In the following section, the results of the inclined fin structures are presented. The two calculation methods according to Kock [
17] and Bejan [
8] are compared and a detailed investigation of the irreversible entropy production rate for one structure is conducted. Following this, the different geometric parameters are evaluated regarding their entropy production number, divided in the dissipation by shear stress of the cold and hot fluids and the dissipation by heat conduction as well as the overall entropy production number. For completeness, the resulting Colburn j-factor and the Fanning f-factor for the different geometric parameters are also presented. First, a mesh independence study for the inclined structures is carried out.
Table 4 shows the hot-side pressure drop, the outlet temperature of the hot side, and the irreversible entropy production rate obtained by Equation (31) as well as Equation (26) for different meshes. The results show that, starting from an element number of
elements (Mesh number 1), the change in the temperature is less than 0.02 K and the pressure drop changes by less than 0.2 Pa. The difference in the irreversible entropy production rate between Equations (26) and (31) is less than 1%. For the subsequent calculations, the mesh number 3 with
elements is used. This ensures that the gradients for the entropy production rate are calculated correctly to overcome possible inaccuracies close to the walls, as stated by Kock [
17].
3.2.1. Comparison of the Calculation Methods of Bejan [8] and Kock [17]
The geometries mentioned initially are now evaluated with respect to their irreversible entropy production rate. For this purpose, the evaluation procedure is checked in advance by comparing the results for the entropy production rate according to Bejan [
