Numerical Modelling and Experimental Verification of the Low-Emission Biomass Combustion Process in a Domestic Boiler with Flue Gas Flow around the Combustion Chamber



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Composition and Calorific Value of the Generator Gas
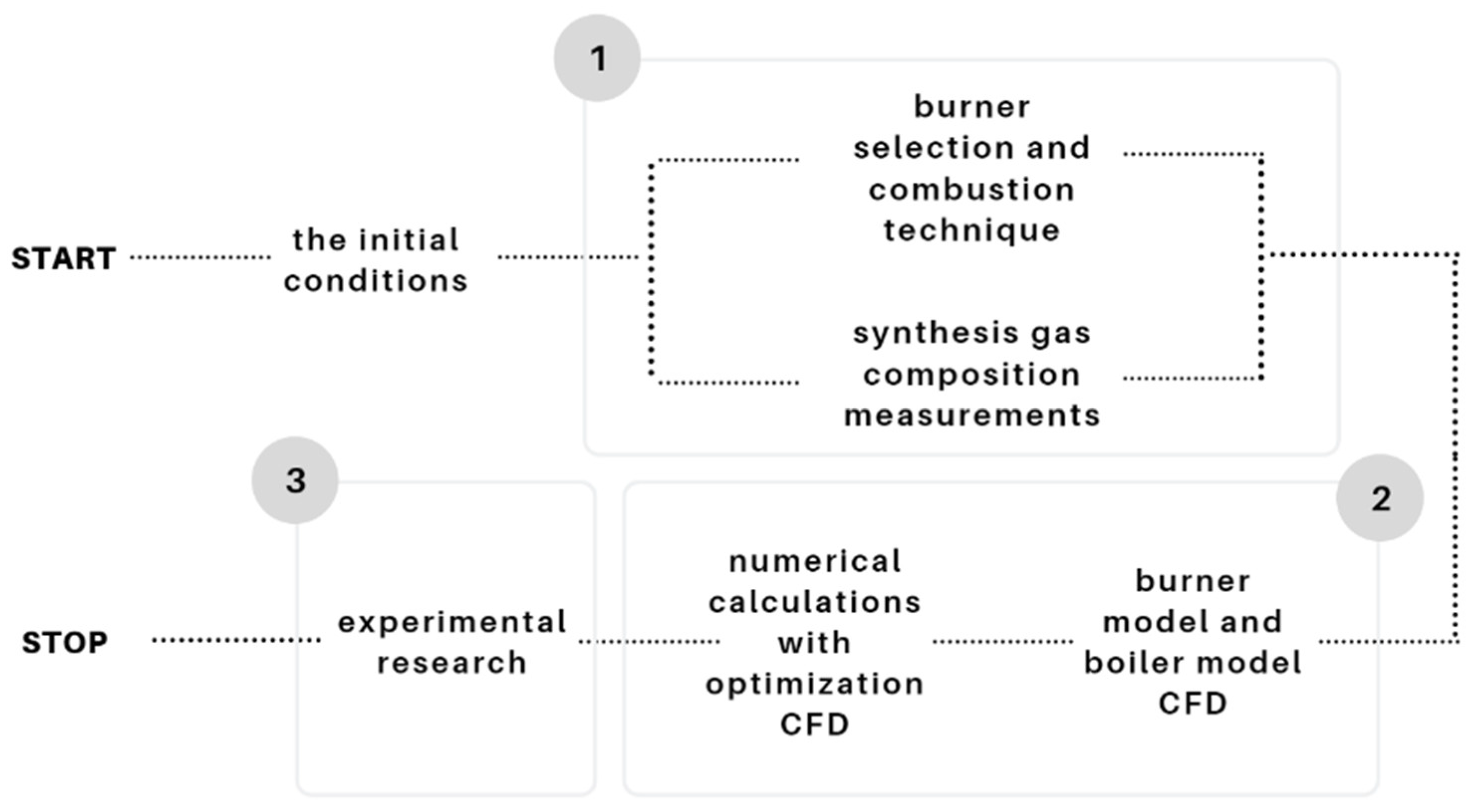
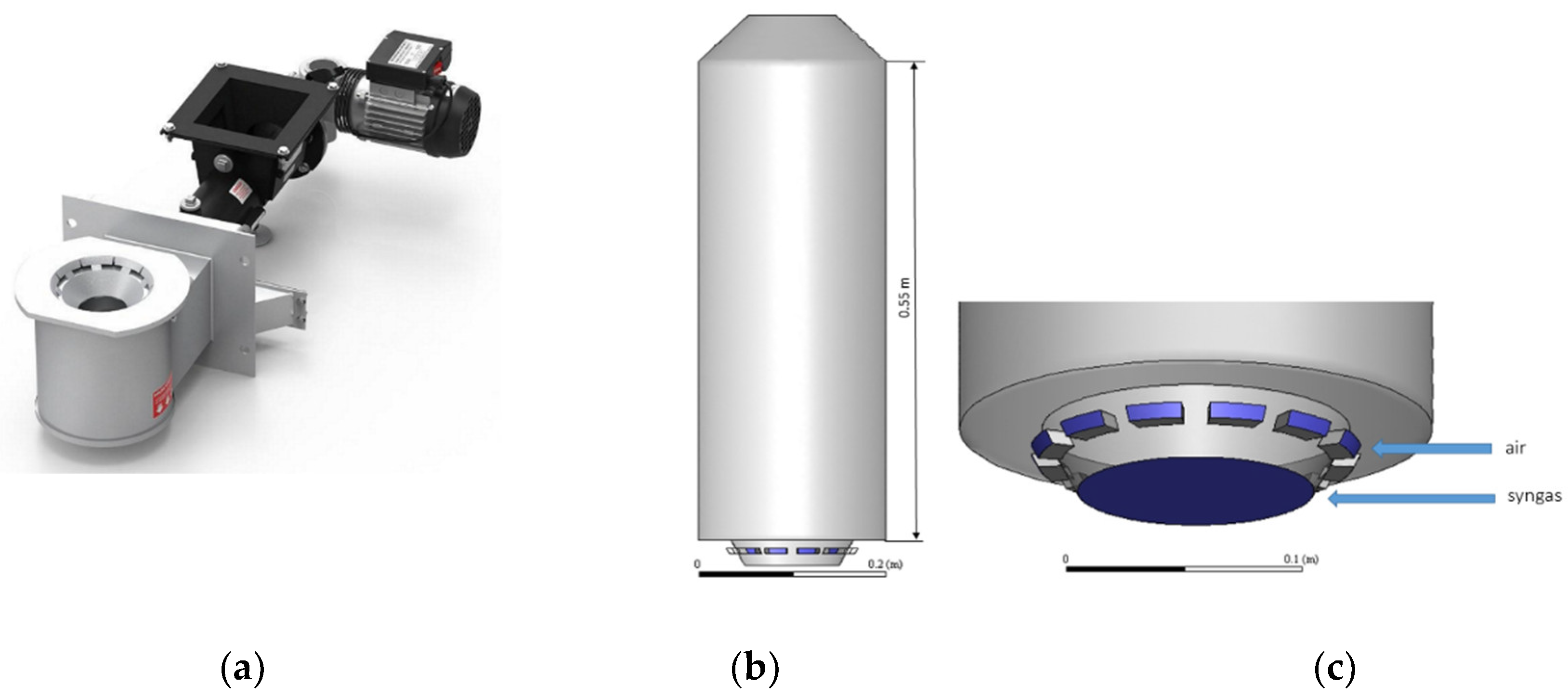
2.2. Numerical Modelling of Combustion Processes
