

Investigation on Modulation-Based Straightness Measurement

Abstract
:1. Introduction
2. Materials and Methods
2.1. Background and Motivation
2.2. Concept and Theory
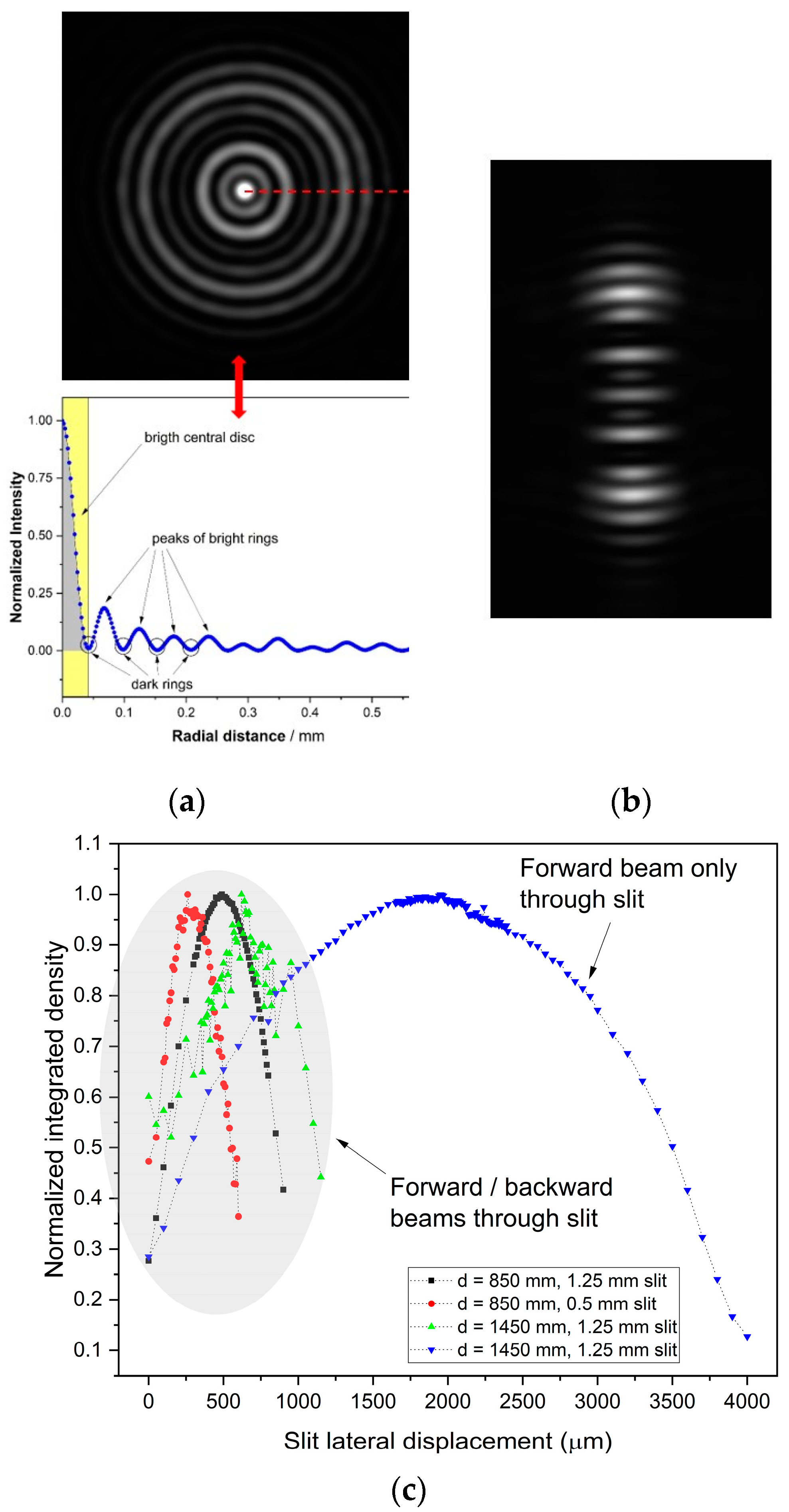
- The distance of the target sphere from the instrument significantly affected profile and size of the retroreflected pattern;
- The accurate digital processing of the received image was time consuming and subject to ambient noise.
