
Measurement of Cutting Temperature in Interrupted Machining Using Optical Spectrometry
 , , , , and
, , , , and
Abstract
:1. Introduction
- There is a relative movement between the workpiece and tool, and this motion usually occurs at high speed;
- The contact area and contact time between the tool and workpiece are small;
- Machining processes that involve chip formation occur in a severe environment which involves dirt, vibrations, and wetness (if cutting fluid is used);
- The shape of recently developed tools is complex;
2. Materials and Methods
2.1. Background Theory
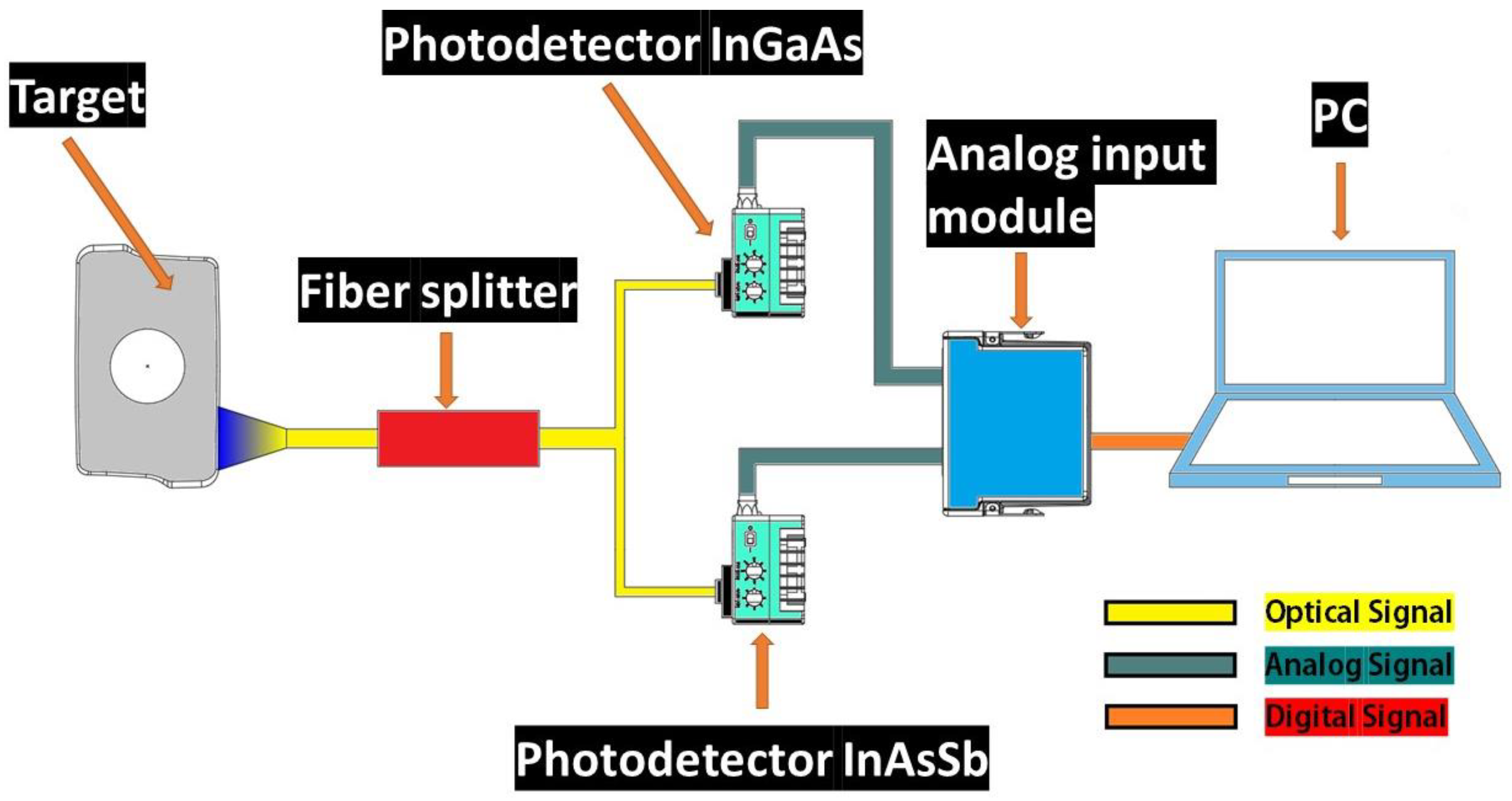
