
Experimental Study on Mechanical Properties of Different Resins Used in Oral Environments
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
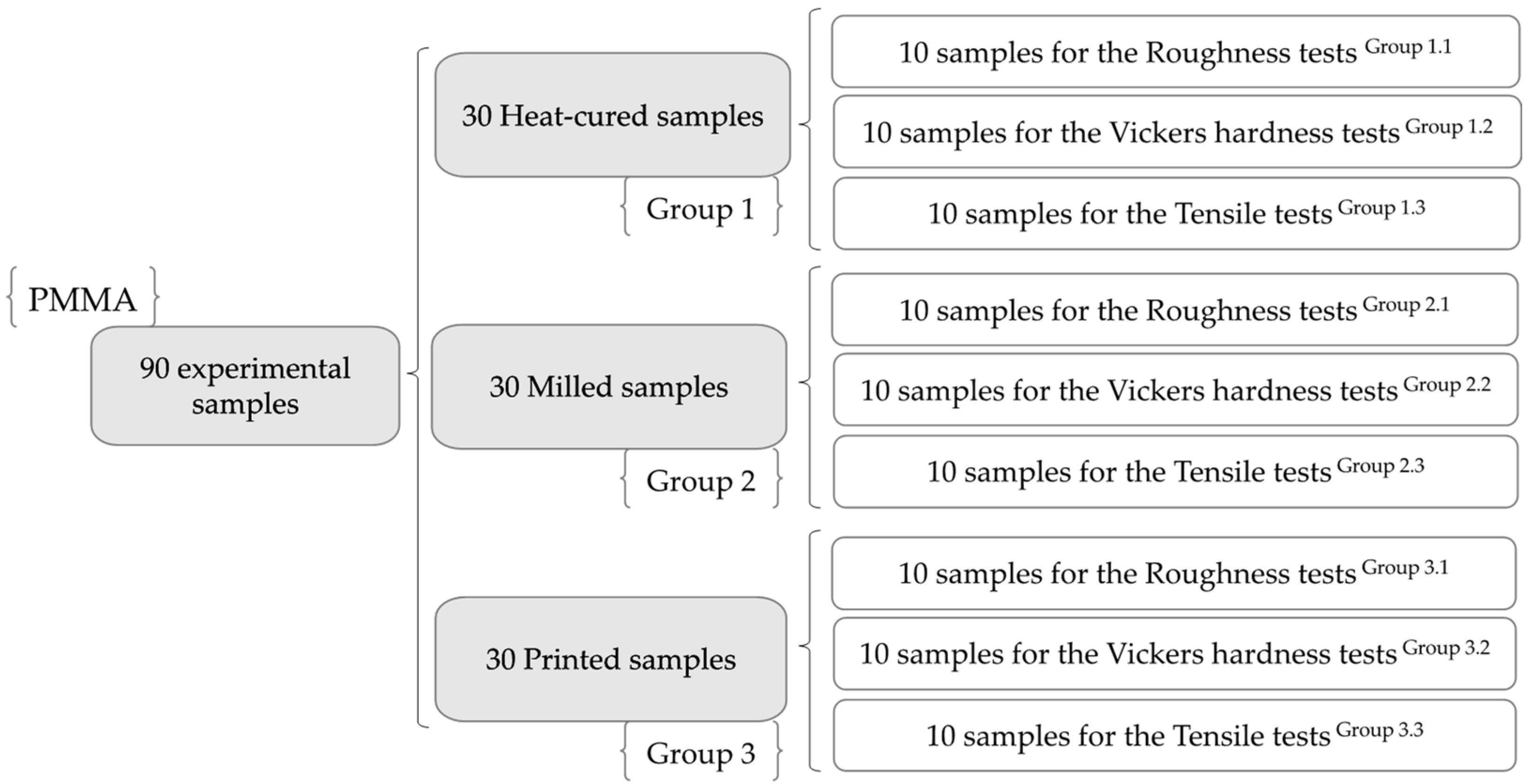
2.1. Study Design
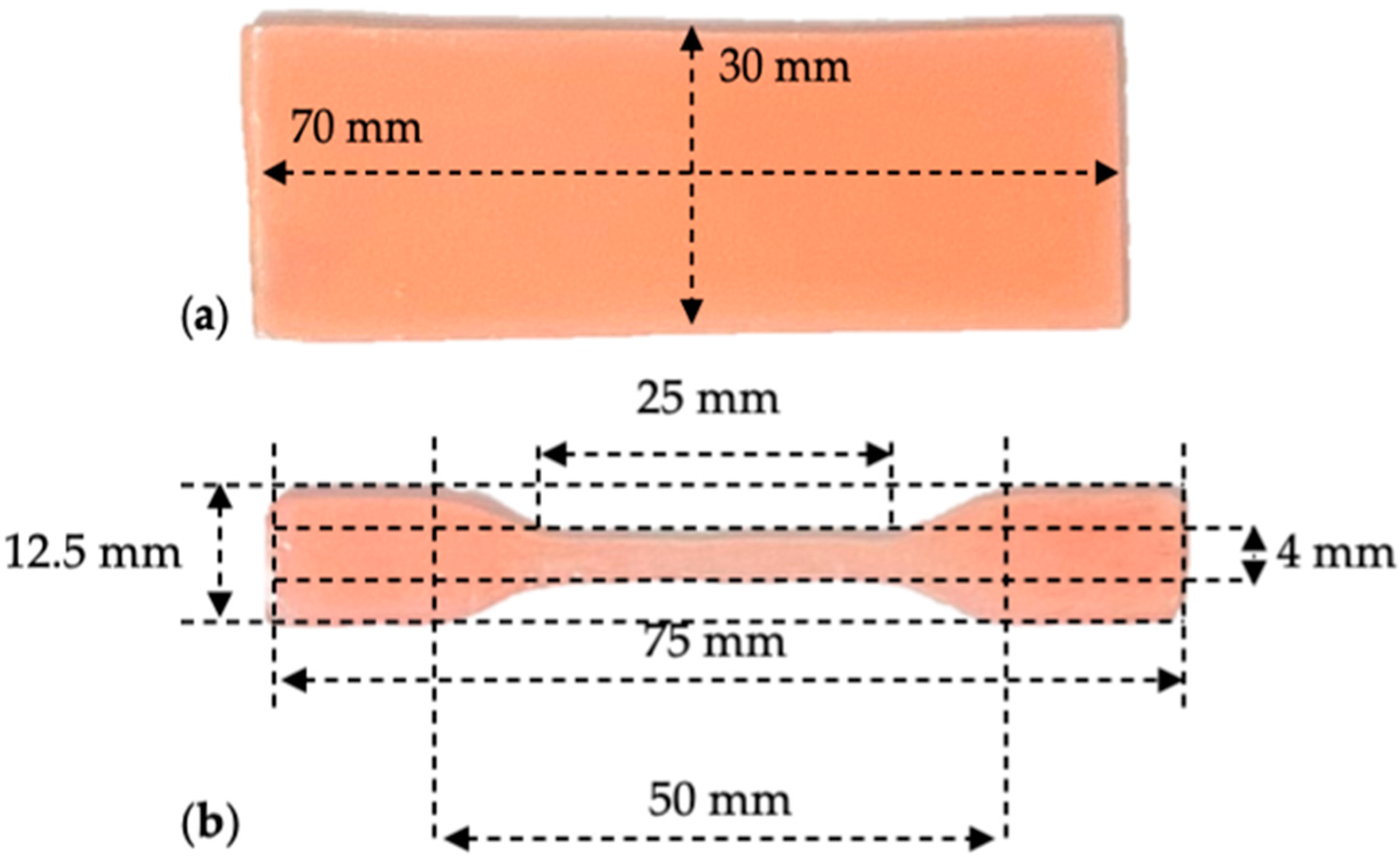
2.2. The Samples Design
2.3. PMMA Sample Realization
2.3.1. Heat-Cured Samples
2.3.2. Milled Samples
2.3.3. Printed Samples
2.3.4. Finishing and Polishing
2.4. Experimental Tests
2.4.1. Roughness Tests
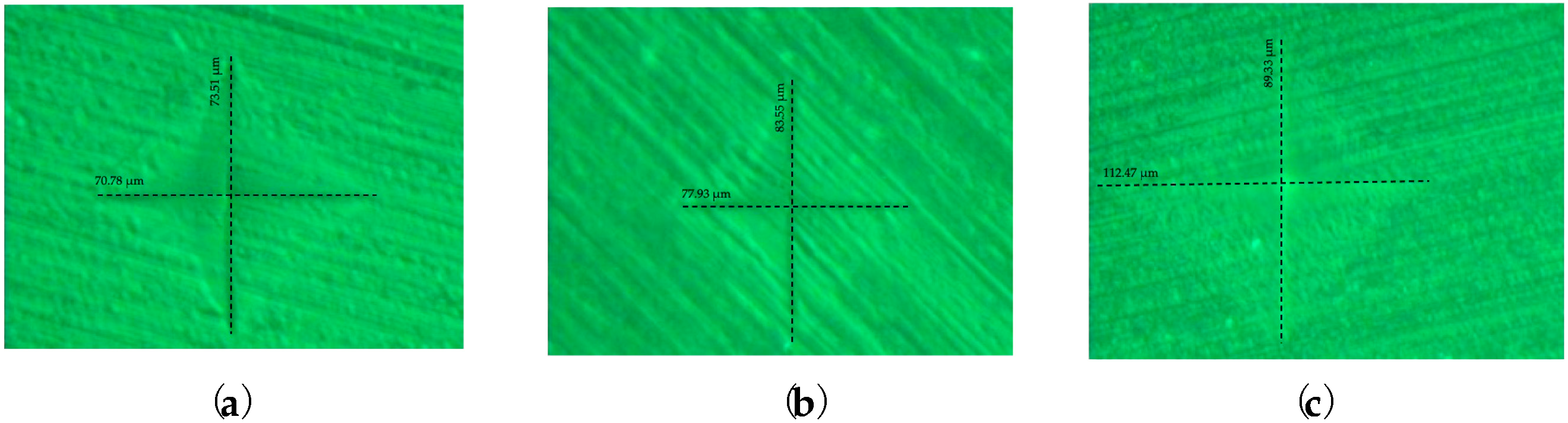
2.4.2. Vickers Hardness Tests
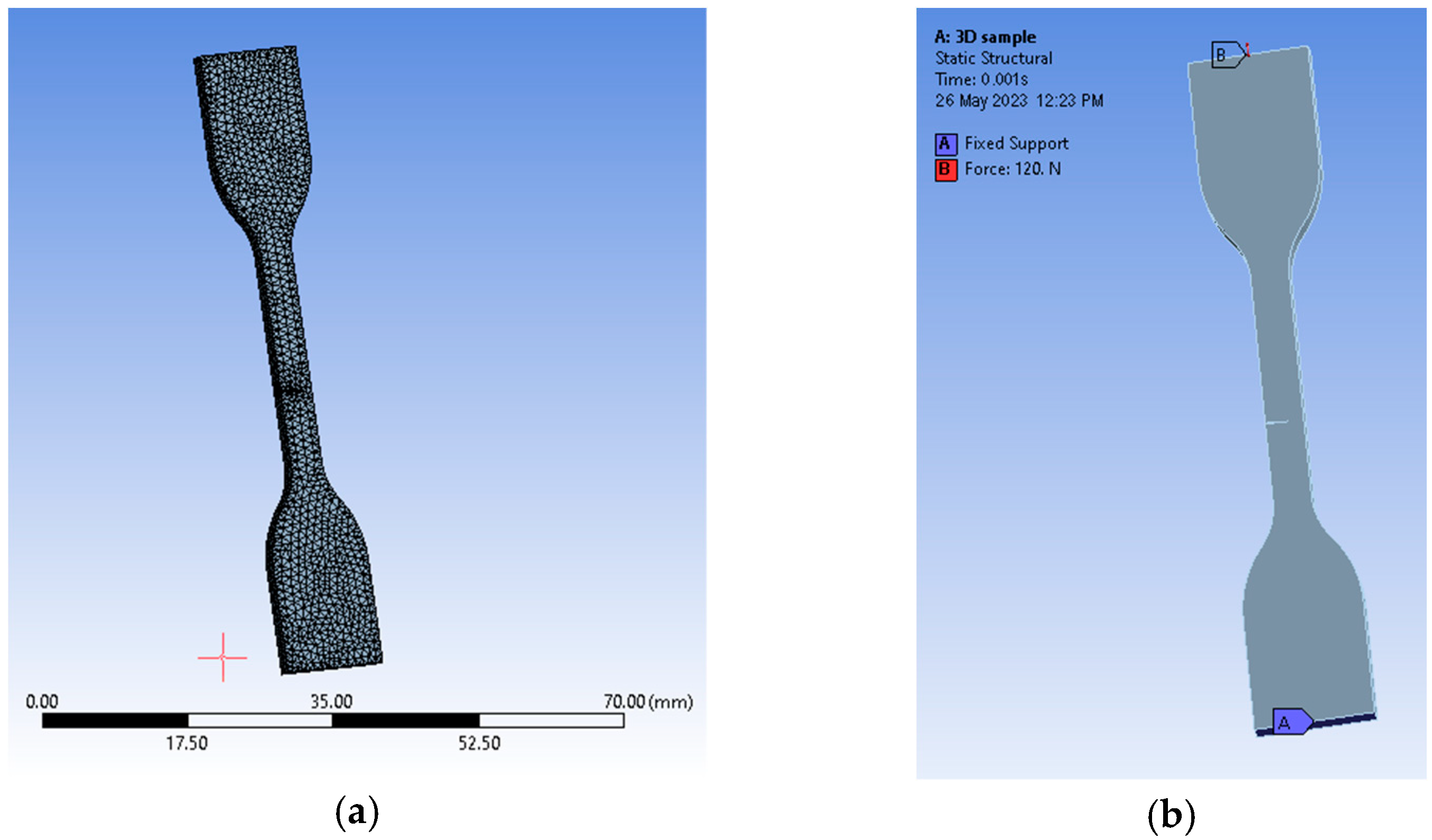
2.4.3. Tensile Tests
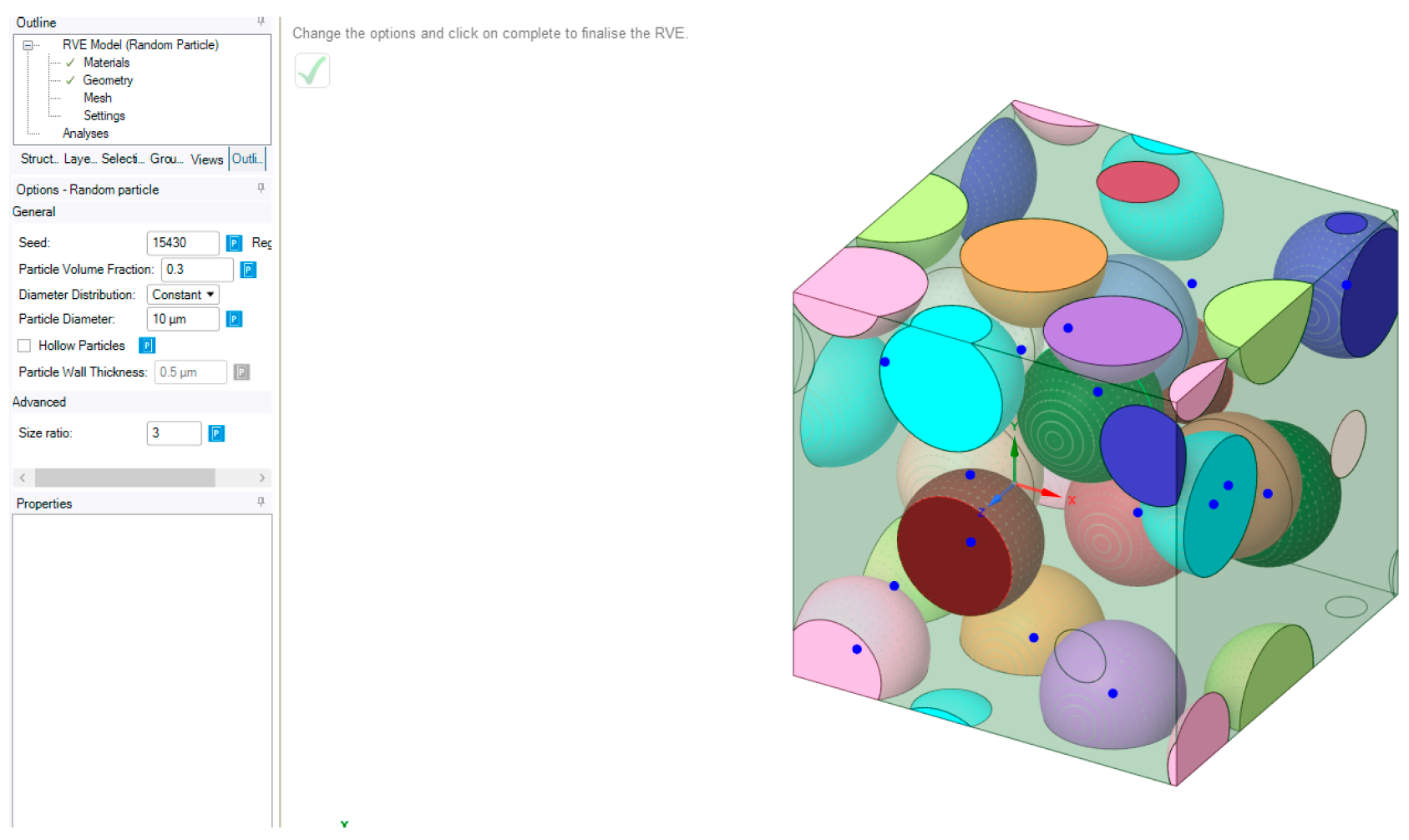
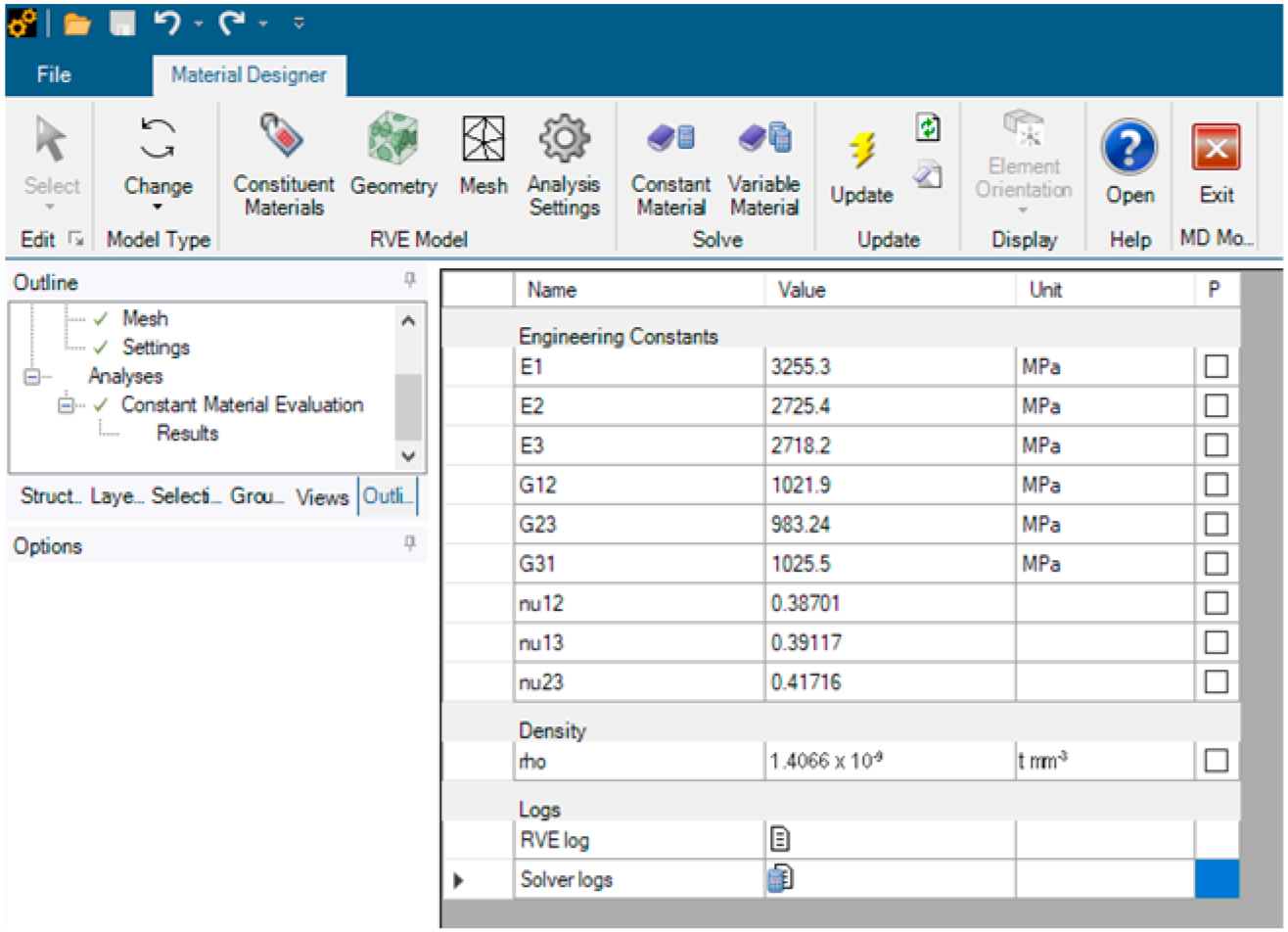
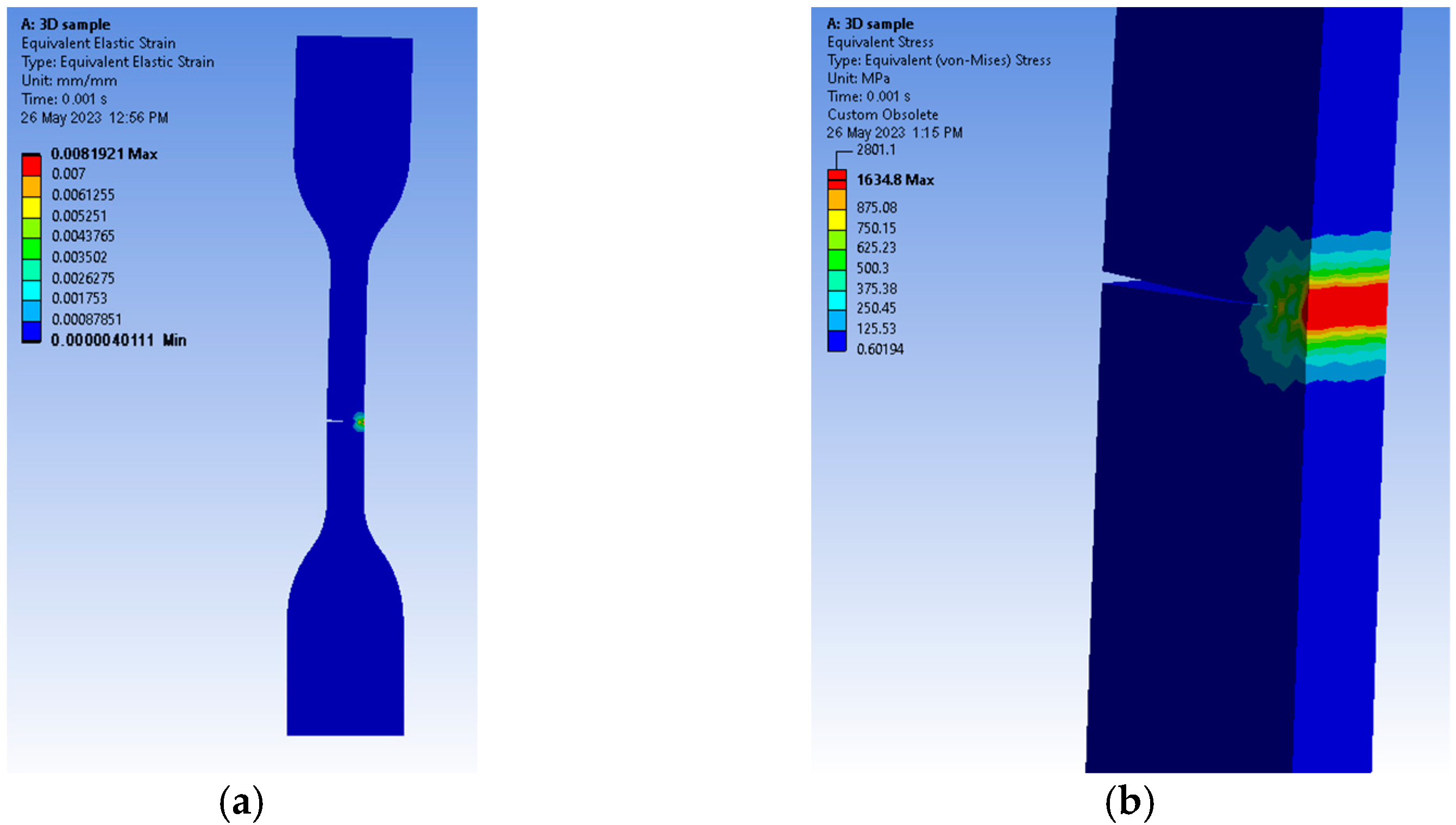
2.4.4. Finite Element Method (FEM)
2.5. The Statistical Analysis
3. Results
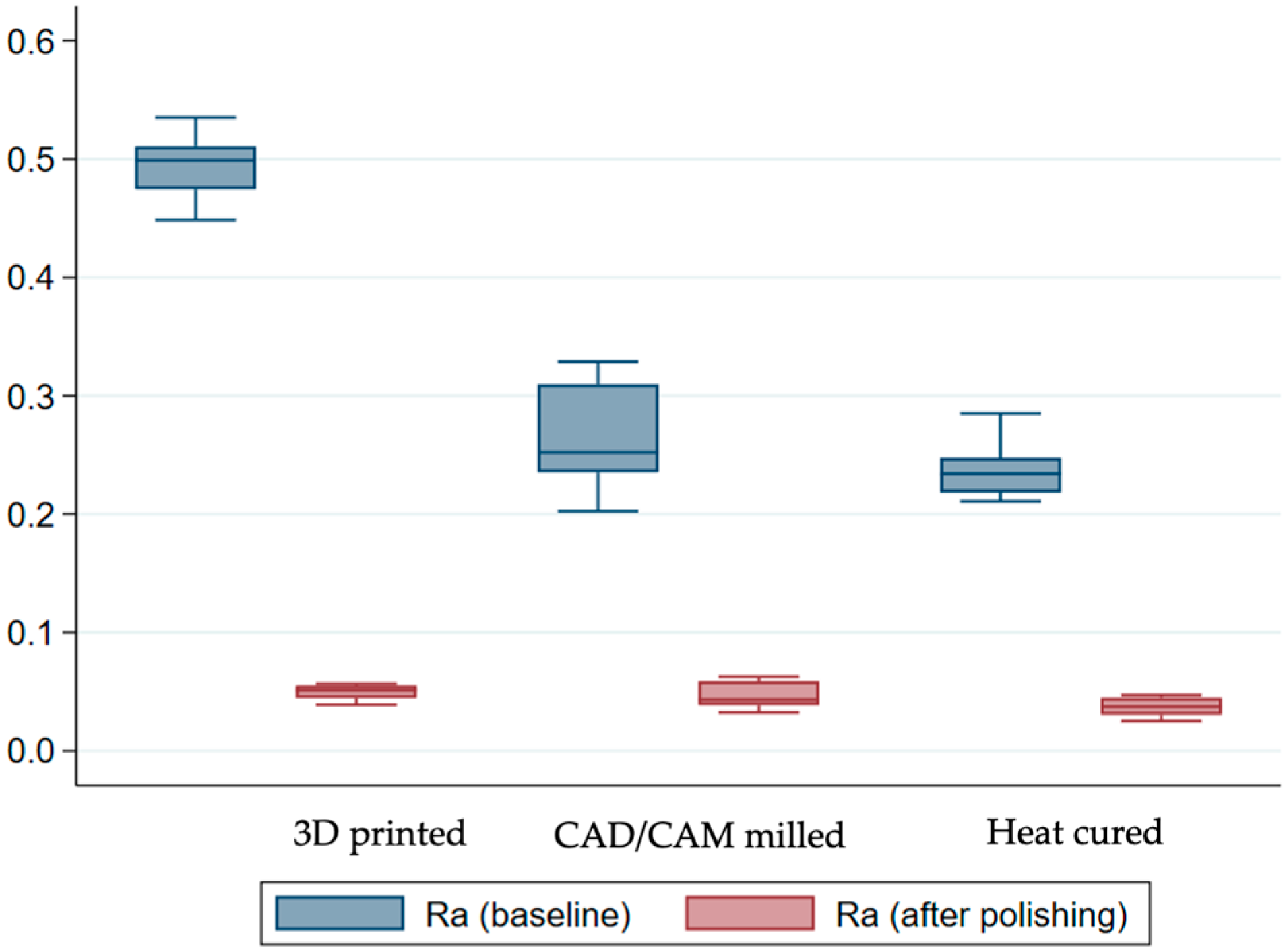
3.1. Evaluation of the Roughness Parameters
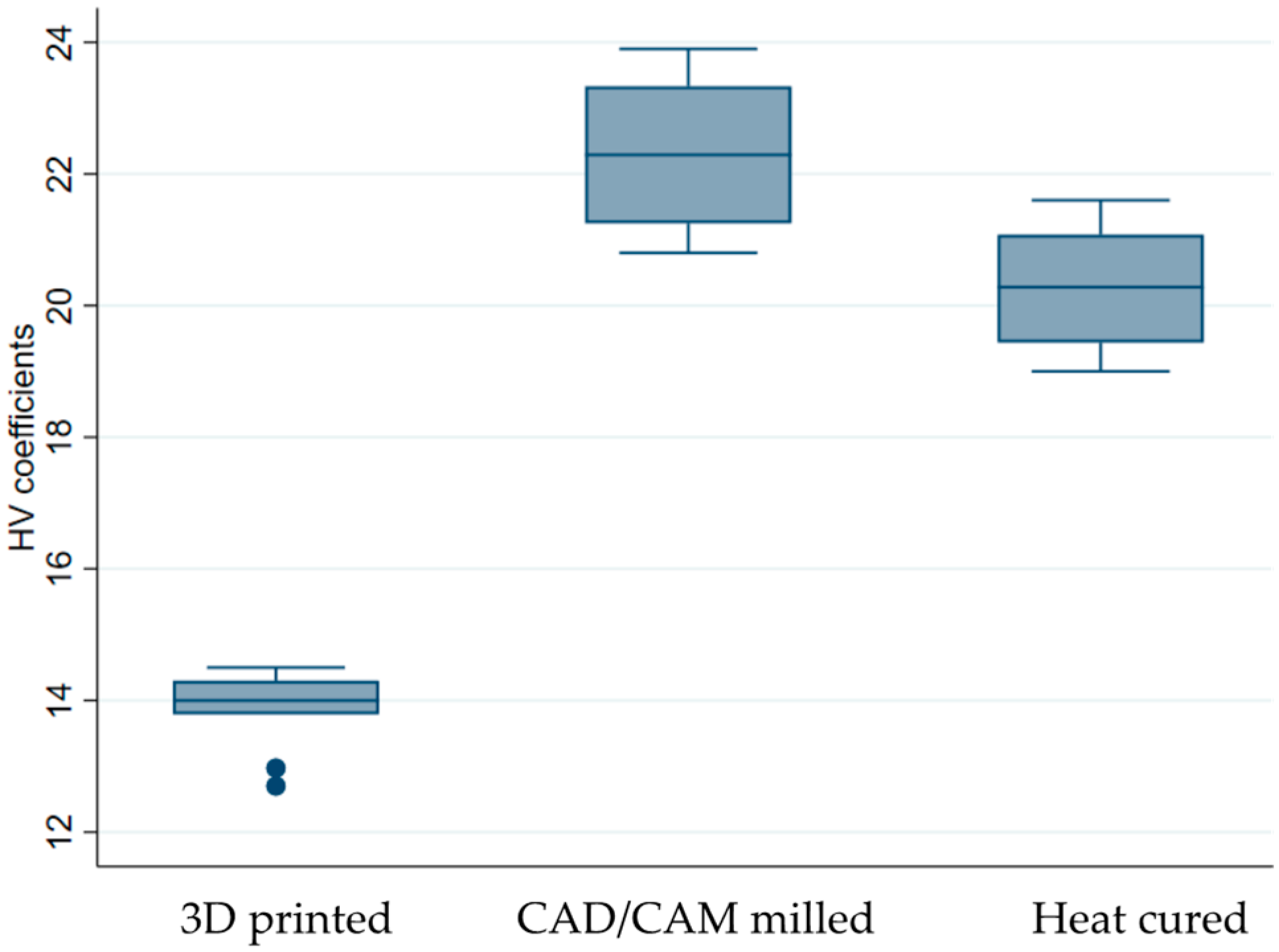
3.2. Evaluation of the Vickers Hardness
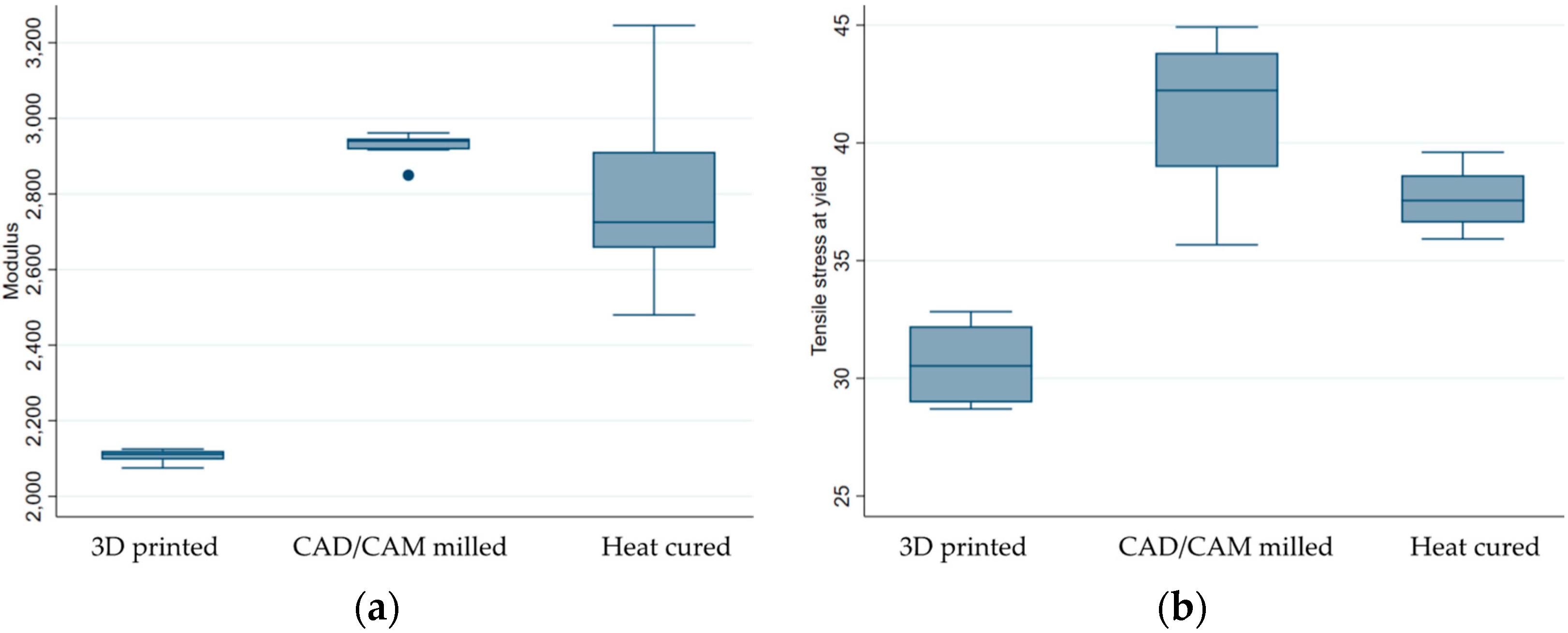
3.3. Evaluation of the Tensile Parameters
3.4. Finite Element Method (FEM) Analysis
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Martori, E.; Ayuso-Montero, R.; Martinez-Gomis, J.; Viñas, M.; Peraire, M. Risk factors for denture-related oral mucosal lesions in a geriatric population. J. Prosthet. Dent. 2014, 111, 273–279. [Google Scholar] [CrossRef] [PubMed]
- Al-Fouzan, A.F.; Al-Mejrad, L.A.; Albarrag, A.M. Adherence of Candida to complete denture surfaces in vitro: A comparison of conventional and CAD/CAM complete dentures. J. Adv. Prosthodont. 2017, 9, 402–408. [Google Scholar] [CrossRef]
- Diaconu-Popa, D.; Sedze, J.P.; Vitalariu, A.; Luca, O.; Aungurencei, O.; Holban-Cioloca, C.; Tatarciuc, M. Technological Aspects In Aesthetic Rehabilitation of Full Dentures. Rom. J. Oral Rehabil. 2021, 12, 176–182. [Google Scholar]
