
Elastic Tactile Sensor Glove for Dexterous Teaching by Demonstration

Abstract
:1. Introduction
- We develop a tactile glove with signal routing and sensors on all fingers and the palm.
- We minimize thickness through more extensive use of solvent-based processing to avoid impeding human dexterity.
- We revise our conductive silicone formulation for higher filler content yet increased stretchability and simplified curing without heating or ventilation.
- We replace lower-sensitivity closed-celled or higher-thickness in situ molded dielectrics with a thin and sensitive open-celled dielectric.
- We adapt the assembly process to reduced part thickness.
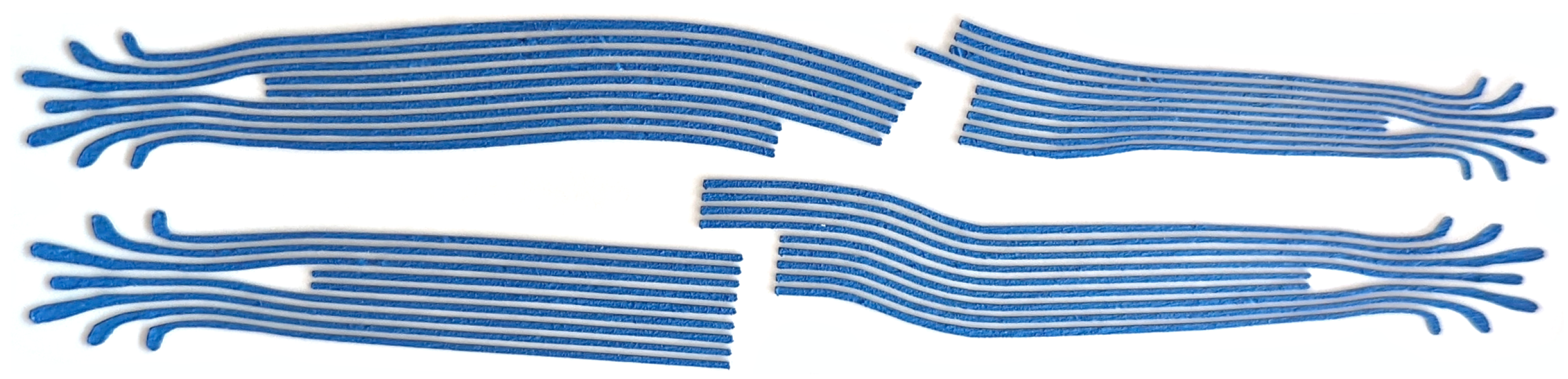
- We modify our processes to efficiently produce curved conductive trace bundles.
- We replace our readout state machine with a high-throughput pipelined architecture.
- We integrate our sensor glove with a multi-camera system and produce multimodal reconstructions of dexterous manipulation tasks.
