
Chlorine Corrosion in a Low-Power Boiler Fired with Agricultural Biomass



Abstract
:1. Introduction
- -
- Identification of possible potential areas of the boiler furnace exposed to corrosive chlorine by means of numerical thermal and flow analysis in the design phase;
- -
- Testing of steel construction materials with heat-resistant properties in the area of the furnace of the boiler selected as above as the most exposed to corrosive chlorine;
- -
- Presentation of the possibility of using new heat-resistant materials, FeAl, and FeNi intermetals, as structural elements in a numerically-determined area exposed to the corrosive effects of chlorine.
2. Chemical Process
2.1. Transformation of Chlorine Compounds in the Process of Biomass Combustion
2.2. Mechanism of Chloride Corrosion
2.3. Heavy Metals in Fuel and High-Temperature Chlorine Corrosion
3. Experimental Research
3.1. Fuel
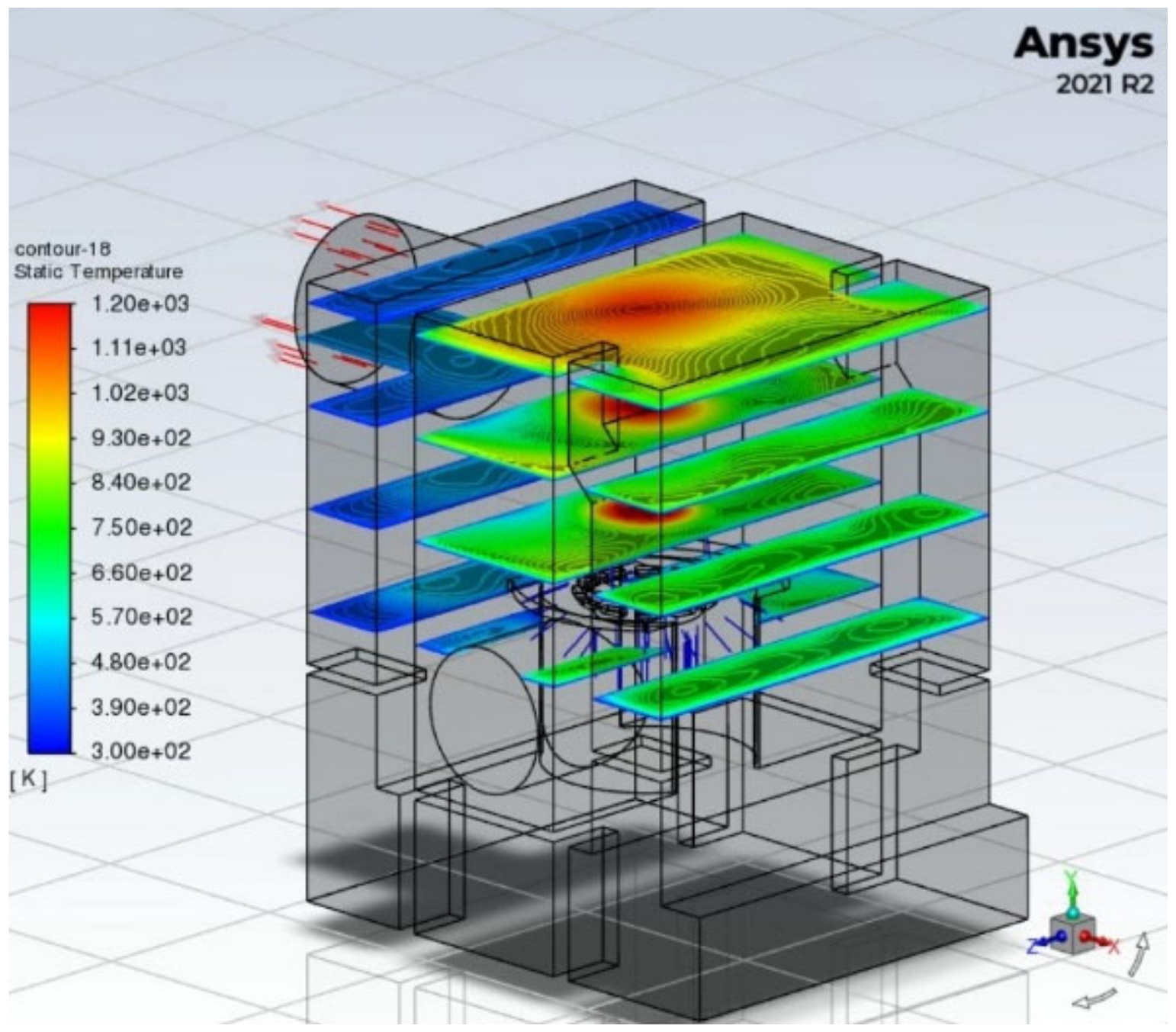
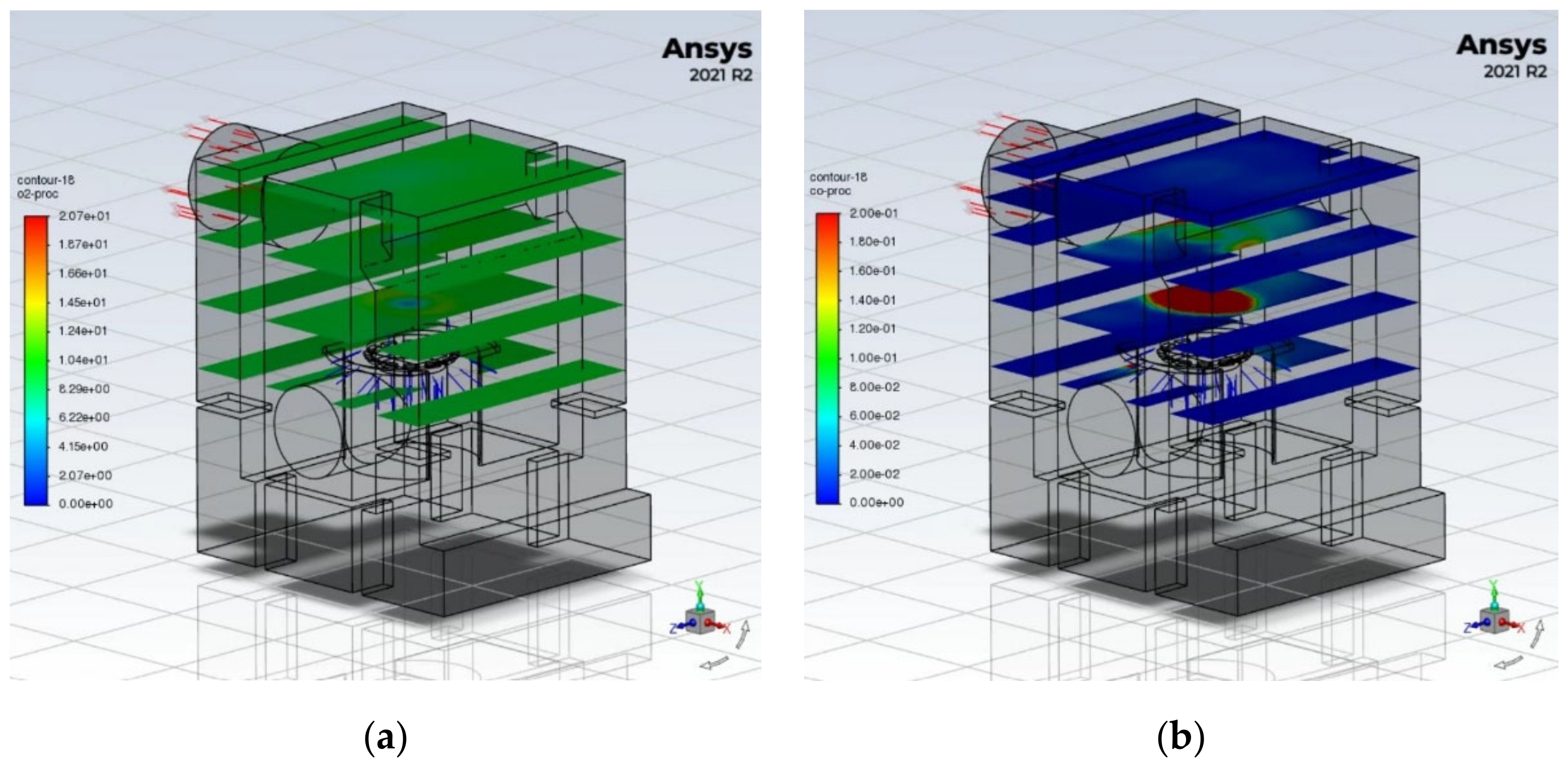
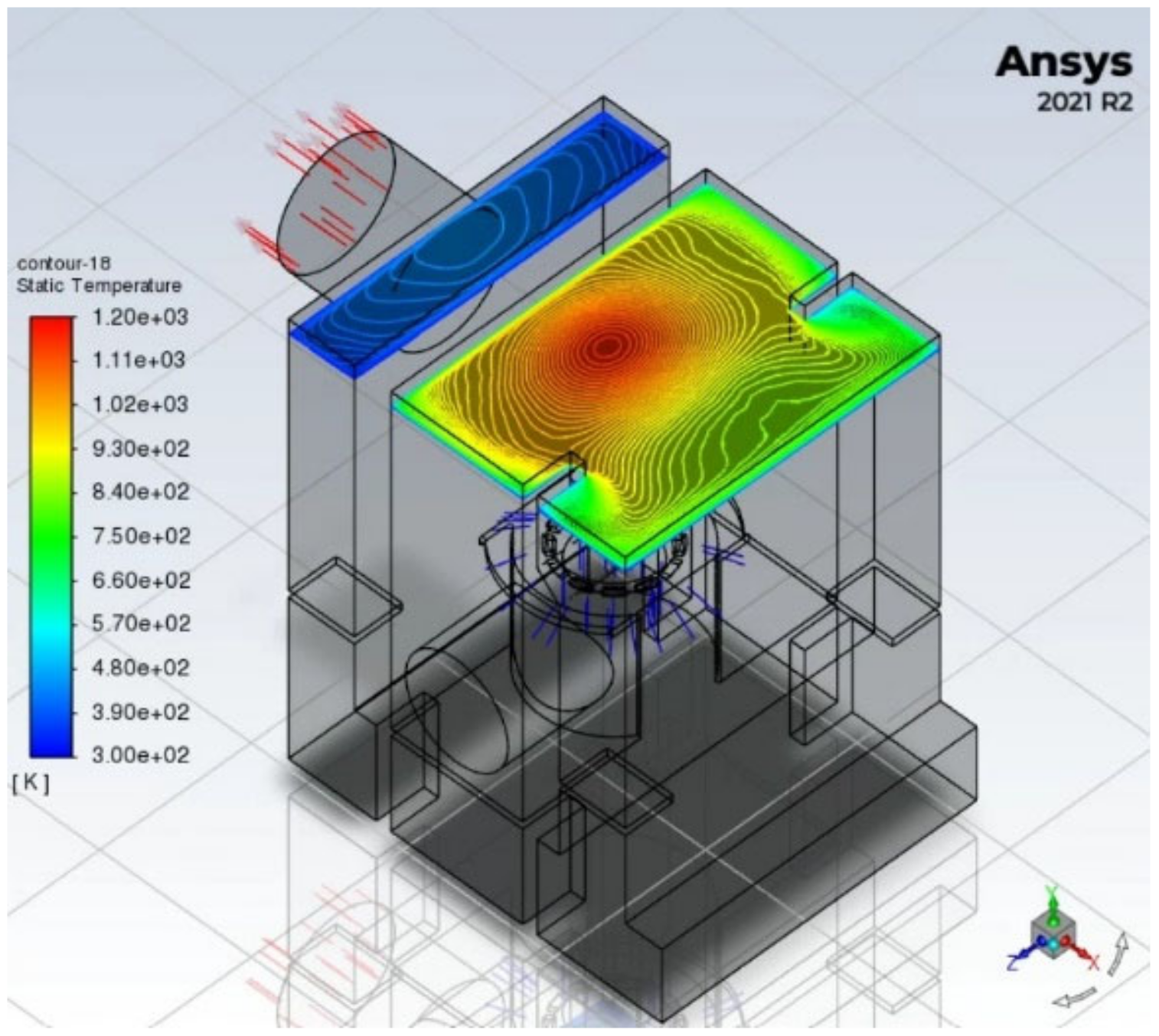
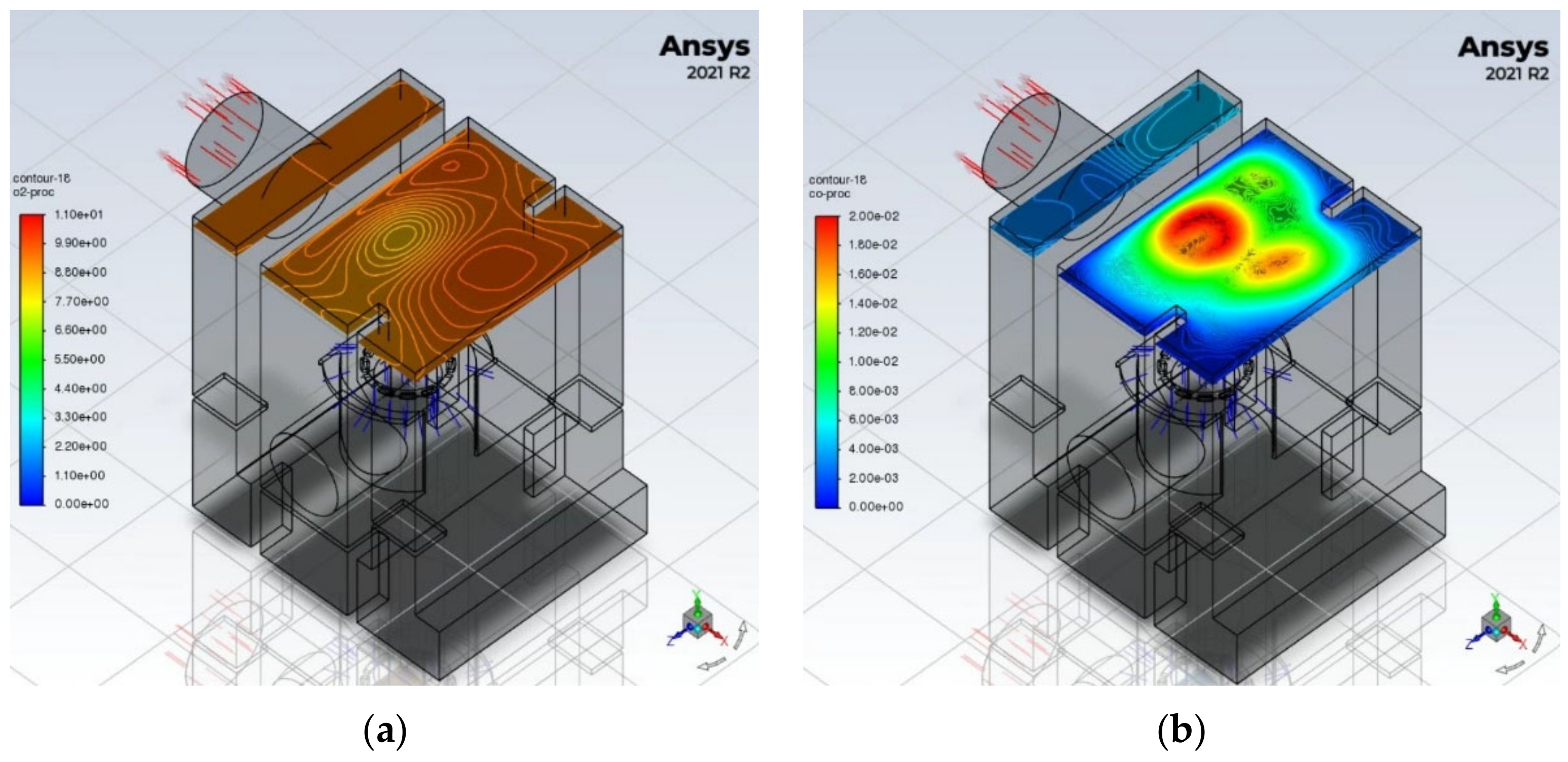
3.2. Numerical Method
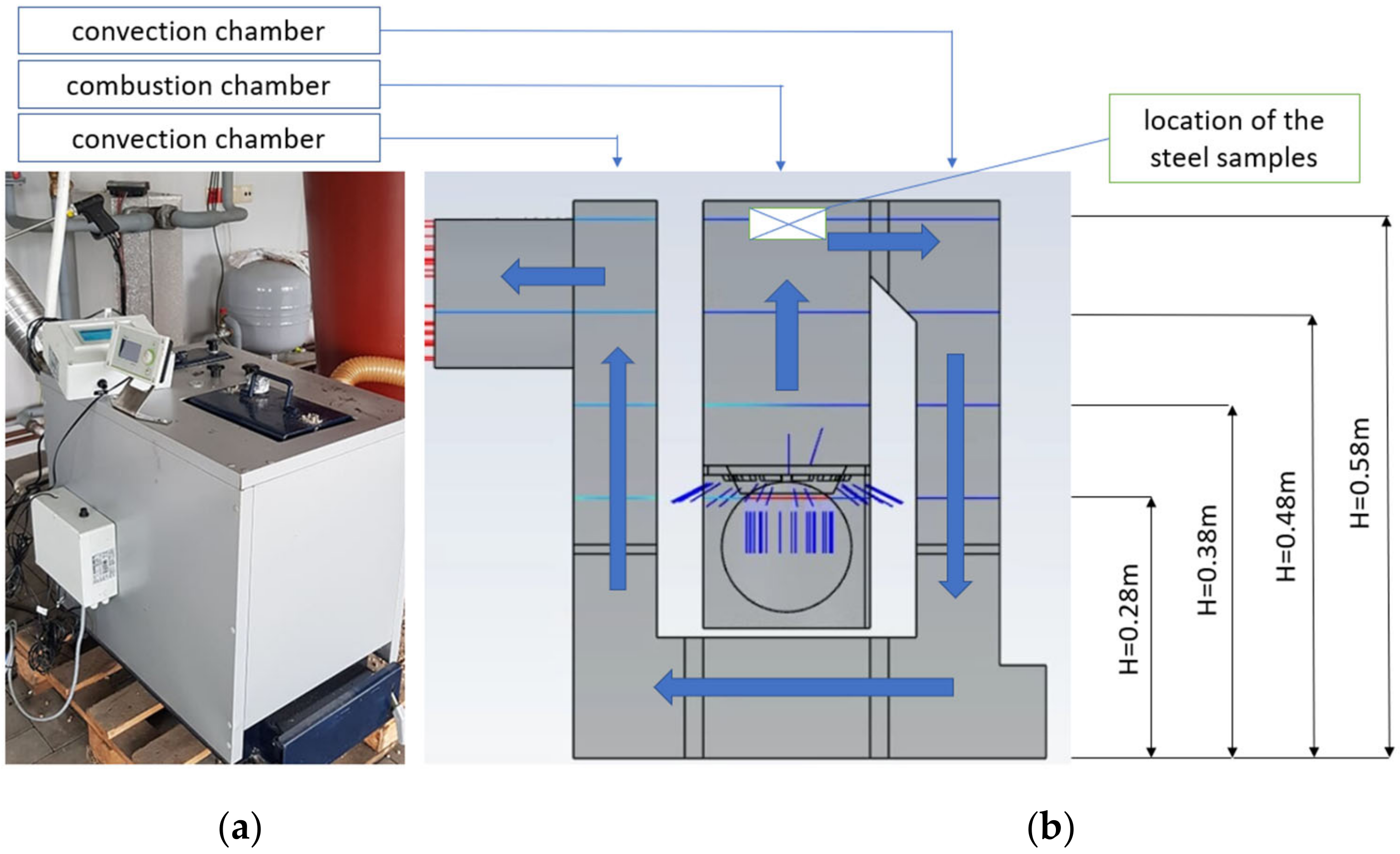
3.3. Test Stand Experiment
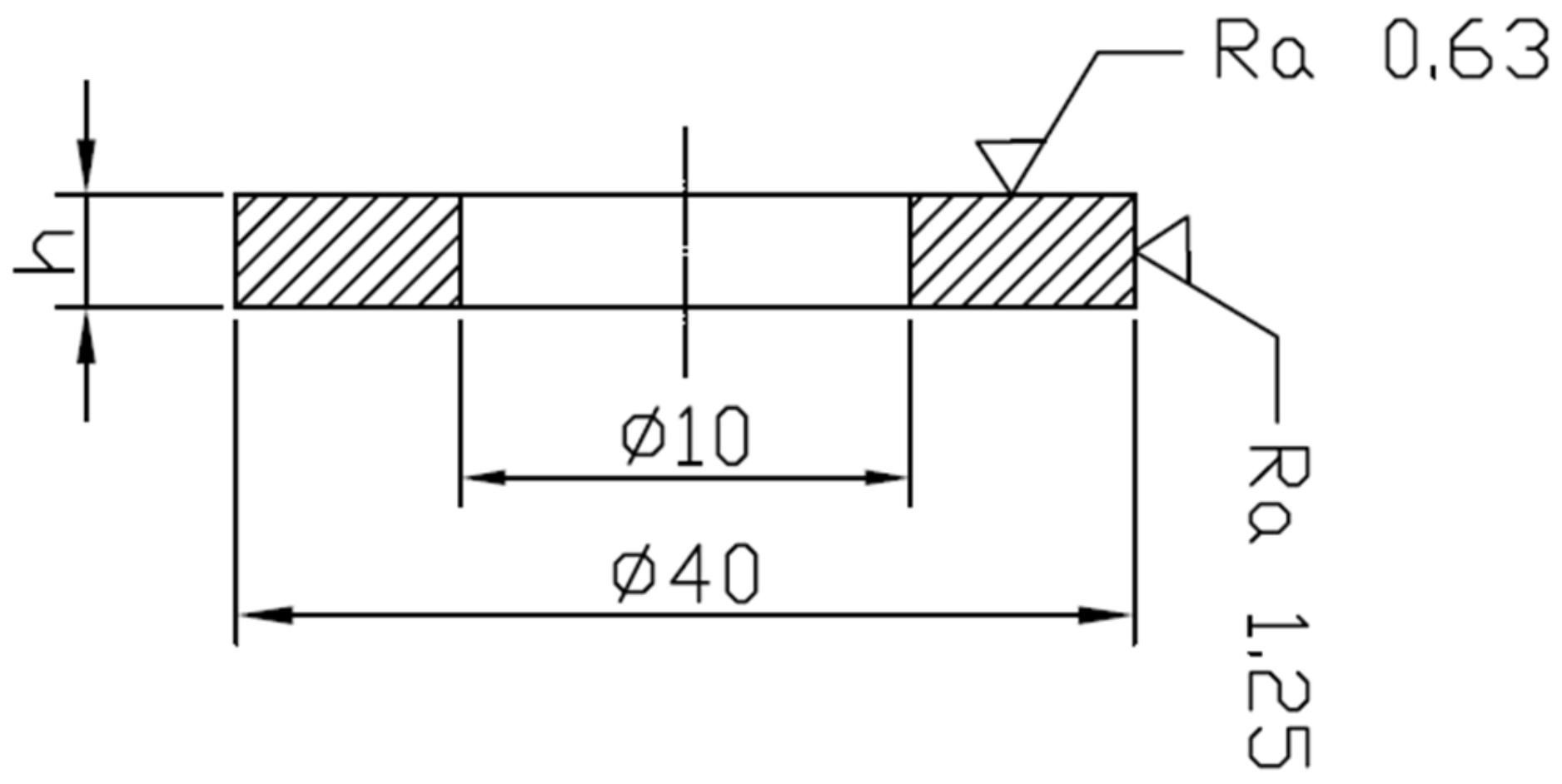
Tested Construction Materials
- Carbon boiler steel St41K (acc. EN—P 1265 GH); components (wt%)—Fe 98.868; Cr 0.02; P 0.01; Si 0.02; Mn 0.87; Ni 0.01; Mo 0.001; Al 0.043; S 0.008; C 0.15
- Heat-resistant steel H25T (acc EN—1.4749; acc DIN X18CrN28); components (wt%)—Fe 74.107; Cr 24.35; P 0.40; Si 0.40; Mn 0.48; Ni 0.037; Mo 0.06; Ti 0.025; S 0.003; C 0.06
- Heat-resistant steel H24JS (acc EN—1.4762; acc DIN—X10CrAl24); components (wt%)—Fe 70.753; Cr 24.96; P 0.045; Si 1.45; Mn 0.70; Ni 0.32; Mo 0.09; Cu 0.15; Al 1.45; S 0.002; C 0.08