- Srinivasan, M.; Kamnoedboon, P.; McKenna, G.; Angst, L.; Schimmel, M.; Özcan, M.; Müller, F. CAD-CAM removable complete dentures: A systematic review and meta-analysis of trueness of fit, biocompatibility, mechanical properties, surface characteristics, color stability, time-cost analysis, clinical and patient-reported outcomes. J. Dent. 2021, 113, 103777. [Google Scholar] [CrossRef]
- Vitalariu, A.; Tatarciuc, M.; Luca, O.; Cioloca, C.H.; Bulancea, B.; Aungurencei, A.; Aungurencei, O.; Raftu, G.; Diaconu-Popa, D. Structural and Thermal Changes in Dental Resins Enriched with Silver Nanoparticles. Rev. Chim. 2019, 70, 591–595. [Google Scholar] [CrossRef]
- Prpić, V.; Schauperl, Z.; Ćatić, A.; Dulčić, N.; Čimić, S. Comparison of Mechanical Properties of 3D-Printed, CAD/CAM, and Conventional Denture Base Materials. J. Prosthodont. 2020, 29, 524–528. [Google Scholar] [CrossRef] [PubMed]
- Diaconu-Popa, D.; Vitalariu, A.; Martu, I.; Luchian, I.; Luca, O.; Tatarciuc, M. Full dentures realization-conventional vs digital technologies. Rom. J. Oral Rehab. 2021, 13, 160–173. [Google Scholar]
- Srinivasan, M.; Gjengedal, H.; Cattani-Lorente, M.; Moussa, M.; Durual, S.; Schimmel, M.; Müller, F. CAD/CAM Milled Complete Removable Dental Prostheses: An in Vitro Evaluation of Biocompatibility, Mechanical Properties, and Surface Roughness. Dent. Mater. J. 2018, 37, 526–533. [Google Scholar] [CrossRef]
- Abualsaud, R.; Gad, M.M. Flexural Strength of CAD/CAM Denture Base Materials: Systematic Review and Meta-analysis of In-vitro Studies. J. Int. Soc. Prev. Community Dent. 2022, 1, 160–170. [Google Scholar] [CrossRef]
- Perea-Lowery, L.; Minja, I.K.; Lassila, L.; Ramakrishnaiah, R.; Vallittu, P.K. Assessment of CAD-CAM Polymers for Digitally Fabricated Complete Dentures. J. Prosthet. Dent. 2021, 125, 175–181. [Google Scholar] [CrossRef]
- Al-Dwairi, Z.N.; Tahboub, K.Y.; Baba, N.Z.; Goodacre, C.J.; Özcan, M. A Comparison of the Surface Properties of CAD/CAM and Conventional Polymethylmethacrylate (PMMA). J. Prosthodont. 2019, 28, 452–457. [Google Scholar] [CrossRef] [PubMed]