2. Materials and Methods
2.1. Glove Design
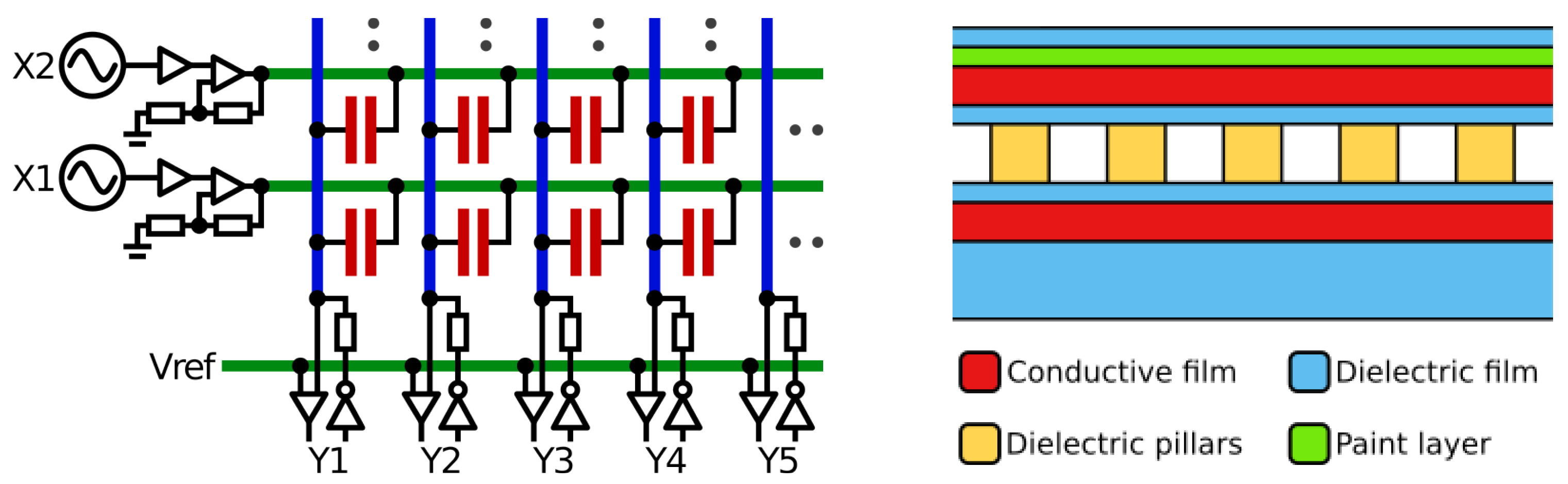
2.2. Sensing Principle
2.3. Material Formulations
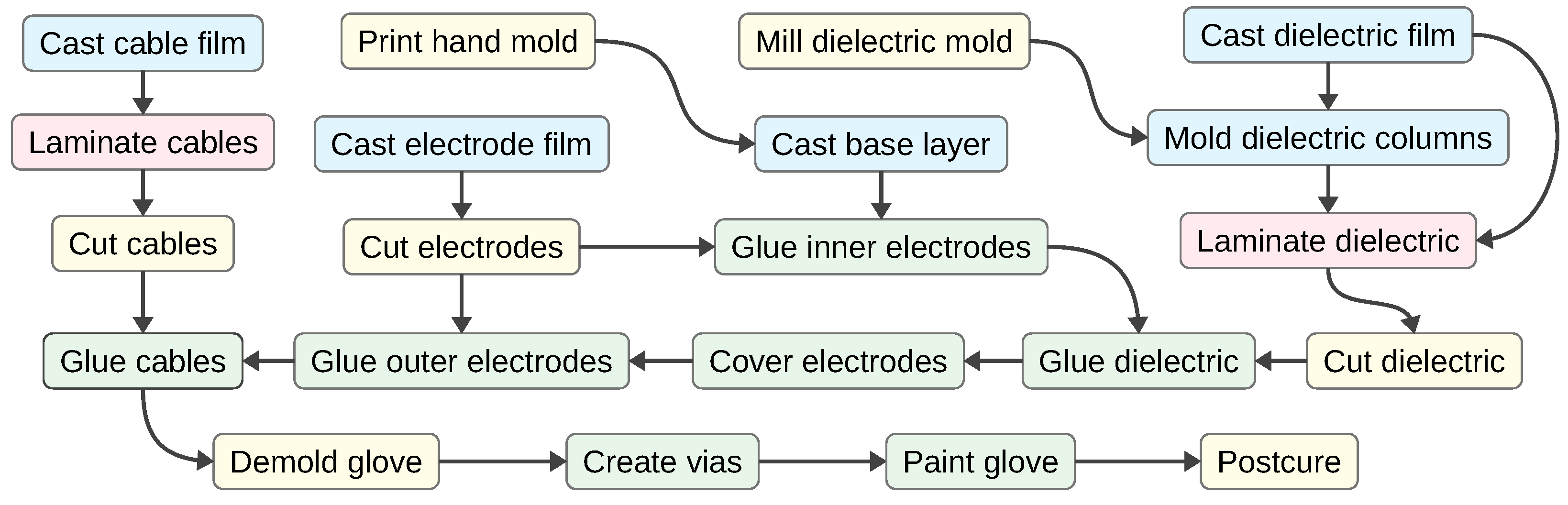
2.4. Fabrication Steps
2.5. Glove Molding
2.6. Electrode Preparation
2.7. Dielectric Preparation
2.8. Assembly Process
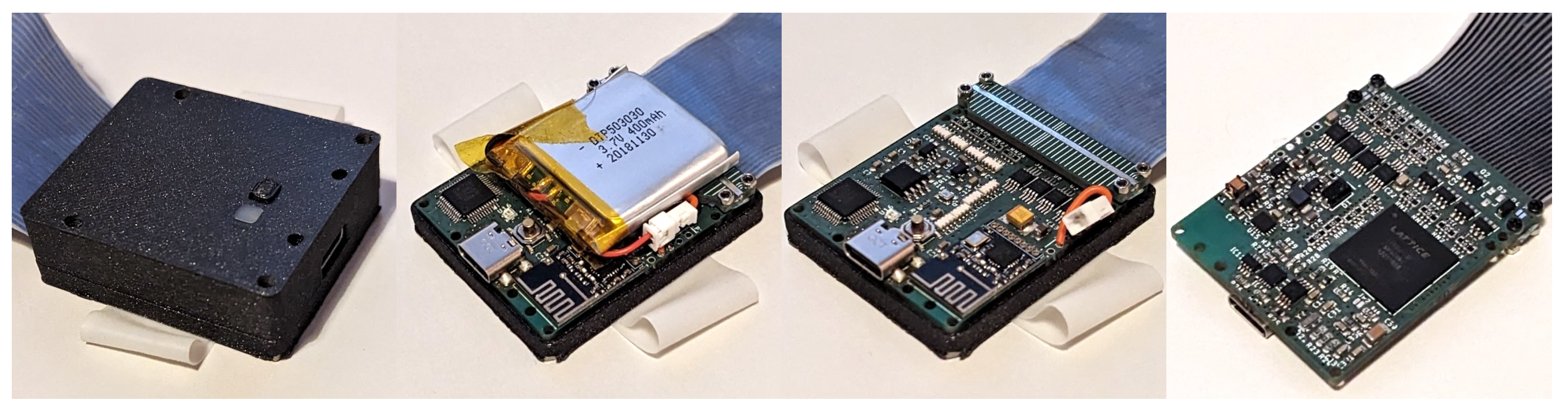
2.9. Readout Module
2.10. VLSI Design and Verification
2.11. Recording Setup
2.12. Multimodal Reconstruction
3. Results
4. Discussion
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ADC | Analog-to-digital converter |
| CAD | Computer-aided design |
| CAS | Chemical Abstracts Service |
| CNC | Computer numerical control |
| DDS | Direct digital synthesis |
| DMS | Dimethylsiloxane |
| FFF | Fused filament fabrication |
| FPGA | Field programmable gate array |
| IC | Integrated circuit |
| IMU | Inertial measurement unit |
| LED | Light-emitting diode |
| LVDS | Low-voltage differential signaling |
| OBJ | Wavefront object file |
| PDMS | Polydimethylsiloxane |
| PE | Polyethylene |
| PLA | Polylactic acid |
| POM | Polyoxymethylene |
| RAM | Random-access memory |
| RC | Resistor–capacitor |
| RGB | Red, green and blue |
| RISC | Reduced Instruction Set Computer |
| ROS | Robot Operating System |
| SLA | Stereolithography |
| SVG | Scalable Vector Graphics |
| TPU | Thermoplastic polyurethane |
| USB | Universal Serial Bus |
| VLSI | Very large scale integration |
References
- Ruppel, P.; Zhang, J. Learning Object Manipulation with Dexterous Hand-Arm Systems from Human Demonstration. In Proceedings of the 2020 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Las Vegas, NV, USA, 24 October 2020–24 January 2021; pp. 5417–5424. [Google Scholar] [CrossRef]