- Heat-resistant valve steel 50H21G9N4 (acc EN—1.4871; acc DIN—X53CrMnNiN21-9); components (wt%)—Fe 64.378; Cr 21.52; P 0.03; Si 0.13; Mn 8.93; Ni 4.5; S 0.002; C 0.51
- FeAl phase based intermetallic material; components (wt%)—Fe 70.25; Al 29.75,
- Fe3Al phase based intermetallic material; components (wt%)—Fe 91.03; Al 8.97,
- NiAl phase based intermetallic material; components (wt%)—Ni 72.73; Al 27.27,
- Ni3Al phase based intermetallic material; components (wt%)—Ni 86.28; Al 13.72.
4. Results and Discussion
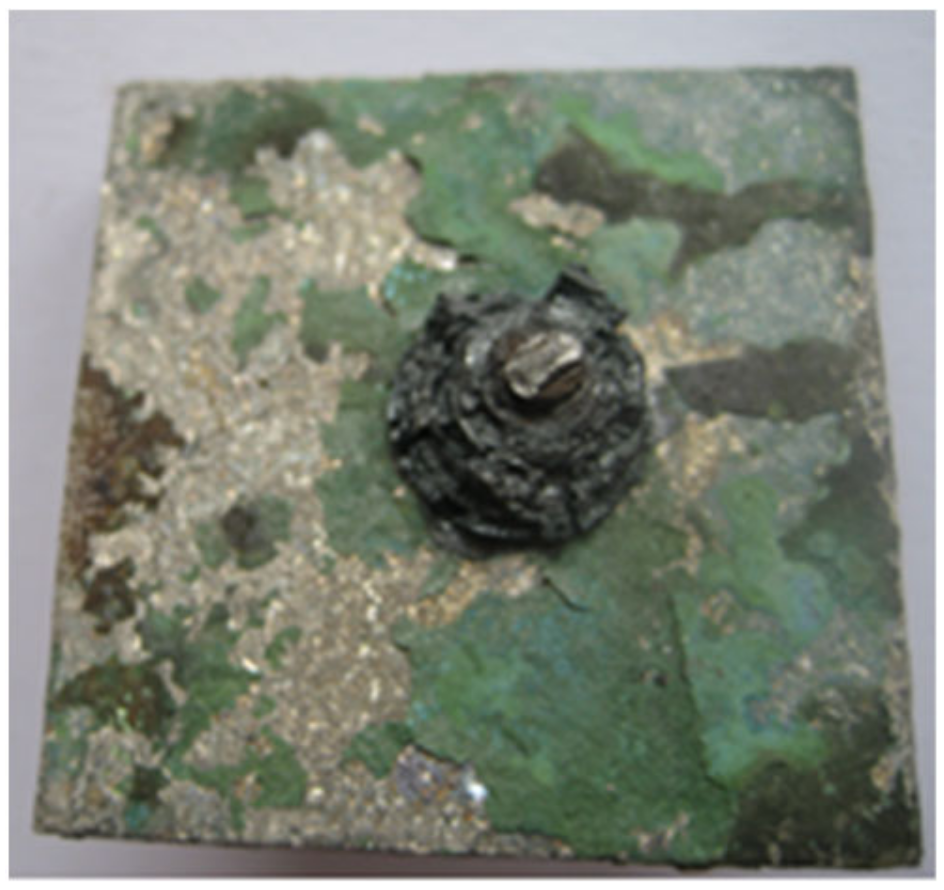
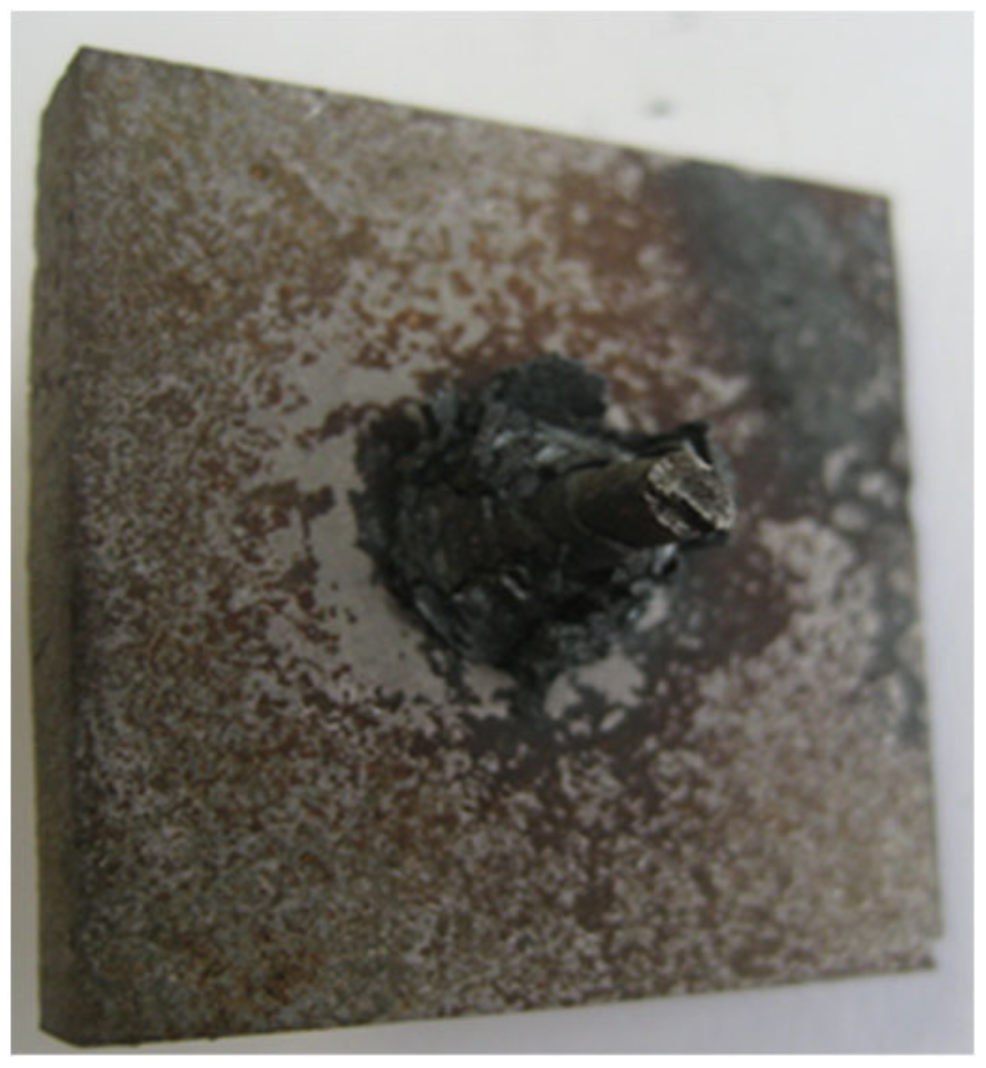
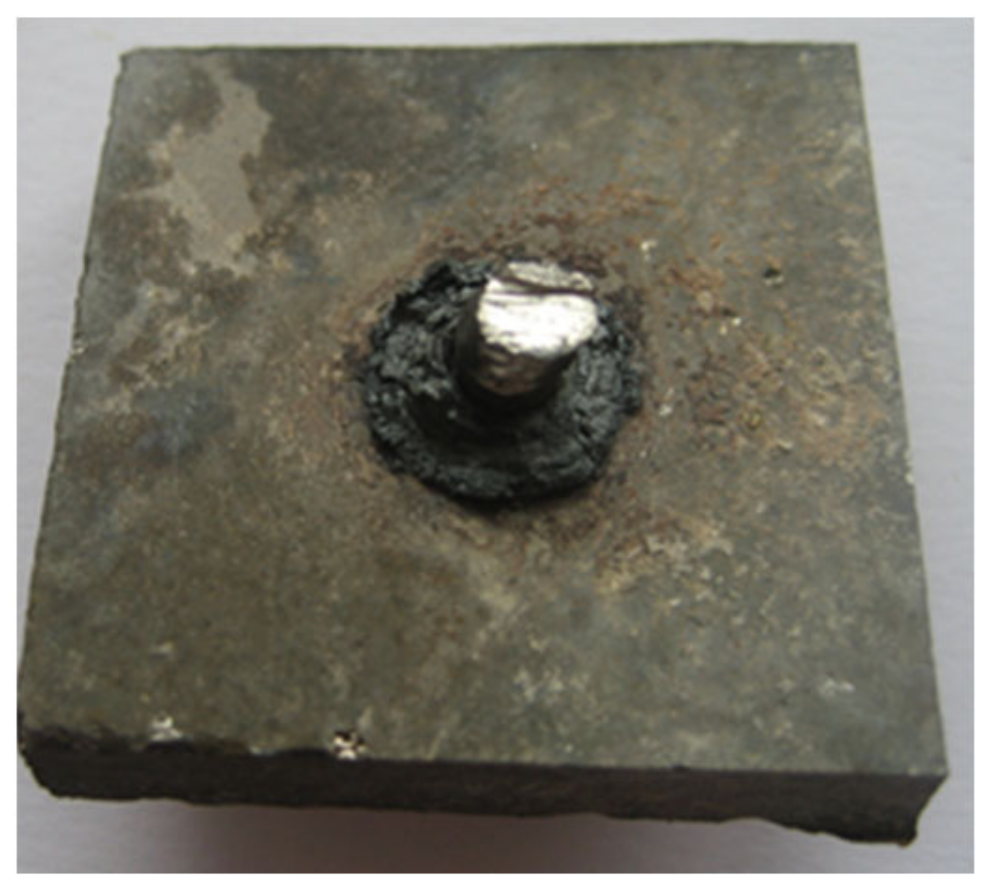
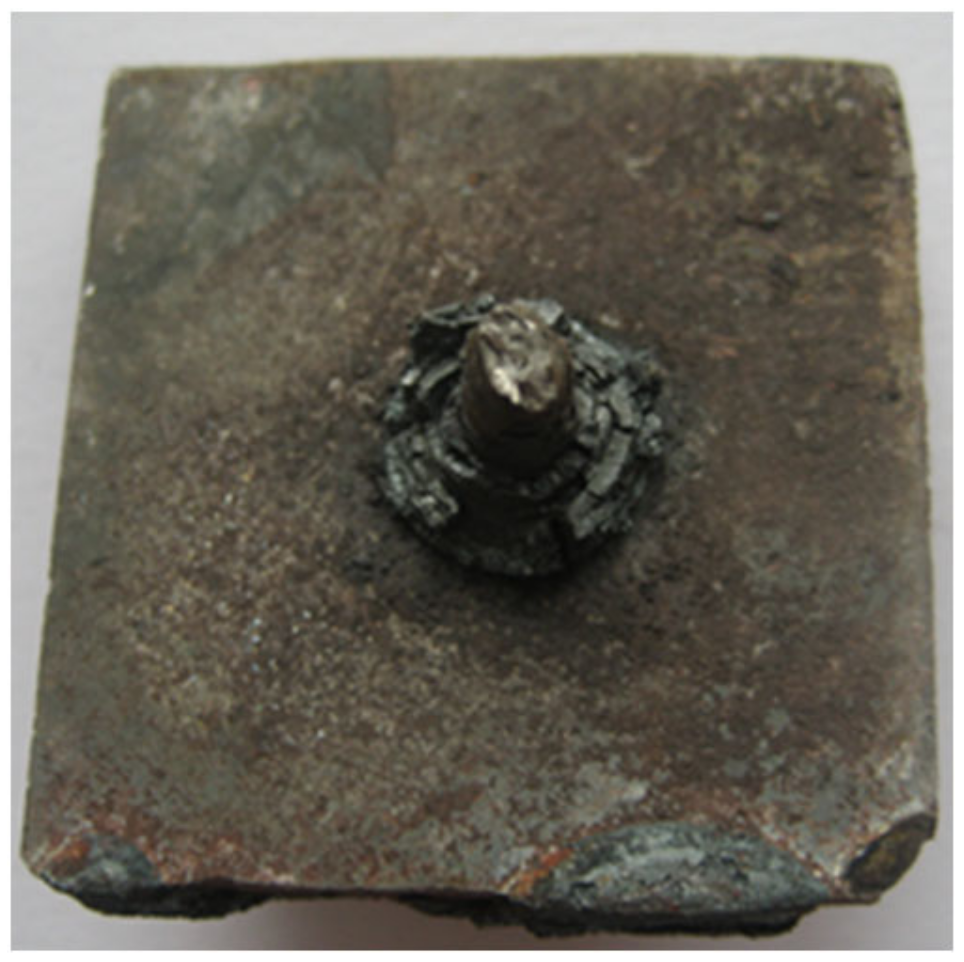
4.1. Visual Assessment
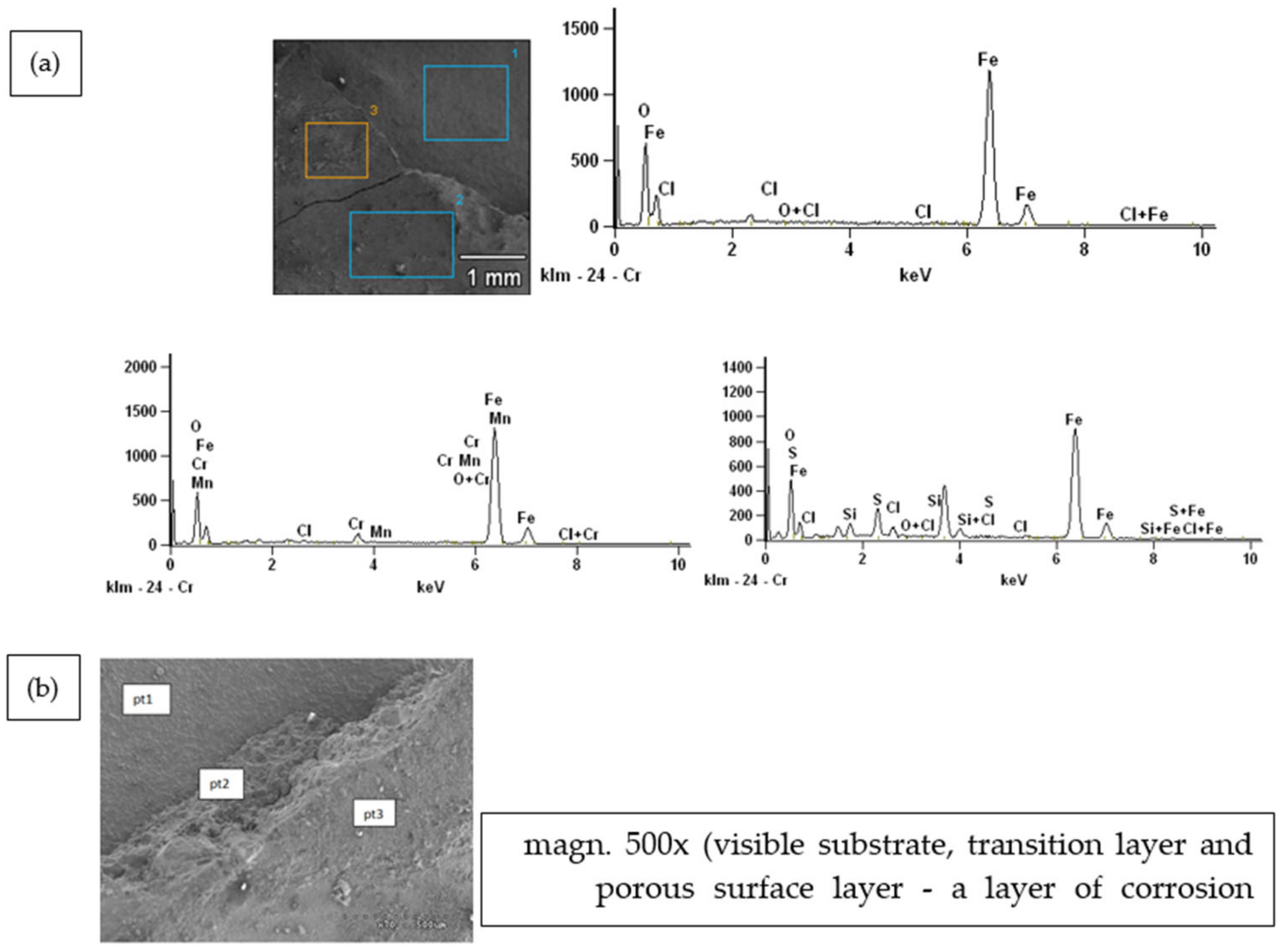
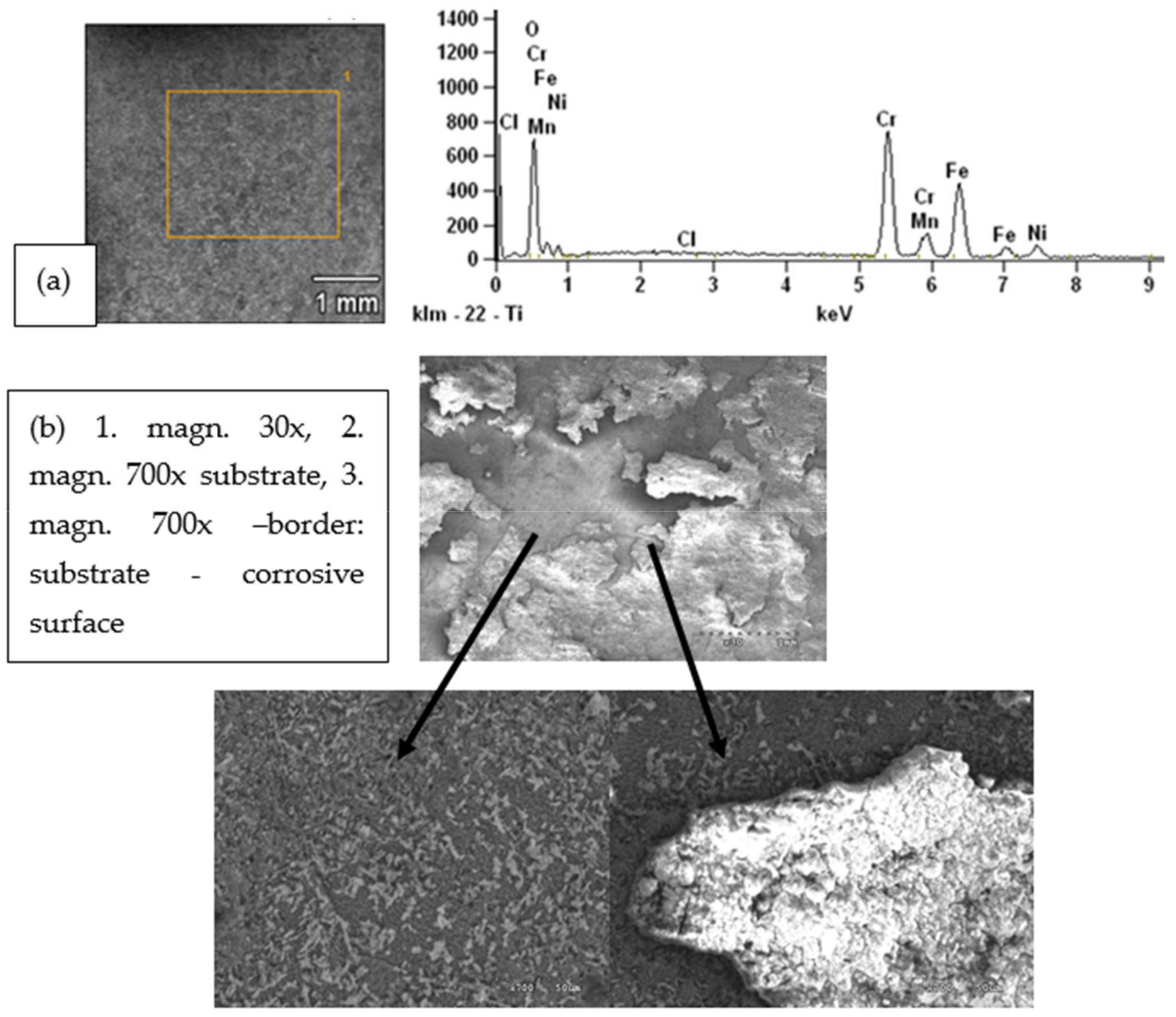
4.2. SEM Microscopy and Scanning Surface Analysis of Samples
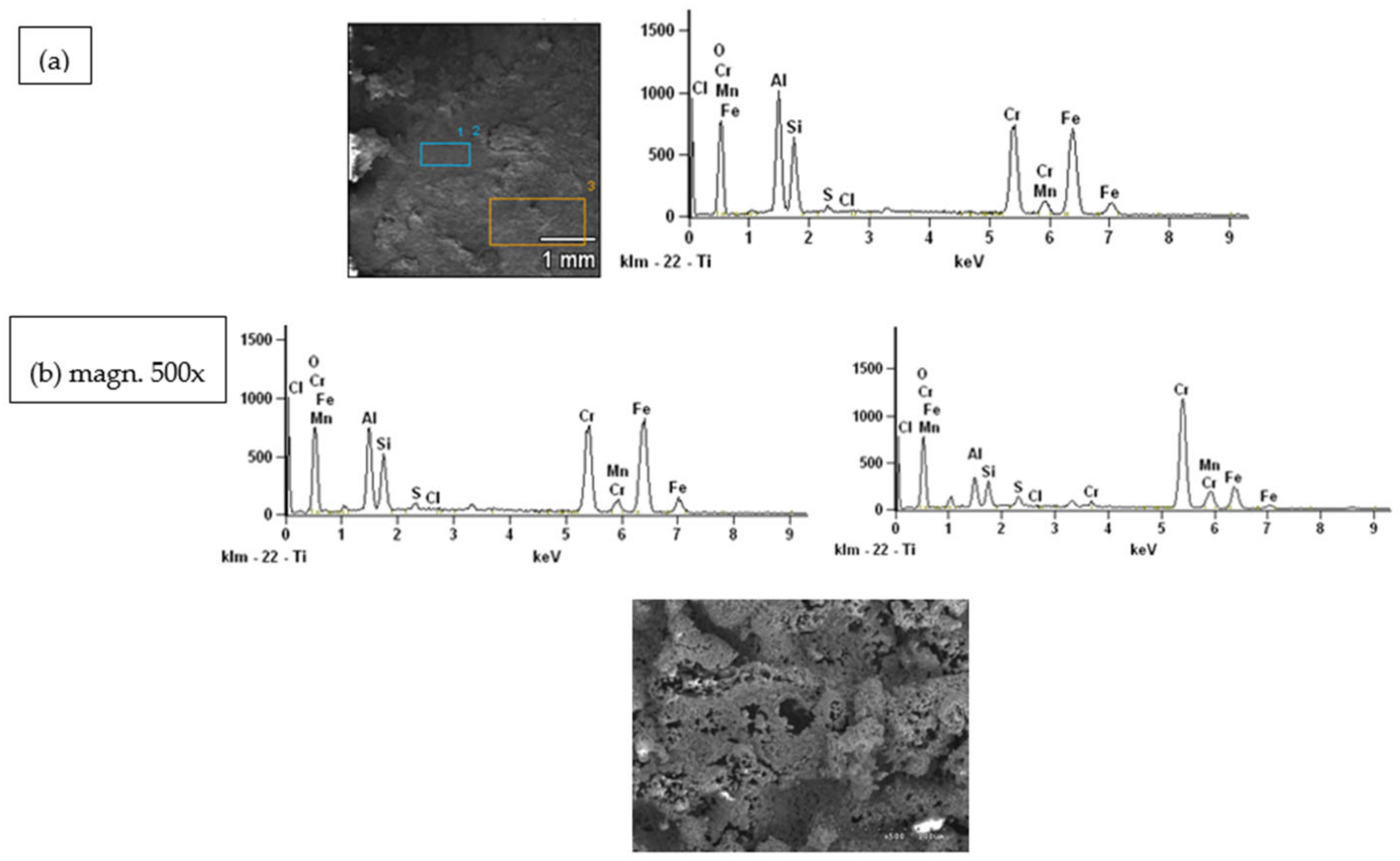
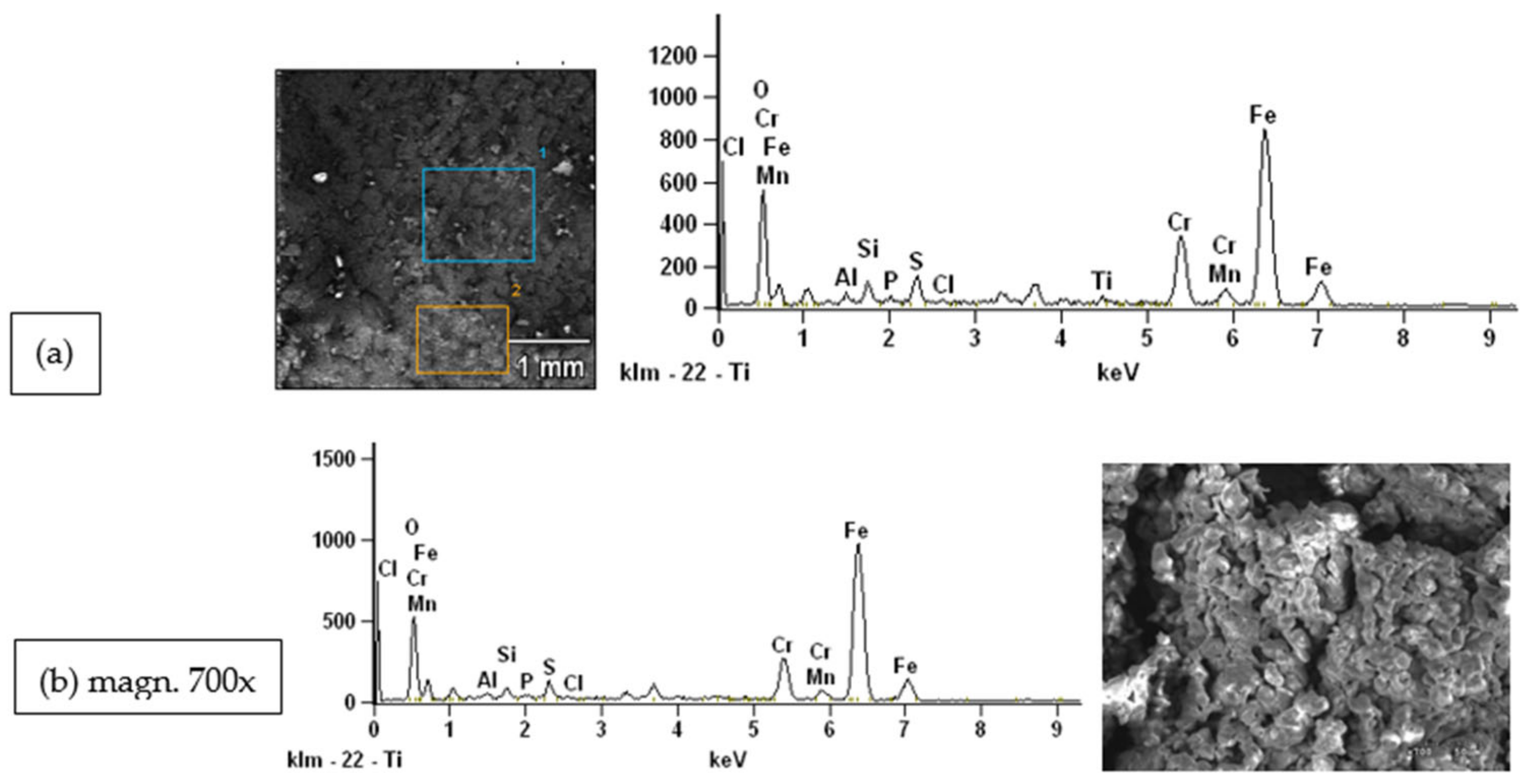
4.2.1. Steel Samples
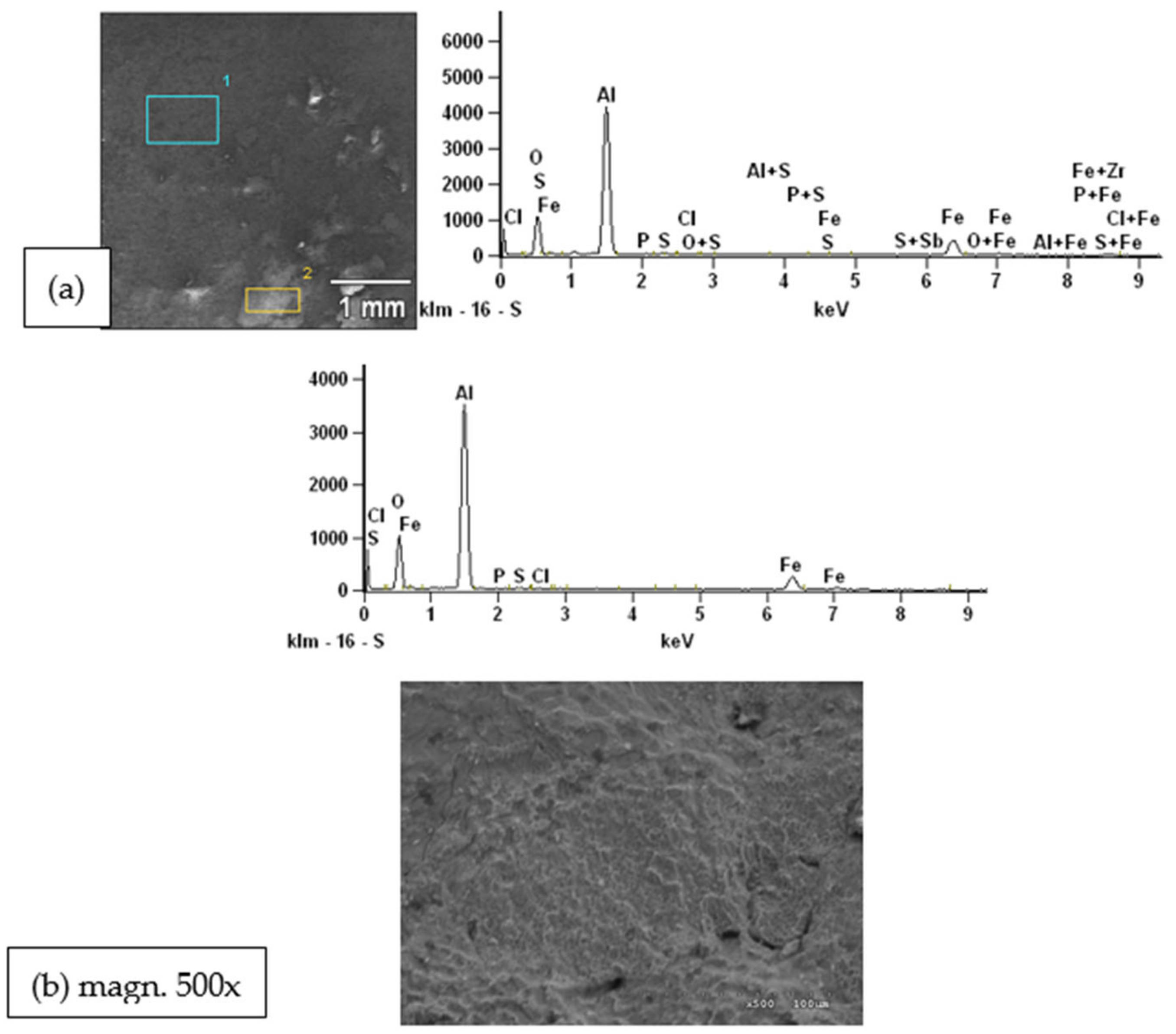
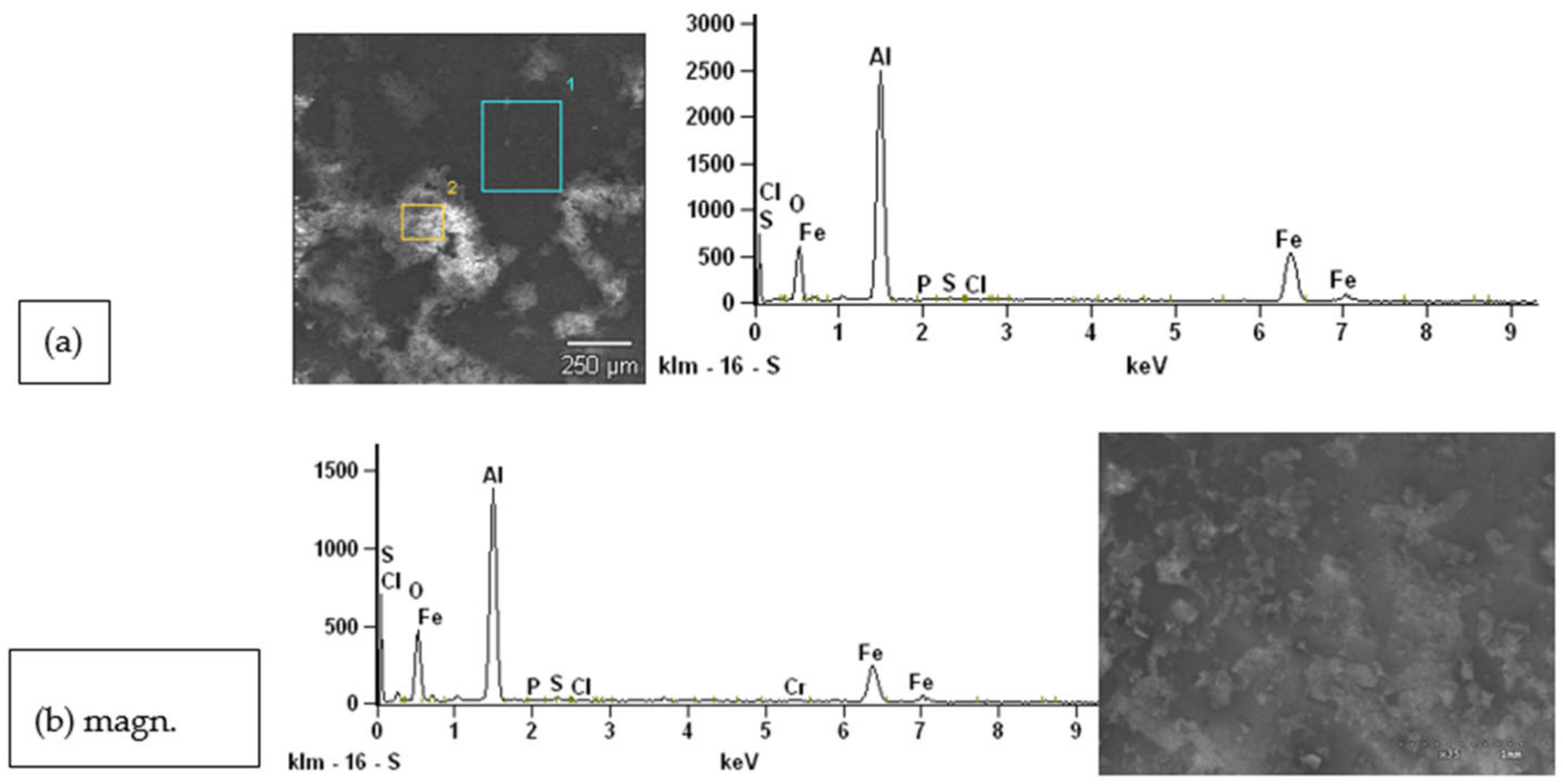
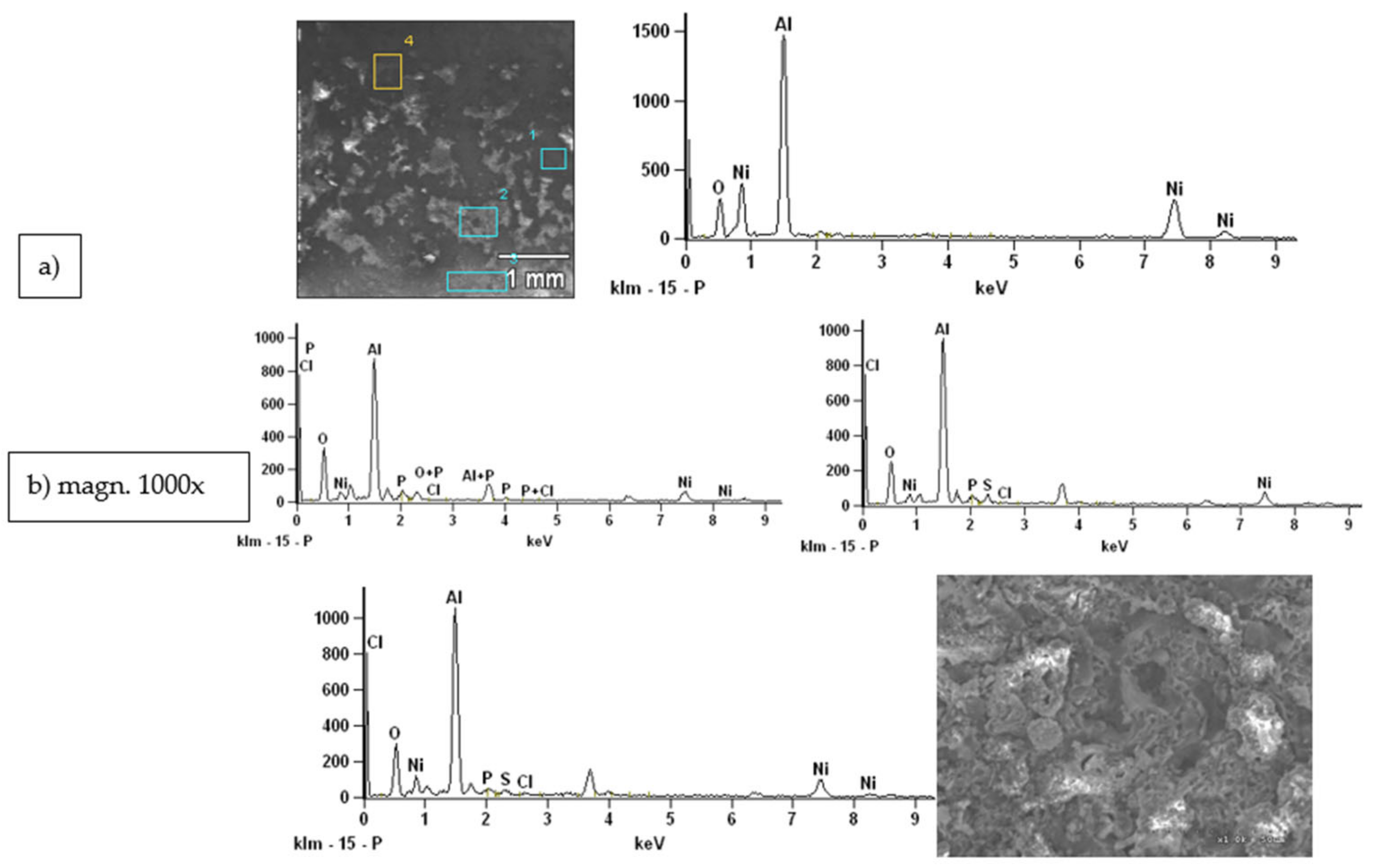
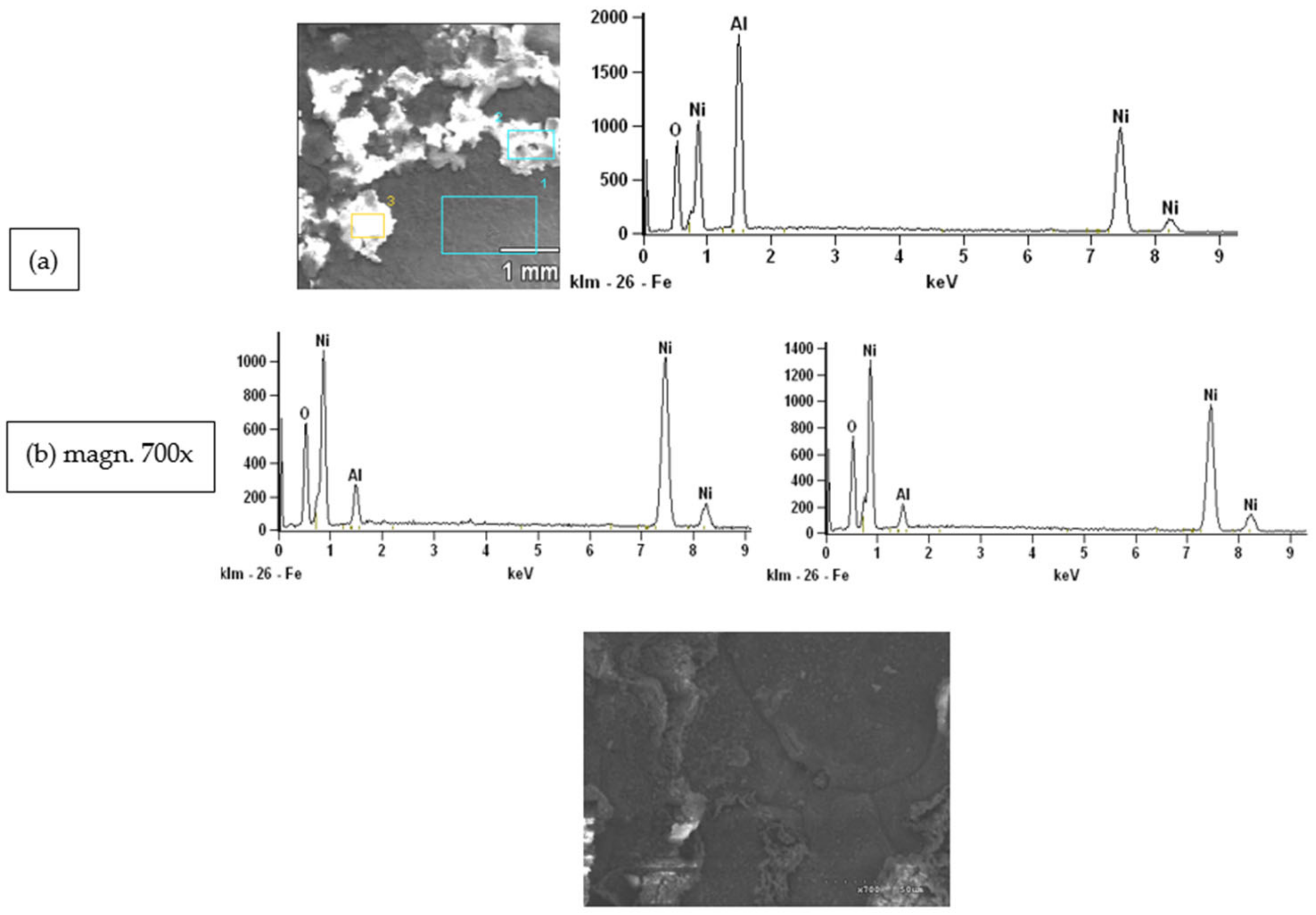
4.2.2. Intermetallic Alloy Samples
5. Conclusions
- St41K boiler steel is not suitable for operation under the assumed conditions, because it is significant corrosion;
- H25T and H24JS heat-resistant steels and 50H21G9N4 heat-resistant steel are subject to slight corrosion;
- 50H21G9N4 valve heat-resistant steel is best-suited to work in the assumed conditions;
- Intermetallic materials based on the FeAl and Fe3Al phases and on the NiAl and Ni3Al phases are characterized by good corrosion resistance under the operating conditions of a domestic boiler for agricultural biomass;