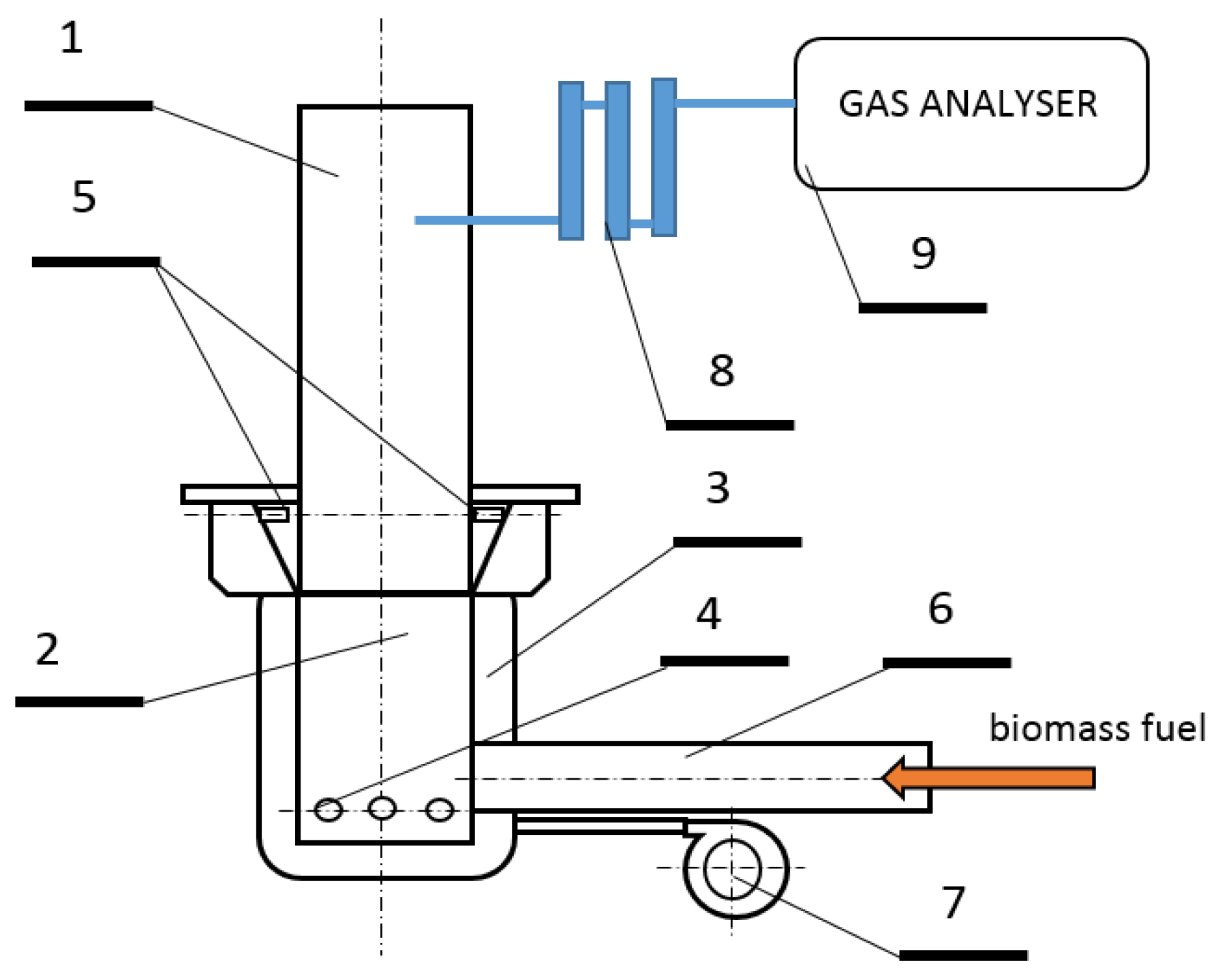
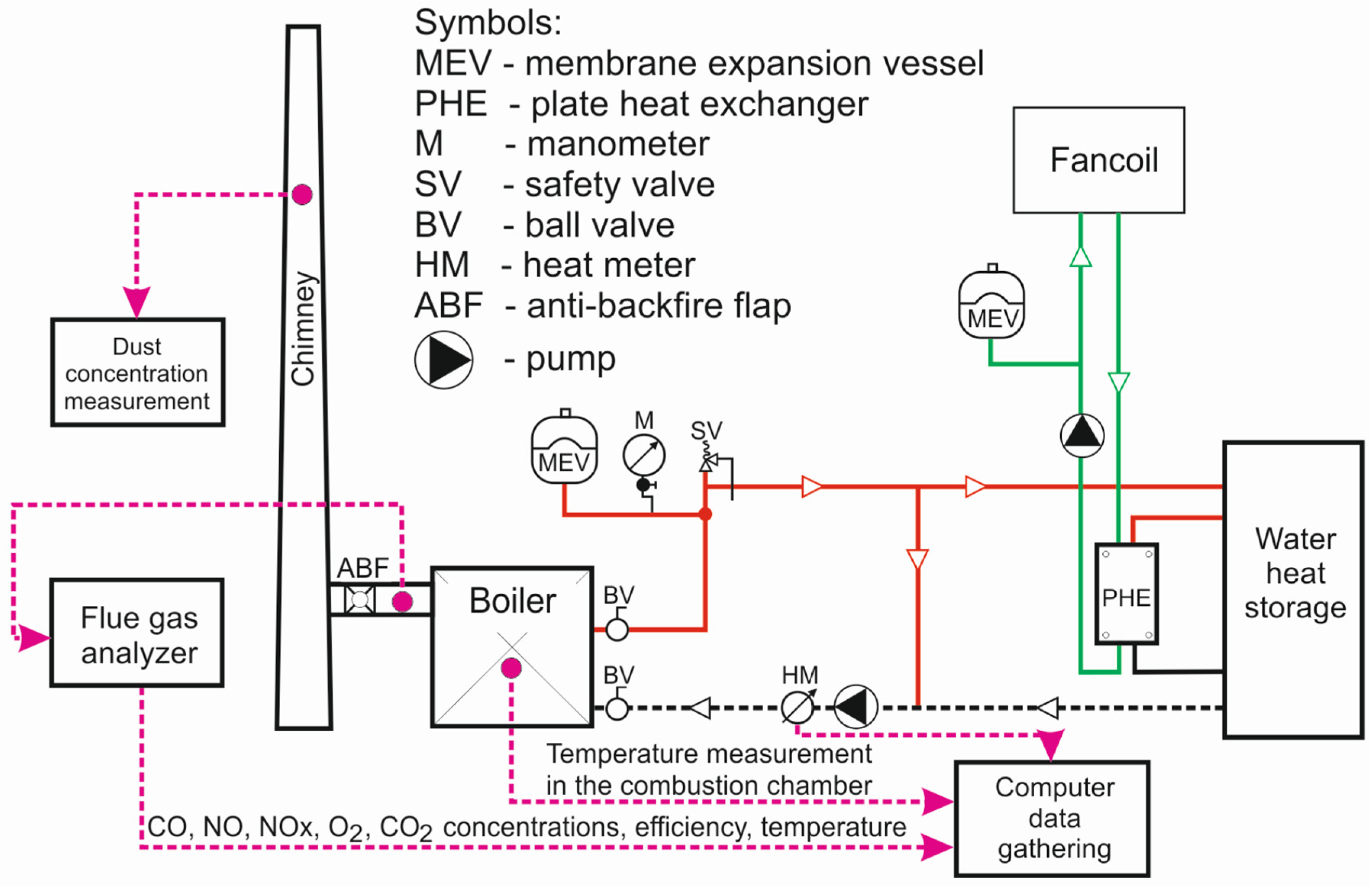
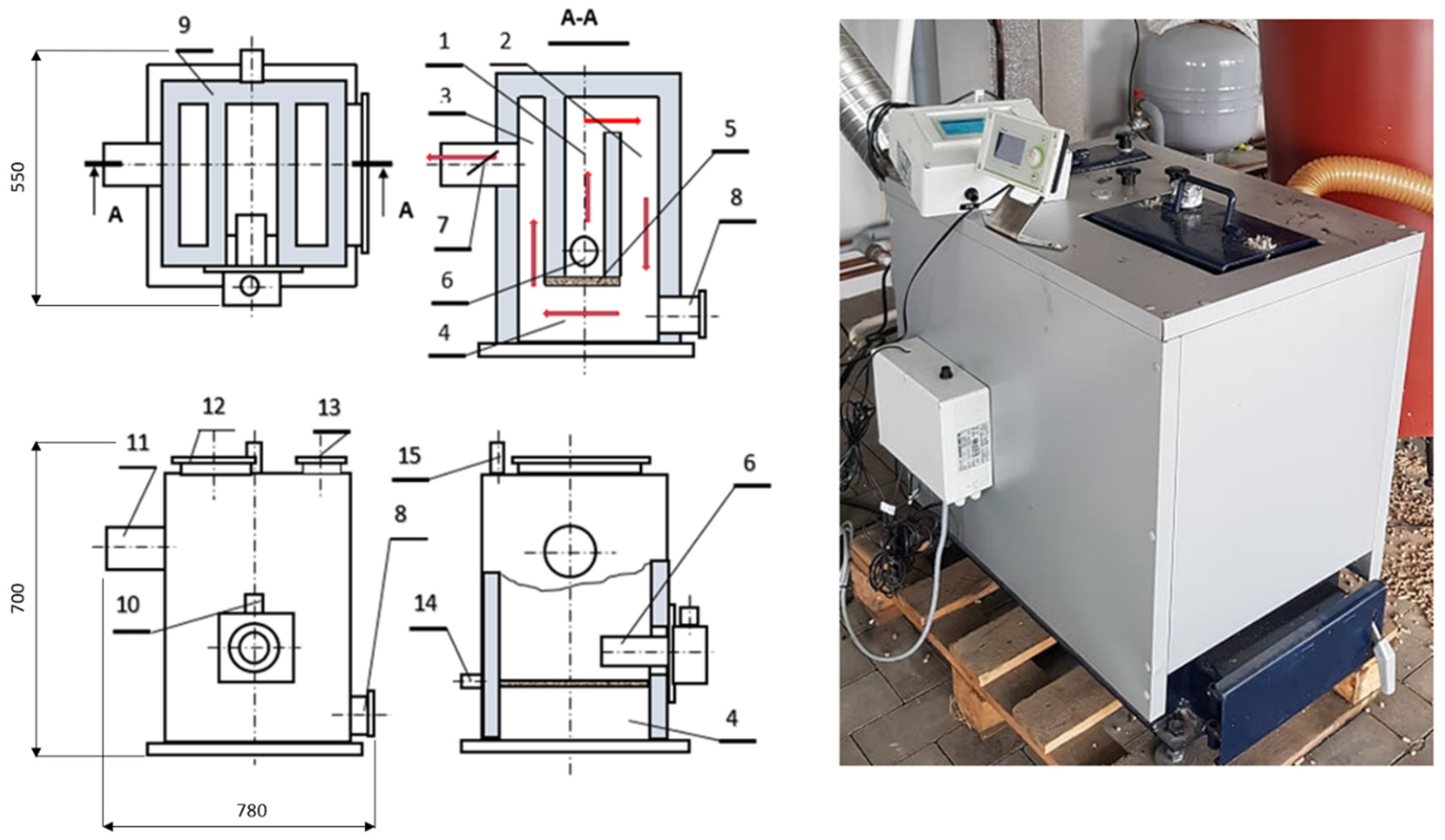
2.3. Experimental Set up and Procedure
3. Results and Discussions
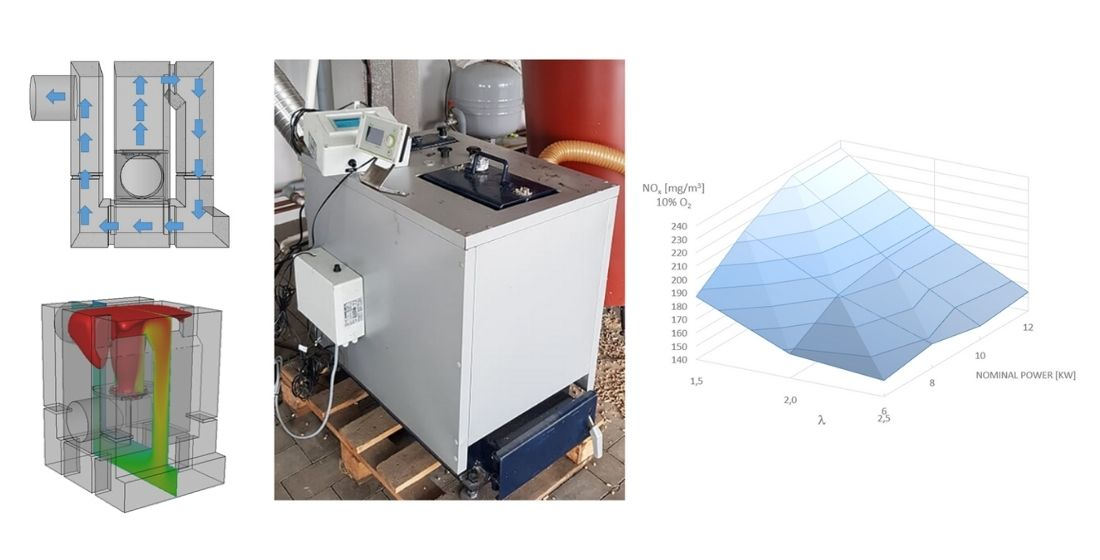