- Ijspeert, A.J.; Nakanishi, J.; Schaal, S. Learning Attractor Landscapes for Learning Motor Primitives. In Proceedings of the Advances in Neural Information Processing Systems, Vancouver, BC, Canada, 9–14 December 2002; pp. 1523–1530. [Google Scholar]
- Paraschos, A.; Daniel, C.; Peters, J.; Neumann, G. Probabilistic Movement Primitives. In Proceedings of the Advances in Neural Information Processing Systems, Lake Tahoe, NV, USA, 5–8 December 2013. [Google Scholar]
- Chi, C.; Feng, S.; Du, Y.; Xu, Z.; Cousineau, E.; Burchfiel, B.; Song, S. Diffusion Policy: Visuomotor Policy Learning via Action Diffusion. In Proceedings of the Robotics: Science and Systems (RSS), Daegu, Republic of Korea, 10–14 July 2023. [Google Scholar]
- Ruppel, P.; Hendrich, N.; Zhang, J. Elastic Tactile Sensor Skin on Double-Curved Surfaces for Robots and Wearables. IEEE Access 2022, 10, 91103–91118. [Google Scholar] [CrossRef]
- Gross, S.; Hidalgo-Carvajal, D.; Breimann, S.; Stein, N.; Ganguly, A.; Naceri, D.; Haddadin, S. Soft Sensing Skins for Arbitrary Objects: An Automatic Framework. In Proceedings of the 2023 IEEE International Conference on Robotics and Automation (ICRA), London, UK, 29 May–2 June 2023; pp. 12507–12513. [Google Scholar] [CrossRef]
- Ghosh, P.K.; Sundaravadivel, P. Stretchable Sensors for Soft Robotic Grippers in Edge-Intelligent IoT Applications. Sensors 2023, 23, 4039. [Google Scholar] [CrossRef]
- Nie, B.; Li, R.; Brandt, J.; Pan, T. Iontronic microdroplet array for flexible ultrasensitive tactile sensing. Lab A Chip 2014, 14, 1107–1116. [Google Scholar] [CrossRef]