2.2. System
2.3. Frequency Characteristics of Photodetectors
2.4. Experimental Procedure and Conditions
Wear
2.5. Calibration
3. Results
3.1. Calibration Curve
3.2. Design of Experiments
3.2.1. Equation of Effects
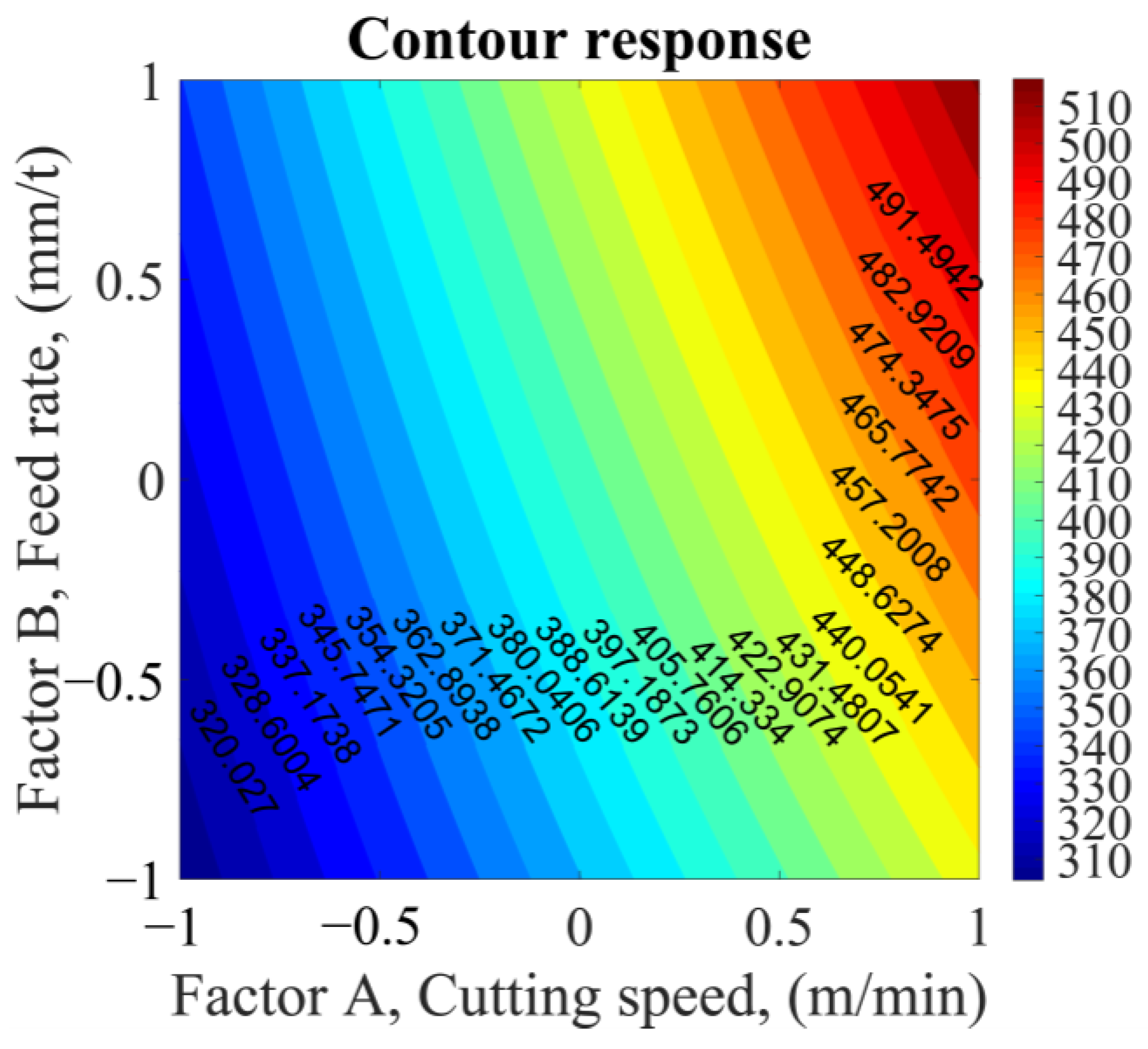
3.2.2. Surface and Contour Plots
4. Conclusions
- The ratio pyrometer can measure cutting temperatures at specific points on the tool due to its small sensing area. The measured temperatures are independent of the material’s emissivity. The minimum measurable temperature is 268 °C, and the maximum is limited only to the heating device used in the calibration procedure.