- de Oliveira Limírio, J.P.J.; Gomes, J.M.L.; Alves Rezende, M.C.R.; Lemos, C.A.A.; Rosa, C.D.D.R.D.; Pellizzer, E.P. Mechanical properties of polymethyl methacrylate as a denture base: Conventional versus CAD-CAM resin—A systematic review and meta-analysis of in vitro studies. J. Prosthet. Dent. 2022, 128, 1221–1229. [Google Scholar] [CrossRef]
- Steinmassl, O.; Dumfahrt, H.; Grunert, I.; Steinmassl, P.-A. Influence of CAD/CAM Fabrication on Denture Surface Properties. J. Oral Rehabil. 2018, 45, 406–413. [Google Scholar] [CrossRef] [PubMed]
- Hsu, C.-Y.; Yang, T.-C.; Wang, T.-M.; Lin, L.-D. Efects of fabrication techniques on denture base adaptation: An in vitro study. J. Prosthet. Dent. 2020, 124, 740–747. [Google Scholar] [CrossRef]
- Masri, G.; Mortada, R.; Ounsi, H.; Alharbi, N.; Boulos, P.; Salameh, Z. Adaptation of Complete Denture Base Fabricated by Conventional, Milling, and 3-D Printing Techniques: An In Vitro Study. J. Contemp. Dent. Pract. 2020, 21, 367–371. [Google Scholar]
- Kalberer, N.; Mehl, A.; Schimmel, M.; Müller, F.; Srinivasan, M. CAD-CAM milled versus rapidly prototyped (3D-printed) complete dentures: An in vitro evaluation of trueness. J. Prosthet. Dent. 2019, 121, 637–643. [Google Scholar] [CrossRef]
- Goodacre, B.J.; Goodacre, C.J.; Baba, N.Z.; Kattadiyil, M.T. Comparison of denture tooth movement between CAD-CAM and conventional fabrication techniques. J. Prosthet. Dent. 2018, 119, 108–115. [Google Scholar] [CrossRef] [PubMed]
- Srinivasan, M.; Kalberer, N.; Kamnoedboon, P.; Mekki, M.; Durual, S.; Özcan, M.; Müller, F. CAD-CAM complete denture resins: An evaluation of biocompatibility, mechanical properties, and surface characteristics. J. Dent. 2021, 114, 103785. [Google Scholar] [CrossRef] [PubMed]