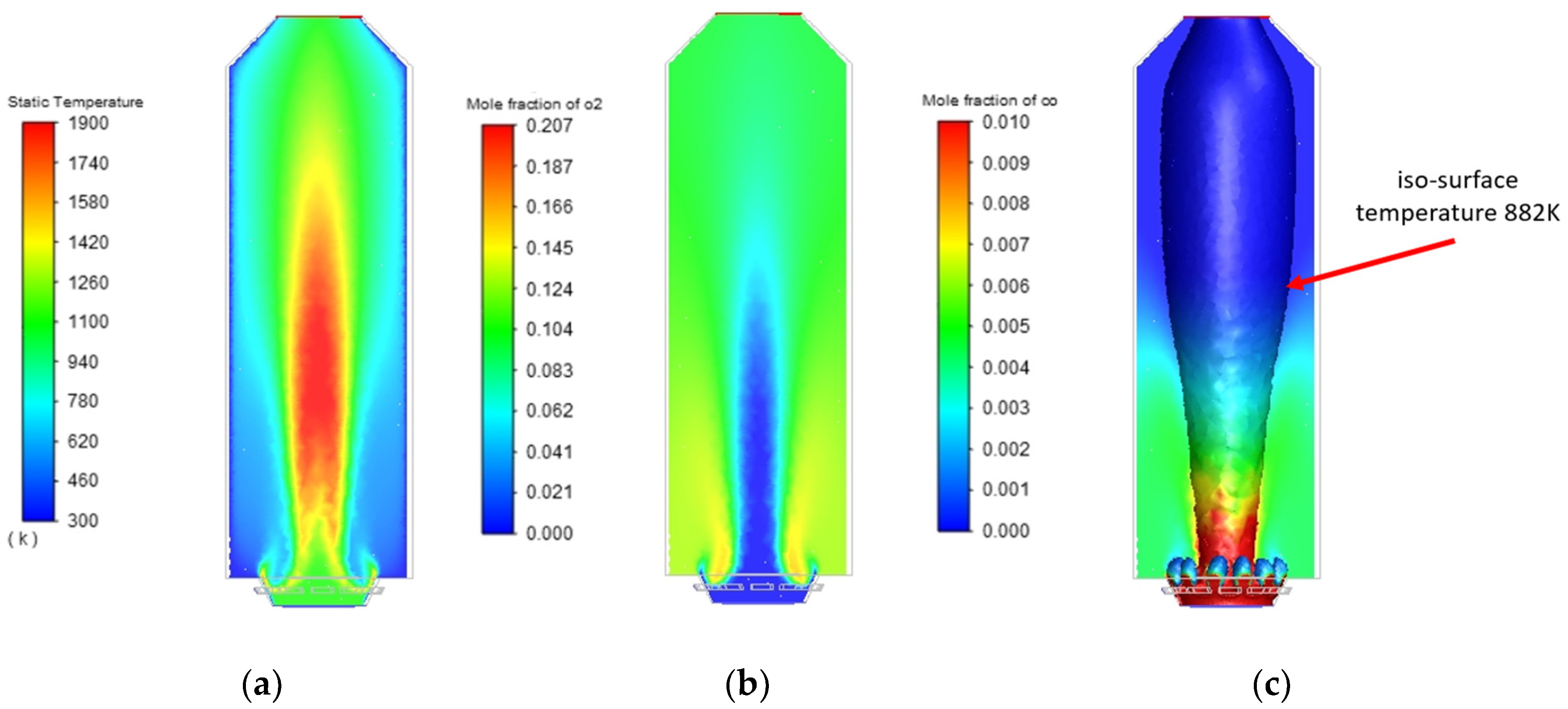
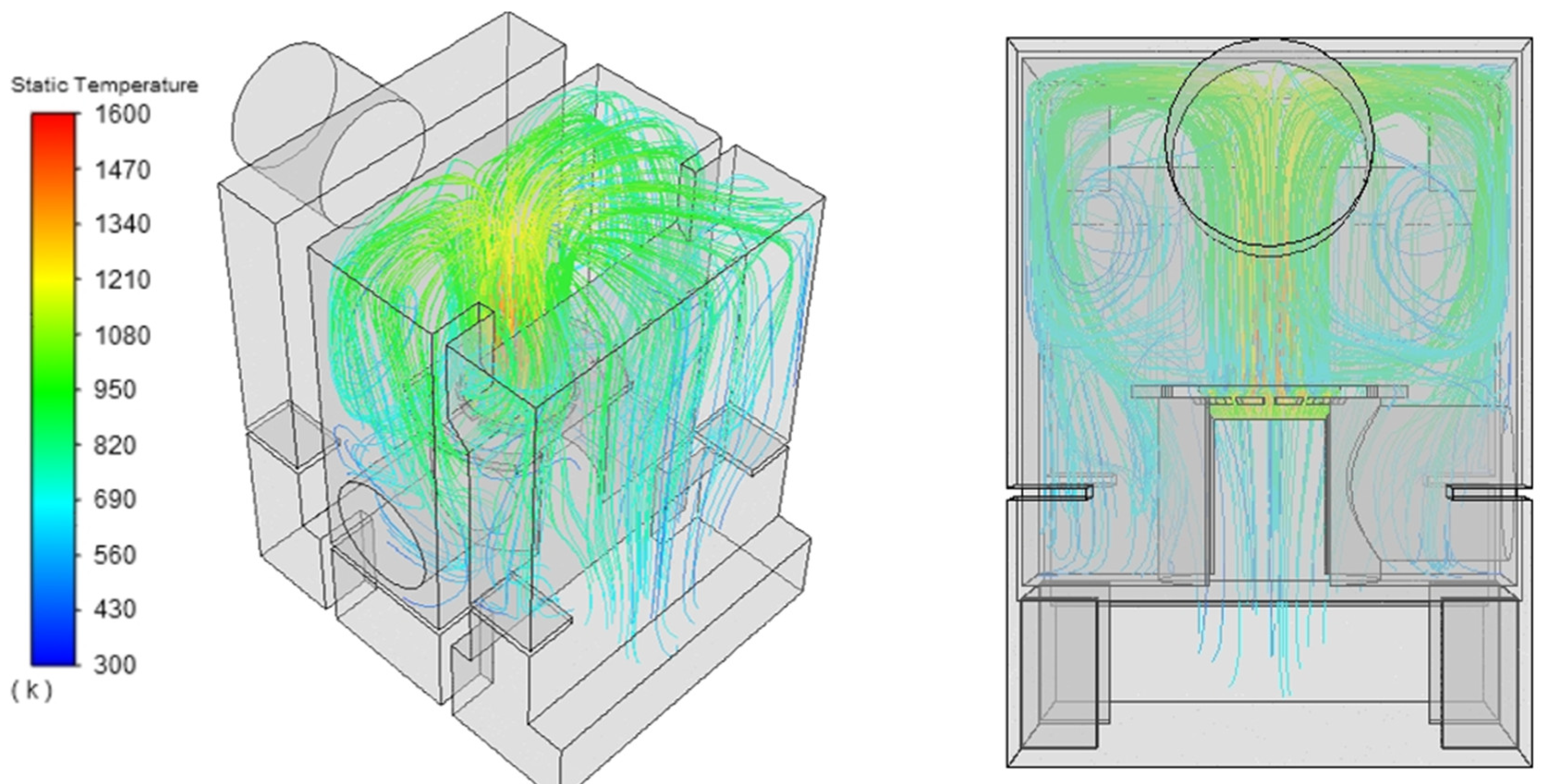
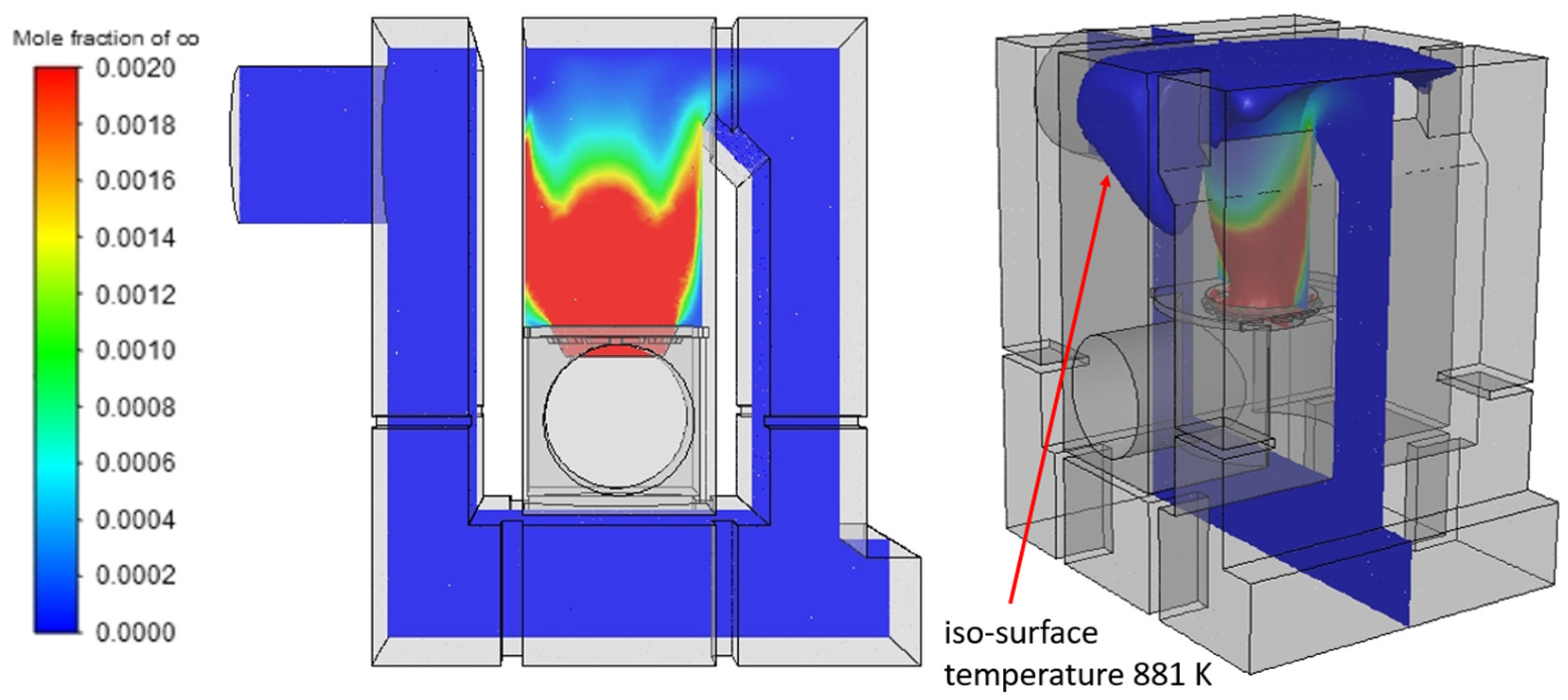
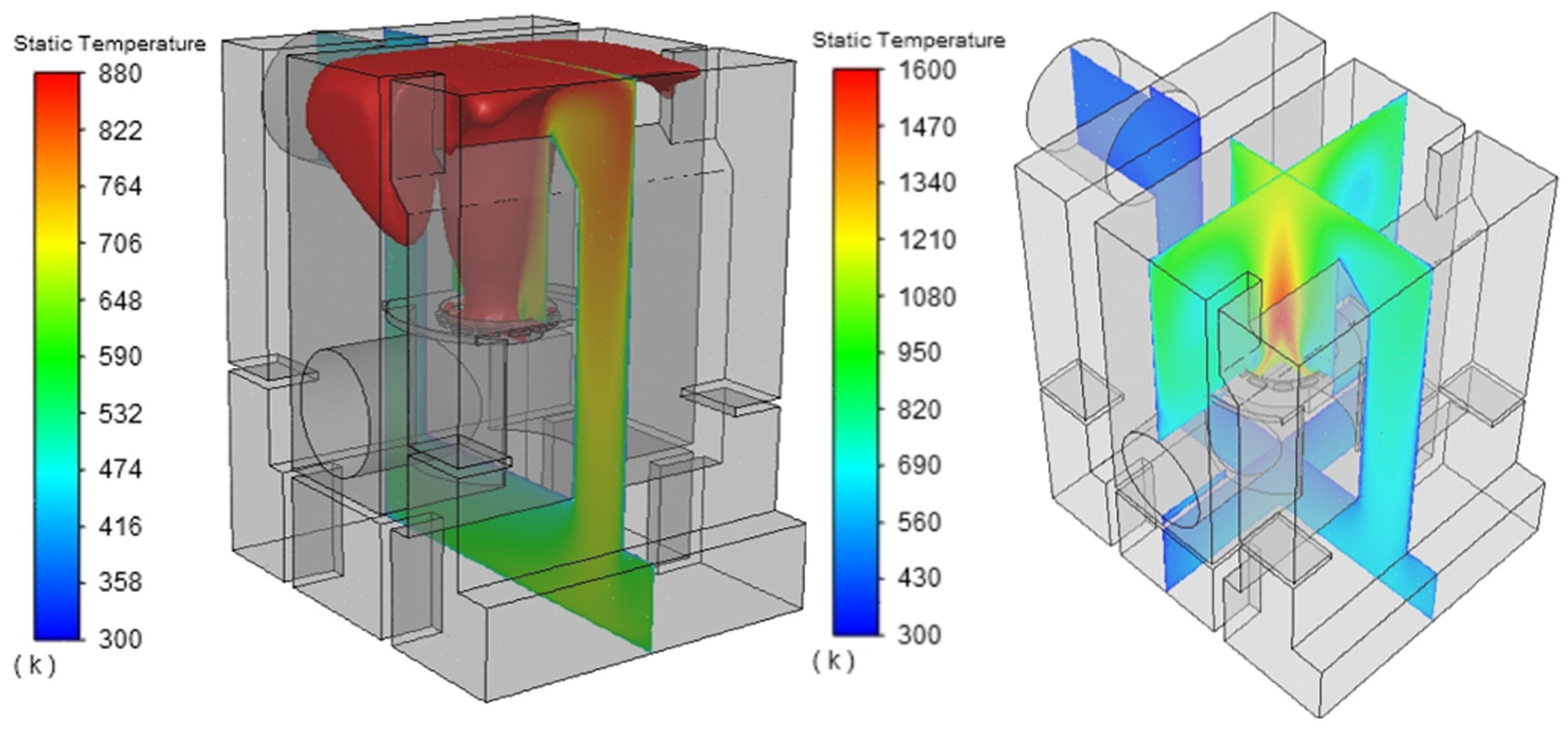
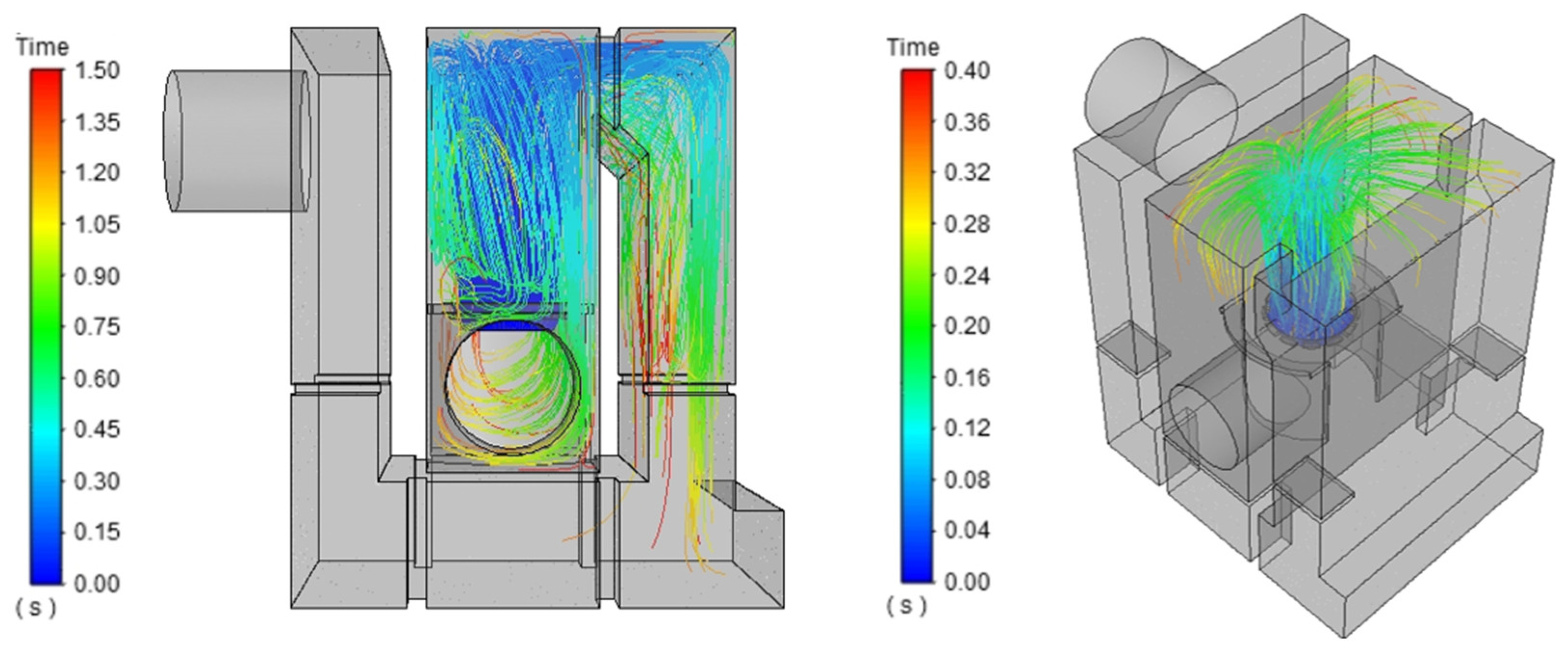