- The trend in the results reveals that higher cutting temperatures are associated with elevated cutting speeds and feed rates at the cutting edge during milling. The cutting temperature increased linearly from 304 °C to 518 °C. However, the cutting speed exerts a greater influence on the temperature. The estimated standard deviation during the machining experiments was 8.7 °C.
- A calibration system was constructed and tested to heat cutting inserts, with the system achieving maximum temperatures of 650 °C with a standard deviation of only 1.37 °C. The high fidelity with which the calibration system replicated the cutting process facilitated the acquisition of a precise and realistic pyrometer calibration.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Knight, W.A.; Boothroyd, G. Fundamentals of Metal Machining and Machine Tools; CRC Press: Boca Raton, FL, USA, 2019; ISBN 9780429114243. [Google Scholar]
- Bacci da Silva, M.; Wallbank, J. Cutting Temperature: Prediction and Measurement Methods—A Review. J. Mater. Process. Technol. 1999, 88, 195–202. [Google Scholar] [CrossRef]
- Herbert, E.G. The Measurement of Cutting Temperatures. Proc. Inst. Mech. Eng. 1926, 110, 289–329. [Google Scholar] [CrossRef]
- Shukla, A.; Dubey, V.; Kumar Sharma, A. Comparative Study of Dry Machining with MQL Assisted Soybean Oil in Turning Operation of AISI 304 Steel. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Bag, R.; Panda, A.; Sahoo, A.K.; Kumar, R. Sustainable High-Speed Hard Machining of AISI 4340 Steel Under Dry Environment. Arab. J. Sci. Eng. 2023, 48, 3073–3096. [Google Scholar] [CrossRef]
- Devillez, A.; Schneider, F.; Dominiak, S.; Dudzinski, D.; Larrouquere, D. Cutting Forces and Wear in Dry Machining of Inconel 718 with Coated Carbide Tools. Wear 2007, 262, 931–942. [Google Scholar] [CrossRef]
- Zhang, S.; Liu, Z. A New Approach to Cutting Temperature Prediction Considering the Diffusion Layer in Coated Tools. Int. J. Mach. Tools Manuf. 2009, 49, 619–624. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, G.; Fan, G. Effects of Tool Coating Materials and Coating Thickness on Cutting Temperature Distribution with Coated Tools. Int. J. Appl. Ceram. Technol. 2022, 19, 2276–2284. [Google Scholar] [CrossRef]
- Yume, J.A.O.; Kwon, P.Y. Tool Wear Mechanisms in Machining. Int. J. Mach. Mach. Mater. 2007, 2, 316. [Google Scholar] [CrossRef]
- Zhang, S.; Zhu, W. TiN Coating of Tool Steels: A Review. J. Mater. Process. Technol. 1993, 39, 165–177. [Google Scholar] [CrossRef]
- Li, H.-Y.; He, H.-B.; Han, W.-Q.; Yang, J.; Gu, T.; Li, Y.; Lyu, S.-K. A Study on Cutting and Tribology Performances of TiN and TiAlN Coated Tools. Int. J. Precis. Eng. Manuf. 2015, 16, 781–786. [Google Scholar] [CrossRef]
- Münz, W. Titanium Aluminum Nitride Films: A New Alternative to TiN Coatings. J. Vac. Sci. Technol. A Vac. Surf. Films 1986, 4, 2717–2725. [Google Scholar] [CrossRef]
- Hou, G.; Li, A. Effect of Surface Micro-Hardness Change in Multistep Machining on Friction and Wear Characteristics of Titanium Alloy. Appl. Sci. 2021, 11, 7471. [Google Scholar] [CrossRef]