3. Results and Discussion
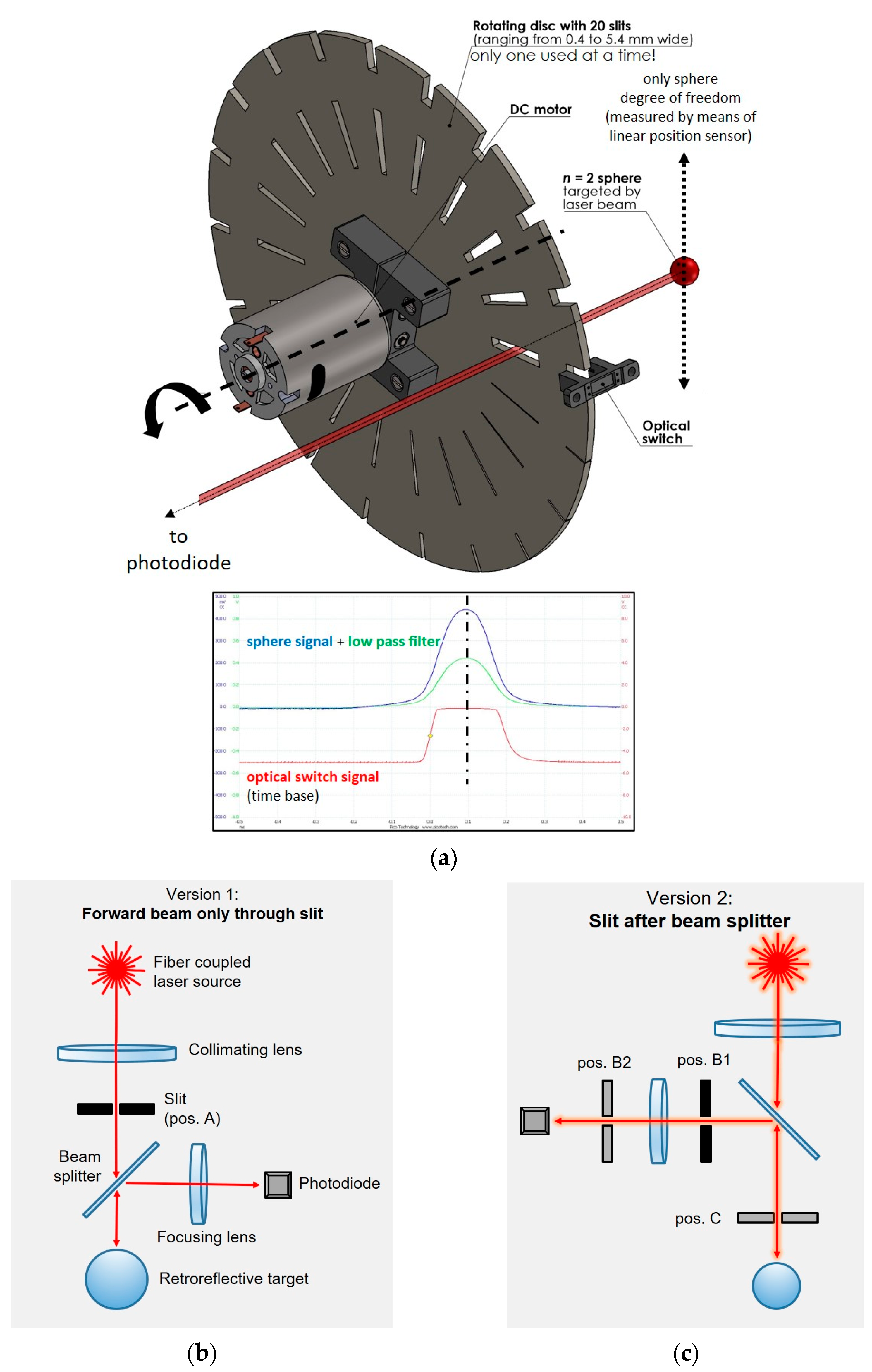
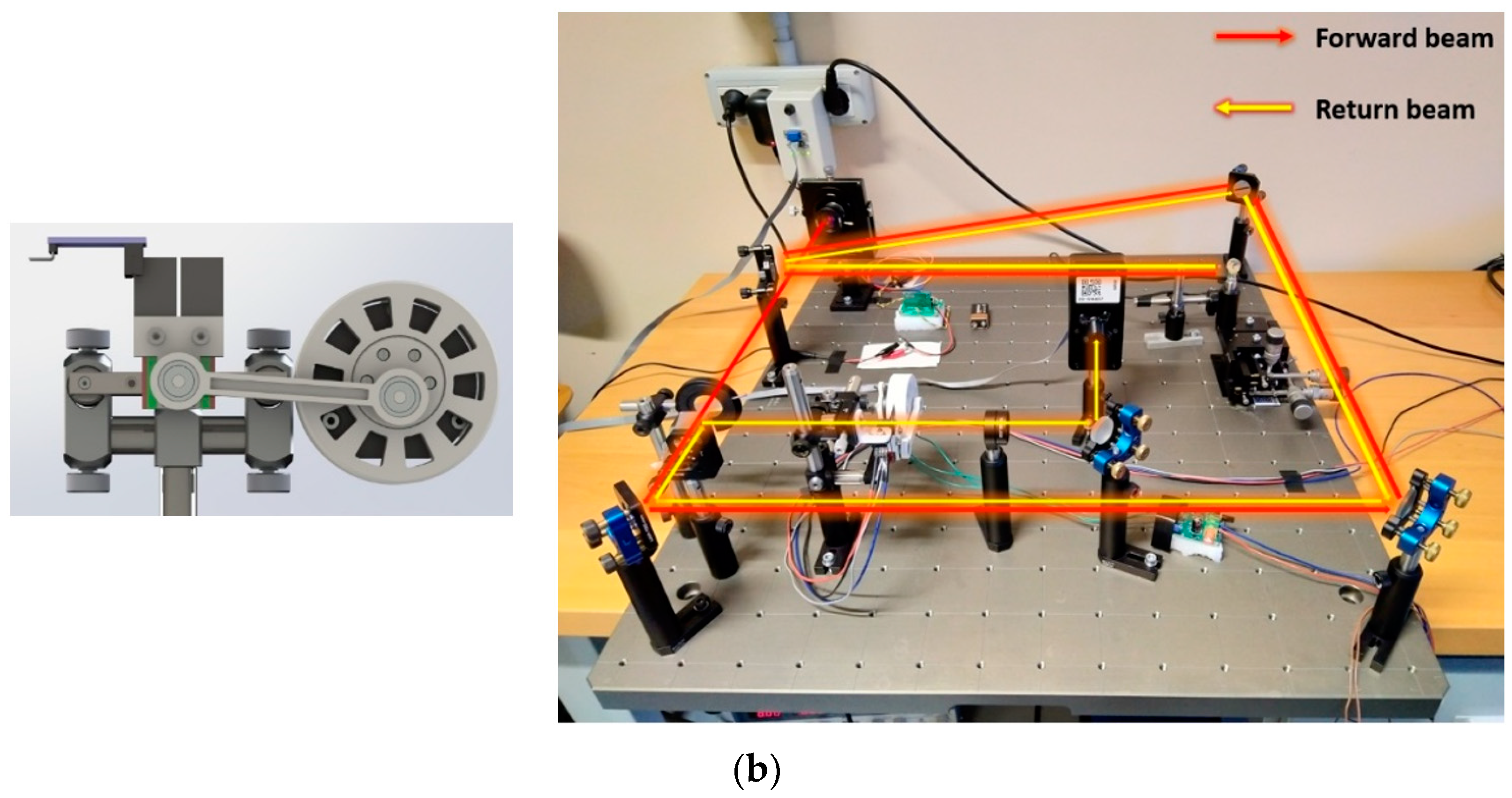
3.1. First Prototype (“P1”, Rotating Disc) —Description and Characterization
