
Two-Stage Biodiesel Synthesis from Used Cooking Oil with a High Acid Value via an Ultrasound-Assisted Method


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Procedure
2.3. Equipment
2.4. Analytical Methods
3. Results and Discussion
3.1. Esterification Reaction in the First Stage
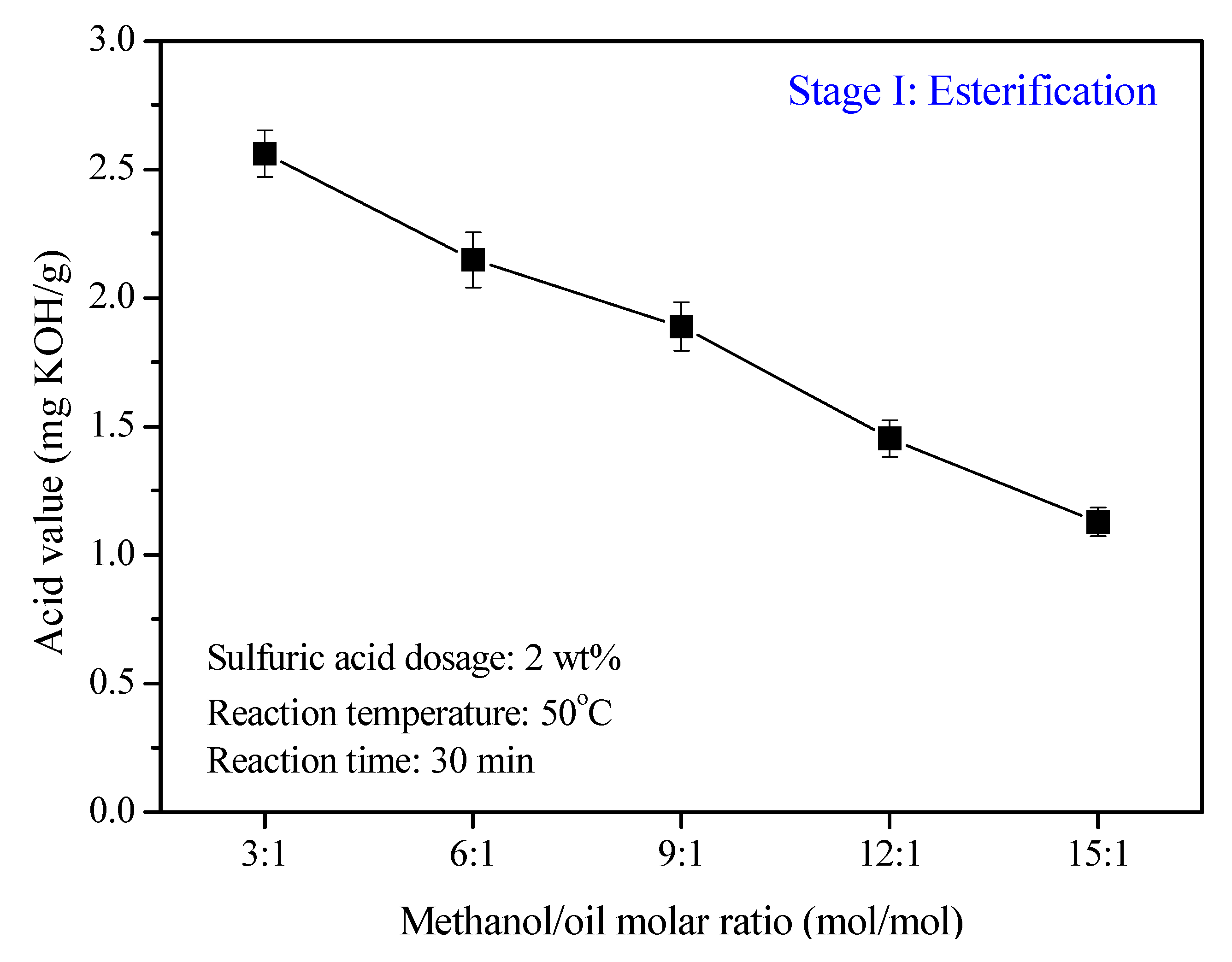
3.1.1. Effect of Methanol/Oil Molar Ratio
3.1.2. Effect of Catalyst Dosage
3.1.3. Effect of Reaction Temperature
3.1.4. Effect of Reaction Time
3.2. Transesterification Reaction in the Second Stage
3.2.1. Effect of Methanol/Oil Molar Ratio
3.2.2. Effect of Catalyst Dosage
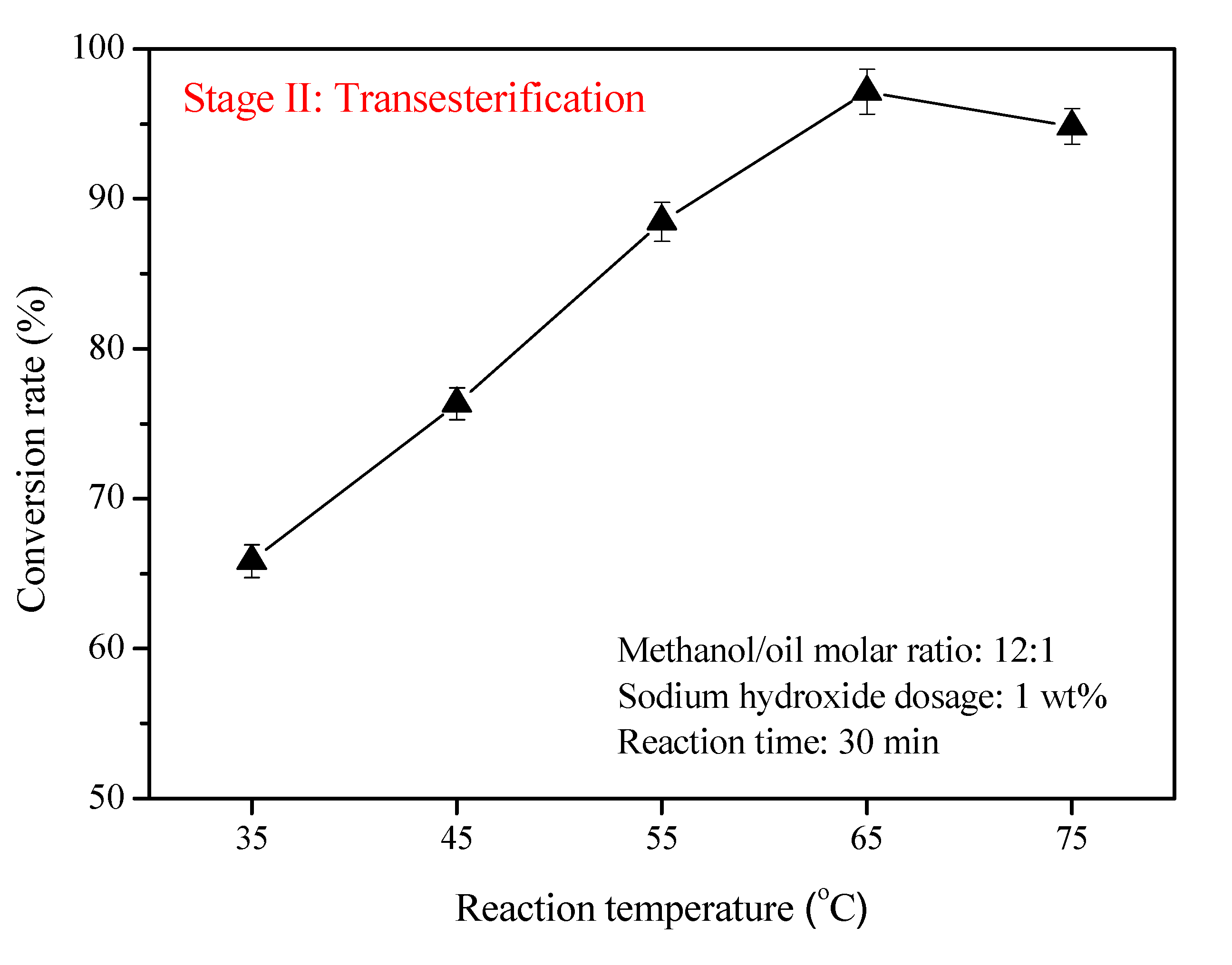
3.2.3. Effect of Reaction Temperature
3.2.4. Effect of Reaction Time
3.3. Comparison between Conventional and Ultrasonic Methods under Optimal Conditions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Lin, C.Y.; Lu, C. Development perspectives of promising lignocellulose feedstocks for production of advanced generation biofuels: A review. Renew. Sust. Energ. Rev. 2021, 136, 110445. [Google Scholar] [CrossRef]
- Wong, W.Y.; Lim, S.; Pang, Y.L.; Shuit, S.H.; Chen, W.H.; Lee, K.T. Synthesis of renewable heterogeneous acid catalyst from oil palm empty fruit bunch for glycerol-free biodiesel production. Sci. Total Environ. 2020, 727, 138534. [Google Scholar] [CrossRef] [PubMed]
- Shan, R.; Lu, L.; Shi, Y.; Yuan, H.; Shi, J. Catalysts from renewable resources for biodiesel production. Energy Convers. Manag. 2018, 178, 277–289. [Google Scholar] [CrossRef]
- Ma, X.; Liu, F.; Helian, Y.; Li, C.; Wu, Z.; Li, H.; Chu, H.; Wang, Y.; Wang, Y.; Lu, W.; et al. Current application of MOFs based heterogeneous catalysts in catalyzing transesterification/esterification for biodiesel production: A review. Energy Convers. Manag. 2021, 229, 113760. [Google Scholar] [CrossRef]
- Yaqoob, H.; Teoh, Y.H.; Sher, F.; Farooq, M.U.; Jamil, M.A.; Kausar, Z.; Sabah, N.U.; Shah, M.F.; Rehman, H.Z.U.; Rehman, A.U. Potential of waste cooking oil biodiesel as renewable fuel in combustion engines: A Review. Energies 2021, 14, 2565. [Google Scholar] [CrossRef]
- Hsiao, M.C.; Kuo, J.Y.; Hsieh, S.A.; Hsieh, P.H.; Hou, S.S. Optimized conversion of waste cooking oil to biodiesel using modified calcium oxide as catalyst via a microwave heating system. Fuel 2020, 266, 117114. [Google Scholar] [CrossRef]