8] with the second law (Equation (31)) as well as the volume integral of the local entropy production rate (Equations (22)–(26)). For an easy comparison of the three different methods, the entropy production number according to Bejan [
8] (Equations (28)–(30)) is converted into an irreversible entropy production rate
by multiplying the individual components
and
(cold fluid, hot fluid, and wall) with the corresponding heat flow rate and individual mean temperatures
and
. Afterwards, the components are summed up to
.
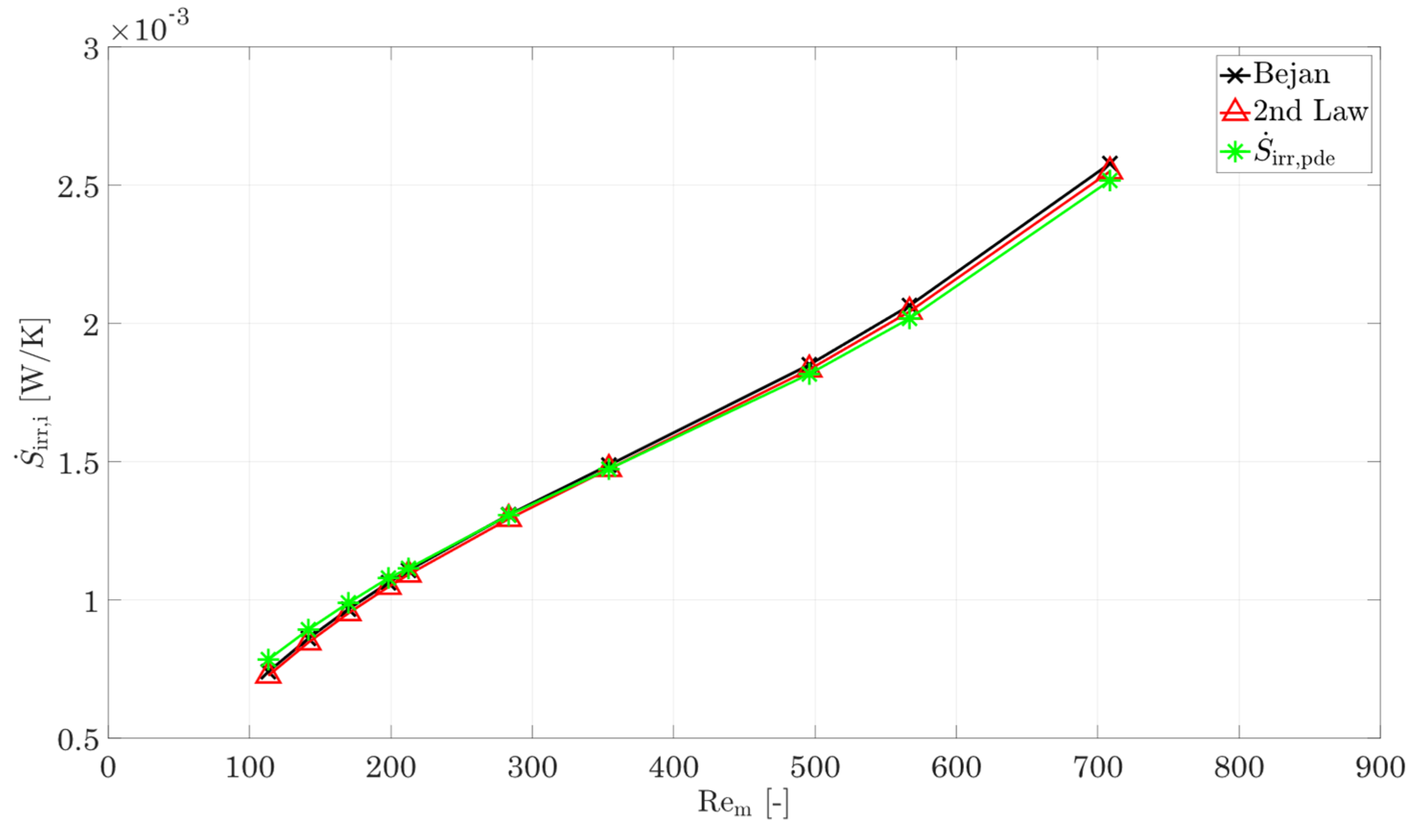
Figure 7 shows the irreversible entropy production rate calculated using the integral approach (Equation (31), Bejan’s approach [
8] (converted Equations (28)–(30)), and the local approach by Kock [
17] (Equations (22)–(26)) depending on an arithmetic-mean Reynolds number for the hot and cold sides. The deviation between the integral approach and Bejan [
8] is less than 1% over the entire flow range for the reference structure. The deviation between the local approach by Kock [
17] is less than 3% on average. For very small Reynolds numbers, a deviation of 8% is calculated, and for high flow velocities, it is about 2.5%, which indicates possible residual inaccuracies of the mesh, since the calculation of the irreversible entropy production rate is performed via the square of the gradients and possible errors become more obvious [
17]. Since the deviations for both variants are to be regarded as small over a wide range, both the method of Bejan [
8] and the method according to Kock/Wenterodt [
11], Ref. [
6] are suitable for the calculation of the irreversible entropy production rate in complex structures. In the next comparison, a check of the dissipation by heat conduction and by shear stresses using the method of Bejan [