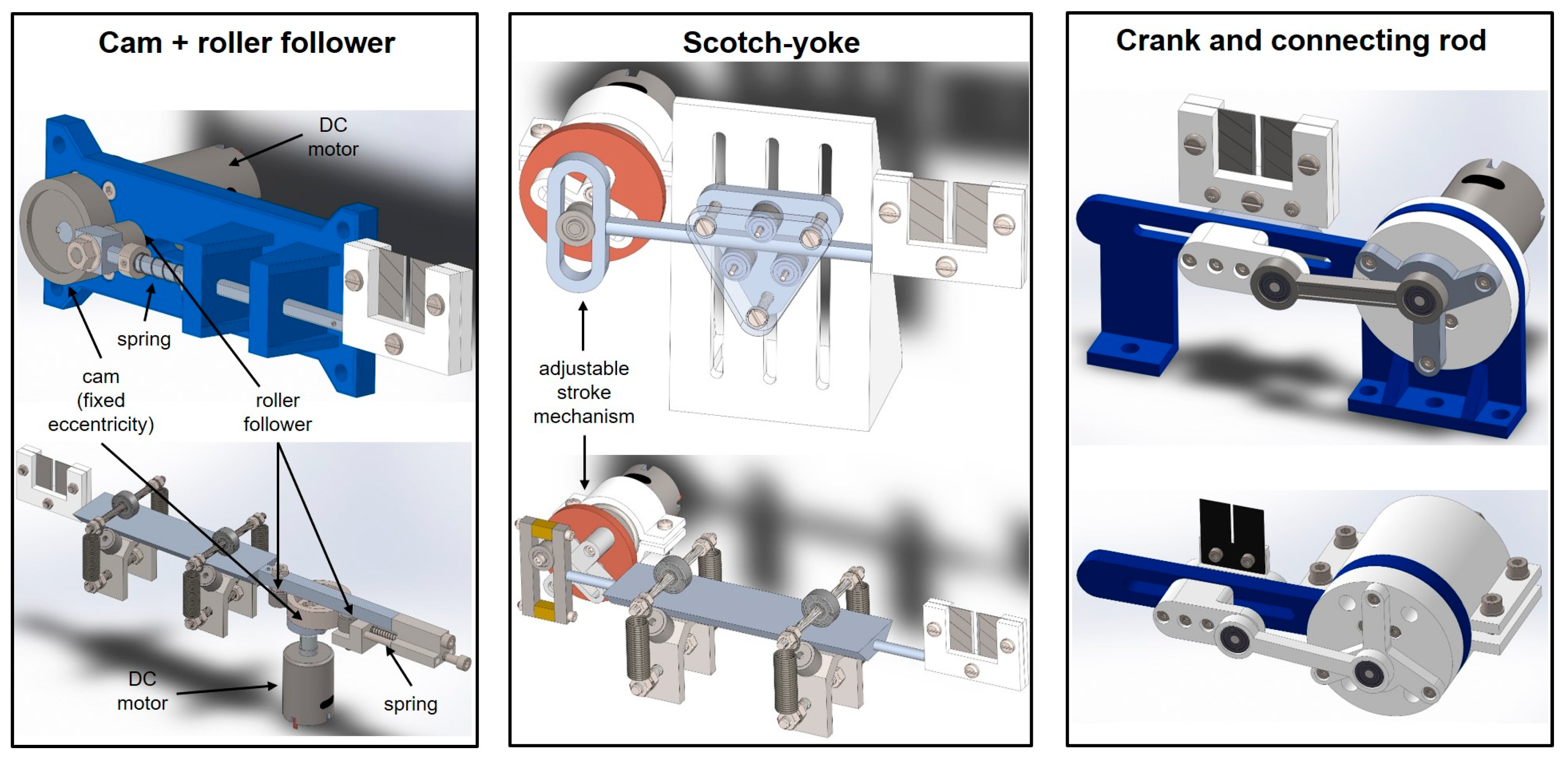
3.2. Second Prototype (“P2”, Oscillating Slit)–Description and Characterization
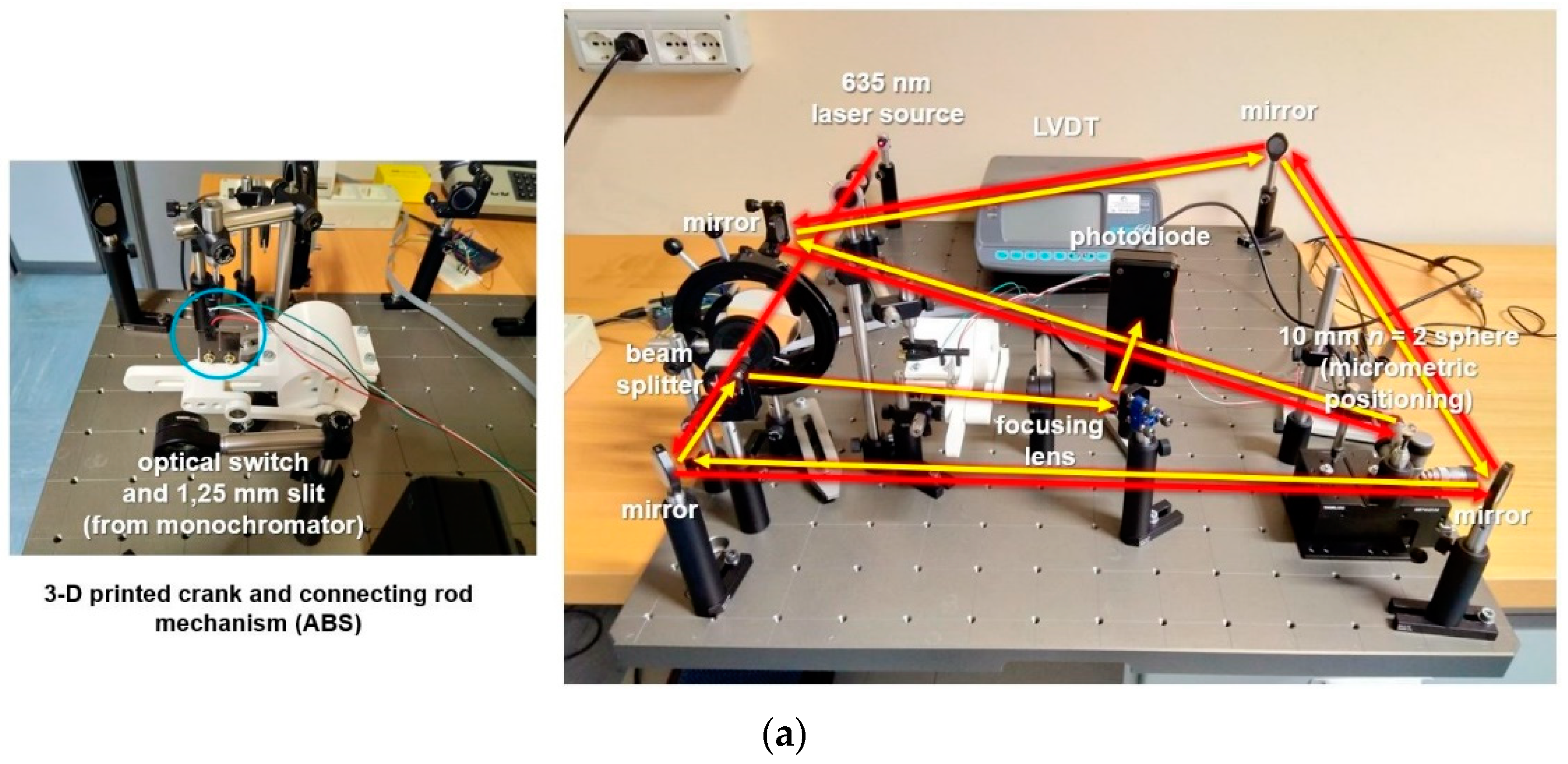
