Energy Consumption Analysis for Vehicle Production through a Material Flow Approach



Abstract
:1. Introduction
2. Methodology
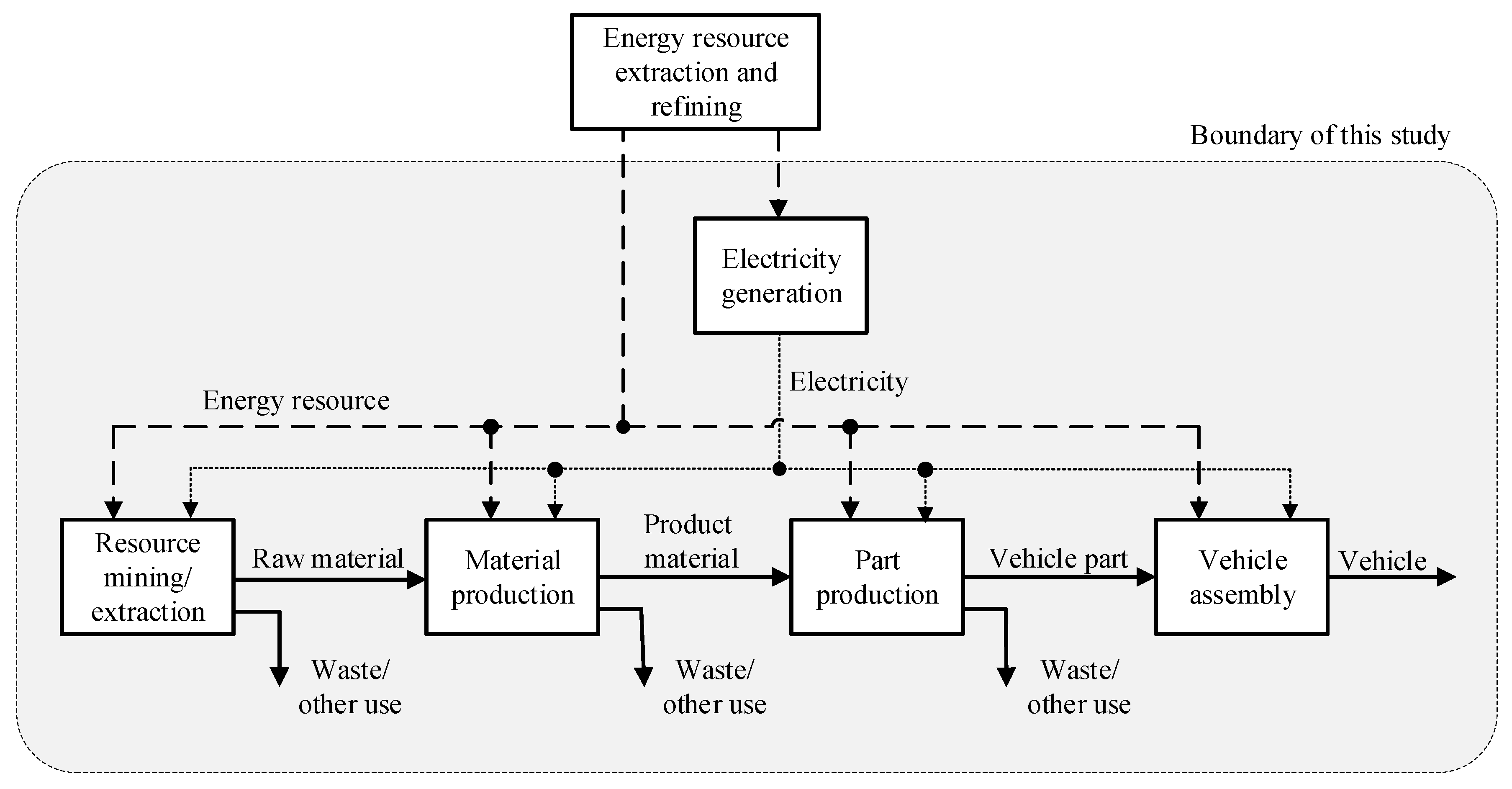
2.1. Material Flow Elaboration
2.2. Energy Consumption Analysis
3. Results and Discussions
3.1. Results of the Energy and Material Consumption Analysis