- Roberts, P.; Zadan, M.; Majidi, C. Soft Tactile Sensing Skins for Robotics. Curr. Robot. Rep. 2021, 2, 343–354. [Google Scholar] [CrossRef]
- PPS Medical Tactile Inc. TactileGlove-Hand Pressure and Force Measurement. Available online: https://pressureprofile.com/body-pressure-mapping/tactile-glove (accessed on 5 April 2022).
- Tekscan. Available online: https://www.tekscan.com/ (accessed on 4 April 2022).
- Sundaram, S.; Kellnhofer, P.; Li, Y.; Zhu, J.Y.; Torralba, A.; Matusik, W. Learning the signatures of the human grasp using a scalable tactile glove. Nature 2019, 569, 698–702. [Google Scholar] [PubMed]
- Büscher, G.; Kõiva, R.; Schürmann, C.; Haschke, R.; Ritter, H.J. Tactile dataglove with fabric-based sensors. In Proceedings of the 2012 12th IEEE-RAS International Conference on Humanoid Robots (Humanoids 2012), Osaka, Japan, 29 November–1 December 2012; pp. 204–209. [Google Scholar] [CrossRef]
- Battaglia, E.; Bianchi, M.; Altobelli, A.; Grioli, G.; Catalano, M.G.; Serio, A.; Santello, M.; Bicchi, A. ThimbleSense: A Fingertip-Wearable Tactile Sensor for Grasp Analysis. IEEE Trans. Haptics 2016, 9, 121–133. [Google Scholar] [CrossRef] [PubMed]
- Community, B.O. Blender—A 3D Modelling and Rendering Package; Blender Foundation: Amsterdam, The Netherlands, 2024. [Google Scholar]
- Nießner, M.; Loop, C.T.; Greiner, G. Efficient Evaluation of Semi-Smooth Creases in Catmull-Clark Subdivision Surfaces. Eurographics 2012, 41, 44. [Google Scholar]
- MakeHuman. Available online: http://www.makehumancommunity.org/ (accessed on 28 September 2023).