3.1. Results of Numeric Simulations
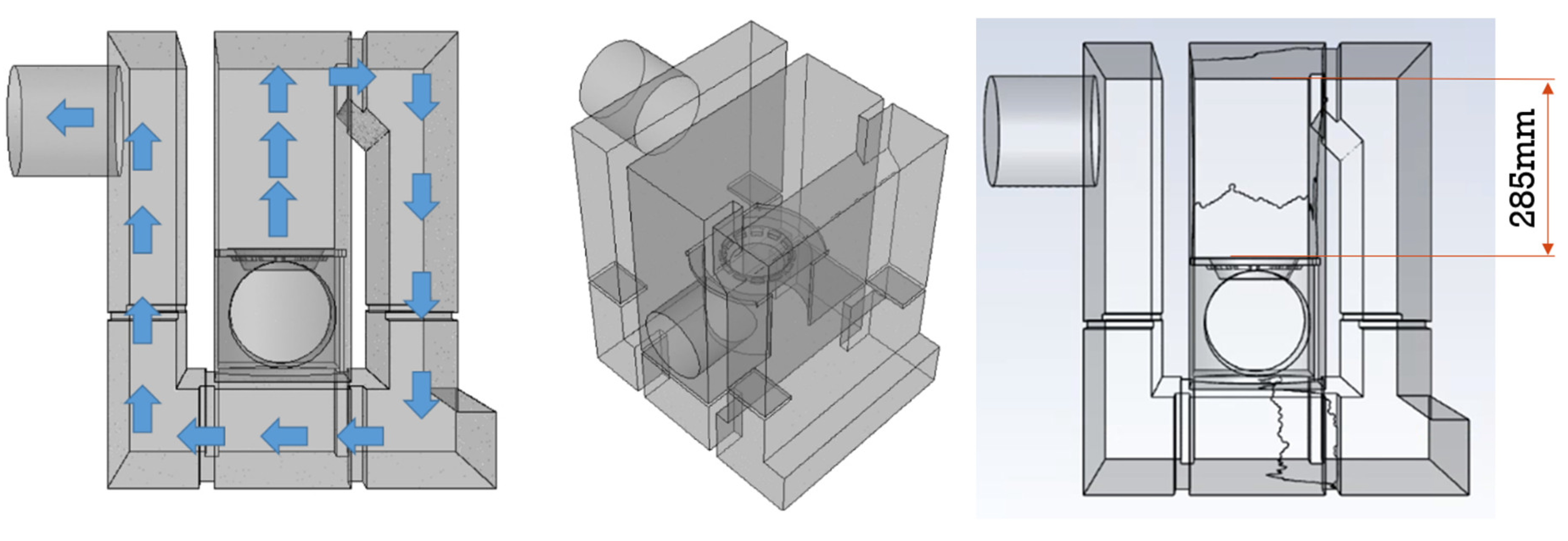
3.2. Real Model of the Boiler
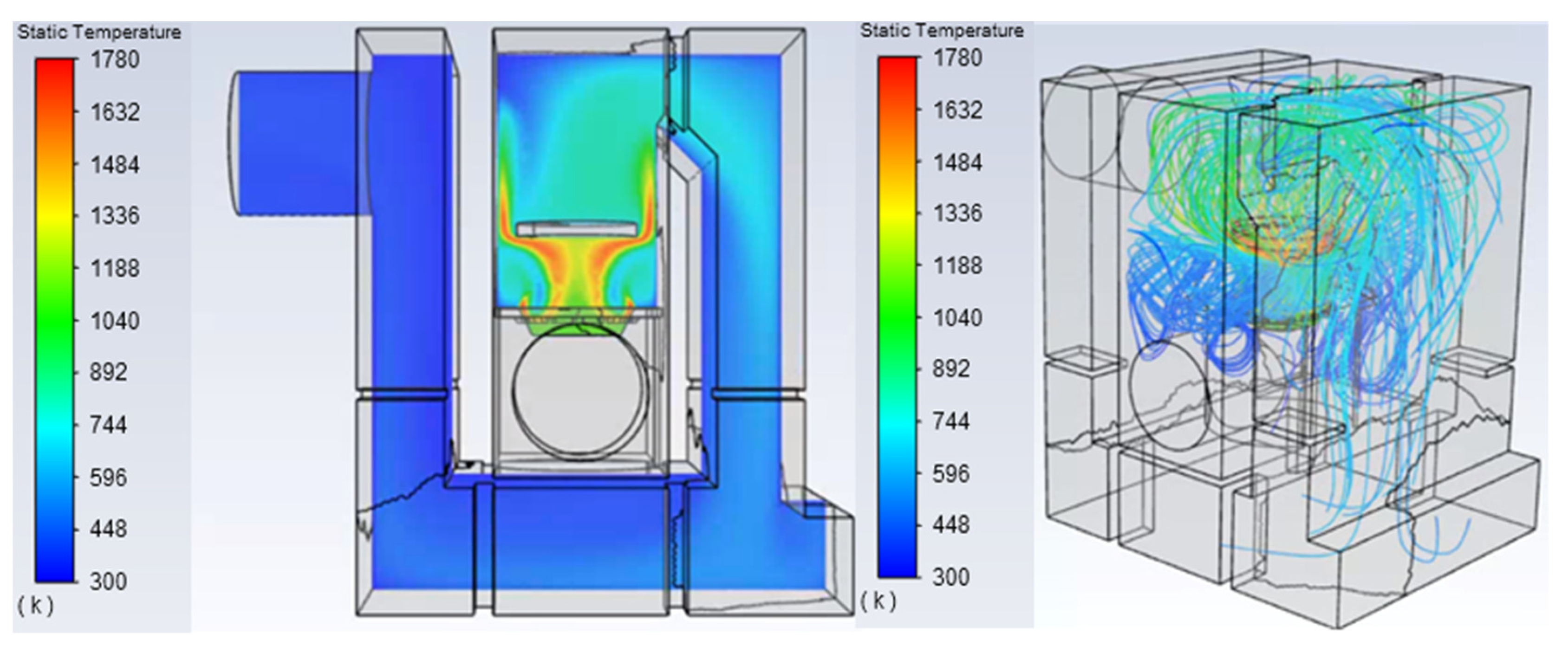
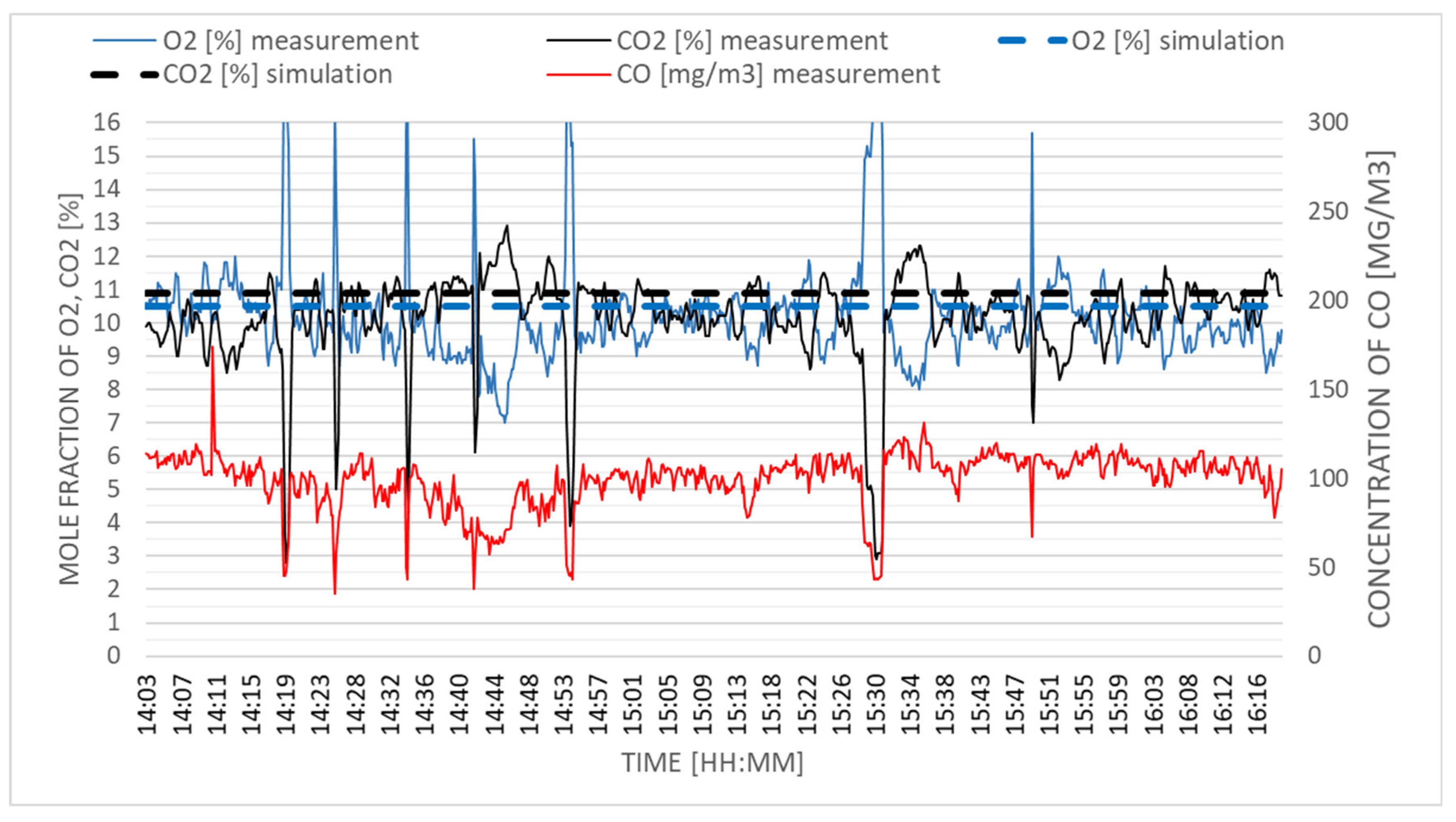
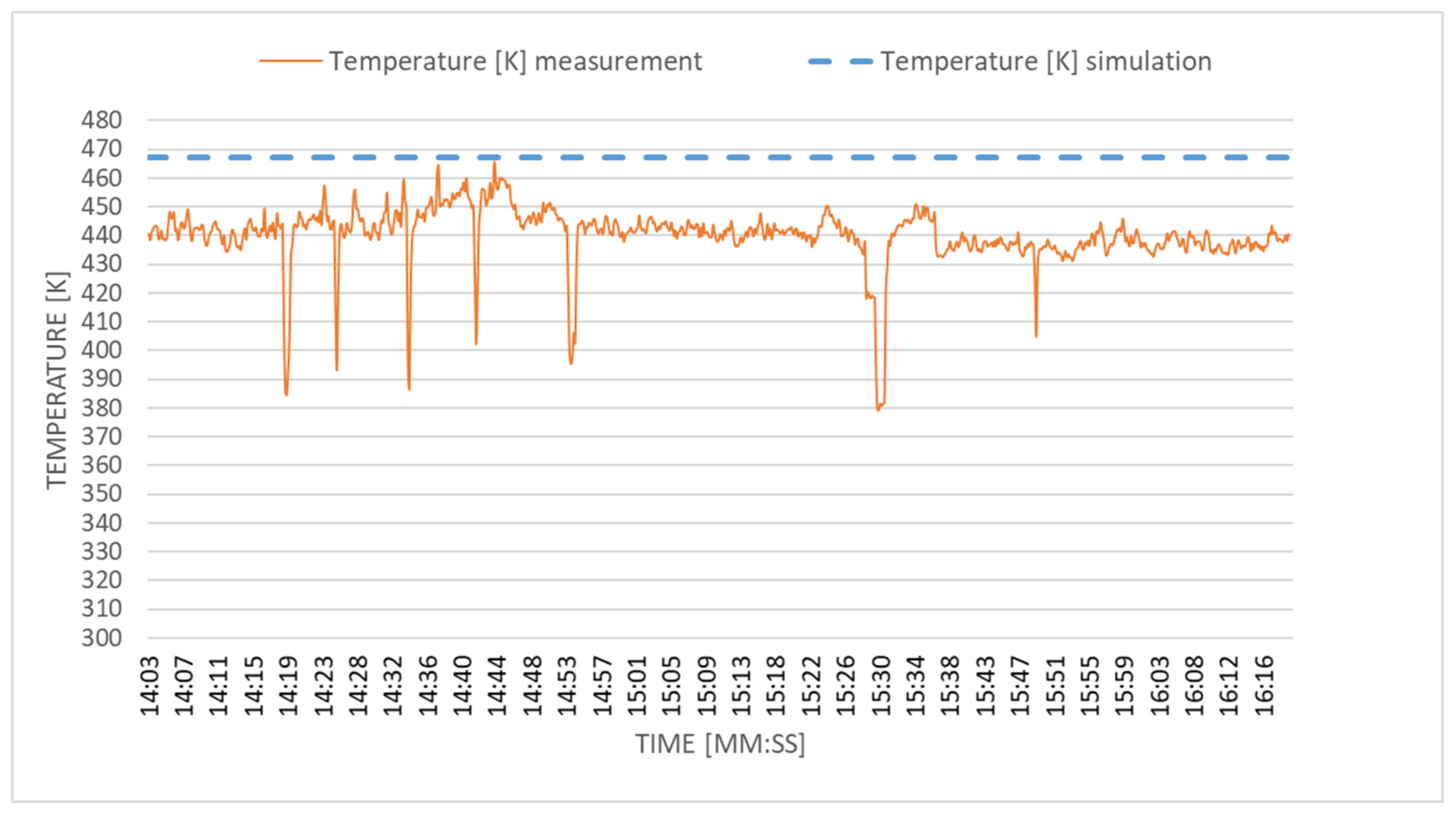