8] is carried out. This comparison also reveals if the chosen logarithmic temperature difference is a suitable way to calculate the irreversible entropy production rate by heat conduction. For this purpose, the partial differential equations of Kock [
17] are used, since these allow a separate calculation of the irreversible entropy production rate by heat conduction in the fluid and the wall.
The entropy production number of the fluid (
and
) is, therefore, separated in the part of dissipation by shear stresses
(first term of Equations (28) and (29)) and by heat conduction
(second term of Equations (28) and (29)) for the hot and cold fluids. These components are then converted into the irreversible entropy production rate (as in the previous comparison) for an easy comparison with the results using Kock’s method [
17].
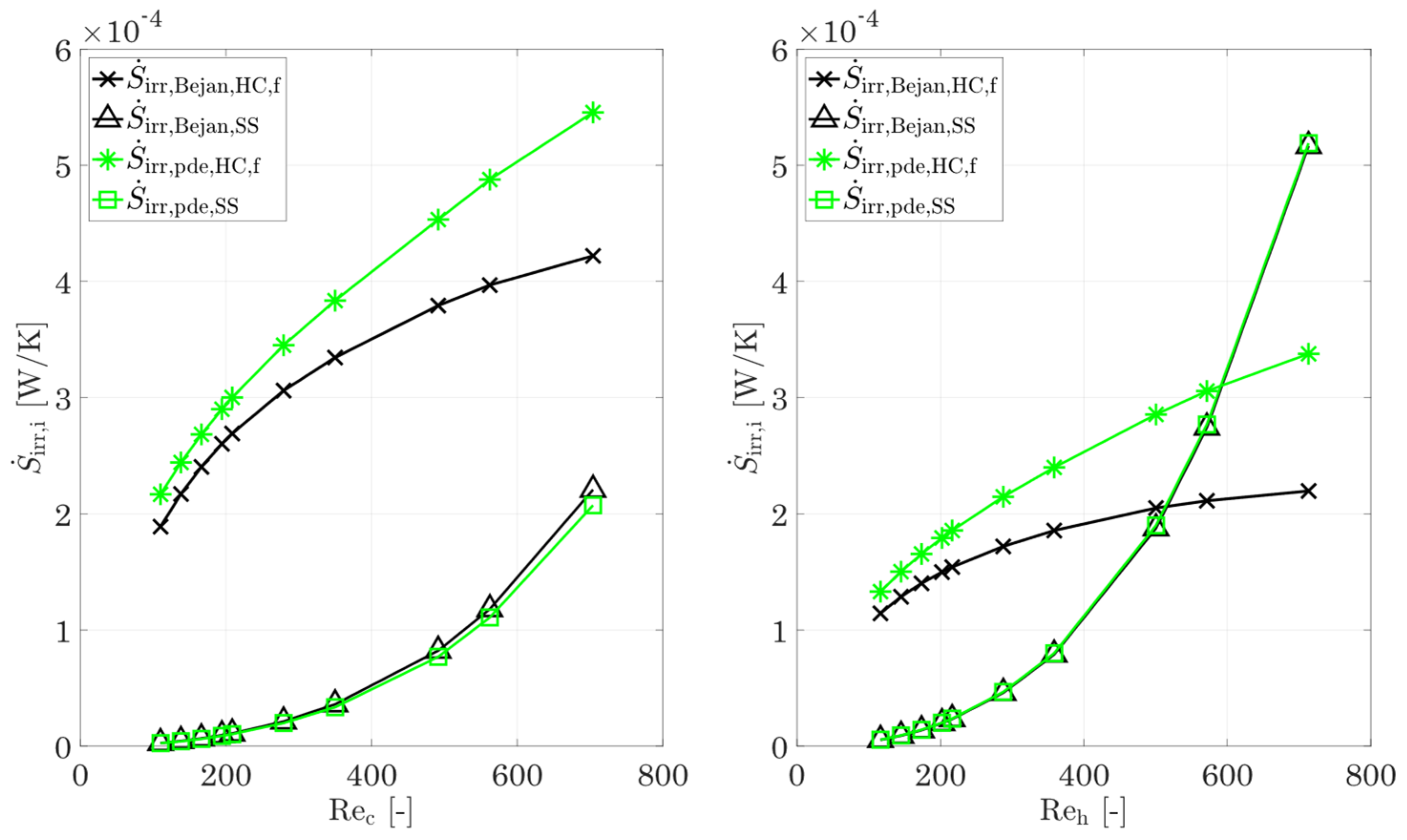
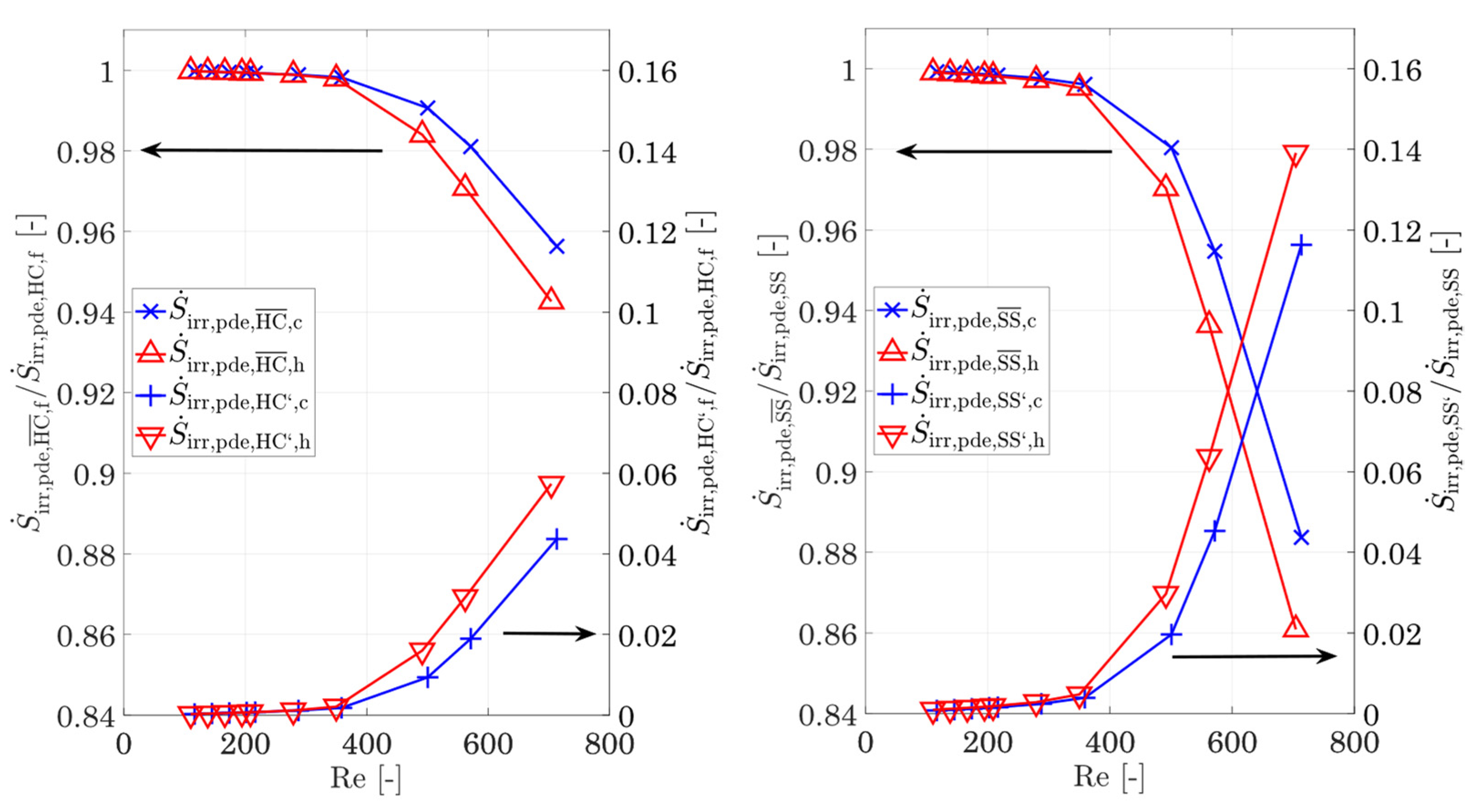
Figure 8 shows the irreversible entropy production rate due to heat conduction and shear stresses, according to Bejan’s method [
8] as well as according to the differential equations from Kock [
17] for the hot and cold fluids. An increasing deviation can be seen, in particular for the heat conduction. For small Reynolds numbers, a deviation of only 14% is shown on both the cold and the hot sides. This increases to 29% with increasing Reynolds number. For the hot side, the picture is similar: for small Reynolds numbers, the deviation is 16% and increases to 54% with increasing Reynolds number. In the same way, the irreversible entropy production rate in the fluid differs between these two methods, and the entropy production rate within the walls also shows deviations.
