
Characterization and Analysis of the Carbonation Process of a Lime Mortar Obtained from Phosphogypsum Waste

 , ,
, ,  , ,
, ,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Starting Materials
2.2. Synthesis of the Lime Putty
Compositional Characterization of Lime
2.3. Mortars Manufacturing and Curing
2.4. Control Tests and Analysis Techniques
2.4.1. Thermogravimetric Analysis (TGA)
2.4.2. Rheological Tests
2.4.3. Physical-Mechanical Test
2.4.4. Carbonation Monitoring
3. Results and Discussion
3.1. Properties in Fresh State
3.1.1. Consistency, Apparent Density and Entrained Air
3.1.2. Thermal Analysis
3.1.3. Rheological Characterization
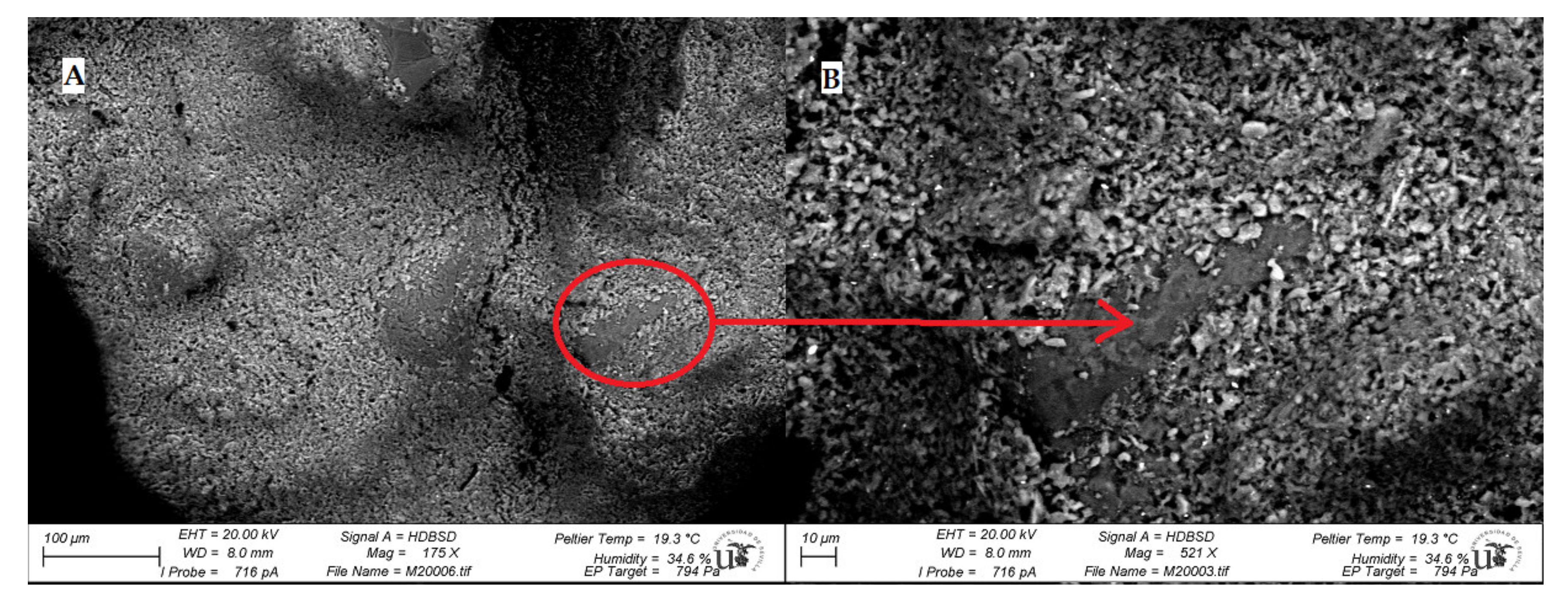
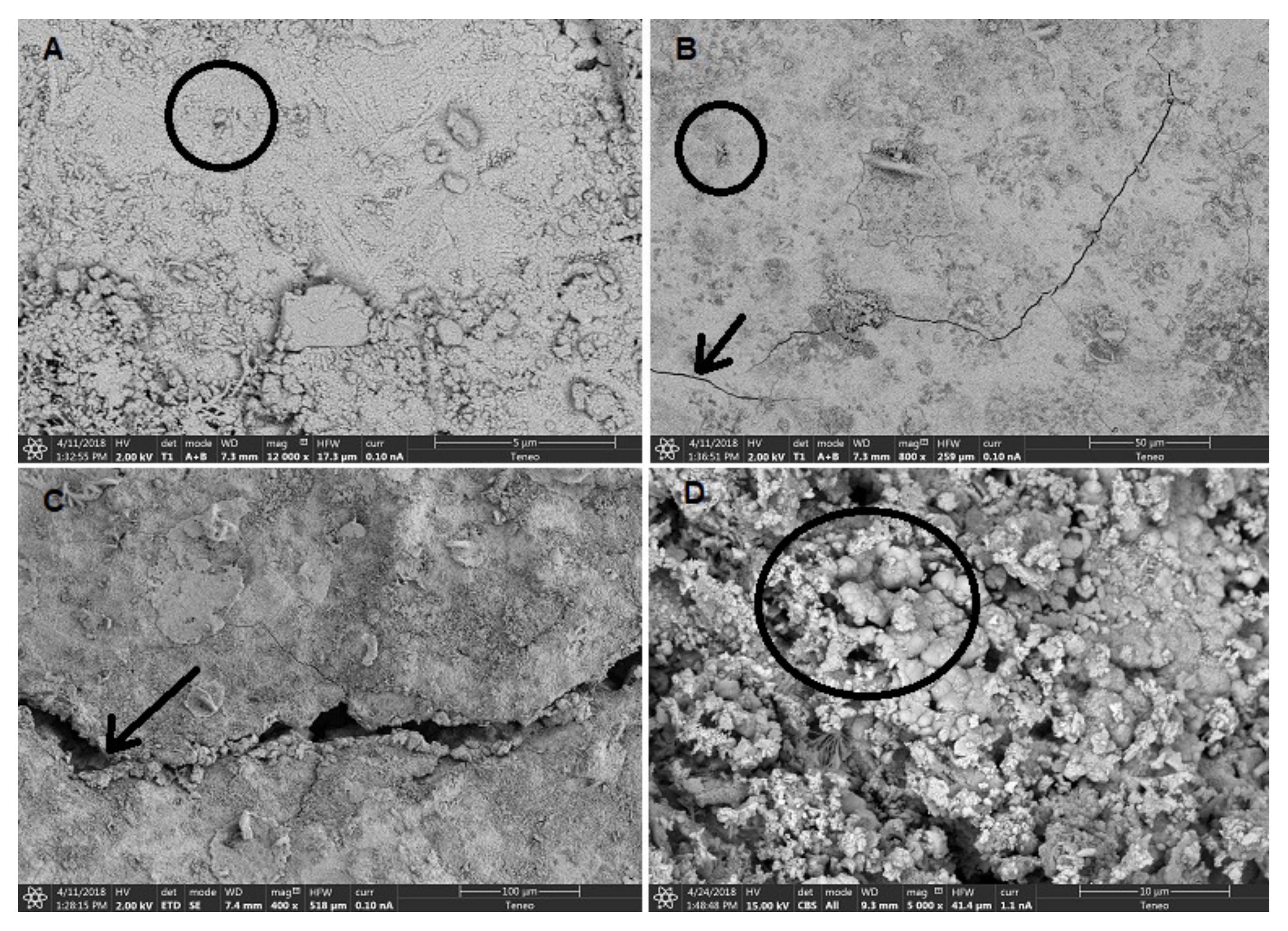