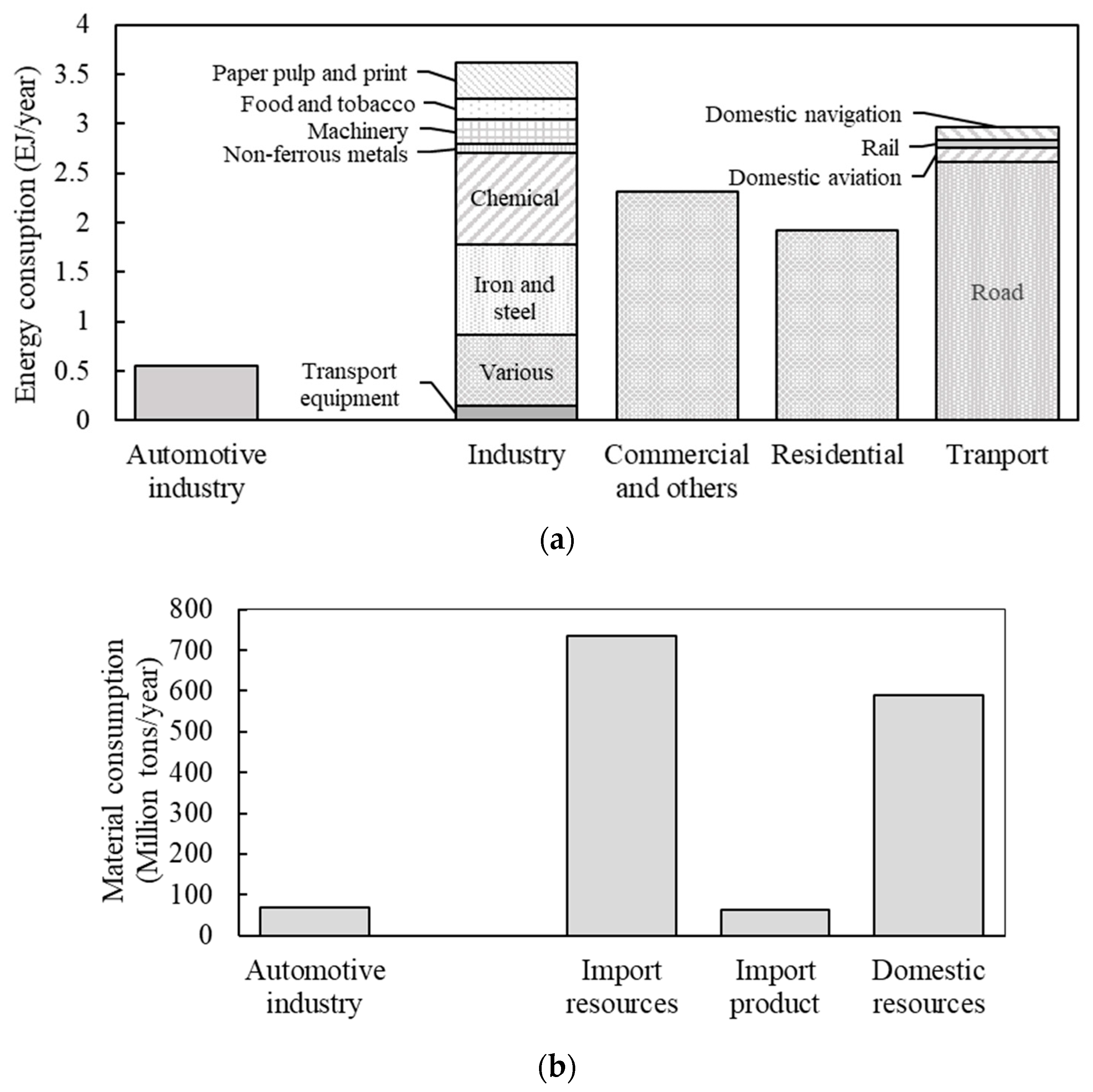
3.2. Energy and Material Consumption for the Entire Japanese Market
3.3. Primary Assumptions and Limitations
3.4. Comparison with Results of Previous Studies
3.5. Application of the Results
4. Conclusions
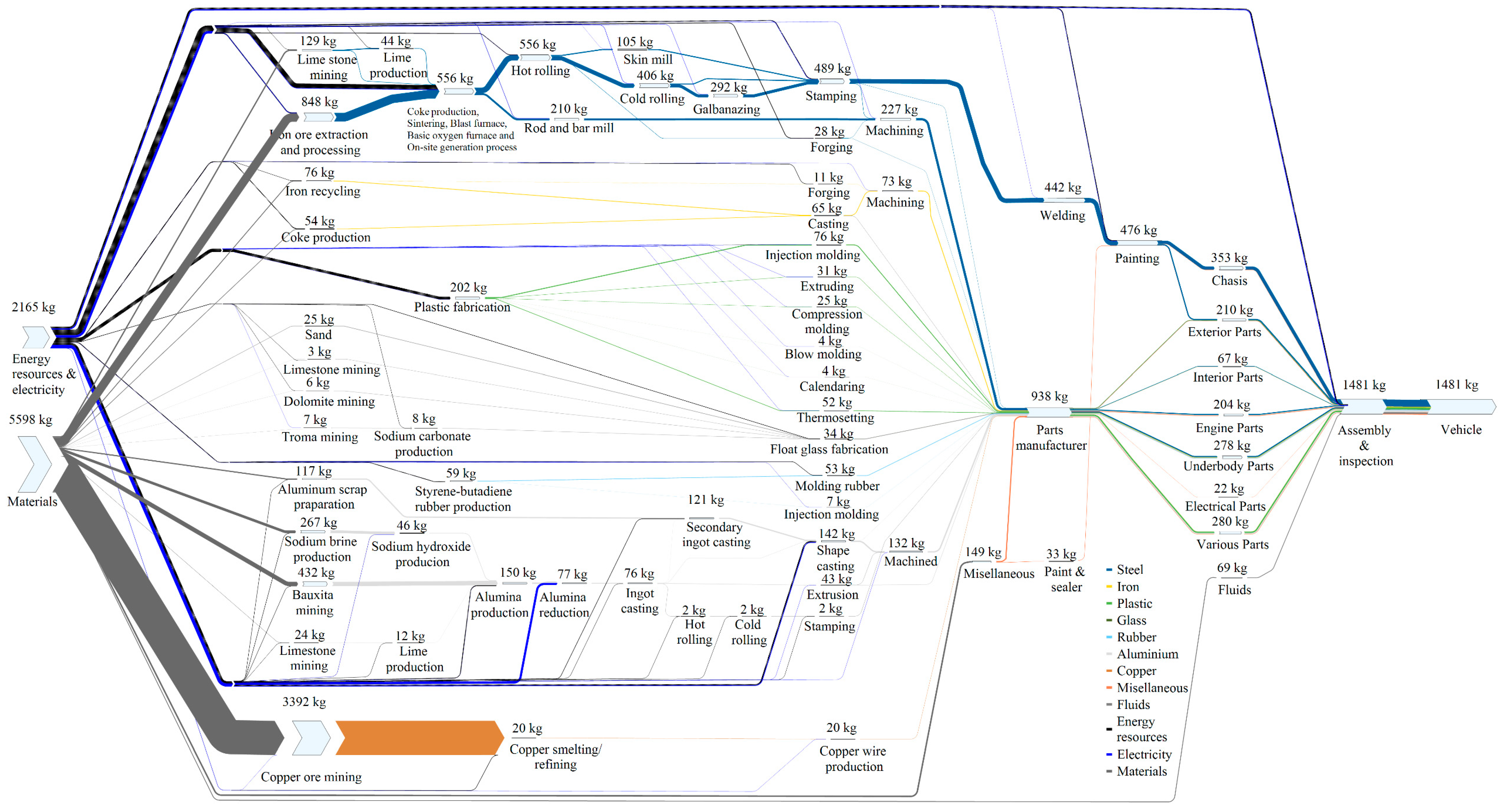