The discrepancies between the method of Kock [
17] and the method of Bejan [
8] are primarily related to the underlying choice of the temperature at which the heat flux is transported. In the local approach by Kock [
17], the irreversible entropy production rate is calculated in each infinitesimal section and, thus, also underlies the temperature gradients prevailing there. In contrast, in the method proposed by Bejan [
8] and also other integral methods, the entropy production rate due to heat conduction is related to a certain mean temperature definition, for example, the wall temperature [
8] or the fluid mean temperature [
17,
44]. For complex structures, the definition of a simply defined wall temperature (such as the proposed logarithmic temperature difference in combination with the mean fluid temperature) is no longer accurate. This leads to the discrepancy between the calculated portions of entropy production rate due to heat conduction in the fluid or the wall and the true portions of entropy production rate.
In summary, the method of Bejan [
8] allows an exact calculation of the entropy production rate by heat conduction for the whole heat-exchanging section (containing the hot fluid, the wall, and the cold fluid), but there is no exact subdivision on the single components due to the choice of the logarithmic temperature difference for the calculation of the wall temperature. On the other hand, Bejan’s method [
8] allows an accurate calculation of dissipation due to shear stresses (see
Figure 8). The deviations are less than 6% for the highest Reynolds numbers on the cold side. For smaller Re numbers, the deviations decrease to less than 1%. For the hot side, the agreement between both methods is better. For the complete Re number range, the deviations are less than 1%. If these facts are taken into account, the method of Bejan [
8] allows a quick and easy classification of heat-transferring structures or complete heat exchangers with respect to the entropy production number by heat conduction in the whole component as well as the one by friction in the hot and cold fluids.
Kock’s method [
17], on the other hand, allows a detailed analysis of irreversible entropy production rate, which will now be carried out on the basis of the inclined reference structure.
3.2.2. Detailed Consideration of the Irreversible Entropy Production Rate on the Basis of the Inclined Reference Structure
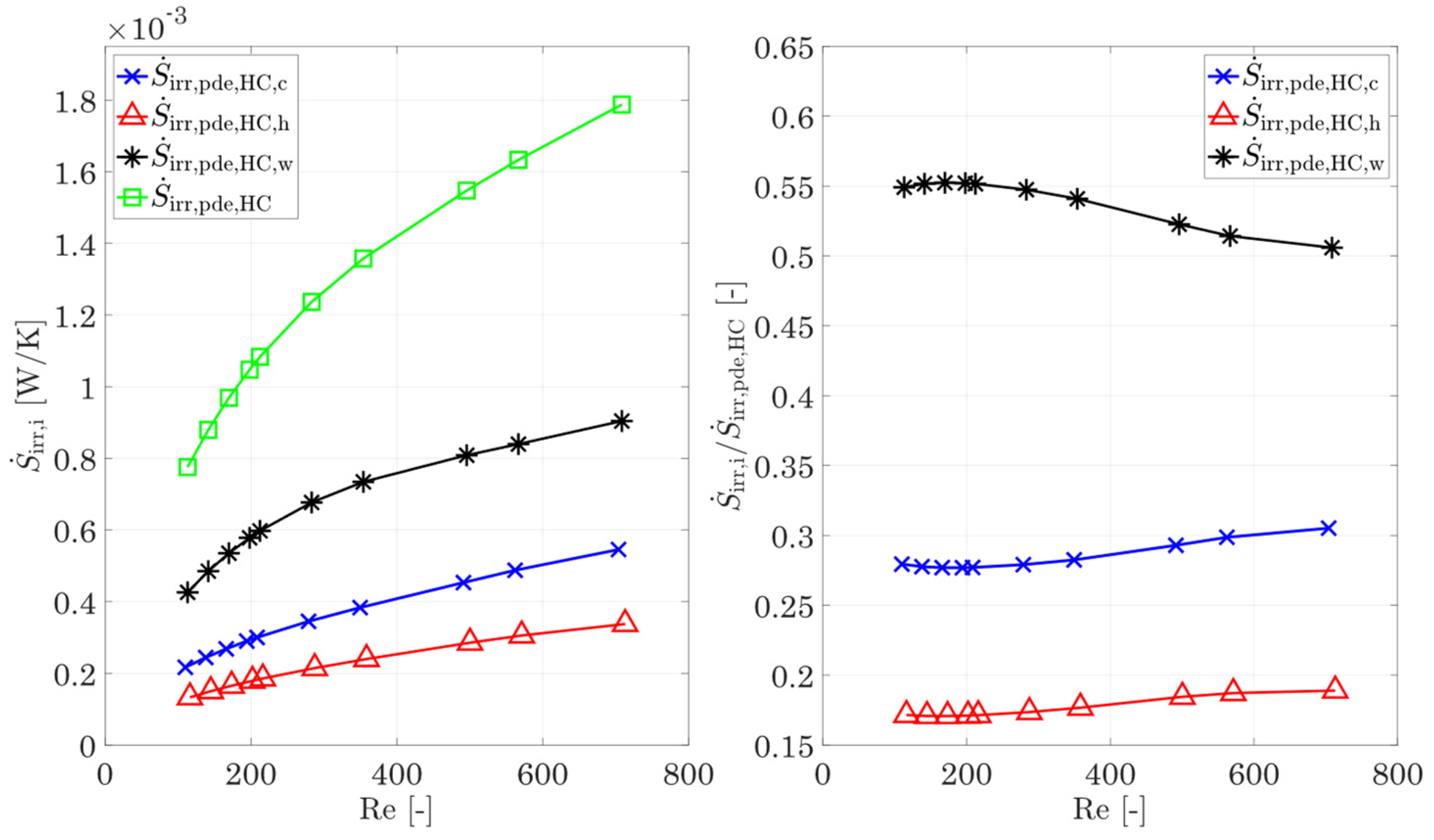
In
Figure 9, the entropy production rates for heat conduction in the fluid and the wall and the sum of the three components
for different Reynolds numbers are shown. For the representation of the course of the wall and the sum of the three partial quantities, an arithmetic average Reynolds number from the hot and cold sides is used. The plot shows that the irreversible entropy production rate in the reference structure due to heat conduction within the wall and the fin structures for the entire Reynolds number range studied are more than 50%, while the hot and cold fluids account for an average of 17.7% and 28.5%, respectively. Thus, heat conduction within the solid is the main contributor to the entropy production rate due to the temperature gradients, while the temperature gradients in the fluid due to convection and conduction have a smaller influence. Furthermore, with increasing temperature, the irreversible entropy production rate due to heat conduction in the fluid decreases as expected. However, a closer look at the
relative contributions to the total entropy production rate by heat conduction (
Figure 9, right) shows that the entropy production rate within the wall decreases with increasing Reynolds number, while the contributions from the hot and cold fluids increase.