- The thin, dense top layer on the surfaces of the samples consisted mainly of alumina; this layer adheres well to the metal surface and effectively protects the materials against aggressive chlorine action.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Amiandamhen, S.O.; Adamopoulos, S.; Adl-Zarrabi, B.; Yin, H.; Norén, J. Recycling Sawmilling Wood Chips, Biomass Combustion Residues, and Tyre Fibres into Cement-Bonded Composites: Properties of Composites and Life Cycle Analysis. Constr. Build. Mater. 2021, 297, 123781. [Google Scholar] [CrossRef]
- Matalkah, F.; Soroushian, P.; Ul Abideen, S.; Peyvandi, A. Use of Non-Wood Biomass Combustion Ash in Development of Alkali-Activated Concrete. Constr. Build. Mater. 2016, 121, 491–500. [Google Scholar] [CrossRef] [Green Version]
- Zhao, N.; Li, B.; Ahmad, R.; Ding, F.; Zhou, Y.; Li, G.; Zayan, A.M.I.; Dong, R. Dynamic Relationships between Real-Time Fuel Moisture Content and Combustion-Emission-Performance Characteristics of Wood Pellets in a Top-Lit Updraft Cookstove. Case Stud. Therm. Eng. 2021, 28, 101484. [Google Scholar] [CrossRef]
- Guerrero, F.; Arriagada, A.; Muñoz, F.; Silva, P.; Ripoll, N.; Toledo, M. Particulate Matter Emissions Reduction from Residential Wood Stove Using Inert Porous Material inside Its Combustion Chamber. Fuel 2021, 289. [Google Scholar] [CrossRef]
- Ma, W.; Ma, C.; Liu, X.; Gu, T.; Thengane, S.K.; Bourtsalas, A.; Chen, G. Nox Formation in Fixed-Bed Biomass Combustion: Chemistry and Modeling. Fuel 2021, 290, 119694. [Google Scholar] [CrossRef]
- Archan, G.; Scharler, R.; Pölzer, L.; Buchmayr, M.; Sommersacher, P.; Hochenauer, C.; Gruber, J.; Anca-Couce, A. Detailed NOX Precursor Measurements within the Reduction Zone of a Novel Small-Scale Fuel Flexible Biomass Combustion Technology. Fuel 2021, 302, 121073. [Google Scholar] [CrossRef]