- Baciu, E.-R.; Budală, D.G.; Vasluianu, R.-I.; Lupu, C.I.; Murariu, A.; Gelețu, G.L.; Zetu, I.N.; Diaconu-Popa, D.; Tatarciuc, M.; Nichitean, G.; et al. A Comparative Analysis of Dental Measurements in Physical and Digital Orthodontic Case Study Models. Medicina 2022, 58, 1230. [Google Scholar] [CrossRef]
- AlHelal, A.; AlRumaih, H.S.; Kattadiyil, M.T.; Baba, N.Z.; Goodacre, C.J. Comparison of retention between maxillary milled and conventional denture bases: A clinical study. J. Prosthet. Dent. 2017, 117, 233–238. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A. Current status and applications of additive manufacturing in dentistry: A literature-based review. J. Oral Biol. Craniofac. Res. 2019, 9, 179–185. [Google Scholar] [CrossRef] [PubMed]
- Katheng, A.; Kanazawa, M.; Iwaki, M.; Minakuchi, S. Evaluation of dimensional accuracy and degree of polymerization of stereolithography photopolymer resin under diferent postpolymerization conditions: An in vitro study. J. Prosthet. Dent. 2021, 125, 695–702. [Google Scholar] [CrossRef] [PubMed]
- Tatarciuc, M.; Vitalariu, A.; Luca, O.; Aungurencei, A.; Aungurencei, O.; Diaconu-Popa, D. The influence of food consistency on the abutment teeth in fixed prostheses- a FEA study. Rev. Chim. 2018, 69, 407–412. [Google Scholar] [CrossRef]
- ISO 527-2:2012; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Molding and Extrusion Plastics. International Organization for Standardization: Geneva, Switzerland, 2012.
- U.S. Department of Defense. Decision on Principles for the Development of International Standards, Guides and Recommendations Issued by the World Trade Organization Technical Barriers to Trade (TBT) Committee of Plastics. In Standard Test Method for Tensile Properties; U.S. Department of Defense: Washington, DC, USA, 15 December 2014. [Google Scholar]
- Ucar, Y.; Akoa, T.; Aysan, I. Mechanical properties of Polyamide versus different PMMA denture base materials. J. Prosthet. Dent. 2012, 21, 157–254. [Google Scholar] [CrossRef] [PubMed]