For small Reynolds numbers below 400, this increase in the fluid proportion is mainly determined by the increasing molecular heat conduction (Equation (24)). In turn, the fractions of fluctuation (Equation (25)) increase significantly and rise in the hot and cold fluids from below 0.05% at Re = 400 to 5.7% and 4.3% at Re = 713, respectively (see also
Figure 10, left). With increasing Reynolds number, the degressive trend of the heat conduction of the fluid in
Figure 9 is likely to turn into a progressive one, similar to the entropy production by shear stresses in
Figure 8. This is also supported by the trend of the fluctuating proportions of the shear stresses in
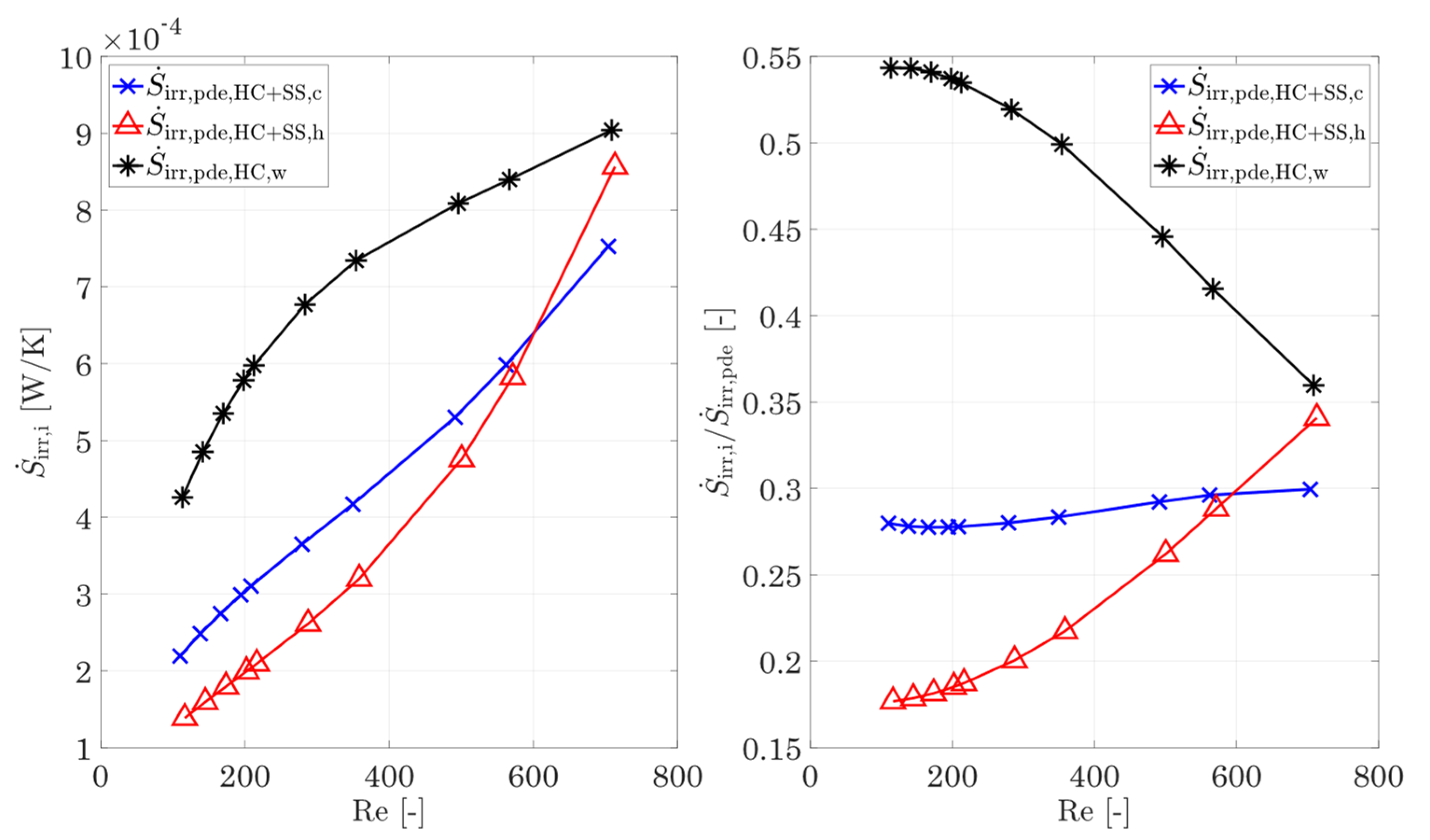
Figure 10, right. The fluctuating parts of the shear stresses are gaining significant importance for the entropy production rate and are exceeding the ones by heat conduction by a factor of 2.3 for the hot side and 2.6 for the cold side. Nevertheless, the wall remains the decisive driver for entropy production rate by heat conduction, which is why the focus should be placed on the fins, in particular when optimizing structures in order to reduce the temperature gradients. The separation of the entropy production rate by heat conduction in the wall and the fluid now also allows a separation to be made on the total entropy production rate caused by the fluid and the wall. For this purpose,
Figure 11 shows the entropy production rate in the fluid and in the wall as well as their shares in the total entropy production rate (Equation (26)). With increasing Reynolds number, the influence of shear stresses on the entropy production rate in the fluid increases strongly, as shown in