- Mazurek, P.; Vudayagiri, S.; Skov, A.L. How to tailor flexible silicone elastomers with mechanical integrity: A tutorial review. Chem. Soc. Rev. 2019, 48, 1448–1464. [Google Scholar] [CrossRef]
- Arkles, B.; Goff, J.; Sulaiman, S.; Phillips, A. Ultra-High Elongation Silicone Elastomers. Rubber World 2016, 254, 29–34. [Google Scholar]
- Goff, J.; Sulaiman, S.; Arkles, B.; Lewicki, J.P. Soft materials with recoverable shape factors from extreme distortion states. Adv. Mater. 2016, 28, 2393–2398. [Google Scholar] [CrossRef] [PubMed]
- Inkscape-Silhouette. Available online: https://github.com/fablabnbg/inkscape-silhouette (accessed on 15 February 2024).
- Snyder, W. Verilator. Available online: https://www.veripool.org/verilator/ (accessed on 15 February 2024).
- Wolf, C. PicoRV32. Available online: https://github.com/YosysHQ/picorv32 (accessed on 15 February 2024).
- Mark, J.; Kilgard, N.C. EXT_texture_shared_exponent. Khronos Registry, The Khronos Group, Inc., OR, USA. Available online: https://registry.khronos.org/OpenGL/extensions/EXT/EXT_texture_shared_exponent.txt (accessed on 19 February 2024).
- Williams, S. The ICARUS Verilog Compilation System. Available online: https://github.com/steveicarus/iverilog (accessed on 15 February 2024).
- Wolf, C. Yosys Open SYnthesis Suite. Available online: https://yosyshq.net/yosys/ (accessed on 19 February 2024).
- Shah, D.; Hung, E.; Wolf, C.; Bazanski, S.; Gisselquist, D.; Milanovic, M. Yosys+nextpnr: An Open Source Framework from Verilog to Bitstream for Commercial FPGAs. In Proceedings of the 2019 IEEE 27th Annual International Symposium on Field-Programmable Custom Computing Machines (FCCM), San Diego, CA, USA, 28 April–1 May 2019; pp. 1–4. [Google Scholar] [CrossRef]
- Project Trellis. Available online: https://github.com/YosysHQ/prjtrellis (accessed on 15 February 2024).
- Davill, G. ecpprog. Available online: https://github.com/gregdavill/ecpprog (accessed on 15 February 2024).
- Robot Operating System. Available online: https://www.ros.org/ (accessed on 19 February 2024).
- Quigley, M.; Conley, K.; Gerkey, B.; Faust, J.; Foote, T.; Leibs, J.; Berger, E.; Wheeler, R.; Ng, A. ROS: An open-source Robot Operating System. In ICRA Workshop on Open Source Software; Stanford University: Stanford, CA, USA, 2009; Available online: http://robotics.stanford.edu/~ang/papers/icraoss09-ROS.pdf (accessed on 15 February 2024).