- De Deus, P.R.; Alves, M.C.D.S.; Vieira, F.H.A. The Quality of MDF Workpieces Machined in CNC Milling Machine in Cutting Speeds, Feedrate, and Depth of Cut. Meccanica 2015, 50, 2899–2906. [Google Scholar] [CrossRef]
- Davies, M.A.; Ueda, T.; M’Saoubi, R.; Mullany, B.; Cooke, A.L. On The Measurement of Temperature in Material Removal Processes. CIRP Ann. 2007, 56, 581–604. [Google Scholar] [CrossRef]
- Leonidas, E.; Ayvar-Soberanis, S.; Laalej, H.; Fitzpatrick, S.; Willmott, J.R. A Comparative Review of Thermocouple and Infrared Radiation Temperature Measurement Methods during the Machining of Metals. Sensors 2022, 22, 4693. [Google Scholar] [CrossRef] [PubMed]
- Gangwar, R.K.; Kumari, S.; Pathak, A.K.; Gutlapalli, S.D.; Meena, M.C. Optical Fiber Based Temperature Sensors: A Review. Optics 2023, 4, 171–197. [Google Scholar] [CrossRef]
- Li, X.; Tan, J.; Li, W.; Yang, C.; Tan, Q.; Feng, G. A High-Sensitivity Optical Fiber Temperature Sensor with Composite Materials. Opt. Fiber Technol. 2022, 68, 102821. [Google Scholar] [CrossRef]
- Abbasi, M.; Soroosh, M.; Namjoo, E. Polarization-Insensitive Temperature Sensor Based on Liquid Filled Photonic Crystal Fiber. Optik 2018, 168, 342–347. [Google Scholar] [CrossRef]
- Tapetado, A.; Diaz-Alvarez, J.; Miguelez, M.H.; Vazquez, C. Two-Color Pyrometer for Process Temperature Measurement During Machining. J. Light. Technol. 2016, 34, 1380–1386. [Google Scholar] [CrossRef]
- Tapetado, A.; Diaz-Alvarez, J.; Miguelez, H.; Vazquez, C. Fiber-Optic Pyrometer for Very Localized Temperature Measurements in a Turning Process. IEEE J. Sel. Top. Quantum Electron. 2017, 23, 278–283. [Google Scholar] [CrossRef]
- Díaz-Álvarez, J.; Tapetado, A.; Vázquez, C.; Miguélez, H. Temperature Measurement and Numerical Prediction in Machining Inconel 718. Sensors 2017, 17, 1531. [Google Scholar] [CrossRef] [PubMed]
- Sutter, G.; Faure, L.; Molinari, A.; Ranc, N.; Pina, V. An Experimental Technique for the Measurement of Temperature Fields for the Orthogonal Cutting in High Speed Machining. Int. J. Mach. Tools Manuf. 2003, 43, 671–678. [Google Scholar] [CrossRef]
- Ueda, T.; Hosokawa, A.; Yamamoto, A. Studies on Temperature of Abrasive Grains in Grinding—Application of Infrared Radiation Pyrometer. J. Eng. Ind. 1985, 107, 127–133. [Google Scholar] [CrossRef]
- Ueda, T.; Sato, M.; Hosokawa, A.; Ozawa, M. Development of Infrared Radiation Pyrometer with Optical Fibers—Two-Color Pyrometer with Non-Contact Fiber Coupler. CIRP Ann. 2008, 57, 69–72. [Google Scholar] [CrossRef]
- Davies, M.A.; Yoon, H.; Schmitz, T.L.; Burns, T.J.; Kennedy, M.D. Calibrated Thermal Microscopy of the Tool–Chip Interface in Machining. Mach. Sci. Technol. 2003, 7, 167–190. [Google Scholar] [CrossRef]
- Davies, M.A.; Cao, Q.; Cooks, A.L.; Ivester, R. On the Measurement and Prediction of Temperature Fields In Machining AISI 1045 Steel. CIRP Ann. 2003, 52, 77–80. [Google Scholar] [CrossRef]
- Lin, J.; Lee, S.-L.; Weng, C.-I. Estimation of Cutting Temperature in High Speed Machining. J. Eng. Mater. Technol. 1992, 114, 289–296. [Google Scholar] [CrossRef]