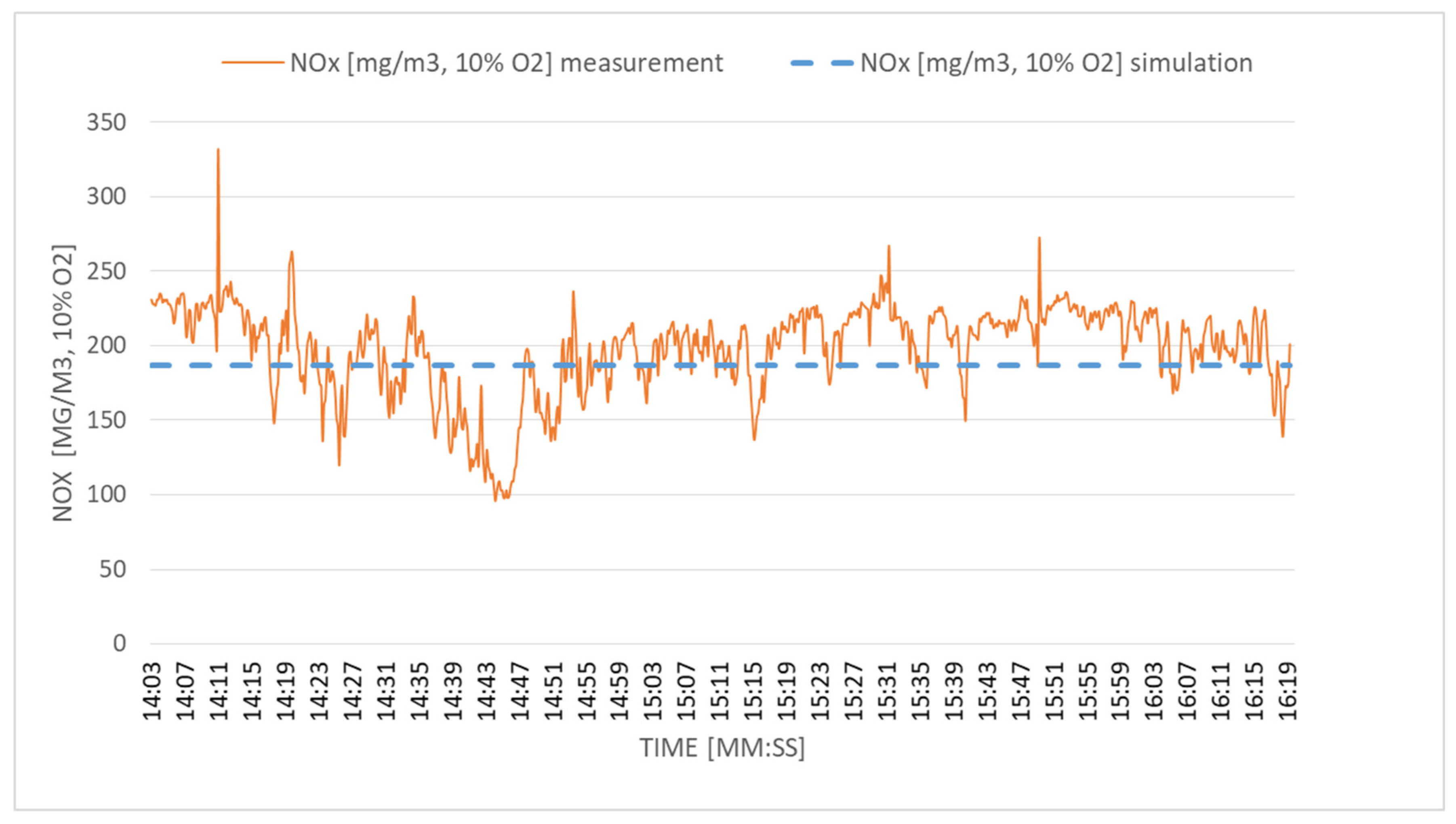
3.3. Verification of the Numerical Model in Real Conditions
4. Conclusions
- (1)
- Experimental and numerical modelling of the wood pellet combustion process in a retort burner,
- (2)
- Numerical modelling of thermal and flow problems in the furnace and convection flue channels, and
- (3)
- Experimental verification of the results obtained in the numerical model.