- Samae, H.; Tekasakul, S.; Tekasakul, P.; Furuuchi, M. Emission Factors of Ultrafine Particulate Matter (PM < 0.1 Μm) and Particle-Bound Polycyclic Aromatic Hydrocarbons from Biomass Combustion for Source Apportionment. Chemosphere 2021, 262, 127846. [Google Scholar] [CrossRef] [PubMed]
- Namkung, H.; Park, J.H.; Lee, Y.J.; Song, G.S.; Choi, J.W.; Park, S.J.; Kim, S.; Liu, J.; Choi, Y.C. Performance Evaluation of Biomass Pretreated by Demineralization and Torrefaction for Ash Deposition and PM Emissions in the Combustion Experiments. Fuel 2021, 292, 120379. [Google Scholar] [CrossRef]
- Sobieraj, J.; Gądek, W.; Jagodzińska, K.; Kalisz, S. Investigations of Optimal Additive Dose for Cl-Rich Biomasses. Renew. Energy 2021, 163, 2008–2017. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, J.; Han, K.; Wang, J.; Lu, C. Influence of BaCO3 on Chlorine Fixation, Combustion Characteristics and KCl Conversion during Biomass Combustion. Fuel 2017, 208, 82–90. [Google Scholar] [CrossRef]
- Król, D.; Borsukiewicz Gozdur, A.; Poskrobko, S. The Study of Waste Wood Biomass as a Biofuel in the Context of Boiler Operational Problems—Slagging and High-Temperature Corrosion. Drewno 2016, 59, 257–264. [Google Scholar] [CrossRef]
- Oris, C.; Luo, Z.; Zhang, W.; Yu, C. Forms of Potassium and Chlorine from Oxy-Fuel Co-Combustion of Lignite Coal and Corn Stover. Carbon Resour. Convers. 2019, 2, 103–110. [Google Scholar] [CrossRef]