3.1.4. The Microtextural Observations
3.2. Hardened State Properties
3.2.1. Influence of the Composition and Texture of the Mortar Specimens
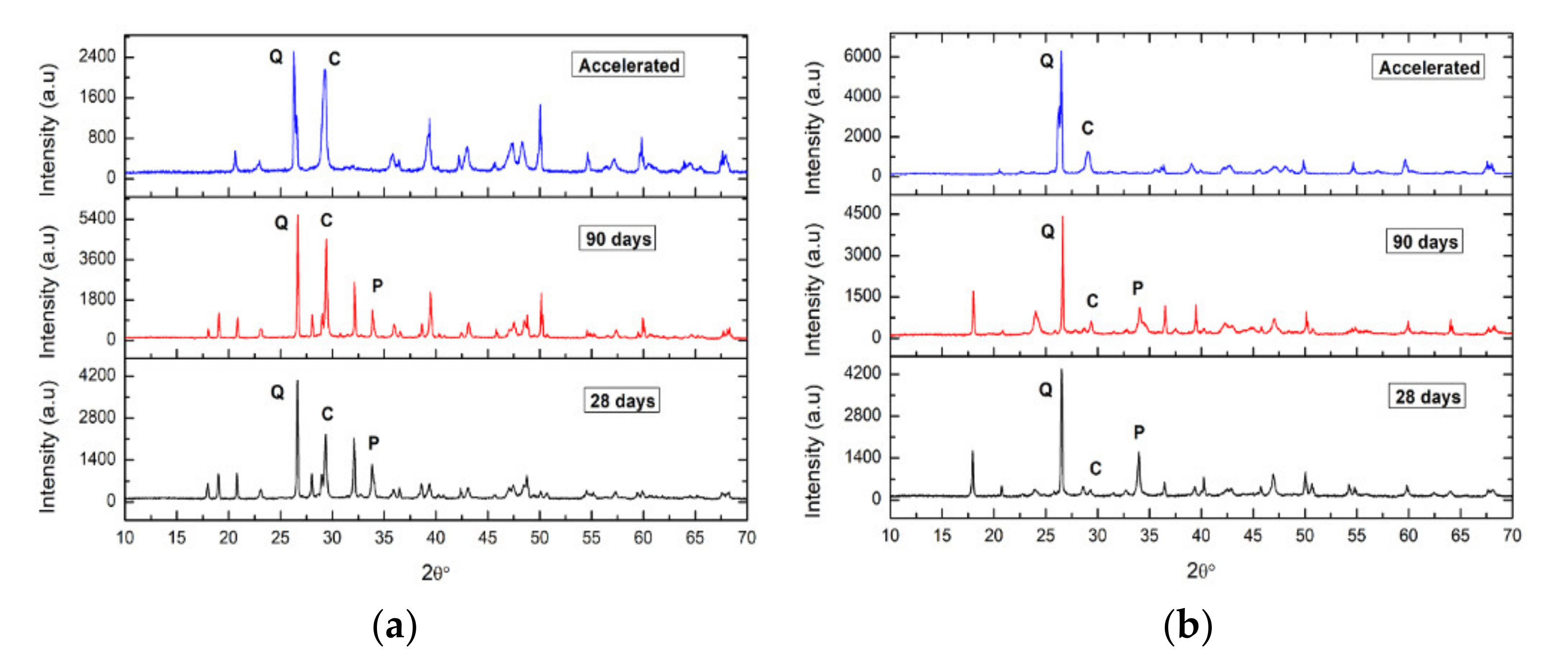
3.2.2. Carbonation Mechanism of Mortar Specimens
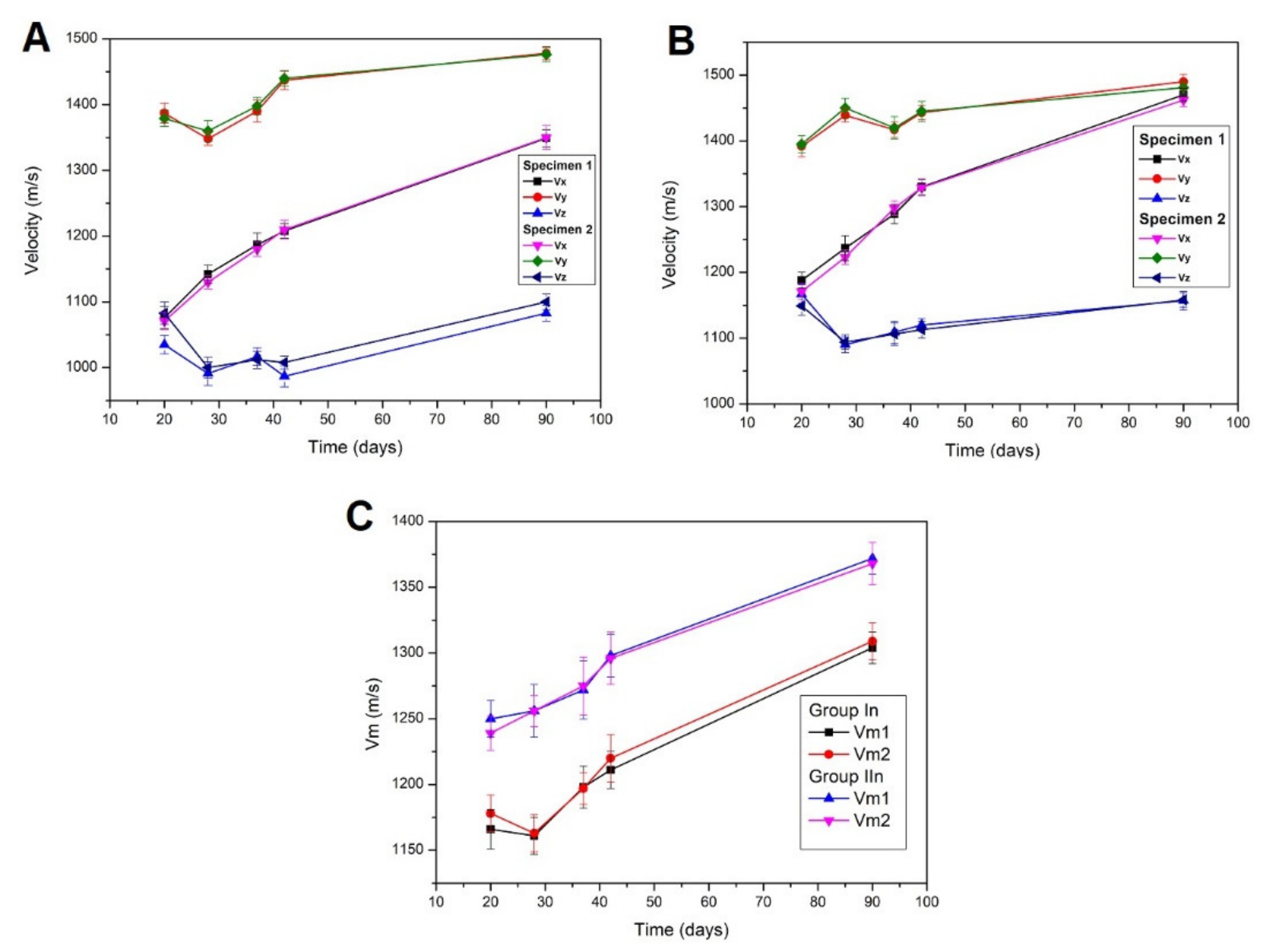
3.2.3. Ultrasound Measurements
3.2.4. Mechanical Properties
4. Conclusions
- (1)
- The negative influence of sulphates, present in PG, on the hardening of the lime putty obtained from PG treatment as well as on the mechanical properties of the resulting mortars has been demonstrated.
- (2)
- Once precipitated the soluble sulphates, no anomalies on the lime putty were observed in the mortar carbonation processes, which proceeds in a similar way to conventional lime mortars.