Figure 8, which is additionally favoured by a higher mean temperature. This finally leads to the fact that from Re = 582 onwards, the entropy production rate in the hot fluid exceeds that of the cold fluid, and for Re = 713, it almost reaches the level of the wall. It follows that, for high Reynolds numbers, the fraction of entropy production rate in the hot fluid also occupies a large fraction, while the fraction of the cold fluid increases only slightly. The entropy production rate by shear stresses dominates, despite the same Reynolds number and the total entropy production rate for increasing temperatures. It follows that, especially in high-temperature applications, very good attention must be paid to the adaptations and optimizations of the structures in terms of flow guidance and structural shaping.
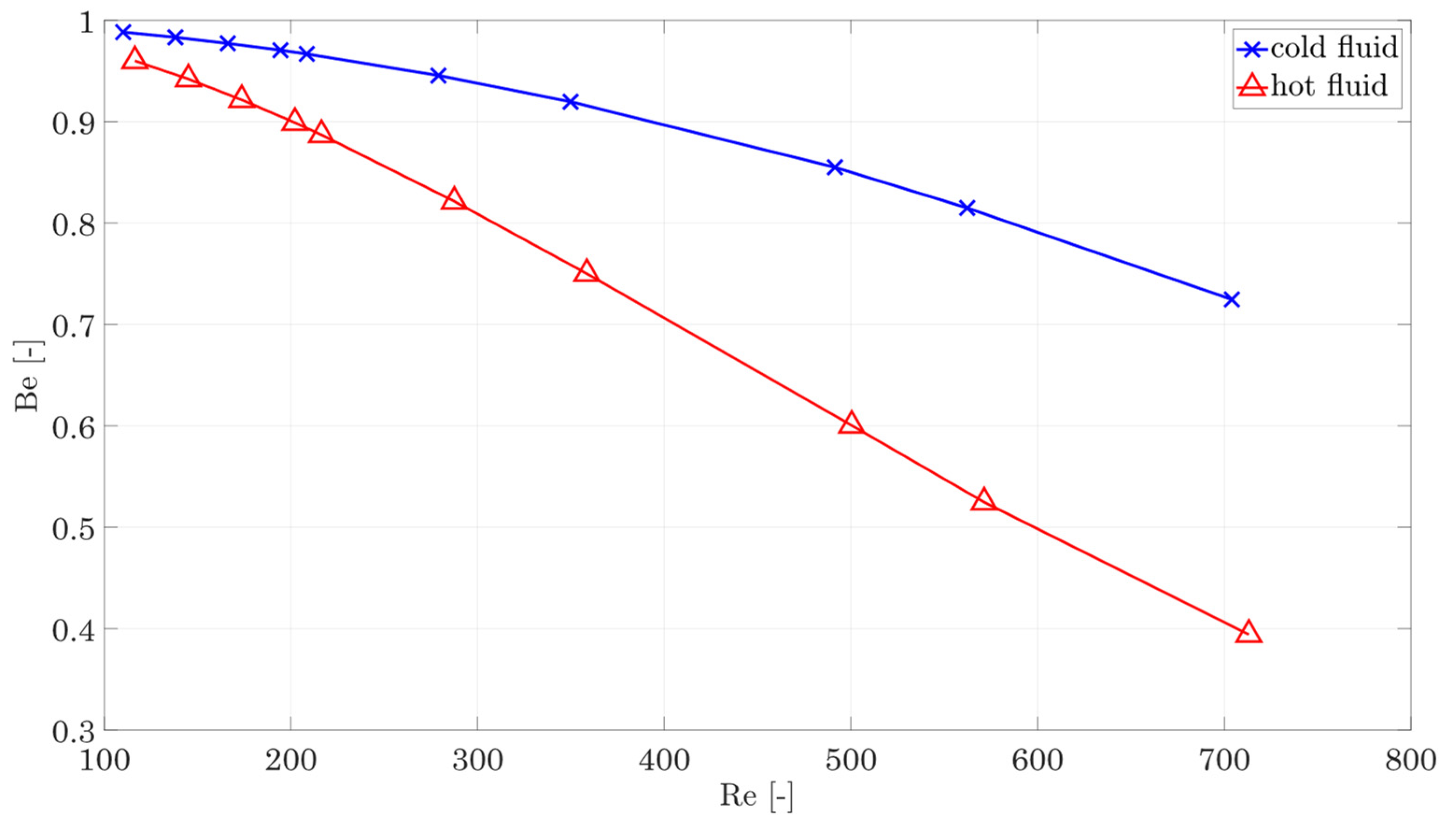
The preceding analysis now allows the calculation of the Bejan number as a characteristic number of whether the losses in the fluid are dominated by heat conduction or shear stresses. The definition of the Bejan number [
17] is as follows:
where
means the entropy production is dominated by shear stress and
means the entropy production is dominated by heat conduction. The curve for the hot and cold fluids based on the reference structure is shown in
Figure 12. The diagram shows that the hot side, in particular, is strongly dominated by entropy generation due to shear stress as the Reynolds number increases.