- Niemi, J.; Engblom, M.; Laurén, T.; Yrjas, P.; Lehmusto, J.; Hupa, M.; Lindberg, D. Superheater Deposits and Corrosion in Temperature Gradient—Laboratory Studies into Effects of Flue Gas Composition, Initial Deposit Structure, and Exposure Time. Energy 2021, 228, 120494. [Google Scholar] [CrossRef]
- Balint, R.; Engblom, M.; Niemi, J.; Silva da Costa, D.; Lindberg, D.; Yrjas, P.; Hupa, L.; Hupa, M. Temperature Gradient Induced Changes within Superheater Ash Deposits High in Chlorine. Energy 2021, 226, 120439. [Google Scholar] [CrossRef]
- Oksa, M.; Auerkari, P.; Salonen, J.; Varis, T. Nickel-Based HVOF Coatings Promoting High Temperature Corrosion Resistance of Biomass-Fired Power Plant Boilers. Fuel Process. Technol. 2014, 125, 236–245. [Google Scholar] [CrossRef]
- Dedov, A.; Klevtsov, I.; Lausmaa, T.; Bojarinova, T. High Temperature Corrosion and Remaining Lifetime Assessment of Ferritic Steel 13CrMo4-4 Tubes in a Convective Superheater of a CFB Oil Shale Boiler. Corros. Sci. 2020, 164, 108311. [Google Scholar] [CrossRef]
- Zhang, C.; Bai, L.; Yao, Q.; Li, J.; Wang, H.; Shen, L.; Sippula, O.; Yang, J.; Zhao, J.; Liu, J.; et al. Emission Characteristics of Polychlorinated Dibenzo-p-Dioxins and Dibenzofurans from Industrial Combustion of Biomass Fuels. Environ. Pollut. 2022, 292, 118265. [Google Scholar] [CrossRef] [PubMed]
- Poskrobko, S.; Łach, J.; Król, D. Experimental Investigation of Hydrogen Chlorine Bonding with Limestone and Dolomite in the Furnace of a Stoker-Fired Boiler. Energy Fuels 2010, 24, 5851–5858. [Google Scholar] [CrossRef]
- Poskrobko, S.; Łach, J.; Król, D. Experimental investigation of hydrogen chloride bonding with calcium hydroxide in the furnace of a stoker-fired boiler. Energy Fuels 2010, 3, 1948–1957. [Google Scholar] [CrossRef]