- (3)
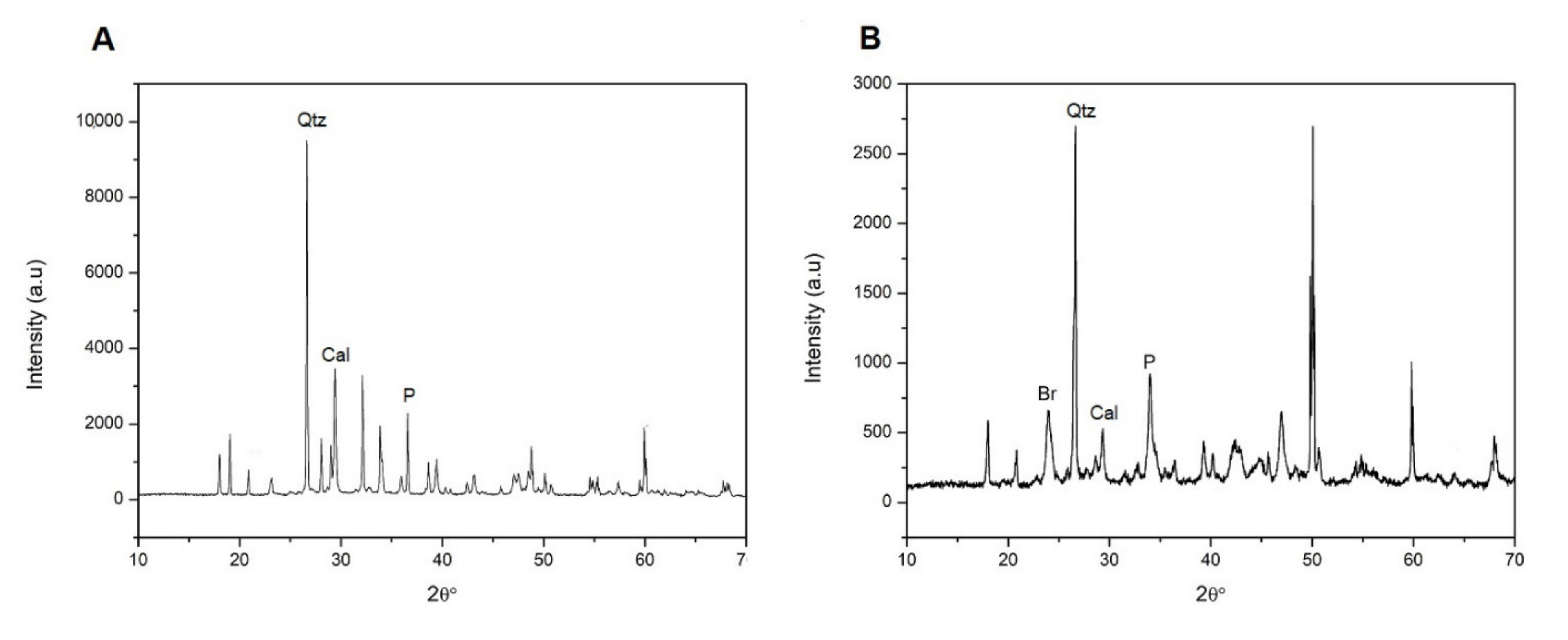
- In spite of the sulphate contents of the lime putties before being treated with Ba(OH)2 are low enough to be undetectable by XRD, the difference in the performance of the mortars with and without previous Ba(OH)2 treatment highlights the importance of their elimination.
- (4)
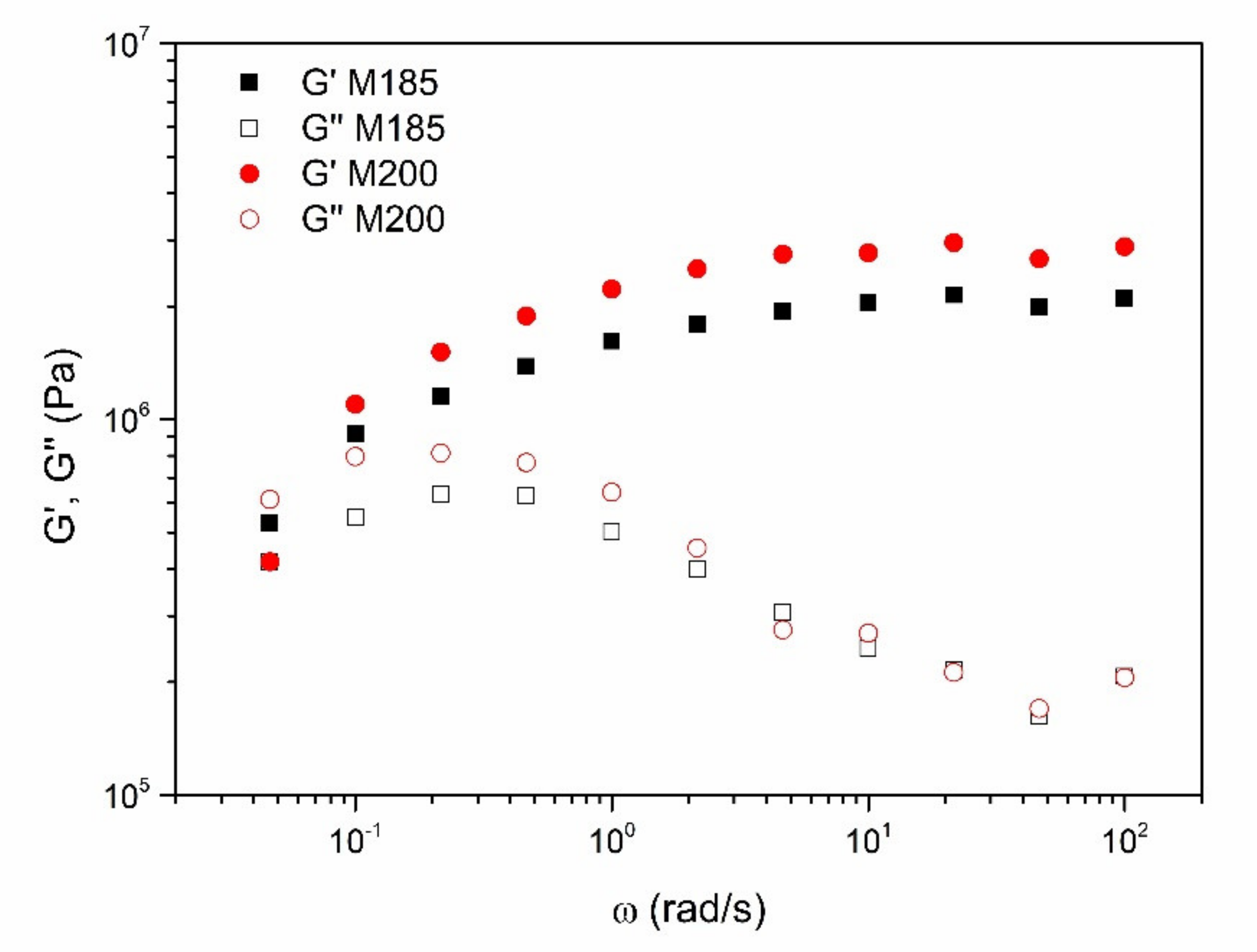
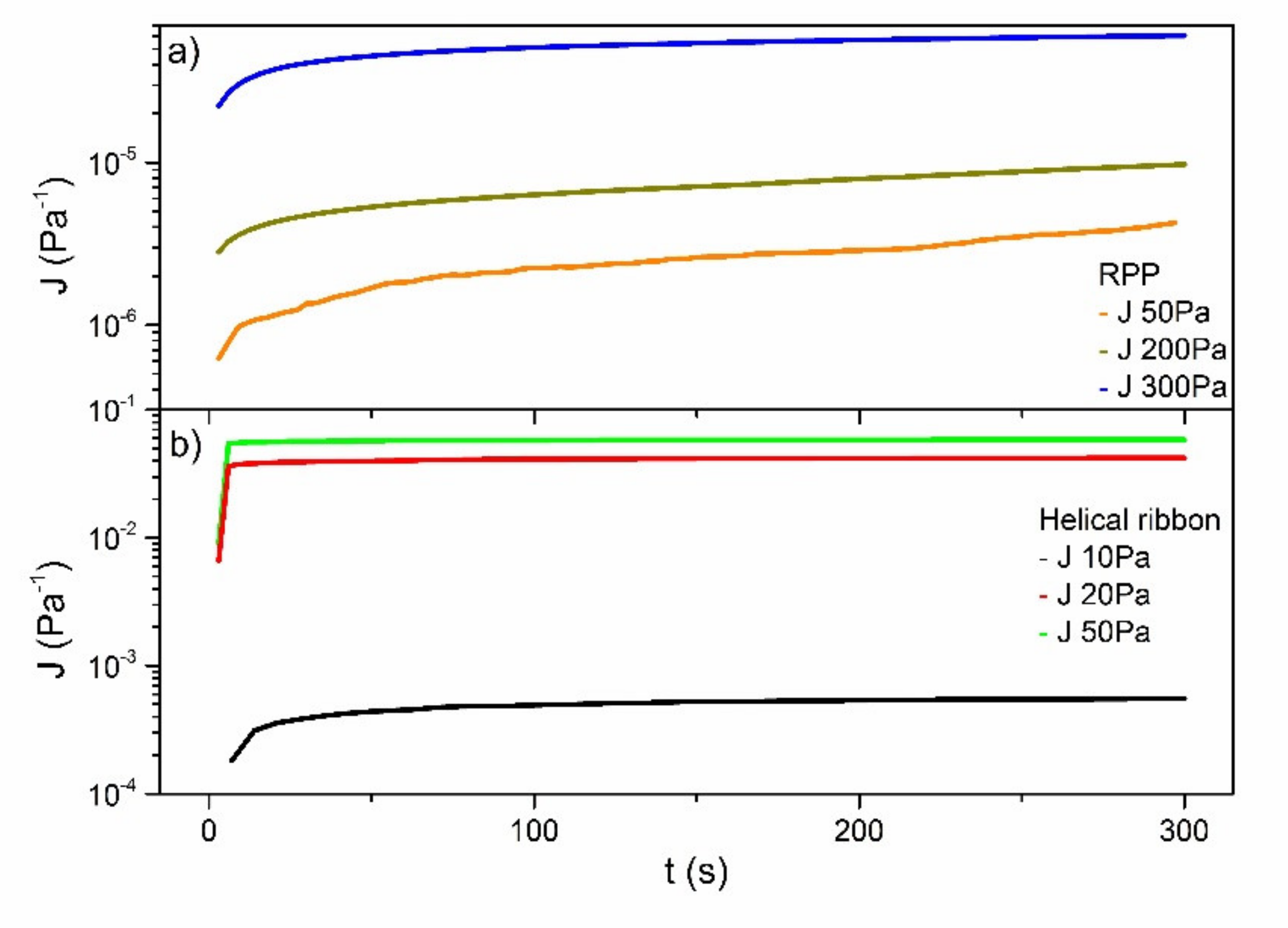
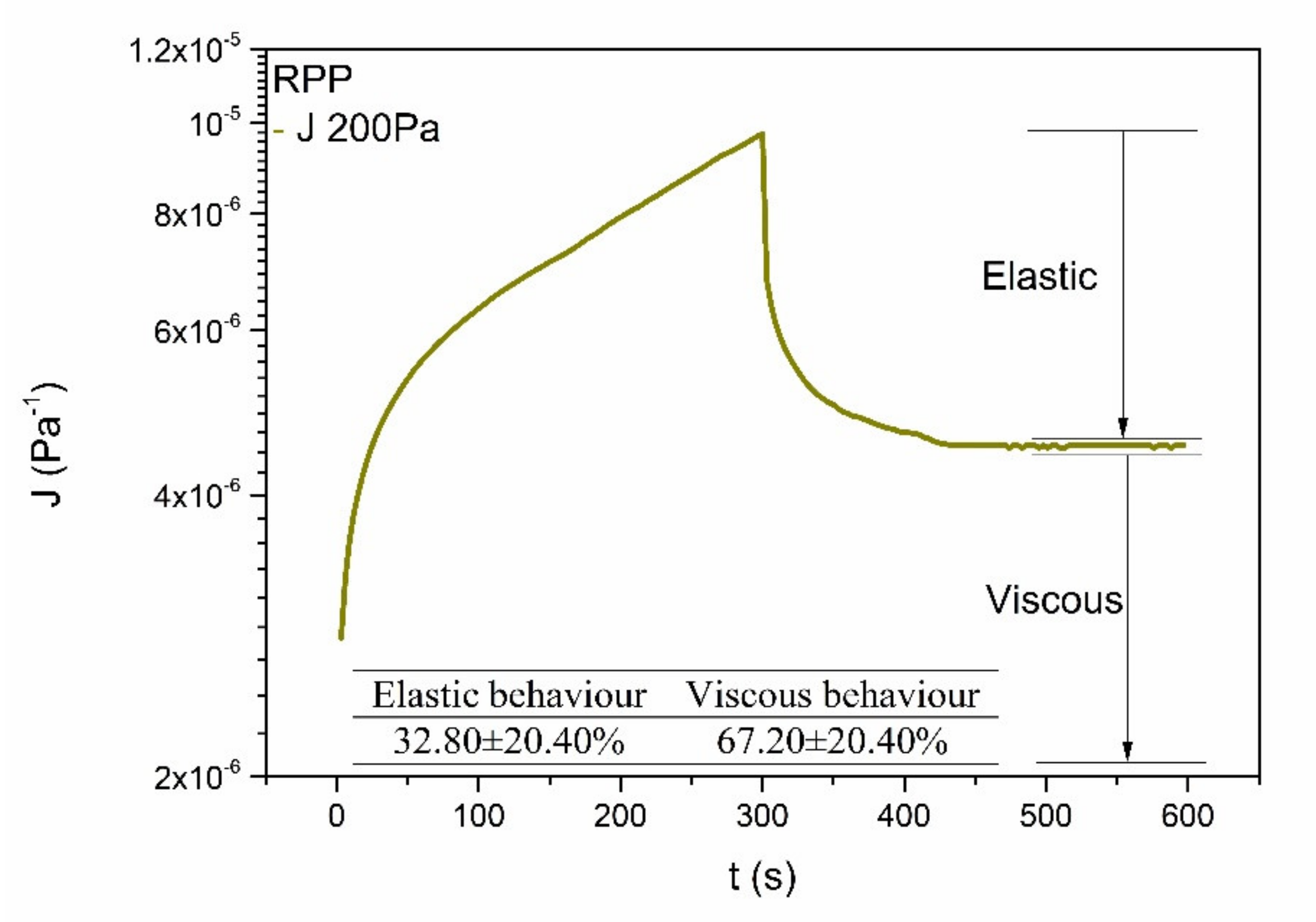
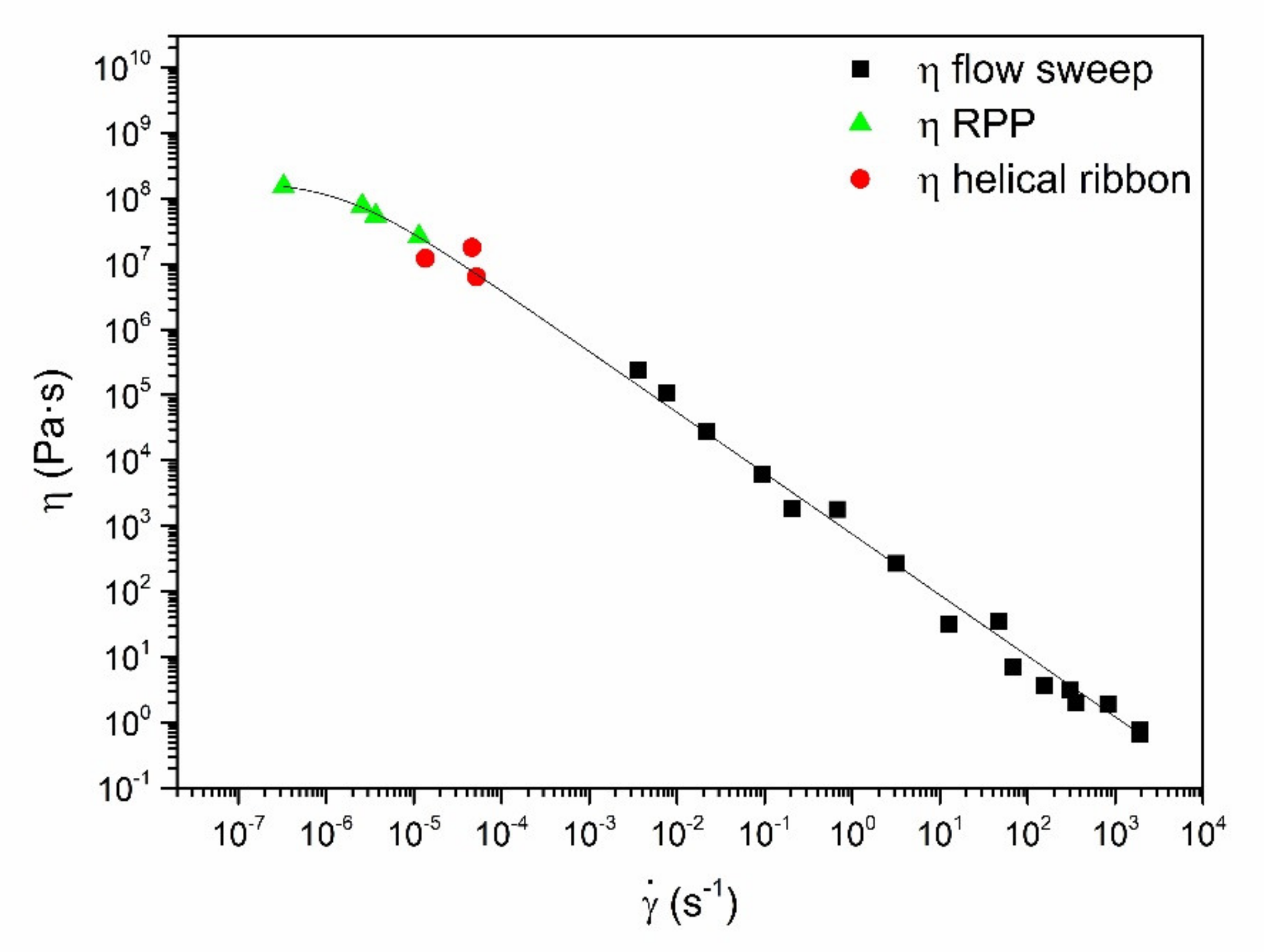
- The rheological behavior of the lime putty is like that described for conventional lime mortars. The parameters obtained for the two samples studied are similar, with little influence of water/lime ratio within the workability ranges. In fact, the higher water/lime ratio leads to a better rheological structuring of the fresh mortar, although this could result in a loss of mechanical properties in the hardened state. The creep response is highly influenced by the measuring geometry. A markedly shear thinning response, with a small tendency to achieve constant viscosity values at very low shear rates, is clearly apparent over 10 decades of shear rates.