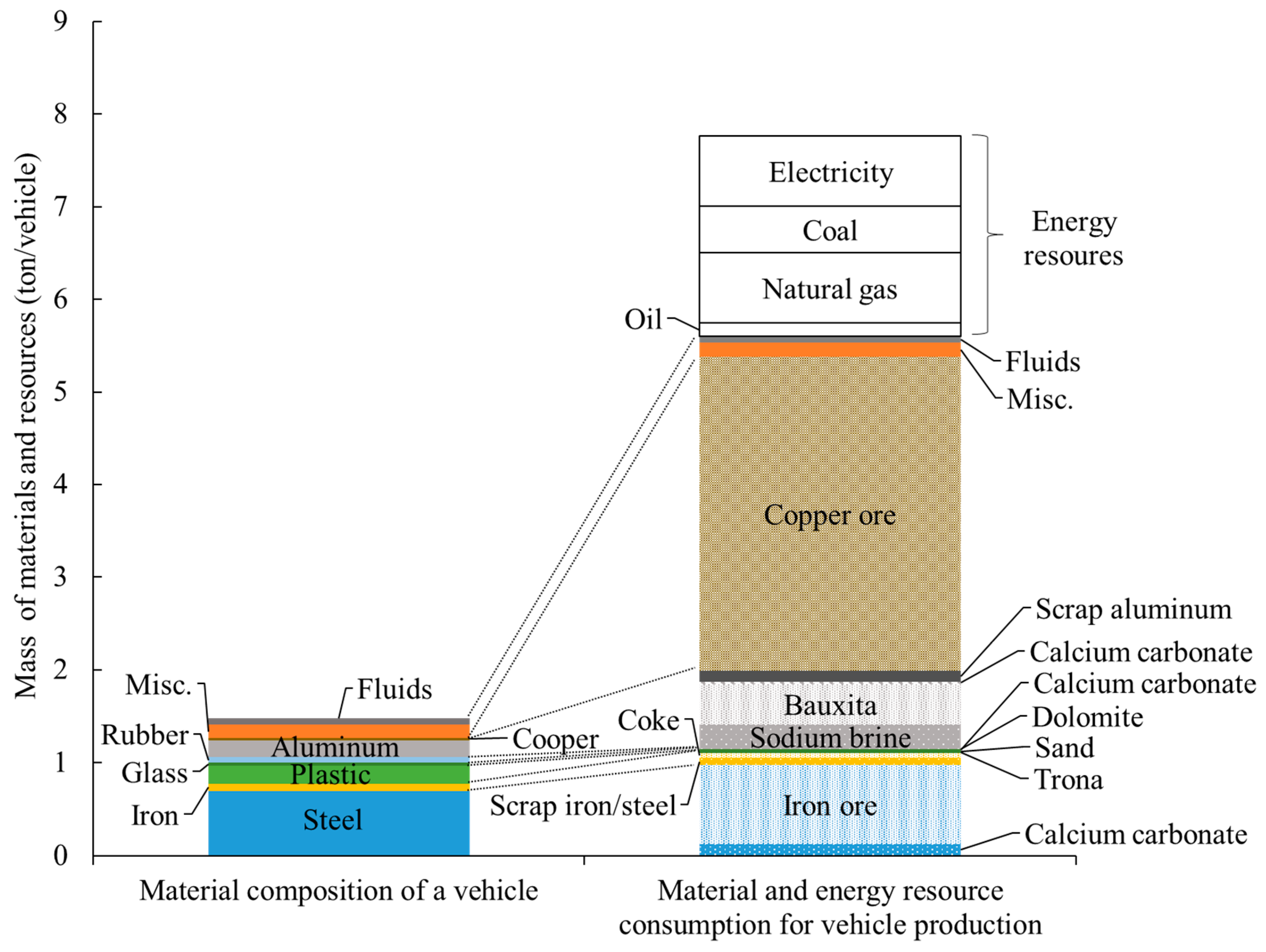
- It has been calculated that for the production of 1 kg of vehicle, at least 5.23 kg of raw materials and energy resources are required. Copper ore has the highest percentage value of 2.29 kg/kg of vehicle, followed by energy resources, with 1.46 kg/kg of vehicle.