- El Alaoui, M. Fuzzy goal programming for biodiesel production. Int. J. Green Energy 2020, 17, 644–651. [Google Scholar] [CrossRef]
- Raheem, I.; Mohiddin, M.N.B.; Tan, Y.H.; Kansedo, J.; Mubarak, N.M.; Abdullah, M.O.; Ibrahim, M.L. A review on influence of reactor technologies and kinetic studies for biodiesel application. Ind. Eng. Chem. Res. 2020, 91, 54–68. [Google Scholar] [CrossRef]
- Kumar, S.A.; Sakthinathan, G.; Vignesh, R.; Banu, J.R.; Ala’a, H. Optimized transesterification reaction for efficient biodiesel production using Indian oil sardine fish as feedstock. Fuel 2019, 253, 921–929. [Google Scholar] [CrossRef]
- Rezania, S.; Oryani, B.; Park, J.; Hashemi, B.; Yadav, K.K.; Kwon, E.E.; Hur, J.; Cho, J. Review on transesterification of non-edible sources for biodiesel production with a focus on economic aspects, fuel properties and by-product applications. Energy Convers. Manag. 2019, 201, 112155. [Google Scholar] [CrossRef]
- Sundaramahalingam, M.A.; Karthikumar, S.; Kumar, R.S.; Samuel, K.J.; Shajahan, S.; Sivasubramanian, V.; Sivashanmugam, P.; Varalakshmi, P.; Syed, A.; Marraiki, N.; et al. An intensified approach for transesterification of biodiesel from Annona squamosa seed oil using ultrasound-assisted homogeneous catalysis reaction and its process optimization. Fuel 2021, 291, 120195. [Google Scholar] [CrossRef]
- Ganesan, R.; Manigandan, S.; Samuel, M.S.; Shanmuganathan, R.; Brindhadevi, K.; Chi, N.T.L.; Chi, P.A.; Pugazhendhi, A. A review on prospective production of biofuel from microalgae. Biotechnol. Rep. 2020, 27, e00509. [Google Scholar] [CrossRef]
- Nomanbhay, S.; Ong, M.Y. A review of microwave-assisted reactions for biodiesel production. Bioengineering 2017, 4, 57. [Google Scholar] [CrossRef] [Green Version]
- Mohadesi, M.; Aghel, B.; Maleki, M.; Ansari, A. The use of KOH/clinoptilolite catalyst in pilot of microreactor for biodiesel production from waste cooking oil. Fuel 2020, 263, 116659. [Google Scholar] [CrossRef]
- Hsiao, M.C.; Kuo, J.Y.; Hsieh, P.H.; Hou, S.S. Improving biodiesel conversions from blends of high-and low-acid-value waste cooking oils using sodium methoxide as a catalyst based on a high speed homogenizer. Energies 2018, 11, 2298. [Google Scholar] [CrossRef] [Green Version]