- Lugaresi, C.; Tang, J.; Nash, H.; McClanahan, C.; Uboweja, E.; Hays, M.; Zhang, F.; Chang, C.L.; Yong, M.; Lee, J.; et al. MediaPipe: A Framework for Perceiving and Processing Reality. In Proceedings of the Third Workshop on Computer Vision for AR/VR at IEEE Computer Vision and Pattern Recognition (CVPR) 2019, Long Beach, CA, USA, 17 June 2019. [Google Scholar]
- Liu, W.; Anguelov, D.; Erhan, D.; Szegedy, C.; Reed, S.; Fu, C.Y.; Berg, A.C. SSD: Single Shot MultiBox Detector. In Computer Vision–ECCV 2016; Leibe, B., Matas, J., Sebe, N., Welling, M., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 21–37. [Google Scholar]
- Kabsch, W. A solution for the best rotation to relate two sets of vectors. Acta Crystallogr. Sect. A 1976, 32, 922–923. [Google Scholar] [CrossRef]
- Umeyama, S. Least-squares estimation of transformation parameters between two point patterns. IEEE Trans. Pattern Anal. Mach. Intell. 1991, 13, 376–380. [Google Scholar] [CrossRef]
- Ruppel, P.; Hendrich, N.; Zhang, J. Direct Policy Optimization with Differentiable Physical Consistency for Dexterous Manipulation. In Proceedings of the 2021 IEEE International Conference on Robotics and Biomimetics (ROBIO), Sanya, China, 27–31 December 2021; pp. 650–655. [Google Scholar] [CrossRef]
- Ruppel, P.; Zhang, J. Efficent Gradient Propagation for Robot Control and Learning. In Cognitive Computation and Systems; Sun, F., Li, J., Liu, H., Chu, Z., Eds.; Springer Nature: Singapore, 2023; pp. 237–246. [Google Scholar]
- Cong, L.; Ruppel, P.; Wang, Y.; Pan, X.; Hendrich, N.; Zhang, J. Efficient Human Motion Reconstruction from Monocular Videos with Physical Consistency Loss. In Proceedings of the SIGGRAPH Asia 2023 Conference Papers, Sydney, NSW, Australia, 12–15 December 2023; Association for Computing Machinery: New York, NY, USA, 2023. SA ’23. [Google Scholar] [CrossRef]
- Emancipator, K.; Kroll, M.H. A quantitative measure of nonlinearity. Clin. Chem. 1993, 39 5, 766–772. [Google Scholar] [CrossRef]
- Tiest, W.M.B.; Kappers, A.M. Haptic perception of force. Scholarpedia 2015, 10, 32732. [Google Scholar] [CrossRef]
- Baud-Bovy, G.; Gatti, E. Hand-Held Object Force Direction Identification Thresholds at Rest and during Movement. In Haptics: Generating and Perceiving Tangible Sensations; Kappers, A.M.L., van Erp, J.B.F., Bergmann Tiest, W.M., van der Helm, F.C.T., Eds.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 231–236. [Google Scholar]
- Lintzeri, D.; Karimian, N.; Blume-Peytavi, U.; Kottner, J. Epidermal thickness in healthy humans: A systematic review and meta-analysis. J. Eur. Acad. Dermatol. Venereol. 2022, 36, 1191–1200. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.K.; Chang, S.I.; Yoon, E. A Flexible Polymer Tactile Sensor: Fabrication and Modular Expandability for Large Area Deployment. J. Microelectromechanical Syst. 2006, 15, 1681–1686. [Google Scholar] [CrossRef]
- Fiedler, N.; Ruppel, P.; Jonetzko, Y.; Hendrich, N.; Zhang, J. Low-cost fabrication of flexible tactile sensor arrays. HardwareX 2022, 12, e00372. [Google Scholar] [CrossRef]
- Fishel, J.A.; Santos, V.J.; Loeb, G.E. A robust micro-vibration sensor for biomimetic fingertips. In Proceedings of the 2008 2nd IEEE RAS EMBS International Conference on Biomedical Robotics and Biomechatronics, Scottsdale, AZ, USA, 19–22 October 2008; pp. 659–663. [Google Scholar] [CrossRef]