The entropy production on the cold side is dominated by temperature gradients, or heat conduction, due to the lower temperature level.
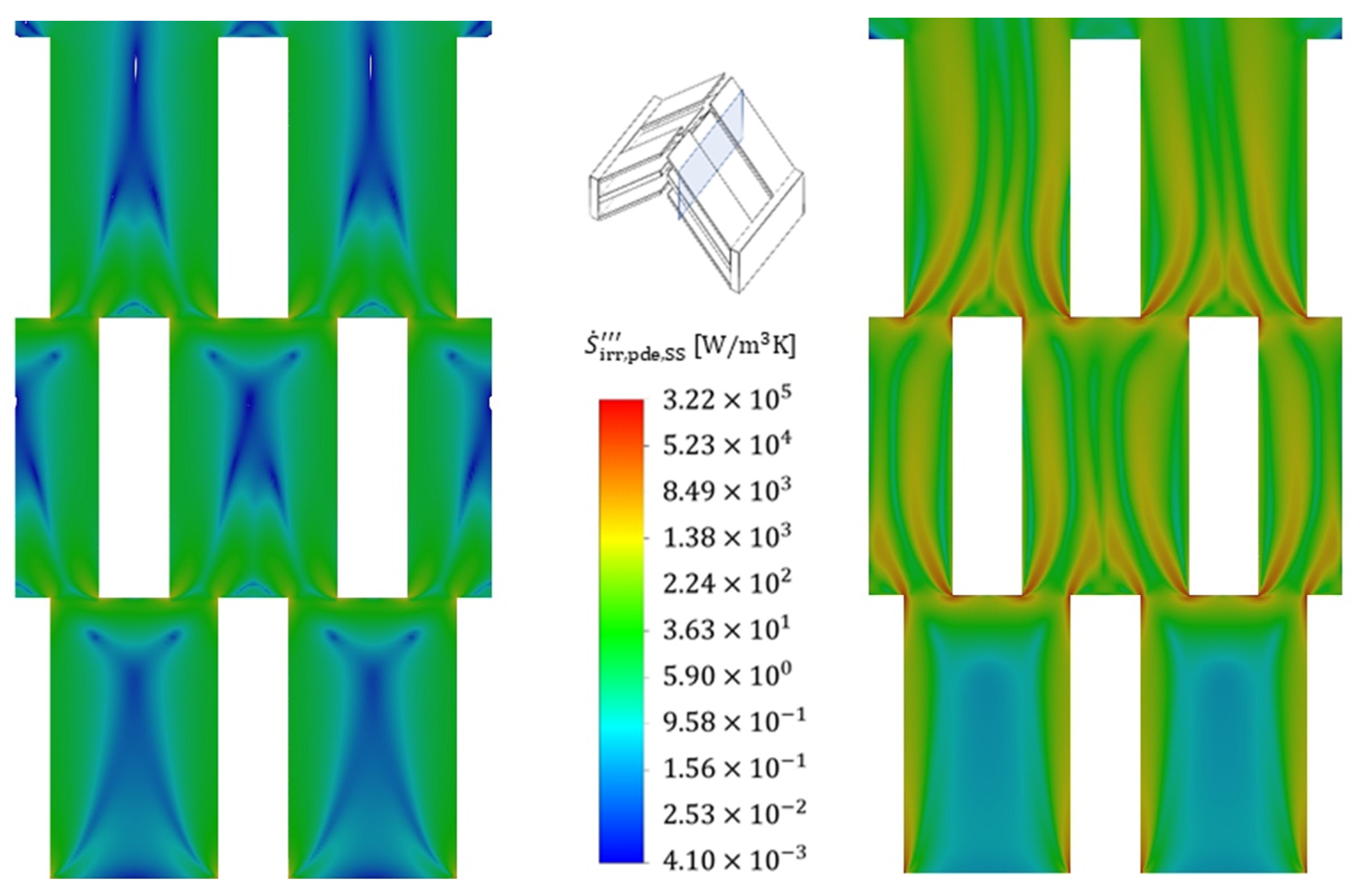
To illustrate the positions within the fluid at which the entropy production rate occurs,
Figure 13 shows the volumetric irreversible entropy production rate due to shear stresses (i.e., pressure drop) for two different Reynolds numbers (110 and 713) that are exemplary for the reference structure and the cold fluid. It is seen that the highest irreversible entropy production rate occurs, in particular, at the edges of the stagnation points of the structure and extends far into the wake region further downstream. The irreversible entropy production rate occurring there is 1–2 orders of magnitude higher than the general irreversible entropy production rate in the boundary layer. Furthermore, increased velocities lead to a stronger influence of the gradients and the losses due to shear stresses extend through the entire structure in a string-like manner. A comparison of the irreversible entropy production rate within the boundary layer shows an increase of about a factor of two for the increased velocity, and the entropy production rate due to shear stresses, therefore, increases strongly, as already confirmed in
Figure 8.