- Król, D.; Poskrobko, S. Transformations, Threats and the Bond of Chlorine in the Processes of Burning the Wastes. EPJ Web Conf. 2019, 213, 02046. [Google Scholar] [CrossRef]
- Uusitalo, M.A.; Vuoristo, P.M.J.; Mäntylä, T.A. High Temperature Corrosion of Coatings and Boiler Steels in Oxidizing Chlorine-Containing Atmosphere. Mater. Sci. Eng. A 2003, 346, 168–177. [Google Scholar] [CrossRef]
- Wan, K.; Wang, Z.; Xia, J.; Vervisch, L.; Domingo, P.; Lv, Y.; Liu, Y.; He, Y.; Cen, K. Numerical Study of HCl and SO2 Impact on Potassium Emissions in Pulverized-Biomass Combustion. Fuel Process. Technol. 2019, 193, 19–30. [Google Scholar] [CrossRef] [Green Version]
- Ren, X.; Sun, R.; Chi, H.H.; Meng, X.; Li, Y.; Levendis, Y.A. Hydrogen Chloride Emissions from Combustion of Raw and Torrefied Biomass. Fuel 2017, 200, 37–46. [Google Scholar] [CrossRef]
- Li, L.; Duan, Y.; Cao, Y.; Chu, P.; Carty, R.; Pan, W.P. Field Corrosion Tests for a Low Chromium Steel Carried out at Superheater Area of a Utility Boiler with Three Coals Containing Different Chlorine Contents. Fuel Process. Technol. 2007, 88, 387–392. [Google Scholar] [CrossRef]
- Fantozzi, D.; Matikainen, V.; Uusitalo, M.; Koivuluoto, H.; Vuoristo, P. Chlorine Induced High-Temperature Corrosion Mechanisms in HVOF and HVAF Sprayed Cr3C2-Based Hardmetal Coatings. Corros. Sci. 2019, 160, 108166. [Google Scholar] [CrossRef]
- Song, B.; Voisey, K.T.; Hussain, T. High Temperature Chlorine-Induced Corrosion of Ni50Cr Coating: HVOLF, HVOGF, Cold Spray and Laser Cladding. Surf. Coat. Technol. 2018, 337, 357–369. [Google Scholar] [CrossRef]
- Abu-warda, N.; Tomás, L.M.; López, A.J.; Utrilla, M.V. High Temperature Corrosion Behavior of Ni and Co Base HVOF Coatings Exposed to NaCl-KCl Salt Mixture. Surf. Coat. Technol. 2021, 418, 127277. [Google Scholar] [CrossRef]