- Han, J.; Cao, K.; Xiao, L.; Tan, X.; Li, T.; Xu, L.; Tang, Z.; Liao, G.; Shi, T. In Situ Measurement of Cutting Edge Temperature in Turning Using a Near-Infrared Fiber-Optic Two-Color Pyrometer. Measurement 2020, 156, 107595. [Google Scholar] [CrossRef]
- Al Huda, M.; Yamada, K.; Hosokawa, A.; Ueda, T. Investigation of Temperature at Tool-Chip Interface in Turning Using Two-Color Pyrometer. J. Manuf. Sci. Eng. 2002, 124, 200–207. [Google Scholar] [CrossRef]
- Yashiro, T.; Ogawa, T.; Sasahara, H. Temperature Measurement of Cutting Tool and Machined Surface Layer in Milling of CFRP. Int. J. Mach. Tools Manuf. 2013, 70, 63–69. [Google Scholar] [CrossRef]
- Dörr, J.; Mertens, T.; Engering, G.; Lahres, M. ‘In-Situ’ Temperature Measurement to Determine the Machining Potential of Different Tool Coatings. Surf. Coat. Technol. 2003, 174–175, 389–392. [Google Scholar] [CrossRef]
- O’Sullivan, D.; Cotterell, M. Temperature Measurement in Single Point Turning. J. Mater. Process. Technol. 2001, 118, 301–308. [Google Scholar] [CrossRef]
- Navarro-Devia, J.H.; Amaya, C.; Caicedo, J.C.; Aperador, W. Performance Evaluation of HSS Cutting Tool Coated with Hafnium and Vanadium Nitride Multilayers, by Temperature Measurement and Surface Inspection, on Machining AISI 1020 Steel. Surf. Coat. Technol. 2017, 332, 484–493. [Google Scholar] [CrossRef]
- Hijazi, A.; Sachidanandan, S.; Singh, R.; Madhavan, V. A Calibrated Dual-Wavelength Infrared Thermometry Approach with Non-Greybody Compensation for Machining Temperature Measurements. Meas. Sci. Technol. 2011, 22, 025106. [Google Scholar] [CrossRef]
- Valiorgue, F.; Brosse, A.; Naisson, P.; Rech, J.; Hamdi, H.; Bergheau, J.M. Emissivity Calibration for Temperatures Measurement Using Thermography in the Context of Machining. Appl. Therm. Eng. 2013, 58, 321–326. [Google Scholar] [CrossRef]
- Kus, A.; Isik, Y.; Cakir, M.; Coşkun, S.; Özdemir, K. Thermocouple and Infrared Sensor-Based Measurement of Temperature Distribution in Metal Cutting. Sensors 2015, 15, 1274–1291. [Google Scholar] [CrossRef]
- Davoodi, B.; Hosseinzadeh, H. A New Method for Heat Measurement during High Speed Machining. Measurement 2012, 45, 2135–2140. [Google Scholar] [CrossRef]
- Hall, M.R.; Allinson, D. Heat and Mass Transport Processes in Building Materials. In Materials for Energy Efficiency and Thermal Comfort in Buildings; Elsevier: Amsterdam, The Netherlands, 2010; pp. 3–53. [Google Scholar]
- Meola, C.; Boccardi, S.; Carlomagno, G.M. Infrared Thermography in the Evaluation of Aerospace Composite Materials: Infrared Thermography to Composites; Woodhead Publishing: Sawston, UK, 2016; ISBN 178242. [Google Scholar]
- Beno, T.; Hulling, U. Measurement of Cutting Edge Temperature in Drilling. Procedia CIRP 2012, 3, 531–536. [Google Scholar] [CrossRef]
- Dennis, P.N.J. Photodetectors: An Introduction to Current Technology; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012; ISBN 1461321719. [Google Scholar]
- ISO 8688-2 1989; Tool life testing in milling Part 2: End milling. International Organization for Standardization: Geneva, Switzerland, 1989.