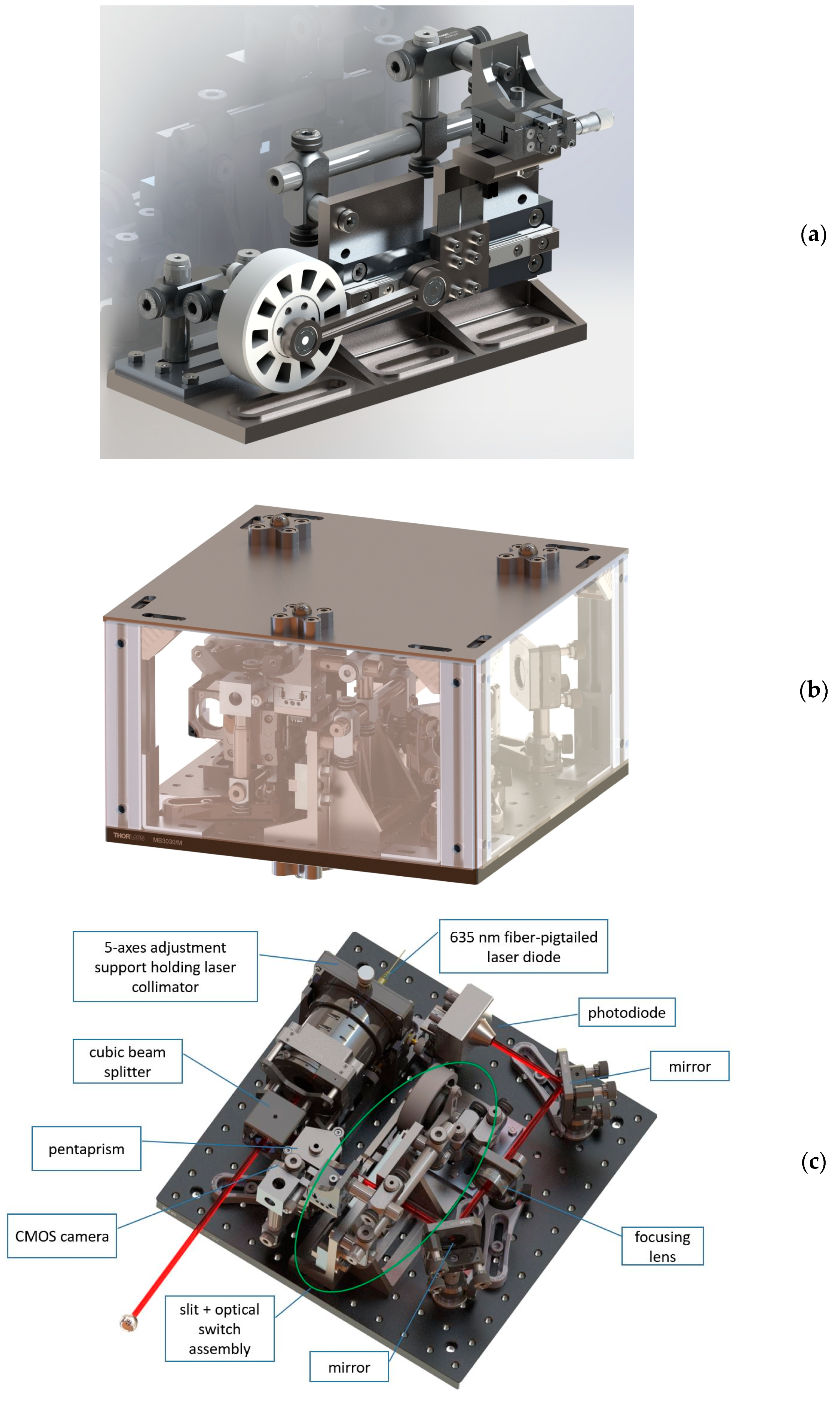
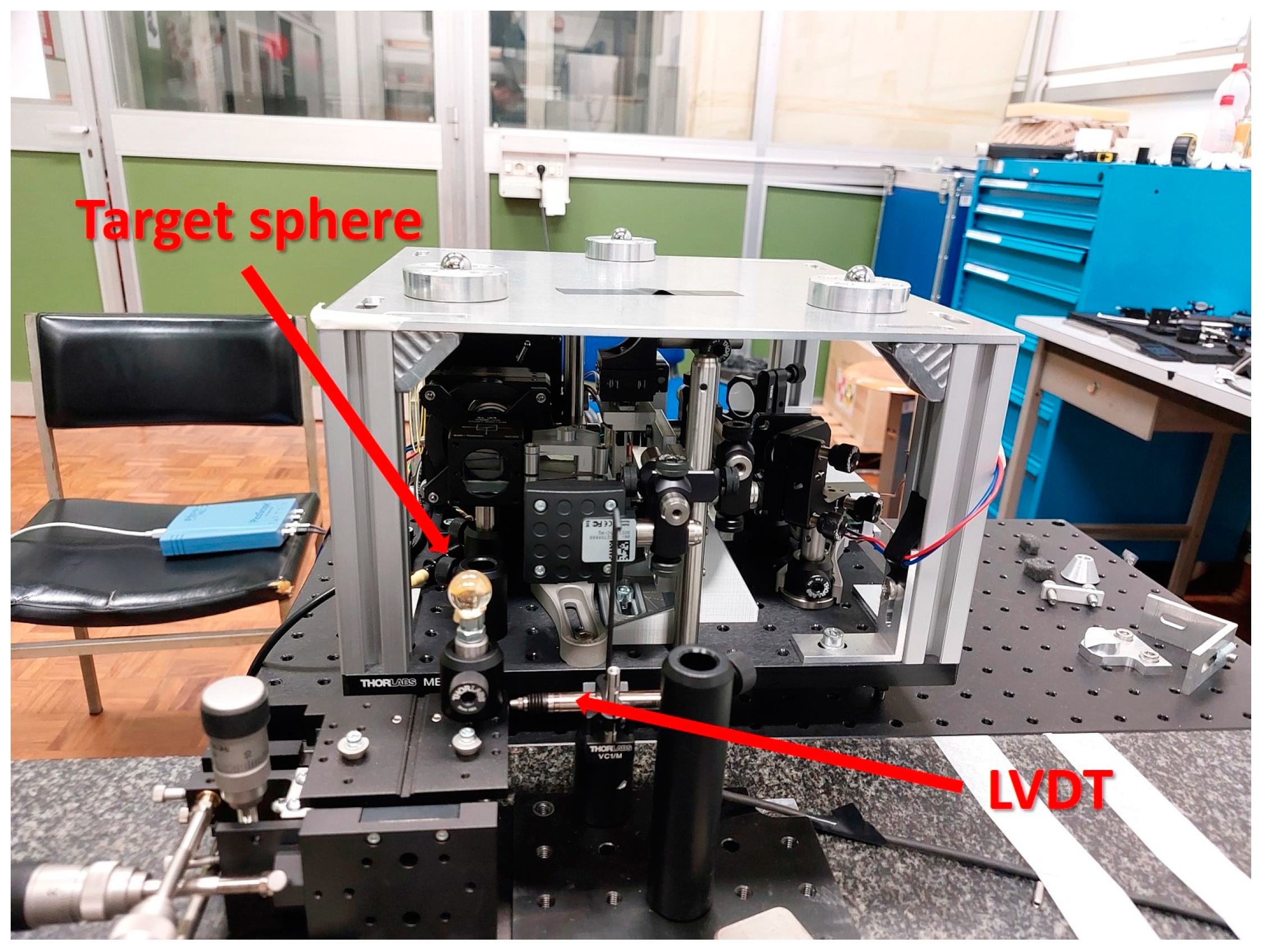
3.3. Third Prototype (“P3”, Portable Device)–Description and Characterization
4. Discussion
- A better realization of the crank and connecting rod mechanism. The current one was 3D printed in ABS and suffered slight backslash, which likely affects the repeatability.