- Król, D. Biomass and Fuels Formed from Waste in Low Emission Combustion Technologies; Publishing House Silesian University of Technology: Gliwice, Poland, 2013. [Google Scholar]
- Motyl, P.; Król, D.; Poskrobko, S.; Juszczak, M. Numerical Modelling and Experimental Verification of the Low-Emission Biomass Combustion Process in a Domestic Boiler with Flue Gas Flow around the Combustion Chamber. Energies 2020, 13, 5837. [Google Scholar] [CrossRef]
- Liu, Y.; Fan, W.; Wu, X.; Zhang, X. Chlorine-Induced High-Temperature Corrosion of Boiler Steels Combusting Sha Erhu Coal Compared to Biomass. Energy Fuels 2018, 32, 4237–4247. [Google Scholar] [CrossRef]
- Persdotter, A.; Boll, T.; Jonsson, T. Minor Element Effect on High Temperature Corrosion of a Low-Alloyed Steel: Insight into Alkali- and Chlorine Induced Corrosion by Means of Atom Probe Tomography. Corros. Sci. 2021, 192, 109779. [Google Scholar] [CrossRef]
- Uusitalo, M.A.; Vuoristo, P.M.J.; Mäntylä, T.A. High Temperature Corrosion of Coatings and Boiler Steels below Chlorine-Containing Salt Deposits. Corros. Sci. 2004, 46, 1311–1331. [Google Scholar] [CrossRef]
- Sharobem, T.T. Mitigation of High Temperature Corrosion in Waste-to-Energy Power Plants. Ph.D. Thesis, Columbia Univiversity, Columbia, OH, USA, 2016; pp. 1–144. [Google Scholar]
- Wu, D.; Liu, S.; Yuan, Z.; Cao, P.; Wei, X.; Zhang, C. Influence of Water Vapor on the Chlorine-Induced High-Temperature Corrosion Behavior of Nickel Aluminide Coatings. Corros. Sci. 2021, 190, 109689. [Google Scholar] [CrossRef]