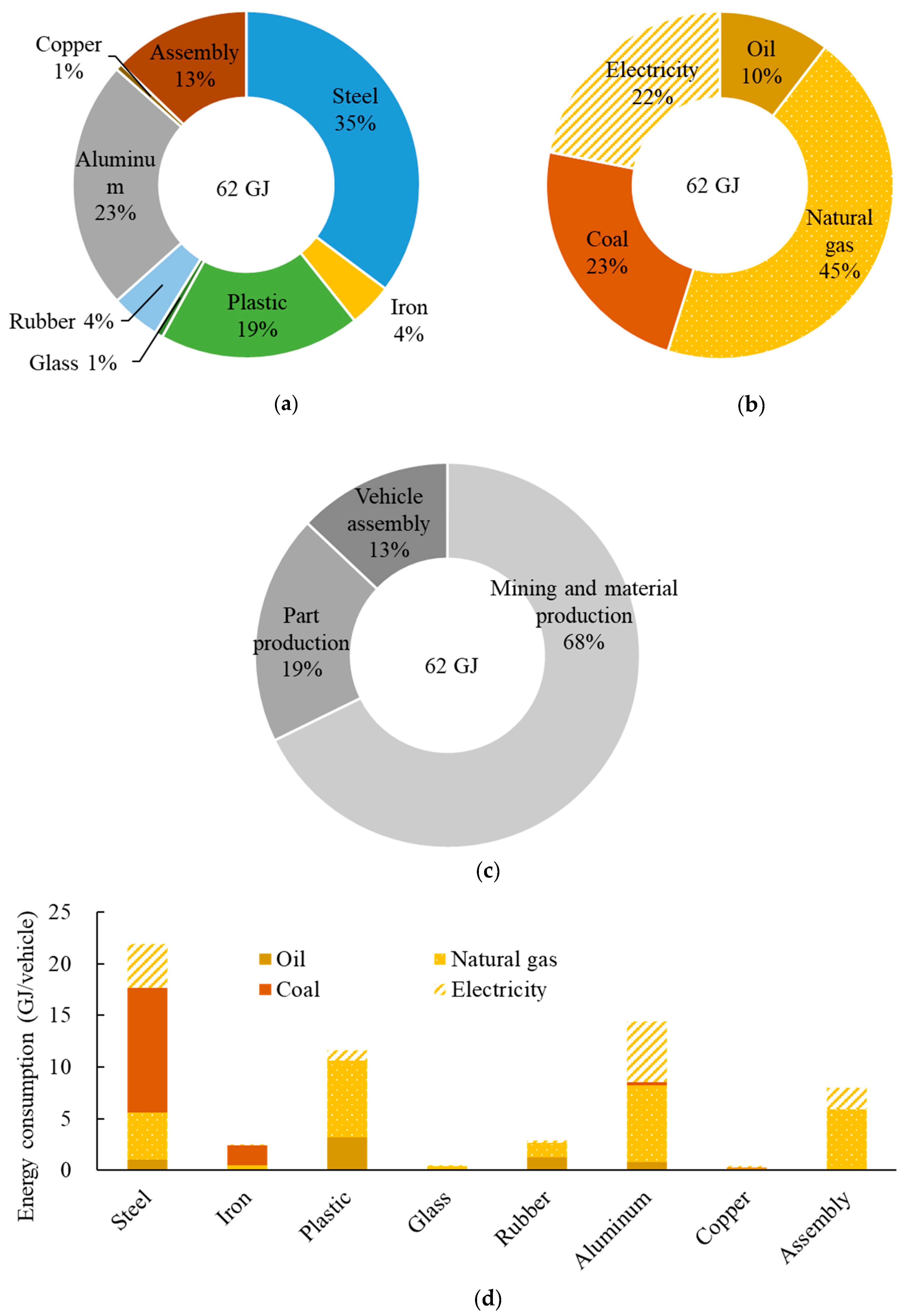
- Energy consumption for the production of a vehicle was calculated as 62 GJ (41.8 MJ/kg of vehicle). Mining and material production processes dominate consumption, representing 68% of the total, followed by the part production processes, at 19%, and vehicle assembly, at 13%.