- Safwat, E.M.; Khate, A.G.A.; Abd-Elsatar, A.G.; Khater, G.A. Glass fiber-reinforced composites in dentistry. Bull. Natl. Res. Cent. 2021, 45, 190. [Google Scholar] [CrossRef]
- ISO 527-1:2020; Plastics—Determination of Tensile Properties—Part 1: General Principles. International Organization for Standardization: Geneva, Switzerland, 2019.
- Helal, M.A.; Fadl-Alah, A.; Baraka, Y.M.; Gad, M.M.; Emam, A.M. In-vitro Comparative Evaluation for the Surface Properties and Impact Strength of CAD/CAM Milled, 3D Printed, and Polyamide Denture Base Resins. J. Int. Soc. Prev. Community Dent. 2022, 12, 126–131. [Google Scholar]
- Zeidan, A.A.E.; Abd Elrahim, R.A.; Abd El Hakim, A.F.; Harby, N.M.; Helal, M.A. Evaluation of Surface Properties and Elastic Modulus of CAD-CAM Milled, 3D Printed, and Compression Moulded Denture Base Resins: An In Vitro Study. J. Int. Soc. Prev. Community Dent. 2022, 12, 630–637. [Google Scholar]
- Fu, S.; Cheng, F.; Tjahjowidodo, T.; Zhou, Y.; Butler, D. A Non-Contact Measuring System for In-Situ Surface Characterization Based on Laser Confocal Microscopy. Sensors 2018, 18, 2657. [Google Scholar] [CrossRef]
- Freitas, R.F.C.P.; Duarte, S.; Feitosa, S.; Dutra, V.; Lin, W.S.; Panariello, B.H.D.; Carreiro, A.D.F.P. Physical, Mechanical, and Anti-Biofilm Formation Properties of CAD-CAM Milled or 3D Printed Denture Base Resins: In Vitro Analysis. J. Prosthodont. 2022; Online ahead of print. [Google Scholar]
- Al Moaleem, M.M.; Porwal, A.; Alahmari, N.; Shariff, M. Oral Biofilm on Dental Materials Among Khat Chewers. Curr. Pharm. Biotechnol. 2020, 21, 964–972. [Google Scholar] [CrossRef]
- Ramage, G.; Coco, B.; Sherry, L.; Bagg, J.; Lappin, D.F. In vitro Candida albicans biofilm induced proteinase activity and SAP8 expression correlates with in vivo denture stomatitis severity. Mycopathologia 2012, 174, 11–19. [Google Scholar] [CrossRef]