- Hsiao, M.C.; Hou, S.S.; Kuo, J.Y.; Hsieh, P.H. Optimized conversion of waste cooking oil to biodiesel using calcium methoxide as catalyst under homogenizer system conditions. Energies 2018, 11, 2622. [Google Scholar] [CrossRef] [Green Version]
- Hsiao, M.C.; Chang, L.W.; Hou, S.S. Study of solid calcium diglyceroxide for biodiesel production from waste cooking oil using a high speed homogenizer. Energies 2019, 12, 3205. [Google Scholar] [CrossRef] [Green Version]
- Hsiao, M.C.; Liao, P.H.; Lan, N.V.; Hou, S.S. Enhancement of biodiesel production from high-acid-value waste cooking oil via a microwave reactor using a homogeneous alkaline catalyst. Energies 2021, 14, 437. [Google Scholar] [CrossRef]
- Gole, V.L.; Gogate, P.R. Intensification of synthesis of biodiesel from non-edible oil using sequential combination of microwave and ultrasound. Fuel Process. Technol. 2013, 106, 62–69. [Google Scholar] [CrossRef]
- Thangaraj, B.; Solomon, P.R.; Muniyandi, B.; Ranganathan, S.; Lin, L. Catalysis in biodiesel production- a review. Clean Energy 2019, 3, 2–23. [Google Scholar] [CrossRef] [Green Version]
- Suraj, C.K.; Anand, K.; Sundararajan, T. Investigation of biodiesel production methods by altering free fatty acid content in vegetable oils. Biofuels 2017, 1, 587–595. [Google Scholar] [CrossRef]
- Thoai, D.N.; Tongurai, C.; Prasertsit, K.; Kumar, A. Review on biodiesel production by two-step catalytic conversion. Biocatal. Agric. Biotechnol. 2019, 18, 101023. [Google Scholar] [CrossRef]
- Seithtanabutara, V.; Sungnat, C.; Wongwuttanasatian, T. Comparison of free fatty acid conversion yields for esterification assisted by single-and dual-frequency sonication. Biomass Convers. Bior. 2020, 10, 1–13. [Google Scholar] [CrossRef]
- Kirubakaran, M.; Selvan, V.A.M. Egg shell as heterogeneous catalyst for synthesis of biodiesel from high free fatty acid chicken fat and its working characteristics on a CI engine. J. Environ. Chem. Eng. 2018, 6, 4490–4503. [Google Scholar]
- Banerjee, N.; Barman, S.; Saha, G.; Jash, T. Optimization of process parameters of biodiesel production from different kinds of feedstock. Mater. Today 2018, 5, 23043–23050. [Google Scholar] [CrossRef]
- Keskin, A. Two-step methyl ester production and characterization from the broiler rendering fat: The optimization of the first step. Renew. Energy 2018, 122, 216–224. [Google Scholar] [CrossRef]