- Thrasher, C.; Farrell, Z.; Morris, N.; Willey, C.; Tabor, C. Mechanoresponsive Polymerized Liquid Metal Networks. Adv. Mater. 2019, 31, 1903864. [Google Scholar] [CrossRef]
- Sanderson, K. Carbon nanotubes: The new asbestos? Nature 2008. [Google Scholar] [CrossRef]
- Wang, W.; Wang, S.; Rastak, R.; Ochiai, Y.; Niu, S.; Jiang, Y.; Arunachala, P.; Xu, J.; Matsuhisa, N.; Yan, X.; et al. Strain-insensitive intrinsically stretchable transistors and circuits. Nat. Electron. 2021, 4, 143–150. [Google Scholar] [CrossRef]
- Arvidsson, R.; Boholm, M.; Johansson, M.; Montoya, M. “Just Carbon”: Ideas About Graphene Risks by Graphene Researchers and Innovation Advisors. NanoEthics 2018, 12, 199–210. [Google Scholar] [CrossRef]
- Danial, N.S.; Ramli, M.M.; Halin, D.S.C.; Hong, H.; Isa, S.S.M.; Abdullah, M.M.A.B.; Anhar, N.A.M.; Talip, L.F.A.; Mazlan, N.S. Incorporation of polydimethylsiloxane with reduced graphene oxide and zinc oxide for tensile and electrical properties. AIP Conf. Proc. 2017, 1887, 020061. [Google Scholar]
- Wang, R.Y.; Popović, J. Real-time hand-tracking with a color glove. ACM Trans. Graph. 2009, 28, 63. [Google Scholar] [CrossRef]
- Ruppel, P.; Hendrich, N.; Zhang, J. Low-cost multi-view pose tracking using active markers. In Proceedings of the 2019 IEEE International Conference on Industrial Cyber Physical Systems (ICPS), Taipei, Taiwan, 6–9 May 2019; pp. 261–268. [Google Scholar] [CrossRef]
- Romero-Ramirez, F.; Muñoz-Salinas, R.; Medina-Carnicer, R. Speeded Up Detection of Squared Fiducial Markers. Image Vis. Comput. 2018, 76, 38–47. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Precursor Chemical | Conductive Film | Dielectric Film | Pigmented Film | Dielectric Casting |
|---|---|---|---|---|
| Hexamethyldisiloxane (CAS 107-46-0, WACKER AK 0,65, silikonfabrik.de) | − | |||
| Vinyl-functional siloxane gum (CAS 67762-94-1, Vinyl Gum 0.074, Nedform BV) | − | |||
| Vinyl-terminated PDMS (CAS 68083-19-2, Vinyl Dimethicone 2.000 cSt, Nedform BV) | − | − | − | |
| Methylhydrosiloxane-DMS copolymer (CAS 69013-23-6, Crosslinker 200, Evonik Industries AG) | ||||
| Hydride-terminated PDMS (Modifier 2.6, both sides Si-H end-capped, Nedform BV) | − | − | − | |
| Hydroxy-terminated PDMS (CAS 70131-67-8, Polydimethylsiloxane, hydroxy terminated, M.W. 4200, VWR International GmbH) | − | − | ||
| Hydrophobic fumed silica (CAS 68909-20-6, Aerosil R 812 S, Evonik Industries AG) | − | − | ||
| Carbon black (CAS 1333-86-4, Food Contact Royale Black PP802, PCBL Ltd., Profiltra) | − | − | − | |
| Titanium dioxide | − | − | − | |
| Pigments (Phthalocyanine (PG7, PG36, PB), Ultramarine Blue, Chromium Oxide Green - Kremer Pigmente) | − | − | − | |
| Zinc oxide | − | − | ||
| Zinc stearate | − | − |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ruppel, P.; Zhang, J. Elastic Tactile Sensor Glove for Dexterous Teaching by Demonstration. Sensors 2024, 24, 1912. https://doi.org/10.3390/s24061912
Ruppel P, Zhang J. Elastic Tactile Sensor Glove for Dexterous Teaching by Demonstration. Sensors. 2024; 24(6):1912. https://doi.org/10.3390/s24061912
Chicago/Turabian StyleRuppel, Philipp, and Jianwei Zhang. 2024. "Elastic Tactile Sensor Glove for Dexterous Teaching by Demonstration" Sensors 24, no. 6: 1912. https://doi.org/10.3390/s24061912