Author Contributions
Funding
Conflicts of Interest
References
- Olsen, Y.; Nøjgaard, J.K.; Olesen, H.R.; Brandt, J.; Sigsgaard, T.; Pryor, S.C.; Ancelet, T.; Viana, M.d.M.; Querol, X.; Hertel, O. Emissions and source allocation of carbonaceous air pollutants from wood stoves in developed countries: A review. Atmos. Pollut. Res. 2020, 11, 234–251. [Google Scholar] [CrossRef]
- Ding, S.; Dang, Y.G.; Li, X.M.; Wang, J.J.; Zhao, K. Forecasting Chinese CO2 emissions from fuel combustion using a novel grey multivariable model. J. Clean. Prod. 2017, 162, 1527–1538. [Google Scholar] [CrossRef]
- Yatkin, S.; Gerboles, M.; Belis, C.A.; Karagulian, F.; Lagler, F.; Barbiere, M.; Borowiak, A. Representativeness of an air quality monitoring station for PM2.5 and source apportionment over a small urban domain. Atmos. Pollut. Res. 2020, 11, 225–233. [Google Scholar] [CrossRef] [PubMed]
- Letschert, V.; Desroches, L.B.; Ke, J.; McNeil, M. Energy efficiency—How far can we raise the bar? Revealing the potential of best available technologies. Energy 2013, 59, 72–82. [Google Scholar] [CrossRef]
- Polverini, D. Energy efficient ventilation units: The role of the Ecodesign and Energy Labelling regulations. Energy Build. 2018, 175, 141–147. [Google Scholar] [CrossRef]
- EUR-Lex—32009L0125—EN—EUR-Lex. Available online: https://eur-lex.europa.eu/legal-content/EN/ALL/?uri=CELEX%3A32009L0125 (accessed on 8 October 2020).
- Dafnomilis, I.; Hoefnagels, R.; Pratama, Y.W.; Schott, D.L.; Lodewijks, G.; Junginger, M. Review of solid and liquid biofuel demand and supply in Northwest Europe towards 2030 – A comparison of national and regional projections. Renew. Sustain. Energy Rev. 2017, 78, 31–45. [Google Scholar] [CrossRef] [Green Version]
- Nakomcic-Smaragdakis, B.; Cepic, Z.; Dragutinovic, N. Analysis of solid biomass energy potential in Autonomous Province of Vojvodina. Renew. Sustain. Energy Rev. 2016, 57, 186–191. [Google Scholar] [CrossRef]
- Malico, I.; Nepomuceno Pereira, R.; Gonçalves, A.C.; Sousa, A.M.O. Current status and future perspectives for energy production from solid biomass in the European industry. Renew. Sustain. Energy Rev. 2019, 112, 960–977. [Google Scholar] [CrossRef]
- Ferreira, S.; Monteiro, E.; Brito, P.; Vilarinho, C. Biomass resources in Portugal: Current status and prospects. Renew. Sustain. Energy Rev. 2017, 78, 1221–1235. [Google Scholar] [CrossRef]
- Thomson, H.; Liddell, C. The suitability of wood pellet heating for domestic households: A review of literature. Renew. Sustain. Energy Rev. 2015, 42, 1362–1369. [Google Scholar] [CrossRef]
- Verma, V.K.; Bram, S.; Delattin, F.; De Ruyck, J. Real life performance of domestic pellet boiler technologies as a function of operational loads: A case study of Belgium. Appl. Energy 2013, 101, 357–362. [Google Scholar] [CrossRef]
- Büchner, D.; Schraube, C.; Carlon, E.; von Sonntag, J.; Schwarz, M.; Verma, V.K.; Ortwein, A. Survey of modern pellet boilers in Austria and Germany—System design and customer satisfaction of residential installations. Appl. Energy 2015, 160, 390–403. [Google Scholar] [CrossRef]
- Patiño, D.; Crespo, B.; Porteiro, J.; Míguez, J.L. Experimental analysis of fouling rates in two small-scale domestic boilers. Appl. Therm. Eng. 2016, 100, 849–860. [Google Scholar] [CrossRef]
- Sungur, B.; Topaloglu, B. An experimental investigation of the effect of smoke tube configuration on the performance and emission characteristics of pellet-fuelled boilers. Renew. Energy 2019, 143, 121–129. [Google Scholar] [CrossRef]
- Collazo, J.; Porteiro, J.; Míguez, J.L.; Granada, E.; Gómez, M.A. Numerical simulation of a small-scale biomass boiler. Energy Convers. Manag. 2012, 64, 87–96. [Google Scholar] [CrossRef]
- User Manual for the Synthesis Gas Analyzer GAS 3100P; G.E.I.T. EUROPE: Bunsbeek, Belgium, 2019.
- ANSYS® Fluent, Release 2019 R2, Help System; ANSYS, Inc.: Canonsburg, PA, USA, 2019.
- Chapela, S.; Porteiro, J.; Garabatos, M.; Patiño, D.; Gómez, M.A.; Míguez, J.L. CFD study of fouling phenomena in small-scale biomass boilers: Experimental validation with two different boilers. Renew. Energy 2019, 140, 552–562. [Google Scholar] [CrossRef]
- Gómez, M.A.; Martín, R.; Chapela, S.; Porteiro, J. Steady CFD combustion modeling for biomass boilers: An application to the study of the exhaust gas recirculation performance. Energy Convers. Manag. 2019, 179, 91–103. [Google Scholar] [CrossRef]
- Drosatos, P.; Nesiadis, A.; Nikolopoulos, N.; Margaritis, N.; Grammelis, P.; Kakaras, E. CFD Simulation of Domestic Gasification Boiler. J. Energy Eng. 2017, 143, 04016052. [Google Scholar] [CrossRef]
- Liu, H.; Chaney, J.; Li, J.; Sun, C. Control of NOx emissions of a domestic/small-scale biomass pellet boiler by air staging. Fuel 2013, 103, 792–798. [Google Scholar] [CrossRef]
- Chaney, J.; Liu, H.; Li, J. An overview of CFD modelling of small-scale fixed-bed biomass pellet boilers with preliminary results from a simplified approach. Energy Convers. Manag. 2012, 63, 149–156. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fuel | C [%] ** | H [%] ** | S [%] ** | Cl [%] ** | N [%] ** | O [%] ** | Flammable Fraction * | A [%] * | Moisture Content [%] | LHV kJ/kg * | LHV kJ/kg |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Wood pellets | 48.93 | 6.48 | 0.02 | 0.01 | 0.93 | 43.54 | 99.4 | 0.6 | 9.0 | 18,145 | 16,165 |
| Component | Unit | Value |
|---|---|---|
| CO2 | % | 15.1 |
| CO | % | 18.4 |
| H2 | % | 14.2 |
| CH4 | % | 3.3 |
| N2 | % | 49.0 |
| LHV | kJ/Nm3 | 4857 |
| Name | Parameter | Unit | Value |
|---|---|---|---|
| Wall–heat exchanger (walls cooled by water) | Convection coefficient | W/m2K | 2500 |
| Water temperature | K | 338 | |
| Steel thickness | mm | 5 | |
| Inlets | Q of syngas | Nm3/s | 0.002059 |
| Q of air | Nm3/s | 0.004314 | |
| Syngas temperature | K | 1123 | |
| Air temperature | K | 300 | |
| Outlet | Vacuum | Pa | −15 |
| Parameter | Unit | Value |
|---|---|---|
| Temperature | K | 467 |
| CH4 | % of mole fraction | 0.0 |
| CO | % of mole fraction | 0.01 |
| O2 | % of mole fraction | 10.5 |
| H20 | % of mole fraction | 1.6 |
| CO2 | % of mole fraction | 10.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Motyl, P.; Król, D.; Poskrobko, S.; Juszczak, M. Numerical Modelling and Experimental Verification of the Low-Emission Biomass Combustion Process in a Domestic Boiler with Flue Gas Flow around the Combustion Chamber. Energies 2020, 13, 5837. https://doi.org/10.3390/en13215837
Motyl P, Król D, Poskrobko S, Juszczak M. Numerical Modelling and Experimental Verification of the Low-Emission Biomass Combustion Process in a Domestic Boiler with Flue Gas Flow around the Combustion Chamber. Energies. 2020; 13(21):5837. https://doi.org/10.3390/en13215837
Chicago/Turabian StyleMotyl, Przemysław, Danuta Król, Sławomir Poskrobko, and Marek Juszczak. 2020. "Numerical Modelling and Experimental Verification of the Low-Emission Biomass Combustion Process in a Domestic Boiler with Flue Gas Flow around the Combustion Chamber" Energies 13, no. 21: 5837. https://doi.org/10.3390/en13215837