- (5)
- The formation of insoluble barium sulphate replacing soluble sodium sulphate increases mechanical strength and durability of the mortars.
- (6)
- The mechanical strength of the specimens increases with the curing time due to the calcite formed that seals the pores as it is evidenced by the increase of the ultrasonic propagation speeds.
- (7)
- The mortar manufacturing process gives rise to anisotropy of the speed of the ultrasound caused by the formation of stacking planes parallel to the compaction plane.
- (8)
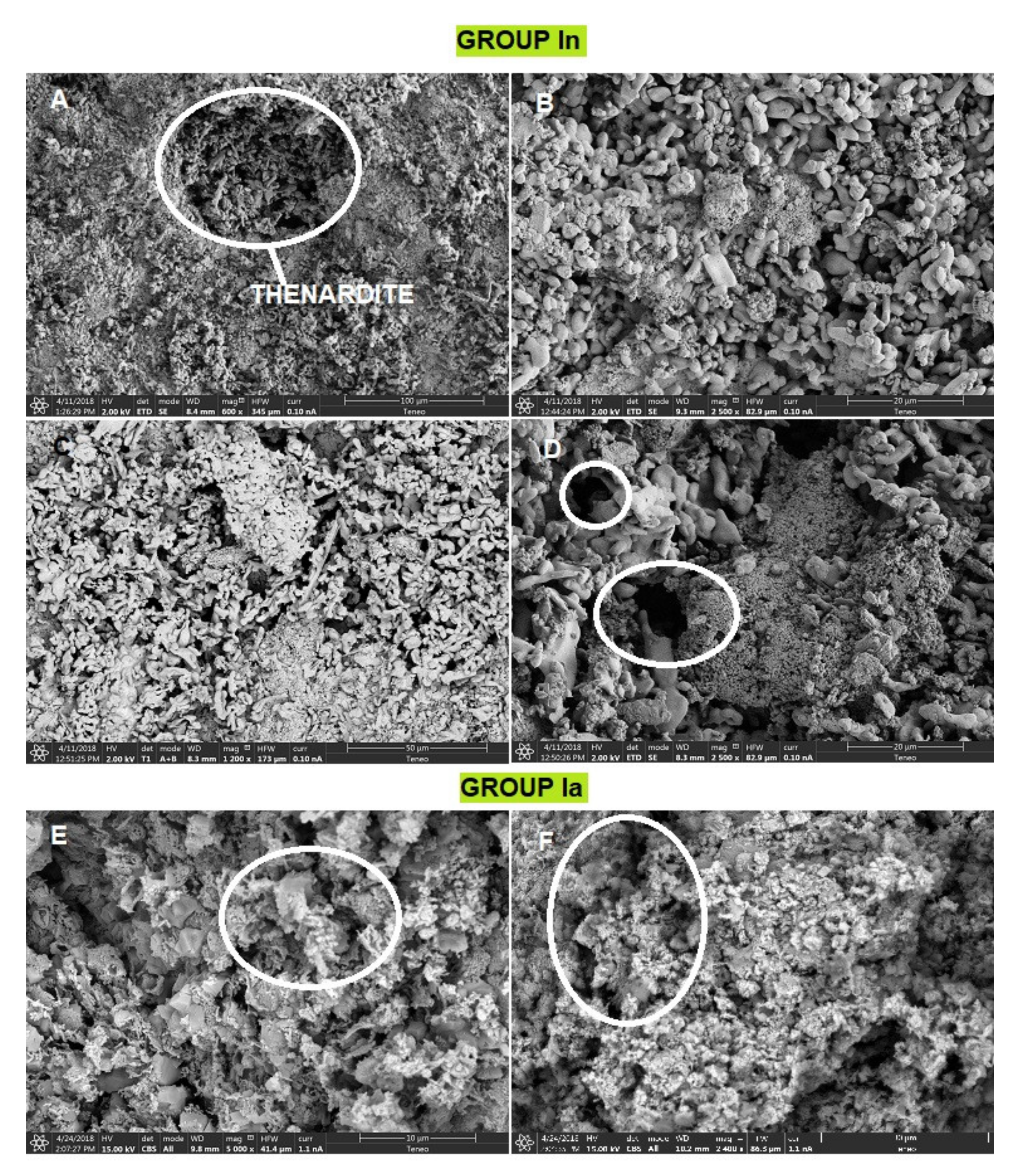
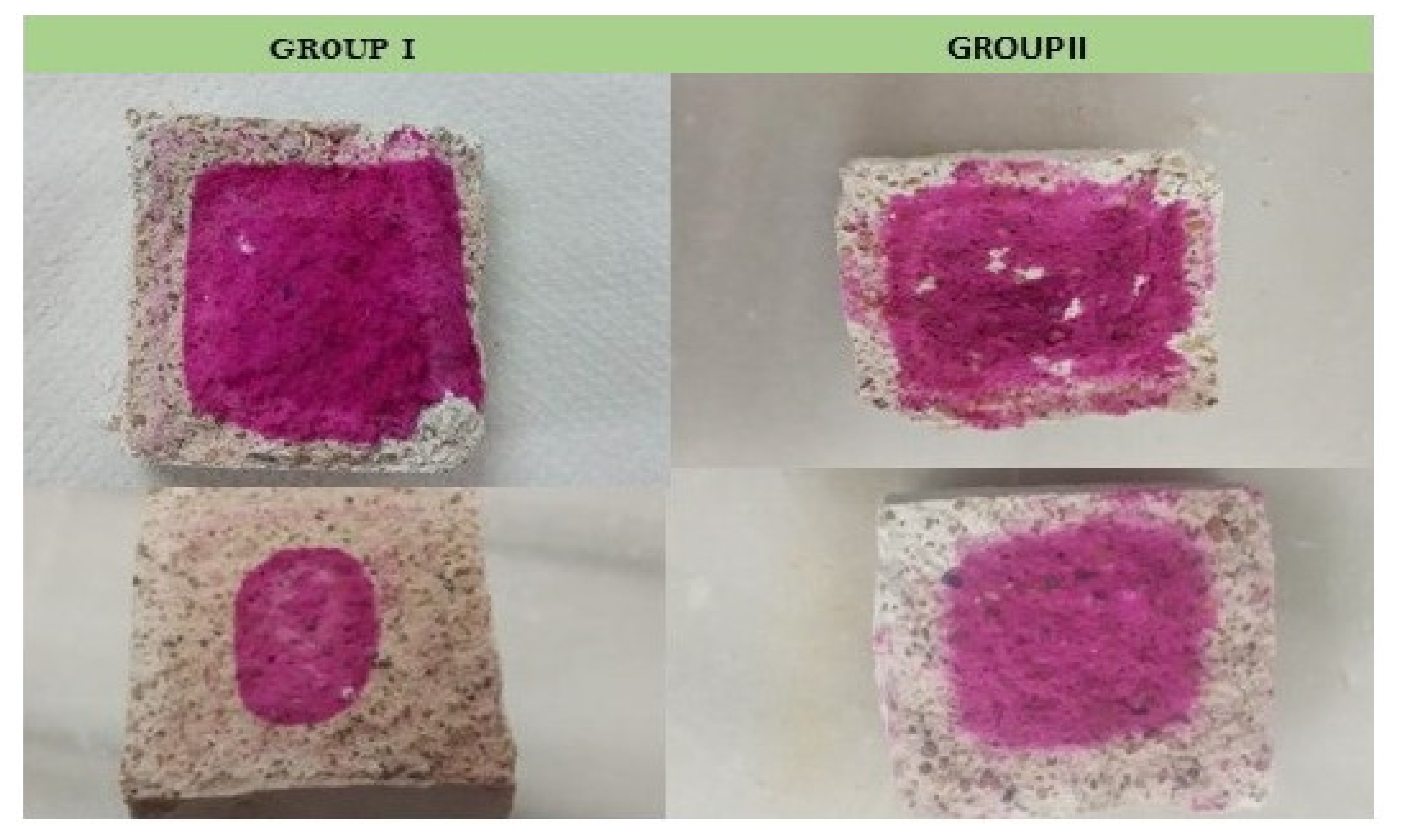
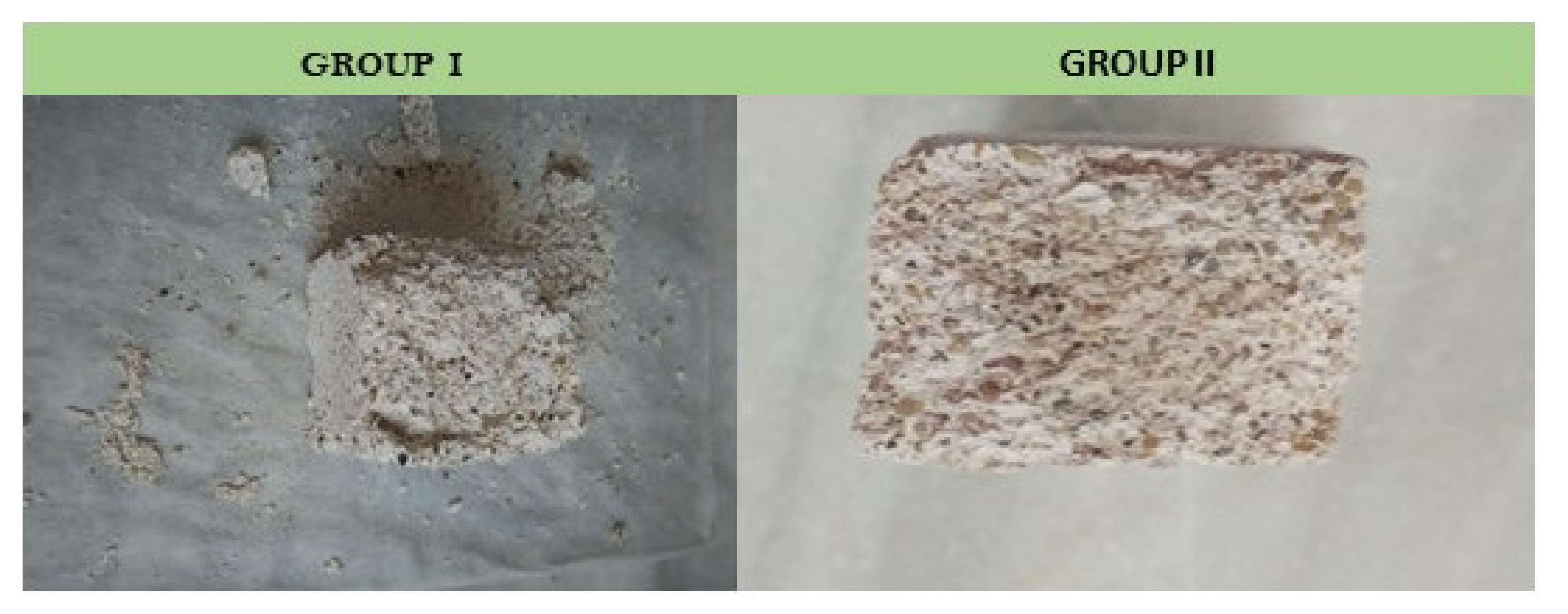
- The carbonation process progresses from the outside to the inside of the specimens through the porous network (pores, cracks and fissures).
- (9)
- Liesegang patterns were observed in mortars containing rests of sodium sulphate. This phenomenon seems to be due to alternating calcite and portlandite precipitation. These patterns were not observed in mortars containing barium sulphate precipitate, indicating that the natural carbonation is controlled by diffusion-precipitation process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Contreras, M.; Pérez-López, R.; Gázquez, M.J.; Morales-Flórez, V.; Santos, A.; Esquivias, L.; Bolívar, J.P. Fractionation and fluxes of metals and radionuclides during the recycling process of phosphogypsum wastes applied to mineral CO2 sequestration. Waste Manag. 2015, 45, 412–419. [Google Scholar] [CrossRef] [Green Version]
- Dorozhkin, S.V. Fundamentals of the wet-process phosphoric acid production. 2. Kinetics and mechanism of CaSO4‚0.5H2O Surface crystallization and coating formation. Ind. Eng. Chem. Res. 1997, 36, 467–473. [Google Scholar] [CrossRef]
- Aagli, A.; Tamer, N.; Atbir, A.; Boukbir, L.; Hadek, M.E. Conversion of phosphogypsum to potassium sulfate: Part I. J. Therm. Anal. Calorim. 2005, 82, 395–399. [Google Scholar] [CrossRef]
- Tayibi, H.; Gascó, C.; Navarro, N.; López-Delgado, A.; Álvarez, A.; Yagüe, L.; Alguacil, F.J.; López, F.A. Valorisation of phosphogypsum as building material: Radiological aspects. Mater. Constr. 2011, 61, 503–515. [Google Scholar] [CrossRef] [Green Version]
- Romero-Hermida, M.I.; Santos, A.; Pérez-López, R.; García-Tenorio, R.; Esquivias, L.; Morales-Flórez, V. New method for carbon dioxide mineralization based on phosphogypsum and aluminium-rich industrial wastes resulting in valuable carbonated by-products. J. CO2 Util. 2017, 18, 15–22. [Google Scholar] [CrossRef] [Green Version]
- Romero-Hermida, I.; Morales-Flórez, V.; Santos, A.; Villena, A.; Esquivias, L. Technological proposals for recycling industrial wastes for environmental applications. Minerals 2014, 4, 746–757. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Tang, Y.; Zhong, G.; Zeng, H.A. comparison study on heavy metal/metalloid stabilization in Maozhou River sediment by five types of amendments. J. Soils Sediments 2019, 19, 3922–3933. [Google Scholar] [CrossRef]