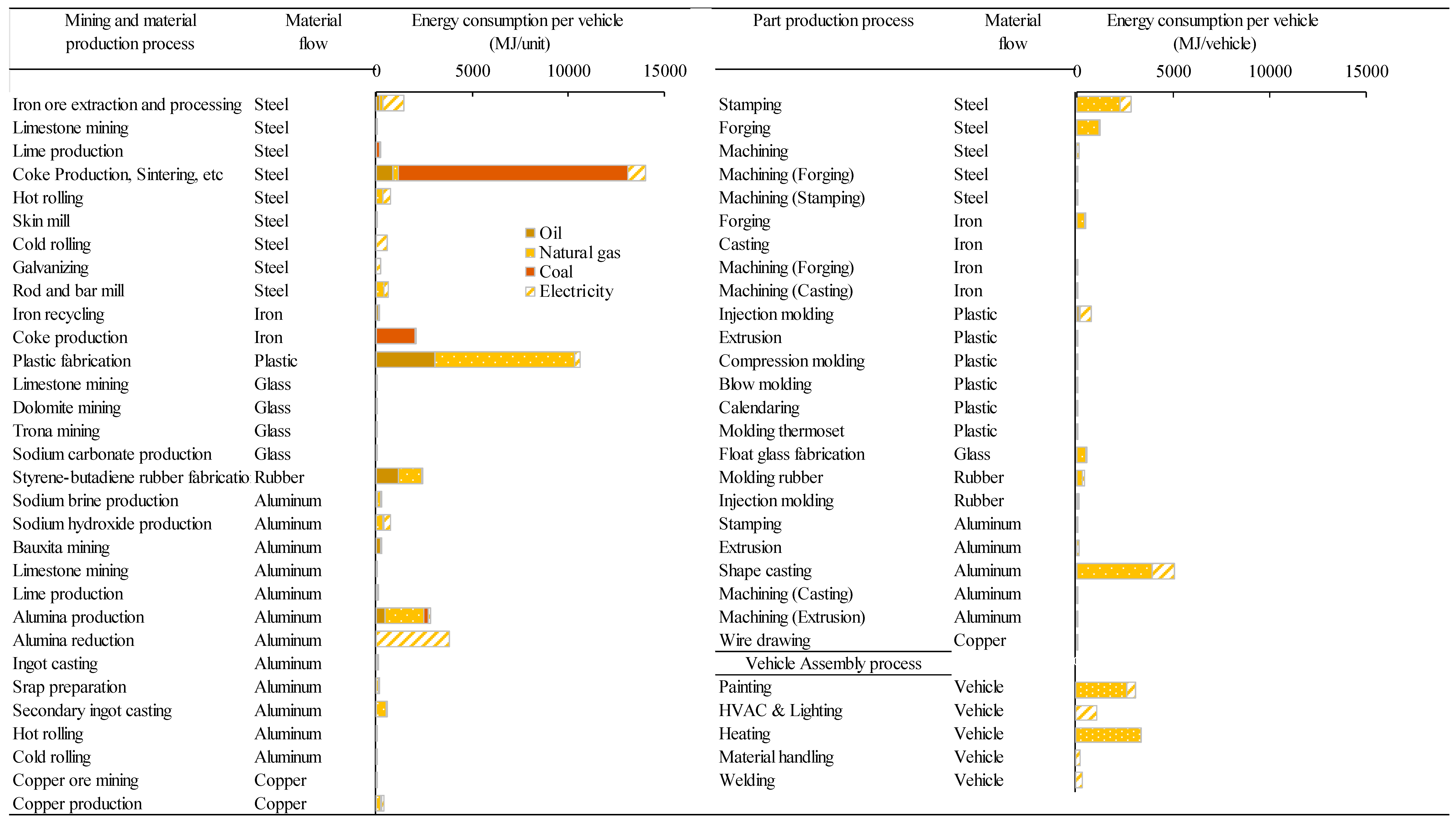
- Natural gas is the most consumed energy resource, representing 44% of the total energy consumption for the automotive industry. This consumption is centered on the plastic fabrication processes, for which 26% of this resource is required. Moreover, 82% of the total coal is consumed in the steel production processes, and 28% of the electricity in the alumina reduction process, showing a demand concentration of determinate resources in specific facilities.
- The energy consumption that is related to the automotive industry is 0.55 EJ per year in Japan, representing 15% of the industrial energy consumption of the country. Moreover, the materials and resources consumed in the industry were calculated as 69 million tons per year, representing more than 9.4% of the annual imported resources for Japan.
Author Contributions
Funding
Conflicts of Interest
References
- United Nations. United Nations Framework Convention on Climate Change. Historic Paris Agreement on Climate Change: 195 Nations Set Path to Keep Temperature Rise Well Below 2 Degrees Celsius, Announcement/13 December 2015. Available online: https://unfccc.int/news/finale-cop21 (accessed on 30 September 2018).
- U.S. Energy Information Administration. International energy outlook 2016. DOE/EIA-0484(2016); 2016. Available online: https://www.eia.gov/outlooks/ieo/pdf/0484(2016).pdf (accessed on 30 September 2018).
- Nemry, F.; Leduc, G.; Mongelli, I.; Uihlein, A. Environmental Improvement of Passenger Cars (IMPRO-Car); EUR—Scientific and Technical Research Reports; OPOCE: Brussels, Belgium, 2008. [Google Scholar]
- Kobayashi, O. Car Life Cycle Inventory Assessment. SAE Technical Paper 971199; SAE: Warrendale, PA, USA, 1997. [Google Scholar]
- Sato, F.E.K.; Furubayashi, T.; Nakata, T. Application of energy and CO2 reduction assessments for end-of-life vehicles recycling in Japan. Appl. Energy 2019, 237, 77–794. [Google Scholar] [CrossRef]
- O’reilly, C.J.; Göransson, P.; Funazaki, A.; Suzuki, T.; Edlund, S.; Gunnarsson, C.; Ludow, J.; Cerin, P.; Cameron, C.J.; Wennhage, P.; et al. Life cycle energy optimisation: A proposed methodology for integrating environmental considerations early in the vehicle engineering design. J. Clean. Prod. 2016, 135, 750–759. [Google Scholar] [CrossRef]
- Sato, F.E.K.; Furubayashi, T.; Nakata, T. Energy and CO2 benefit assess- ment of reused vehicle parts through a material flow approach. Int. J. Automot. Eng. 2019, 9, 91–98. [Google Scholar] [CrossRef] [Green Version]
- Lane, B. Life Cycle Assessment of Vehicle Fuels and Technologies. London: Eco- Lane Transport Consultancy and London Borough of Camden. 2006. Available online: http://ww.seeds4green.org/sites/default/files/Camden_LCA_Report_FINAL_10_03_2006.pdf (accessed on 12 February 2020).