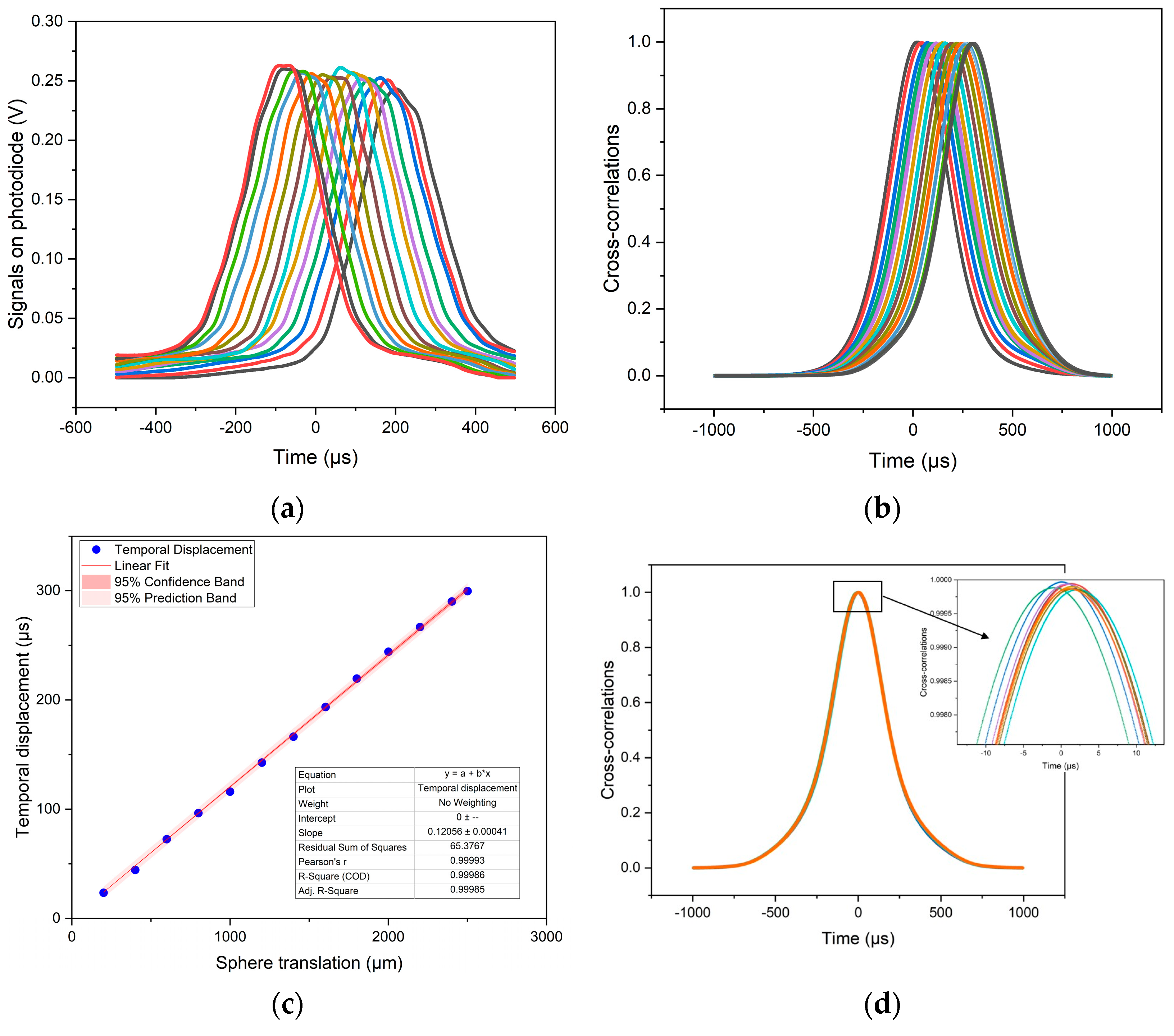
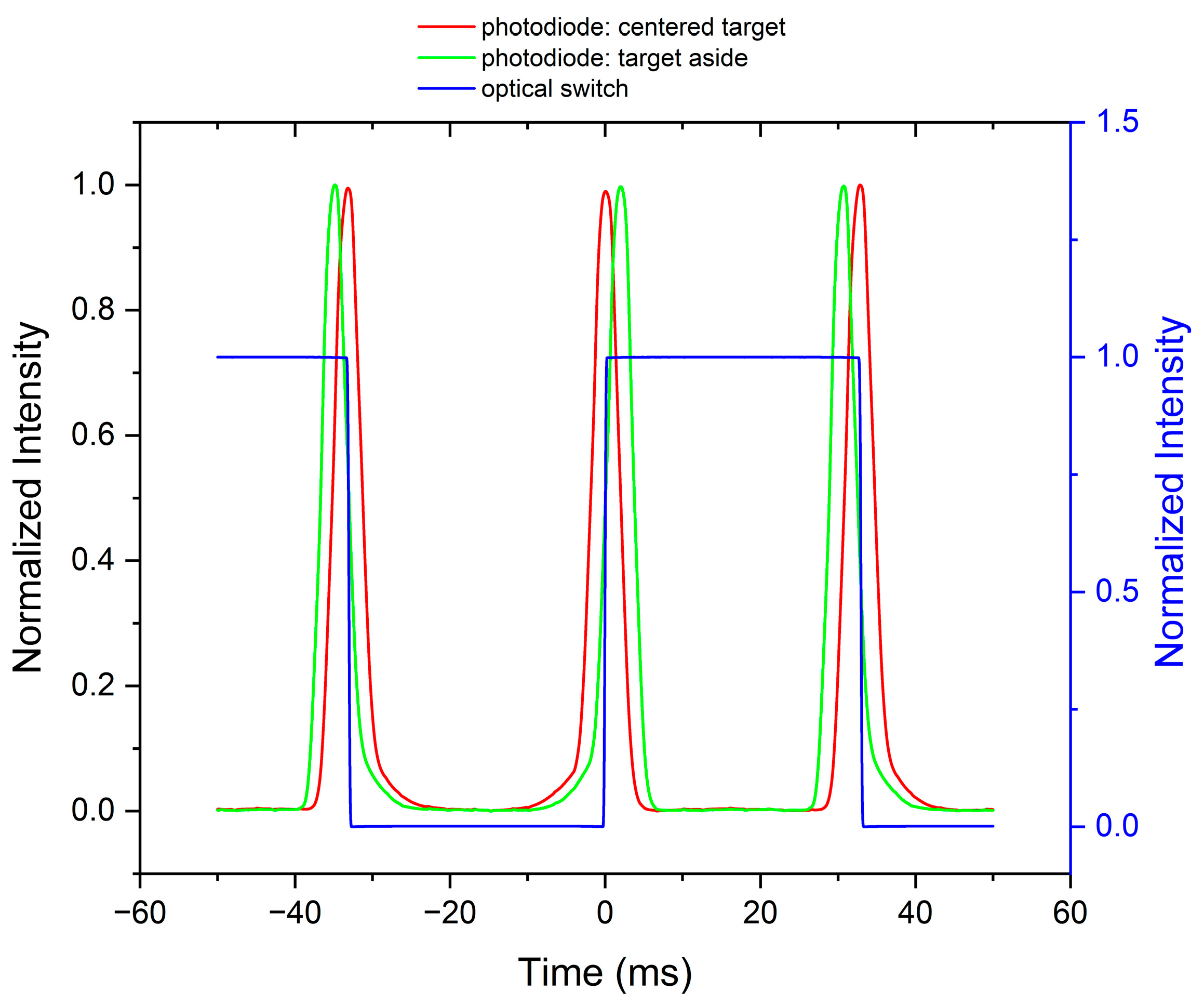
- The projections along the onward beam direction of the beam expander center and of the slit central point were made to not coincide to the same accuracy as the other alignments. When the halo around the target sphere was centered, the two peak signals received from the photodiode were not equidistant. An improvement of these alignments is expected to improve the spread of the calibration lines shown in Figure 15a.
- Even if the instruments can easily measure at much longer distances to the target, the results were demonstrated up to 1.2 m, whereas the range up to (2–3) m is of interest for the targeted application to the machine tool. The device was designed and equipped with kinematic mounts on its upper and lower covers (not used so far). This enables the reversal technique to separate the errors of the instrument from that of the stroke, which are unlikely to be error free over a distance in excess of 1.5 m.
- The instrument is sensitive to a direction only (1D), e.g., in a horizontal straightness plane, whereas the straightness of a path in space is 2D in fact. This requires rotating the instrument 90° and repeating the procedure to achieve a full