- Chi, H.; Pans, M.A.; Bai, M.; Sun, C.; Hussain, T.; Sun, W.; Yao, Y.; Lyu, J.; Liu, H. Experimental Investigations on the Chlorine-Induced Corrosion of HVOF Thermal Sprayed Stellite-6 and NiAl Coatings with Fluidised Bed Biomass/Anthracite Combustion Systems. Fuel 2021, 288, 119607. [Google Scholar] [CrossRef]
- Liu, Y.; Fan, W.; Zhang, X.; Wu, X. High-Temperature Corrosion Properties of Boiler Steels under a Simulated High-Chlorine Coal-Firing Atmosphere. Energy Fuels 2017, 31, 4391–4399. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition [% by Mass] | Melting Point [°C] |
|---|---|
| 48 ZnCl2 52 KCl | 250 |
| 79 PbCl2 21 KCl | 411 |
| 69 PbCl2 31 NaCl | 410 |
| 39 ZnCl2 50 KCl 11 PbCl2 | 275 |
| 35 ZnCl2 48 NaCl 17 PbCl2 | 350 |
| Biomass Fuel | Moisture Content | C | H | O | N | S | Cl | A | LHV |
|---|---|---|---|---|---|---|---|---|---|
| [%] | [%] | [%] | [%] | [%] | [%] | [%] | [%] | [kJ/kg] | |
| Barley straw | 7.3 | 46.73 | 5.96 | 41.16 | 0.58 | 0.10 | 0.52 | 4.95 | 16834 |
| Biomass Fuel | Alkali Metals | ||
|---|---|---|---|
| Ca | K | Na | |
| Barley straw | 5162 | 12933 | 174 |
| Steel Grade | Sample Thickness h [mm] |
|---|---|
| St41K | 3.5 |
| 50H21G9N4 | 4.0 |
| H24JS | 4.5 |
| H25T | 5.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Król, D.; Motyl, P.; Poskrobko, S. Chlorine Corrosion in a Low-Power Boiler Fired with Agricultural Biomass. Energies 2022, 15, 382. https://doi.org/10.3390/en15010382
Król D, Motyl P, Poskrobko S. Chlorine Corrosion in a Low-Power Boiler Fired with Agricultural Biomass. Energies. 2022; 15(1):382. https://doi.org/10.3390/en15010382
Chicago/Turabian StyleKról, Danuta, Przemysław Motyl, and Sławomir Poskrobko. 2022. "Chlorine Corrosion in a Low-Power Boiler Fired with Agricultural Biomass" Energies 15, no. 1: 382. https://doi.org/10.3390/en15010382