- Vinoles-Cebolla, R.; Bastante-Ceca, M.J.; Capuz-Rizo, S.F. An integrated method to calculate an automobile’s emissions throughout its life cycle. Energy 2015, 83, 125–136. [Google Scholar] [CrossRef]
- Messagie, M.; Boureima, F.; Matheys, J.; Sergeant, N.; Timmermans, J.-M.; Macharis, C.; Van Mierlo, J. Environmental performance of a battery electric vehicle: A descriptive Life Cycle Assessment approach. World Electr. Veh. J. 2010, 4, 782–786. [Google Scholar] [CrossRef] [Green Version]
- Yang, Z.; Wang, B.; Kui, J. Life cycle assessment of fuel cell, electric and internal combustion engine vehicles under different fuel scenarios and driving mileages in China. Energy 2020, 198, 117365. [Google Scholar] [CrossRef]
- Nishimura, K.; Hondo, H.; Uchiyama, Y. Comparative analysis of embodied liabilities using an inter-industrial process model: Gasoline- vs. electro-powered vehicles. Appl. Energy 2011, 69, 307–320. [Google Scholar] [CrossRef]
- Rydh, C.J.; Sun, M. Life cycle inventory data for materials grouped according to environmental and materials properties. J. Clean. Prod. 2005, 13, 1258–1268. [Google Scholar] [CrossRef]
- Nishimura, K.; Hondo, H.; Uchiyama, Y. Estimating the embodied carbon emissions from the material content. Energy Convers. Manag 1997, 38, 589–594. [Google Scholar] [CrossRef]
- Das, S.; Curlee, R.T.; Rizy, C.G.; Schexnayder, S.M. Automobile recycling in the United States: Energy impacts and waste generation. Resour. Conserv. Recycl. 1995, 14, 265–284. [Google Scholar] [CrossRef]
- International Organization for Standardization. Environmental Management—Life Cycle Assessment—Principles and Framework. ISO 14040; International Organization for Standardization: Geneva, Switzerland, 2006. [Google Scholar]
- International Organization for Standardization. Environmental Management—Life Cycle Assessment—Requirements and Guidelines. ISO 14044; International Organization for Standardization: Geneva, Switzerland, 2006. [Google Scholar]
- Singh, H. Mass Reduction for Light-Duty Vehicles for Model Years 2017–2025; U.S. Department of Transportation and the National Highway Traffic Safety Administration; Report No. DOT HS 811 666; 2012. Available online: https://www.nhtsa.gov/corporate-average-fuel-economy/research-supporting-2017-2025-cafe-final-rule (accessed on 6 September 2016).
- Sullivan, J.L.; Burnham, A.; Wang, M. Energy-Consumption and Carbon-Emission Analysis of Vehicle and Component Manufacturing. Argonne National Laboratory ANL/ESD/10-6; 2010. Available online: https://publications.anl.gov/anlpubs/2010/10/68288.pdf (accessed on 12 February 2020).
- Ahmed, E. Advances Composite Materials for Automotive Applications, Structural Integrity and Crashworthiness, Chapter 3; Wiley: Hoboken, NJ, USA, 2014. [Google Scholar]
- GREET Excel Model Platform, 2019. GREET2 Model. Argonne National Laboratory. Available online: https://greet.es.anl.gov/greet.models (accessed on 17 December 2019).
- GREET 2018 Net software v1.3.0.13395, 2018. Greet Life Cycle Model 2018Argonne. Argonne National Laboratory. Available online: https://greet.es.anl.gov (accessed on 28 October 2018).
- Ophardt, C.E. Asarco mining Operations in Arizona Mission Mine, Tucson. Virtual Chembook. Elmhurst College. 2003. Available online: http://chemistry.elmhurst.edu/vchembook/330copper.html (accessed on 12 February 2020).
- Keoleian, G.; Miller, S.; De Kleine, R.; Fang, A.; Mosley, J. Life Cycle Material Update for Greet Model. University of Michigan, Center for Sustainable System Report No. CSS12-12. , 2012. Available online: http://css.umich.edu/sites/default/files/css_doc/CSS12-12.pdf (accessed on 12 February 2020).
- Brunham, A.; Wang, M.; Wu, Y. Development an Application of Greet 2.7—The Transportation Vehicle-Cycle Model; Argonee National Laboratory ANL/ESD/06-5; U.S. Department of Energy Office of Scientific and Technical Information: Oak Ridge, TN, USA, 2006.
- University of California. Fuel Energy Conversion Factors. 2020. Available online: http://w.astro.berkeley.edu/~wright/ (accessed on 16 February 2020).
- The Canadian Natural Gas Vehicle Alliance. Comparing Natural Gas to Diesel. Energy Content. 2014. Available online: http://cngva.org/wp-content/uploads/2017/12/Energy-Content-Factsheet-FINAL-EN.pdf (accessed on 31 March 2020).