measurement. This limitation is due to the oscillating modulation, which is difficult to extend to 2D. Alternative designs of the mechanical modulation can be investigated to overcome this limitation.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- ISO 12780-1:2011; Geometrical Product Specification (GPS)—Straightness—Part 1: Vocabulary and Parameters of Straightness. ISO: Geneva, Switzerland, 2011.
- Ptaszynski, W.; Gessner, A.; Frackowiak, P.; Staniek, R. Straightness measurement of large machine guideways. Metalurgija 2011, 50, 281–284. [Google Scholar]
- Virdee, M.S. Non-contacting straightness measurement to nanometre accuracy. Int. J. Mach. Tools Manuf. 1995, 35, 157–164. [Google Scholar] [CrossRef]
- Schwarz, W. Straightness measurements for accelerator structures. In Proceedings of the IWAA95: 4. International Workshop on Accelerator Alignment, Tsukuba, Ibaraki, Japan, 14–17 November 1995; National Lab. for High Energy Physics: Tsukuba, Japan, 1996; pp. 477–490. [Google Scholar]
- Ankit, R. Vaishnani, Measurement of straightness error of machine guideways using autocollimator. Int. J. Emerg. Technol. Innov. Res. 2019, 6, 76–81, ISSN:2349-5162. Available online: http://www.jetir.org/papers/JETIR1902814.pdf (accessed on 10 February 2023).