- He, C.; Mei, Y.; Zhang, Y.; Liu, L.; Li, P.; Zhang, Z.; Jing, Y.; Li, G.; Jiao, Y. Enhanced biodiesel production from diseased swine fat by ultrasound-assisted two-step catalyzed process. Bioresour. Technol. 2020, 304, 123017. [Google Scholar] [CrossRef]
- Kasirajan, R. Biodiesel Production by two step process from an energy source of chrysophyllum albidum oil using homogeneous catalyst. S. Afr. J. Chem. Eng. 2021, 37, 161–166. [Google Scholar]
- Suresh, T.; Sivarajasekar, N.; Balasubramani, K. Enhanced ultrasonic assisted biodiesel production from meat industry waste (pig tallow) using green copper oxide nanocatalyst: Comparison of response surface and neural network modelling. Renew. Energy 2021, 164, 897–907. [Google Scholar] [CrossRef]
- Suwannapa, P.; Tippayawong, N. Optimization of two-step biodiesel production from beef tallow with microwave heating. Chem. Eng. Commun. 2017, 204, 618–624. [Google Scholar] [CrossRef]
- Haghighi, S.F.M.; Parvasi, P.; Jokar, S.M.; Basile, A. Investigating the effects of ultrasonic frequency and membrane technology on biodiesel production from chicken waste. Energies 2021, 14, 2133. [Google Scholar] [CrossRef]
- Carmona-Cabello, M.; Sáez-Bastante, J.; Pinzi, S.; Dorado, M.P. Optimization of solid food waste oil biodiesel by ultrasound-assisted transesterification. Fuel 2019, 255, 115817. [Google Scholar] [CrossRef]
- Ma, Y.; Liu, S.; Wang, Y.; Adhikari, S.; Dempster, T.A.; Wang, Y. Direct biodiesel production from wet microalgae assisted by radio frequency heating. Fuel 2019, 256, 115994. [Google Scholar] [CrossRef]
- Chuah, L.F.; Klemes, J.J.; Yusup, S.; Bokhari, A.; Akbar, M.M. A review of cleaner intensification technologies in biodiesel production. J. Clean. Prod. 2017, 146, 181–193. [Google Scholar] [CrossRef]
- Gholami, A.; Pourfayaz, F.; Maleki, A. Techno-economic assessment of biodiesel production from canola oil through ultrasonic cavitation. Energy Rep. 2021, 7, 266–277. [Google Scholar] [CrossRef]
- Topare, N.S.; Patil, K.D.; Khedkar, S.V. Effects of operating parameters on biodiesel production from waste cooking oil under ultrasonic irradiation. Mater. Today Proc. 2021, in press. [Google Scholar]
- Kashyap, S.S.; Gogate, P.R.; Joshi, S.M. Ultrasound assisted synthesis of biodiesel from karanja oil by interesterification: Intensification studies and optimization using RSM. Ultrason. Sonochem. 2019, 50, 36–45. [Google Scholar] [CrossRef]