- Romero-Hermida, M.I.; Flores-Alés, V.; Hurtado-Bermúdez, S.J.; Santos, A.; Esquivias, L. Environmental Impact of Phosphogypsum-Derived Building Materials. Int. J. Environ. Res. Public Health 2020, 17, 4248. [Google Scholar] [CrossRef]
- Cultrone, G.; Sebastián, E.; Ortega-Huertas, M. Forced and natural carbonation of lime-based mortars with and without additives: Mineralogical and textural changes. Cem. Concr. Res. 2005, 35, 2278–2289. [Google Scholar] [CrossRef]
- Banfill, P.F.G. The rheology of fresh cement and concrete-a review. In Proceedings of the 11th International Congress on the Chemistry of Cement (ICCC) Cement’s Contribution to Development in the 21st Century, Durban, South-Africa, 11–16 May 2003; pp. 50–62. [Google Scholar]
- Romero-Hermida, M.I.; Borrero, A.; Alejandre, F.J.; Flores-Ales, V.; Santos, A.; Franco, J.M.; Esquivias, L. Phosphogypsum waste lime as a promising substitute of commercial limes: A rheological approach. Cem. Concr. Comp. 2018, 95, 205–216. [Google Scholar] [CrossRef]
- Hansen, E.; Doehne, E.; Fidler, J.; Larson, J.; Martin, B.; Matteini, M.; Rodríguez-Navarro, C.; Sebastian, E.; Price, C.; Tagle, A.; et al. A review of selected inorganic consolidants and protective treatments for porous calcareous materials. Rev. Conserv. 2003, 4, 13–25. [Google Scholar] [CrossRef]
- Karatasios, I.; Kilikoglou, V.; Colston, B.; Theoulakis, P.; Watt, D. Setting process of lime-based conservation mortars with barium hydroxide. Cem. Concr. Res. 2007, 37, 886–893. [Google Scholar] [CrossRef]
- Gonçalves, T.D.; Brito, V.; Musacchi, J. The whole and the parts: Can lime coatings enhance the drying of salt laden materials? Const. Build. Mat. 2014, 57, 179–189. [Google Scholar] [CrossRef]
- Camuffo, D.; Bertolin, C.; Amore, C.; Bergonzini, A.; Brimblecombe, P. Thenardite-mirabilite cycles in historical buildings. In Proceedings of the 9th Indoor Air Quality Meeting, Chalon-Sur-Saone, France, 21–23 April 2010. [Google Scholar]
- Romero-Hermida, M.I.; Santos, A.; Esquivias, L.; Flores-Alés, V.; Alejandre, F.J. Propiedades de la cal en pasta obtenida a partir del tratamiento de fosfoyesos de la industria de fertilizantes. In Proceedings of the VI Jornadas FICAL (Forum Ibérico de la Cal), Pamplona, España, 28–30 May 2018; pp. 64–75. [Google Scholar]
- Romero-Hermida, M.I. Mineralización del CO2 con Residuos Industriales Para la Fabricación de Nuevos Materiales de Construcción: Estructura Y Propiedades. Doctoral Thesis, University of Seville, Sevilla, Spain, 2020. [Google Scholar]
- UNE-EN 196-1:2018 Methods of Testing Cement-Part 1: Determination of strength. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma/?c=N0060675 (accessed on 1 June 2021).