- Paolone, G.; Moratti, E.; Goracci, C.; Gherlone, E.; Vichi, A. Effect of Finishing Systems on Surface Roughness and Gloss of Full-Body Bulk-Fill Resin Composites. Materials 2020, 13, 5657. [Google Scholar] [CrossRef]
- Al-Dharrab, A. The residual monomer content and mechanical properties of CAD\CAM resins used in the fabrication of complete dentures as compared to heat cured resins. Electron. Phys. 2017, 9, 4766–4772. [Google Scholar]
- Baba, N.Z.; Goodacre, B.J.; Goodacre, C.J.; Müller, F.; Wagner, S. CAD/CAM Complete Denture Systems and Physical Properties: A Review of the Literature. J. Prosthodont. 2021, 30, 113–124. [Google Scholar] [CrossRef]
- Mubaraki, M.Q.; Moaleem, M.M.A.; Alzahrani, A.H.; Shariff, M.; Alqahtani, S.M.; Porwal, A.; Al-Sanabani, F.A.; Bhandi, S.; Tribst, J.P.M.; Heboyan, A.; et al. Assessment of Conventionally and Digitally Fabricated Complete Dentures: A Comprehensive Review. Materials 2022, 15, 3868. [Google Scholar] [CrossRef]
- Choi, J.J.E.; Uy, C.E.; Plaksina, P.; Ramani, R.S.; Ganjigatti, R.; Waddell, J.N. Bond Strength of Denture Teeth to Heat-Cured, CAD/CAM and 3D Printed Denture Acrylics. J. Prosthodont. 2020, 29, 415–421. [Google Scholar] [CrossRef]
- Zeidan, A.A.E.; Sherif, A.F.; Baraka, Y.; Abualsaud, R.; Abdelrahim, R.A.; Gad, M.M.; Helal, M.A. Evaluation of the Effect of Different Construction Techniques of CAD-CAM Milled, 3D-Printed, and Polyamide Denture Base Resins on Flexural Strength: An In Vitro Comparative Study. J. Prosthodont. 2023, 32, 77–82. [Google Scholar] [CrossRef] [PubMed]
- Fouda, S.M.; Gad, M.M.; Abualsaud, R.; Ellakany, P.; AlRumaih, H.S.; Khan, S.Q.; Akhtar, S.; Al-Qarni, F.D.; Al-Harbi, F.A. Flexural Properties and Hardness of CAD-CAM Denture Base Materials. J. Prosthodont. 2022; Online ahead of print. [Google Scholar]
- Steinmassl, O.; Offermanns, V.; Stöckl, W.; Dumfahrt, H.; Grunert, I.; Steinmassl, P.-A. In Vitro Analysis of the Fracture Resistance of CAD/CAM Denture Base Resins. Materials 2018, 11, 401. [Google Scholar] [CrossRef] [PubMed]
