC over other materials. Some of the common materials used as gaskets for PEMFC are summarized below.
2.6.1. Silicon Rubber
Silicon rubber is commonly employed in low-temperature PEMFCs. Its distinctive characteristics offer good thermal and weather stability, oxidation resistance, low gas permeability, and low-temperature flexibility [
164]. Silicon rubber has different classes, depending upon the organic group that is connected to the silicone atom. This material has been widely used for PEMFC applications, mainly due to its softness, widespread availability, and simple processability rather than its material characteristics. However, this material is relatively expensive compared to alternative seal materials and also exhibits poor chemical resistance to acidic environments that typically exist in PEMFC. Thus, it is seen to be more applicable for short-term PEMFC applications, such as portable devices. Additionally, it has been noticed that silicone-containing species break down and chemically contaminate the membrane with time, causing mass loss and, thus, a possibility of reactants’ and coolant leakage [
165,
166].
2.6.2. Ethylene-Propylene-Diene Monomer (EPDM)
EPDM is by far the most used elastomer among synthetic rubbers and is becoming more popular to be used for various applications and especially for gaskets and seals. EPDM offers excellent heat and weather resistance due to the existing saturated polymer backbone. It is also available in various ranges of molecular weight, which also makes it attractive as a polymer for diverse markets. Additionally, EPDM polymers are non-polar and, hence, have good resistance to water and aqueous solutions along with low crystallinity and, hence, can accept high loading of fillers to obtain adequate mechanical properties [
167]. EPDM generally has good durability in the long run in addition to being acid resistant [
168,
169]. An EPDM rubber polymer contains ethylene, propylene, and a diene monomer that gives a site of unsaturation for crosslinking. The composition of ethylene to propylene contributes significantly to the determination of the resultant characteristics of the rubber and is usually 2:3 ethylene to propylene.
2.6.3. Fluroelastomers
Fluoroelastomers (FKM) are special-purpose, fluorocarbon-based synthetic rubbers and are prepared from fluorinated monomers. Initially, these polymers were developed from vinylidene fluoride (VF2) and chlorotrifluoroethylene (CTFE), and, recently, tetrafluoroethylene (TFE), to enhance the fluorine level, for improving the overall chemical resistance [
170]. FKM withstands most lubricants and fuels; its strength and chemical resistance are better than the other elastomers and can withstand elevated temperatures (<300 °C) [
171]. In addition, FKM offers excellent resistance to ozone, oxidation, and weathering [
172]. However, FKM is more costly as compared to other elastomers and is often used in applications where high performance is essential [
173,
174]. Under the characteristics of the PEMFC environment, this elastomer is expected to operate well even when conditions are unfavorable. However, from a manufacturing point of view, this material is not the primary choice; this is because of its poor melt processibility (e.g., injection molding) and also its low thermal resistance [
169].
The durability of the sealing material needs to be predicted before large-scale production to make sure it will last for the desired lifetime. Accelerated methods of testing are, therefore, adopted to monitor the performance of such gaskets under dynamic conditions so that they can accurately be predicted. Materials’ properties can be obtained through standard test methods such as trouser tear and uniaxial tension. These tests typically follow the ASTM standards’ outlined procedure. For tensile and tear tests of the materials’ properties, ASTM D412 and ASTM D624 standards are followed, respectively. Moreover, when gasket elastomers are compressed between the BPs, they produce a restoring force, which depends on the compressive strain, aging with time, exposure to high temperature, and chemical environment. When this stress is then released, the seal will take some time to restore to its initial shape and may show permanent distortion [
175]. This behavior of the seal is known as the ‘compression set’ and is of great importance in the PEMFC applications [
176,
177]. Thus, to study the long-term mechanical behavior, compression stress relaxation tests are often conducted to measure the restoring force. Several methods have been established to determine stress relaxation when a load is applied; the advantages and disadvantages of using continuous versus intermittent test approaches have been studied [
178,
179]. Furthermore, to predict the lifetime of the sealing material, accelerated aging methods (AEM) are also employed. Such methods involve increasing the reaction but not changing the deterioration mechanisms, which are likely to arise with the long-term use of the material [
180].



 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}