- ANCADE. Practical Guide to Lime Mortars; Asociación Nacional de Fabricantes de Cales y Derivados: Madrid, España, 2009. [Google Scholar]
- Ontiveros, E.; Rodríguez-García, R.; González-Serrano, A. Incidencia de los valores de consistencia de los morteros de cal de elaboración artesanal en su comportamiento en estado endurecido. In Proceedings of the VI Jornadas FICAL (Forum Ibérico de la Cal), Pamplona, España, 28–30 May 2018; pp. 118–128. [Google Scholar]
- UNE-EN 1015-3:2000, Methods of Test for Mortar for Masonry-Part 3: Determination of Consistence of Fresh Mortar (by Flow Table). Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0023381 (accessed on 1 June 2021).
- UNE-EN 1015-6:2007/A1, Methods of Test for Mortar for Masonry-Part 6: Determination of Bulk Density of Fresh Mortar. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0039895 (accessed on 1 June 2021).
- UNE-EN 1015-7:1999, Methods of Test for Mortar for Masonry-Part 7: Determination of Air Content of Fresh Mortar. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma/?c=N0009381 (accessed on 1 June 2021).
- UNE-EN 1015-2, Methods of Test for Mortar for Masonry - Part 2: Bulk Sampling of Mortars and Preparation of Test Mortars. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma/?c=N0009378 (accessed on 1 June 2021).
- UNE-EN 1015-11:2020. Methods of Test for Mortar for Masonry-Part 11: Determination of Flexural and Compressive Strength of Hardened Mortar. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0063703 (accessed on 1 June 2021).
- Banfill, P.F.G. Rheological methods for assessing the flow properties of mortar and related materials. Constr. Build. Mat. 1994, 8, 43–50. [Google Scholar] [CrossRef]
- Banfill, P.F.G. The rheology of fresh mortar. Mag. Conc. Res. 1991, 43, 13–21. [Google Scholar] [CrossRef]
- Aït-kadi, A.; Marchal, P.; Choplin, L.; Bousmina, M. Quantitative Analysis of Mixer-Type Rheometers. Can. J. Chem. Eng. 2002, 80, 1166–1174. [Google Scholar] [CrossRef]
- Guydader, J.; Denis, A. Propagation des ondes dans les roches anisotropes sous contrainte evaluation de la qualit´edes schistes ardoisiers. Bull. Int. Assoc. Eng. Geol. 1986, 33, 49–55. [Google Scholar] [CrossRef]
- UNE-EN 14630:2007. Products and systems for the protection and repair of concrete structures-Test methods-Determination of carbonation depth in hardened concrete by the phenolphthalein method. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma/?c=N0039887 (accessed on 1 June 2021).
- Aulet, A.; Cetrangolo, G.; Domenech, L.; Romay, C.; Sabalsagaray, S.; Dalchiele, E.; Morquio, A. Estudios morfológicos y físicomecánicos de morteros de cal del patrimonio aquitectónico. In Proceedings of the VI Rehabend Congress, Burgos, España, 24–27 May 2016; pp. 816–824. [Google Scholar]
- Ferreira, R.L.S.; Anjos, M.A.S.; Ledesma, E.F.; Pereira, J.E.S.; Nóbrega, A.K.C. Evaluation of the physical-mechanical properties of cement-lime based masonry mortars produced with mixed recycled aggregates. Mater. Constr. 2020, 70, e210. [Google Scholar] [CrossRef]
- Singh, L.P.; Goel, A.; Bhattachharyya, S.K.; Ahalawat, S.; Sharma, U.; Mishra, G. Effect of Morphology and Dispersibility of Silica Nanoparticles on the Mechanical Behaviour of Cement Mortar. Int. J. Concr. Struct. Mater. 2015, 9, 207–217. [Google Scholar] [CrossRef] [Green Version]
- Xiao, J.; Fan, Y.; Tam, V.W.Y. On creep characteristics of cement paste, mortar and recycled aggregate concrete. Eur. J. Environ. Civ. Eng. 2015, 19, 1234–1252. [Google Scholar] [CrossRef]
- Kwan, A.K.H.; Li, L.G. Combined effects of water film thickness and paste film thickness on rheology of mortar. Mater. Struct. Constr. 2012, 45, 1359–1374. [Google Scholar] [CrossRef] [Green Version]
- Corinaldesi, V. Mechanical and elastic behaviour of concretes made of recycled-concrete coarse aggregates. Constr. Build. Mater. 2010, 24, 1616–1620. [Google Scholar] [CrossRef]
- Silva, B.A.; Pinto, A.F.; Gomes, A.; Candeias, A. Impact of a viscosity-modifying admixture on the properties of lime mortars. J. Build. Eng. 2020, 31, 101132. [Google Scholar] [CrossRef]
- Rodriguez-Navarro, C.; Ruiz-Agudo, E.; Ortega-Huertas, M.; Hansen, E. Nanostructure and irreversible colloidal behavior of Ca(OH)2: Implications in cultural heritage conservation. Langmuir 2005, 21, 10948–10957. [Google Scholar] [CrossRef] [PubMed]
- Arizzi, A.; Cultrone, G.L. Influencia de la Interfase Árido-Matriz (ITZ) en las Propiedades de Morteros de Cal. Macla 2012, 16, 60–61. [Google Scholar]
- Scherer, G.W. Stress from crystallization of salt. Cem. Concr. Res. 2004, 34, 1613–1624. [Google Scholar] [CrossRef]
- Steiger, M.; Asmussen, S. Crystallization of sodium sulfate phases in porous materials: The phase diagram Na2SO4–H2O and the generation of stress. Geochim. Cosmochim. Acta. 2008, 72, 4291–4306. [Google Scholar] [CrossRef]
- Bache, H.H.; Idorn, G.M.; Nepper-Christensen, P.; Nielsen, J. Morphology of calcium hydroxide in cement paste, In: Special Report 90, Symposium on Structure of Portland Cement Paste and Concrete, Highway Research Board, Washington. HRB Spec. Rep. 1966, 90, 154–174. [Google Scholar]
- Dimond, S. The microstructure of cement paste and concrete-a visual primer. Cem. Concr. Compos. 2004, 26, 919–933. [Google Scholar] [CrossRef]
- Alejandre, J.; Barrios, J.; Barrios, A.; Arellano-Agudo, A.R. The shrinkage in lime mortars. Mater. Constr. 1997, 47, 17–28. [Google Scholar]
- Cazalla, O. Morteros de cal Aplicación en el Patrimonio Histórico. Doctoral Thesis, University of Granada, Granada, Spain, 2002. [Google Scholar]
- Rosell, J.R. Aportaciones al Conocimiento del Comportamiento Deformacional de Pastas de cal. Tamaño y Formas de las Partículas y su Viscosidad. Doctoral Thesis, Polytechnic University of Cataluña, Barcelona, Spain, 2013. [Google Scholar]