- Tavares, G.R.; Gonçalves, J.E.; dos Santos, W.D.; da Silva, C. Enzymatic interesterification of crambe oil assisted by ultrasound. Ind. Crops. Prod. 2017, 97, 218–223. [Google Scholar] [CrossRef]
- Bhangu, S.K.; Gupta, S.; Ashokkumar, M. Ultrasonic enhancement of lipase-catalysed transesterification for biodiesel synthesis. Ultrason. Sonochem. 2017, 34, 305–309. [Google Scholar] [CrossRef]
- Mohod, A.V.; Subudhi, A.S.; Gogate, P.R. Intensification of esterification of non edible oil as sustainable feedstock using cavitational reactors. Ultrason. Sonochem. 2017, 36, 309–318. [Google Scholar] [CrossRef] [PubMed]
- Sadaf, S.; Iqbal, J.; Ullah, I.; Bhatti, H.N.; Nouren, S.; Nisar, J.; Iqbal, M. Biodiesel production from waste cooking oil: An efficient technique to convert waste into biodiesel. Sustain. Cities Soc. 2018, 41, 220–226. [Google Scholar]
- Charoenchaitrakool, M.; Thienmethangkoon, J. Statistical optimization for biodiesel production from waste frying oil through two-step catalyzed process. Fuel Process. Technol. 2011, 92, 112–118. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substance | AV (mg KOH/g) | SV (mg KOH/g) | Molecular Weight |
|---|---|---|---|
| Used cooking oil | 4.35 | 268.1 | 588.36 |
| Parameter | Conventional Method | Ultrasonic Method | ||
|---|---|---|---|---|
| E | T | E | T | |
| Reaction time (min) | 60 | 80 | 40 | 40 |
| Molar ratio | 1:9 | 1:12 | 1:9 | 1:12 |
| Catalyst type | H2SO4 | NaOH | H2SO4 | NaOH |
| Catalyst concentration (wt %) | 2 | 1 | 2 | 1 |
| Reaction temperature (°C) | 60 | 65 | 60 | 65 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hsiao, M.-C.; Lin, W.-T.; Chiu, W.-C.; Hou, S.-S. Two-Stage Biodiesel Synthesis from Used Cooking Oil with a High Acid Value via an Ultrasound-Assisted Method. Energies 2021, 14, 3703. https://doi.org/10.3390/en14123703
Hsiao M-C, Lin W-T, Chiu W-C, Hou S-S. Two-Stage Biodiesel Synthesis from Used Cooking Oil with a High Acid Value via an Ultrasound-Assisted Method. Energies. 2021; 14(12):3703. https://doi.org/10.3390/en14123703
Chicago/Turabian StyleHsiao, Ming-Chien, Wei-Ting Lin, Wei-Cheng Chiu, and Shuhn-Shyurng Hou. 2021. "Two-Stage Biodiesel Synthesis from Used Cooking Oil with a High Acid Value via an Ultrasound-Assisted Method" Energies 14, no. 12: 3703. https://doi.org/10.3390/en14123703