- Takita, Y.; Furubayashi, T.; Nakata, T. Development and analysis of an energy flow considering renewable energy potential, 2015. Trans. JSME 2015, 81, 15–00164. [Google Scholar]
- MOE. Ministry of the Environment, Government of Japan. Change in Size (Weight) of Passenger Cars (for Private/Business Use). 2015. Available online: www.env.go.jp/doc/toukei/data/2015_6.17.xls (accessed on 12 February 2020).
- Japan Automobile Manufacturers Association. Active Matrix Database System, Passenger Car Production 2018. Available online: http://jamaserv.jama.or.jp/newdb/index.html (accessed on 12 February 2020).
- International Energy Agency. IEA Sankey Diagram, Japan Balance. 2017. Available online: https://www.iea.org/sankey/#?c=Japan&s=Final%20consumption (accessed on 3 March 2020).
- Amemiya, T. Current State and Trend of Waste and Recycling in Japan. Int. J. Earth Environ. Sci. 2018, 3, 155. [Google Scholar] [CrossRef] [PubMed]
- Schweimer, G.W.; Levin, M. Life Cycle Inventory for the Golf A4. Research, Environment and Transport; Volkswagen, A.G., Ed.; Wolfsburg and Center of Environmental Systems Research; University of Kasse: Kassel, Germany, 2000; Available online: http://www.wz.uw.edu.pl/pracownicyFiles/id10927-volkswagen-life-cycle-inventory.pdf (accessed on 22 April 2020).
- U.S. Environmental Protection Agency. The Official U.S. Government Source for Fuel Economy Information, 2011 Honda Accord 2.4L, 4cyl, Manual 5-spd. 2017. Available online: http://www.fueleconomy.gov/feg/Find.do?action=sbs&id=30684 (accessed on 3 August 2017).
- Demirel, Y. Energy: Production, Conversion, Storage, Conservation, and Coupling; Springer Science & Business Media: Berlin, Germany, 2012; Volume 69. [Google Scholar]
- Schuckert, M.; Saur, K.; Florin, H.; Eyerer, P.; Beddies, H. Life cycle analysis: Getting the total picture on vehicle engineering alternatives. Automot. Eng. 1996, 104, 49–52. [Google Scholar]
- European Environment Agency. Environmental Signals 2000, 16. Developments in Indicators: Total Material Requirement (TMR). 2016. Available online: https://www.eea.europa.eu/publications/signals-2000/page017.html (accessed on 17 February 2020).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Flow | Process | Material Consumption Per Mass of Process Output (Kg/Kg) | Energy Consumption Per Mass Of Process Output (MJ/kg) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Material | Amout | Ref. | Oil | Natural Gas | Coal | ElectriCity | Internal Process * | Ref. | ||
| Steel | Iron ore extraction and processing | 0.206 | 0.186 | 1.327 | (e) | |||||
| Limestone mining | 0.019 | 0.004 | (b) | |||||||
| Lime production | Calcium carbonate | 2.072 | (b) | 0.119 | 0.244 | 3.489 | 0.221 | (b) | ||
| Coke Production, Sintering, Blast Furnace, Basic Oxygen Furnace and On-site Generation processe | Lime | 0.060 | (b) | 1.192 | 0.356 | 16.258 | 1.256 | −1.477 | (b) | |
| Calcium carbonate | 0.050 | (b) | ||||||||
| Iron ore | 1.150 | (b) | ||||||||
| Hot rolling | Slab | 1.031 | (a) | 0.665 | 0.743 | 1.399 | (e) | |||
| Skin mill | Hot rolled strip | 1.015 | (a) | 0.044 | 0.035 | (e) | ||||
| Cold rolling | Hot rolled strip | 1.054 | (a) | 1.477 | 0.622 | (e) | ||||
| Galvanizing | Rolled sheet | 1.000 | (a) | 0.734 | 1.364 | (e) | ||||
| Stamping | Rolled sheet | 1.000 | (a) | 4.545 | 1.208 | (e) | ||||
| Rod and bar mill | Billet | 1.000 | (a) | 2.275 | 1.137 | (e) | ||||
| Forging | Billet | 1.000 | (f) | 40.404 | 1.357 | (c) | ||||
| Machining | Bar, rod, others | 1.000 | (a) | 0.628 | (c) | |||||
| Iron | Iron recycling | 1.314 | 0.099 | (a) | ||||||
| Coke production | 37.314 | 0.398 | −4.472 | (e) | ||||||
| Forging | Scrap iron/steel | 1.000 | (b) | 34.415 | 1.248 | (a) | ||||
| Casting | Scrap iron/steel | 1.000 | (b) | (a), (b) | ||||||
| Coke | 0.840 | (a) | ||||||||
| Machining | Iron | 1.000 | (b) | 0.570 | (a) | |||||
| Plastic | Plastic fabrication | 15.136 | 36.007 | 1.275 | (e), (f) ** | |||||
| Injection molding | Pellets | 1.139 | (a) | 1.207 | 0.858 | 7.546 | (c) | |||