- Rodriguez-Navarro, C.; Cazalla, O.; Elert, K.; Sebastian, E. Liesegang pattern development in carbonating. Proc. R. Soc. London. Series A Math. Phys. Eng. Sc. 2002, 458, 2261–2273. [Google Scholar] [CrossRef]
- Lisesegang, R.E. Ueber einige eigenschaften von gallerten. Nat. Wochenschr. 1896, 10, 353–362. [Google Scholar]
- Rodrigues, J.D. Liesegang rings in differential deterioration patterns of lime mortars. J. Cult. Herit. 2016, 21, 819–822. [Google Scholar] [CrossRef]
- Stern, K.H. The Liesegang Phenomenon. Chem. Rev. 1954, 54, 79–99. [Google Scholar] [CrossRef]
- Rodrigues, J.D. Practical evidence and experimental demonstration of the Liesegang phenomenon in the carbonation process of lime mortars in exposed masonries. J. Cult. Herit. 2020, 45, 169–179. [Google Scholar] [CrossRef]
- Van Balen, K.; Van Gemert, D. Modelling lime mortar carbonation. Mater. Struct. 1994, 27, 393–398. [Google Scholar] [CrossRef]
- Campos Silva, A.R.; Fajardo, G.; Mendoza-Rangel, J.M. Study of carbonation behavior in reinforced concrete in natural and accelerated conditions. Concr. Cem. Investig. Desarro. 2016, 8, 14–34. [Google Scholar]
- Winkler, E.M.; Singer, P.C. Crystallization pressure of salts in stone and concrete. Geol. Soc. Am. Bull. 1972, 83, 3059–3514. [Google Scholar] [CrossRef]
- Rosell, J.R.; Bosch, M. Hormigones de cal: Nuevos “viejos” materiales. In Proceedings of the VI Jornadas FICAL (Forum Ibérico de la Cal)., Pamplona, España, 28–30 May 2018; pp. 82–92. [Google Scholar]
- Quintero Ortiz, L.A.; Herrera, J.; Corzo, L.; García, J. Relationship between compressive strength and porosity of concrete evaluated from ultrasonic. Rev. Ion. 2011, 24, 69–76. [Google Scholar]
- Karatasios, I.; Kilikoglou, V.; Theoulakis, P.; Colston, B.; Watt, D. Sulphate resistance of lime-based barium mortars. Cem. Concr. Comp. 2008, 30, 815–821. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Majority Elements | Composition (wt.%) | Concentration (Bq/kg) |
|---|---|---|
| SiO2 | 2.52 ± 0.03 | 226 Ra = 568 ± 25 |
| Al2O3 | 0.20 ± 0.01 | 210 Pb = 722 ± 33 |
| Fe2O3 | nd | 40 K < 111 |
| MnO | nd | 232 Th = 4 ± 1 |
| MgO | nd | 235 U = 19 ± 3 |
| CaO | 32.00 ± 1 | |
| Na2O | 0.01 ± 0.01 | |
| K2O | 0.02 ± 0.01 | |
| TiO2 | nd | |
| P2O5 | 0.65 ± 0.02 | |
| SO3 | 46.00 ± 3 | |
| Cl | nd | |
| F | nd | |
| SrO | nd | |
| BaO | nd | |
| LOI | 18.40 ± 0.4 |
| Ultrasound Application Time | Percentile |
|---|---|
| 0 min | d(0.9) = 99.725 µm |
| d(0.5) = 42.584 µm | |
| d(0.1) =14.926 µm | |
| 5 min | d(0.9) = 72.091 µm |
| d(0.5) = 30.516 µm | |
| d(0.1) = 11.353 µm | |
| 10 min | d(0.9) = 45.614 µm |
| d(0.5) = 19.686 µm | |
| d(0.1) = 4.856 µm | |
| 15 min | d(0.9) = 43.493 µm |
| d(0.5) = 17.902 µm | |
| d(0.1) = 4.847 µm |
| Natural Carbonation (1) | Accelerated Carbonation (2) | |
|---|---|---|
| Group I. Specimens Containing Na2SO4 Remaining from the PG | Group In | Group Ia |
| Group II. Specimens Containing Precipitated BaSO4 | Group IIn | Group IIa |
| Sample | Tonset (°C) | Tmax (°C) | Tfinal (°C) | ∆w (%) | Residue (%) |
|---|---|---|---|---|---|
| M185 | 25/399 | 70/434 | 84/454 | 23.3/4.4 | 71.4 |
| M200 | 25/405 | 62/434 | 76/449 | 25.5/4.4 | 69.2 |
| Maximum Stress RPP | Maximum Stress Helical Ribbon | η0 (Pa·s) | k (s) | p |
|---|---|---|---|---|
| 230–240 Pa | 170–180 Pa | 1.89 × 108 | 638,811 | 0.93 |
| Group | Time (Days) | Average Depth (mm) |
|---|---|---|
| Group In | 28 | 5 |
| Group In | 90 | 13 |
| Group IIn | 28 | 3 |
| Group IIn | 90 | 9 |
| Group In | (h = 26 ± 5 mm/year 0.5) | |
| Group IIn | (h = 18 ± 5 mm/year 0.5) | |
| GROUP IN | Group IIN | ||
|---|---|---|---|
| B (28 days) | B (90 days) | B (28 days) | B (90 days) |
| 2.1 ± 0.1 (68%) | 4.2 ± 0.1 (81%) | 0.3 ± 0.1 (23%) | 0.6 ± 0.1 (38%) |
| Group In (Specimen 1) | Group IIn (Specimen 2) | |||
|---|---|---|---|---|
| Days | ΔM (%) | Δm (%) | ΔM (%) | Δm (%) |
| 20 | 16 ± 2 | 25 ± 3 | 11 ± 2 | 25 ± 2 |
| 28 | 20 ± 2 | 16 ± 2 | 19 ± 2 | 18 ± 2 |
| 37 | 21 ± 2 | 15 ± 3 | 21 ± 2 | 16 ± 2 |
| 42 | 25 ± 2 | 17 ± 4 | 23.9 ± 1.5 | 17 ± 2 |
| 90 | 23.3 ± 1.5 | 9 ± 2 | 22 ± 2 | 8 ± 2 |
| Group IIn (specimen 1) | Group IIn (specimen 2) | |||
| 20 | 9 ± 2 | 16 ± 2 | 10 ± 2 | 17 ± 2 |
| 28 | 18 ± 2 | 15 ± 2 | 18 ± 2 | 16 ± 2 |
| 37 | 20 ± 2 | 9 ± 2 | 19 ± 2 | 9 ± 2 |
| 42 | 19.2 ± 1.4 | 8 ± 2 | 20 ± 2 | 8 ± 2 |
| 90 | 21.7 ± 1.5 | 1.3 ± 1.1 | 21.3 ± 1.3 | 1.3 ± 1.2 |
| Natural Carbonation Process | ||||
| Flexural Strength (N/mm2) 28 Days 90 Days | Compressive Strength (N/mm2) 28 Days 90 Days | |||
| In | 0.3 ± 0.1 | 0.6 ± 0.1 | 0.8 ± 0.1 | 1.3 ± 0.1 |
| IIn | 1.0 ± 0.1 | 1.4 ± 0.1 | 1.2 ± 0.1 | 1.7 ± 0.2 |
| Accelerated Carbonation Process | ||||
| Flexural Strength (N/mm2) 21 Days on the Chamber | Compressive Strength (N/mm2) 21 Days on the Chamber | |||
| Ia | 0.8 ± 0.1 | 1.5 ± 0.2 | ||
| IIa | 2.6 ± 0.1 | 4.0 ± 0.2 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Romero-Hermida, M.I.; Borrero-López, A.M.; Flores-Alés, V.; Alejandre, F.J.; Franco, J.M.; Santos, A.; Esquivias, L. Characterization and Analysis of the Carbonation Process of a Lime Mortar Obtained from Phosphogypsum Waste. Int. J. Environ. Res. Public Health 2021, 18, 6664. https://doi.org/10.3390/ijerph18126664
Romero-Hermida MI, Borrero-López AM, Flores-Alés V, Alejandre FJ, Franco JM, Santos A, Esquivias L. Characterization and Analysis of the Carbonation Process of a Lime Mortar Obtained from Phosphogypsum Waste. International Journal of Environmental Research and Public Health. 2021; 18(12):6664. https://doi.org/10.3390/ijerph18126664
Chicago/Turabian StyleRomero-Hermida, María Isabel, Antonio María Borrero-López, Vicente Flores-Alés, Francisco Javier Alejandre, José María Franco, Alberto Santos, and Luis Esquivias. 2021. "Characterization and Analysis of the Carbonation Process of a Lime Mortar Obtained from Phosphogypsum Waste" International Journal of Environmental Research and Public Health 18, no. 12: 6664. https://doi.org/10.3390/ijerph18126664