- Al-Dwairi, Z.N.; Tahboub, K.Y.; Baba, N.Z.; Goodacre, C.J. A Comparison of the Flexural and Impact Strengths and Flexural Modulus of CAD/CAM and Conventional Heat-Cured Polymethyl Methacrylate (PMMA). J. Prosthodont. 2020, 29, 341–349. [Google Scholar] [CrossRef]
- Pacquet, W.; Benoit, A.; Hatège-Kimana, C.; Wulfman, C. Mechanical properties of CAD/CAM denture base resins. Int. J. Prosthodont. 2019, 32, 104–106. [Google Scholar] [CrossRef]
- Steinmassl, O.; Dumfahrt, H.; Grunert, I.; Steinmassl, P.A. CAD/CAM produces dentures with improved fit. Clin. Oral Investig. 2018, 22, 2829–2835. [Google Scholar] [CrossRef] [PubMed]
- Spagnuolo, G.; Sorrentino, R. The Role of Digital Devices in Dentistry: Clinical Trends and Scientific Evidences. J. Clin. Med. 2020, 9, 1692. [Google Scholar] [CrossRef] [PubMed]
- Drobota, M.; Vlad, S.; Gradinaru, L.M.; Bargan, A.; Radu, I.; Butnaru, M.; Rîmbu, C.M.; Ciobanu, R.C.; Aflori, M. Composite Materials Based on Gelatin and Iron Oxide Nanoparticles for MRI Accuracy. Materials 2022, 15, 3479. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resin Groups | Resin | Experimental Equipment | ||
|---|---|---|---|---|
| Surface Roughness | Vickers Hardness | Tensile Tests | ||
| Group 1 Heat-cured group | Meliodent Heat Cure (Kulzer GmbH, Hanau, Germany) | Form Talysurf® tester (Taylor Hobson, Leicester, UK) | HVT-1000 (Shanghai Daheng Optics and Fine Mechanics Co., Ltd., Shanghai, China) | Instron 2716-002, Instron, Norwood, MA, US |
| Group 2 Subtractively manufactured group | Polident (Polident d.o.o, Volja Draga, Slovenia) | |||
| Group 3 Additively manufactured group | Asiga DentaBASE resin (Asiga, Alexandria, NSW, Australia) | |||
| Group | Number of Samples | Mean Values ± Standard Deviation | ||
|---|---|---|---|---|
| Ra before Finishing and Polishing [µm] | Ra after Finishing and Polishing [µm] | ∆Ra [µm] | ||