| Extrusion | Pellets | 1.002 | (a) | 0.692 | 0.039 | 1.944 | (c) | |||
| Compression molding | Pellets | 1.000 | (a) | 1.501 | (c) | |||||
| Blow molding | Pellets | 1.000 | (a) | 6.152 | (c) | |||||
| Calendaring | Pellets | 1.155 | (a) | 0.239 | 0.156 | 1.822 | (c) | |||
| Molding thermoset | Resin | 1.000 | (a) | 1.501 | (c) | |||||
| Glass | Limestone mining | 0.019 | 0.004 | (b) | ||||||
| Dolomite mining | 0.158 | 0.010 | (b) | |||||||
| Trona mining | 0.206 | 1.327 | (f) *** | |||||||
| Sodium carbonate production | Trona | 0.907 | (b) | 0.442 | 4.220 | (b) | ||||
| Float glass fabrication | Sand | 0.721 | (a) | 13.143 | 0.875 | (c) | ||||
| Calcium carbonate | 0.099 | (a) | ||||||||
| Dolomite | 0.183 | (a) | ||||||||
| Sodium carbonate | 0.232 | (a) | ||||||||
| Rubber | Styrene-butadiene rubber fabrication | 19.771 | 19.771 | 0.395 | (b) | |||||
| Molding rubber | Styrene-butadiene | 1.000 | (a) | 5.265 | 2.365 | (c) | ||||
| Injection molding | Styrene-butadiene | 1.031 | (a) | 8.150 | 4.950 | (c) | ||||
| Aluminum | Sodium brine production | 0.116 | 0.717 | 0.232 | (b) | |||||
| Sodium hydroxide production | Sodium brine | 5.830 | (b) | 0.002 | 8.141 | 0.663 | 6.978 | (b) | ||
| Bauxita mining | 0.592 | 0.017 | (a) | |||||||
| Limestone mining | 0.019 | 0.004 | (b) | |||||||
| Lime production | Calcium carbonate | 2.072 | (b) | 0.119 | 0.244 | 3.489 | 0.221 | (b) | ||
| Alumina production | Bauxita | 2.881 | (b) | 3.105 | 13.624 | 1.412 | 0.677 | (a) | ||
| Sodiun hydroxide | 0.306 | (a) | ||||||||
| Lime | 0.078 | (a) | ||||||||
| Alumina reduction | Alumina | 1.935 | (b) | 49.354 | (a) | |||||
| Ingot casting | Aluminium | 1.020 | (b) | 0.146 | 0.695 | 0.221 | (a) | |||
| Srap preparation | Aluminium scrap | 1.010 | (b) | 0.791 | 0.369 | (b) | ||||
| Secondary ingot casting | Aluminium scrap | 0.970 | (b) | 4.347 | 0.359 | (b) | ||||
| Aluminium | 0.080 | (b) | ||||||||
| Hot rolling | Aluminum ingot | 1.035 | (b) | 3.457 | 0.371 | (a) | ||||
| Cold rolling | Aluminum ingot | 1.000 | (b) | 1.993 | 1.195 | (a) | ||||
| Stamping | Rolled sheet | 1.000 | (a) | 4.545 | 1.208 | (c) | ||||
| Extrusion | Aluminum ingot | 1.000 | (f) | 0.692 | 0.039 | 1.944 | (c) | |||
| Shape casting | Aluminum ingot | 1.000 | (f) | 27.495 | 8.046 | (c) | ||||
| Machining | Aluminium | 1.000 | (a) | 0.628 | (c) | |||||
| Copper | Copper ore mining | 0.006 | 0.007 | (e), (f), (d) | ||||||
| Copper production | Copper ore | 169.586 | (d) | 1.452 | 9.075 | 3.448 | 6.897 | (e) | ||
| Wire drawing | Copper | 1.000 | (b) | 0.887 | 0.021 | 1.711 | (e) | |||
| Refereces: | * Blast furnace and coke oven gas; not considered | |||||||||
| (a) GREET Excel model platform [21] | (d) Ophardt, 2003 [23] | in the energy consumption calculation | ||||||||
| (b) GREET 2018 Net software [22] | (e) Keoleian, 2012 [24] | ** Considered values of Polypropilene | ||||||||
| (c) Sullivan, 2010 [19] | (f) Author estimation | *** Considered same as Iron ore mining | ||||||||
| Energy Consumption Values Proposed in Our Approach | Energy Consumption Values from Nemry et al. [3] | Energy Consumption Values from Schweimer et al. [33] | ||||
|---|---|---|---|---|---|---|
| MJ/kg of vehicle | Percentage | MJ/kg of vehicle | Percentage | MJ/kg of vehicle | Percentage | |
| Production | 41.8 | 16.4% | 53 | 9% | 81 | 26% |
| Use | 213 | 83.4% | 557 | 91% | 226 | 73% |
| ELV | 0.6 | 0.2% | 0 | 0% | - | - |
| Total | 255.4 | 100% | 610 | 100% | 307 | 100% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sato, F.E.K.; Nakata, T. Energy Consumption Analysis for Vehicle Production through a Material Flow Approach. Energies 2020, 13, 2396. https://doi.org/10.3390/en13092396
Sato FEK, Nakata T. Energy Consumption Analysis for Vehicle Production through a Material Flow Approach. Energies. 2020; 13(9):2396. https://doi.org/10.3390/en13092396
Chicago/Turabian StyleSato, Fernando Enzo Kenta, and Toshihiko Nakata. 2020. "Energy Consumption Analysis for Vehicle Production through a Material Flow Approach" Energies 13, no. 9: 2396. https://doi.org/10.3390/en13092396