- Ueda, T.; Sato, M.; Sugita, T.; Nakayama, K. Thermal Behaviour of Cutting Grain in Grinding. CIRP Ann. 1995, 44, 325–328. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley & Sons: Hoboken, NJ, USA, 2017; ISBN 1119113474. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Optical fiber | Core material: Pure Silica |
| Cladding Material: Fluorine-Doped silica | |
| Core Diameter: 200 µm Cladding Diameter: 220 µm NA: 0.22 Wavelength Range: 0.4–2.4 µm | |
| InGaAs photoconductive detector | Wavelength Range: 0.9–2.57 µm Noise-Equivalent Power (NEP): 2.11 pW/Hz1/2 @ DC—2.5 kHz (for 70 dB Gain and 1 MHz Bandwidth) Gain Setting: 0, 10, 20, 30, 40, 50, 60, 70 dB Bandwidth Setting: 500 Hz–1 MHz. Peak Wavelength: 2.3 µm Peak Responsivity: 0.8–1.6 A/W |
| InAsSb photoconductive detector | Wavelength Range: 1.0–5.8 µm Noise-Equivalent Power (NEP): 1.49 x10−10 W/Hz1/2 (for 40 dB Gain and 1600 kHz Bandwidth) Gain Setting: 0, 4, 10, 16, 22, 28, 34, 40 dB Bandwidth Setting: 12.5–1600 kHz. Peak Wavelength: 4.9 µm Peak Responsivity: 1.3 A/W |
| Thermocouple | Type: K |
| Maximum Temperature: 982 °C | |
| Diameter: 0.81 mm |
| Machine tool | Shoulder milling |
| Diameter = 25 mm | |
| Insert: HM90 APKT 1003PDR IC98 PVC coated carbide (TiAlN) | |
| Machine | CNC vertical machining center, VIWA Guadalajara, Mexico/model VCM 1050 M400ACT |
| Workpiece | Carbon steel (AISI 4140) |
| Cutting parameters | Spindle revolution: 5092–3819 rpm |
| Cutting speed: 300–400 m/min | |
| Feed rate: 305.57–814.72 mm/min | |
| Feed per tooth: 0.08–0.16 mm/tooth Radial depth of cut: 1 mm Axial depth of cut: 4 mm | |
| Environment | Dry |
| Test According to the Measured Temperature | 268 °C | 321 °C | 360 °C | 415 °C | 457 °C | 506 °C | 553 °C | 600 °C | 652 °C |
|---|---|---|---|---|---|---|---|---|---|
| Standard deviation (°C) | 1.46 | 1.36 | 0.48 | 0.38 | 0.94 | 1.02 | 0.58 | 0.93 | 1.37 |
| Variance () | 2.14 | 1.86 | 0.23 | 0.14 | 0.88 | 1.05 | 0.33 | 0.86 | 1.90 |
| Factor | Levels | |
|---|---|---|
| 1 | 2 | |
| A, Cutting speed V, (m/min) | 300 | 400 |
| B, Feed rate f, (mm/tooth) | 0.08 | 0.16 |
| Source of Variation | Degree of Freedom | Sum of Squares | Mean Square | p-Value | |
|---|---|---|---|---|---|
| A (cutting speed) | 1.0 | 70,533.33 | 70,533.33 | 913.05 | 1.56 × 10−9 |
| B (feed rate) | 1.0 | 11,163.00 | 11,163.00 | 144.50 | 2.12 × 10−6 |
| AB | 1.0 | 1240.33 | 1240.33 | 16.06 | 3.9 × 10−3 |
| ERROR | 8.0 | 618.00 | 77.25 | 1.00 | |
| TOTAL | 11.0 | 8554.67 | 7595.88 | 98.33 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Espinoza-Torres, I.; Martínez-Ramírez, I.; Sierra-Hernández, J.M.; Jauregui-Vazquez, D.; Gutiérrez-Rivera, M.E.; Carmen, F.d.J.T.-D.; Lozano-Hernández, T. Measurement of Cutting Temperature in Interrupted Machining Using Optical Spectrometry. Sensors 2023, 23, 8968. https://doi.org/10.3390/s23218968
Espinoza-Torres I, Martínez-Ramírez I, Sierra-Hernández JM, Jauregui-Vazquez D, Gutiérrez-Rivera ME, Carmen FdJT-D, Lozano-Hernández T. Measurement of Cutting Temperature in Interrupted Machining Using Optical Spectrometry. Sensors. 2023; 23(21):8968. https://doi.org/10.3390/s23218968
Chicago/Turabian StyleEspinoza-Torres, Isaí, Israel Martínez-Ramírez, Juan Manuel Sierra-Hernández, Daniel Jauregui-Vazquez, Miguel Ernesto Gutiérrez-Rivera, Felipe de Jesús Torres-Del Carmen, and Tania Lozano-Hernández. 2023. "Measurement of Cutting Temperature in Interrupted Machining Using Optical Spectrometry" Sensors 23, no. 21: 8968. https://doi.org/10.3390/s23218968