| Heat cured | 10 | 0.239 ± 0.024 | 0.037 ± 0.008 | 0.201 ± 0.022 |
| CAD/CAM milled | 10 | 0.267 ± 0.044 | 0.046 ± 0.011 | 0.221 ± 0.035 |
| 3D printed | 10 | 0.494 ± 0.028 | 0.050 ± 0.007 | 0.445 ± 0.027 |
| F(df) | 177.24 (2,27) | 5.33 (2.27) | 224.11 (2.27) | |
| p-value | 0.000 | 0.0112 | 0.000 | |
| Group | Number of Samples | Mean Values ± Standard Deviation |
|---|---|---|
| Vickers Hardness HV | ||
| Heat cured | 10 | 20.257 0.854 |
| CAD/CAM milled | 10 | 22.301 1.115 |
| 3D printed | 10 | 13.853 0.586 |
| F(df) | 251.63(2.27) | |
| p-value | 0.000 |
| Group | Number of Samples | Mean Values ± Standard Deviation | |
|---|---|---|---|
| Modulus (Segment 0.0005–0.0025 mm/mm) [MPa] | Tensile Stress at Yield (Offset 0.5%) [MPa] | ||
| Heat cured | 10 | 2805.779 ± 245.604 | 37.575 ± 1.272 |
| CAD/CAM milled | 10 | 2930.298 ± 32.013 | 41.188 ± 3.449 |
| 3D printed | 10 | 2106.551 ± 16.663 | 30.642 ± 1.501 |
| F(df) | 95.98(2.27) | 54.66(2.27) | |
| p-value | 0.000 | 0.000 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baciu, E.-R.; Savin, C.N.; Tatarciuc, M.; Mârțu, I.; Butnaru, O.M.; Aungurencei, A.E.; Mihalache, A.-M.; Diaconu-Popa, D. Experimental Study on Mechanical Properties of Different Resins Used in Oral Environments. Medicina 2023, 59, 1042. https://doi.org/10.3390/medicina59061042
Baciu E-R, Savin CN, Tatarciuc M, Mârțu I, Butnaru OM, Aungurencei AE, Mihalache A-M, Diaconu-Popa D. Experimental Study on Mechanical Properties of Different Resins Used in Oral Environments. Medicina. 2023; 59(6):1042. https://doi.org/10.3390/medicina59061042
Chicago/Turabian StyleBaciu, Elena-Raluca, Carmen Nicoleta Savin, Monica Tatarciuc, Ioana Mârțu, Oana Maria Butnaru, Andra Elena Aungurencei, Andrei-Marius Mihalache, and Diana Diaconu-Popa. 2023. "Experimental Study on Mechanical Properties of Different Resins Used in Oral Environments" Medicina 59, no. 6: 1042. https://doi.org/10.3390/medicina59061042