- Raghavendra, N.V.; Krishnamurthy, L. Engineering Metrology and Measurements; Oxford University Press: Oxford, UK, 2013. [Google Scholar]
- Su, H.; Ye, R.; Cheng, F.; Cui, C.; Yu, Q. A Straightness Error Compensation System for Topography Measurement Based on Thin Film Interferometry. Photonics 2021, 8, 149. [Google Scholar] [CrossRef]
- Zhang, W.; Han, Z.; Li, Y.; Zheng, H.; Cheng, X. A Method for Measurement of Workpiece form Deviations Based on Machine Vision. Machines 2022, 10, 718. [Google Scholar] [CrossRef]
- Elshennawy, A.K.; Jing, F.-S. A Simple Method for Measuring Straightness of Coordinate Measuring Machines; NBSIR 88-3759; U.S. Department of Commerce: Washington, DC, USA; National Bureau of Standards: Gaithersburg, MA, USA, 2016. [Google Scholar]
- Di Giacomo, B.; de Magalhães, R.D.C.A.; Paziani, F.T. Reversal technique applied to the measurement of straightness errors. In Proceedings of the 17th International Congress of Mechanical Engineering, São Paulo, Brazil, 10–14 November 2003; ABCM: Rio de Janeiro, Brazil, 2003. [Google Scholar]
- Yin, Z.-Q.; Li, S.-Y. Exact straightness reconstruction for on-machine measuring precision workpiece. Precis. Eng. 2005, 29, 456–466. [Google Scholar] [CrossRef]
- Wu, C.-M. Heterodyne interferometric system with subnanometer accuracy for measurement of straightness. Appl. Opt. 2004, 43, 3812–3816. [Google Scholar] [CrossRef] [PubMed]
- Liu, C.H.; Chen, J.H.; Teng, Y.F. Development of a straightness measurement and compensation system with multiple right-angle reflectors and a lead zirconate titanate-based compensation stage. Rev. Sci. Instrum. 2009, 80, 115105. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Zhong, F.; Ellis, J.D. Two-dimensional straightness measurement based on optical knife-edge sensing. Rev. Sci. Instrum. 2017, 88, 095109. [Google Scholar] [CrossRef] [PubMed]
- You, F.; Zhang, B.; Feng, Q. A novel laser straightness measurement method with beam bend compensation. Optik 2011, 22, 1530–1534. [Google Scholar] [CrossRef]
- Liu, K.; Cui, Y.; Liu, Z.; Wu, J.; Wang, Y. A New Method for On-line Measurement of the Straightness Error of Machine Tools Using an Acceleration Sensor. Res. Sq. 2021. [Google Scholar] [CrossRef]
- Traband, M.T.; Joshi, S.; Wysk, R.A.; Cavalier, T.M. Evaluation of straightness and flatness tolerances using the minimum zone. Manuf. Rev. 1989, 2, 189–195. [Google Scholar]
- Huang, J. An exact minimum zone solution for three-dimensional straightness evaluation problems. Precis. Eng. 1999, 23, 204–208. [Google Scholar] [CrossRef]
- Cui, C.; Li, B.; Huang, F.; Zhang, R. Genetic algorithm-based form error evaluation. Meas. Sci. Technol. 2007, 18, 1818–1824. [Google Scholar] [CrossRef]
- Kennedy, J.; Eberhart, R.C. Particle swarm optimization. In Proceedings of the ICNN’95-International Conference on Neural Networks, Perth, WA, Australia, 27 November 1995; pp. 1942–1948. [Google Scholar]
- LaVA—Large Volume Metrology Applications. Available online: https://www.euramet.org/research-innovation/search-research-projects/details/project/large-volume-metrology-applications (accessed on 10 February 2023).
- LUMINAR—Large Volume Metrology in Industry. Available online: https://www.euramet.org/research-innovation/search-research-projects/details/?tx_eurametctcp_project[project]=1159&tx_eurametctcp_project[controller]=Project&tx_eurametctcp_project[action]=show (accessed on 10 February 2023).
- Pisani, M.; Balsamo, A.; Francese, C. Cartesian approach to large scale coordinate measurement: InPlanT. In Proceedings of the 11th IMEKO Symposium LMPMI2014 (Laser Metrology for Precision Measurement and Inspection in Industry), Tsukuba, Japan, 2–5 September 2014; A19. [Google Scholar]
- Egidi, A.; Balsamo, A.; Pisani, M. High-Index Glass Ball Retroreflectors for Measuring Lateral Positions. Sensors 2019, 19, 1082. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Egidi, A. Attenuation of back-scattered optical signals by off-axis and variable aperture slits–A simulation. INRIM Tech. Rep. 2021, 10, 12. Available online: https://hdl.handle.net/11696/70250 (accessed on 10 February 2023).
- Myszka, D. Machines & Mechanisms: Applied Kinematic Analysis; Pearson Prentice Hall: Amsterdam, The Netherlands, 2012; ISBN 13: 978-0-13-215780-3. [Google Scholar]
- Samuel, G.; Shunmugam, M. Evaluation of straightness and flatness error using computational geometric techniques. Comput.-Aided Des. 1999, 31, 829–843. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layout | Sensitivity k/(µs/µm) | Noise /µs | Resolution (µm) | Target Distance (cm) |
|---|---|---|---|---|
| A | 0.04 | 0.65 | 15.77 | 135 |
| B1 | 0.12 | 0.92 | 7.60 | 145 |
| B2 | 0.03 | 0.86 | 27.55 | 135 |
| C | 0.13 | 1.05 | 7.87 | 135 |
| B1 bis 1 | 0.09 | 0.79 | 8.46 | 297 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Egidi, A.; Balsamo, A.; Corona, D.; Pisani, M. Investigation on Modulation-Based Straightness Measurement. Sensors 2023, 23, 2912. https://doi.org/10.3390/s23062912
Egidi A, Balsamo A, Corona D, Pisani M. Investigation on Modulation-Based Straightness Measurement. Sensors. 2023; 23(6):2912. https://doi.org/10.3390/s23062912
Chicago/Turabian StyleEgidi, Andrea, Alessandro Balsamo, Davide Corona, and Marco Pisani. 2023. "Investigation on Modulation-Based Straightness Measurement" Sensors 23, no. 6: 2912. https://doi.org/10.3390/s23062912