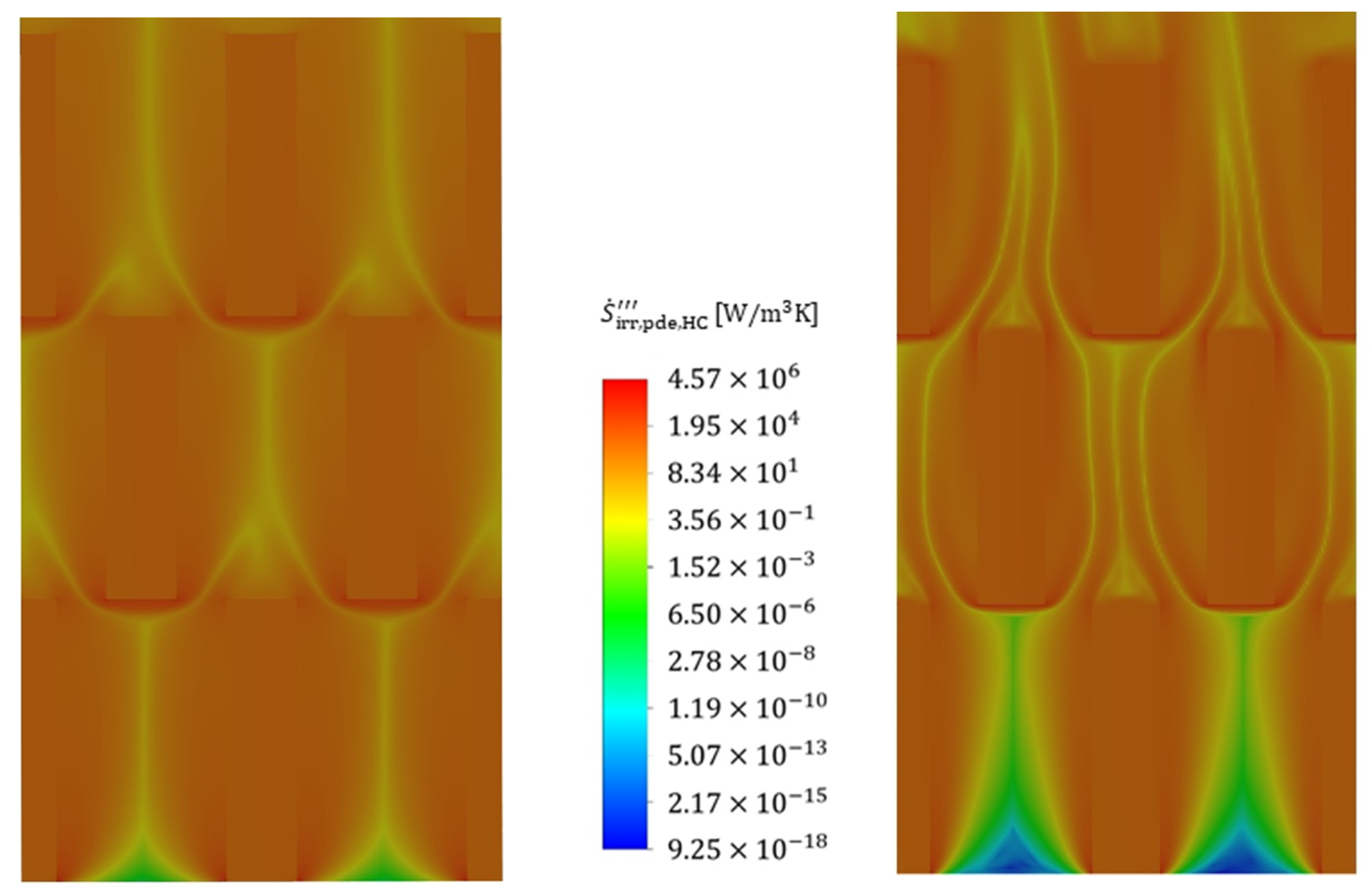
An analysis of the thermally induced irreversible entropy production rate (
Figure 14), on the other hand, shows a different picture. The dissipation due to the temperature gradients occurs on the entire front side of the fin stagnation point. After flowing around the stagnation point, the irreversible entropy production rate initially subsides somewhat as the thermal boundary layer forms, maintaining an approximately constant loss level within the thermal boundary layer, which is due to constant temperature gradients. In contrast to the fluid, the losses within the fin are homogeneously distributed, with an overall high level of losses being noticeable, confirming the findings in
Figure 9.
An increase in velocity shows a corresponding increase in irreversible entropy production rate in the areas of high gradients, i.e., particularly in the stagnation points as well as in the subsequent redirection, but this increase turns out to be much smaller than in the case with dissipation by shear stress. The irreversible entropy production rate within the fins increases only moderately, which becomes clear from the colour scaling, and this is further confirmed by
Figure 9.
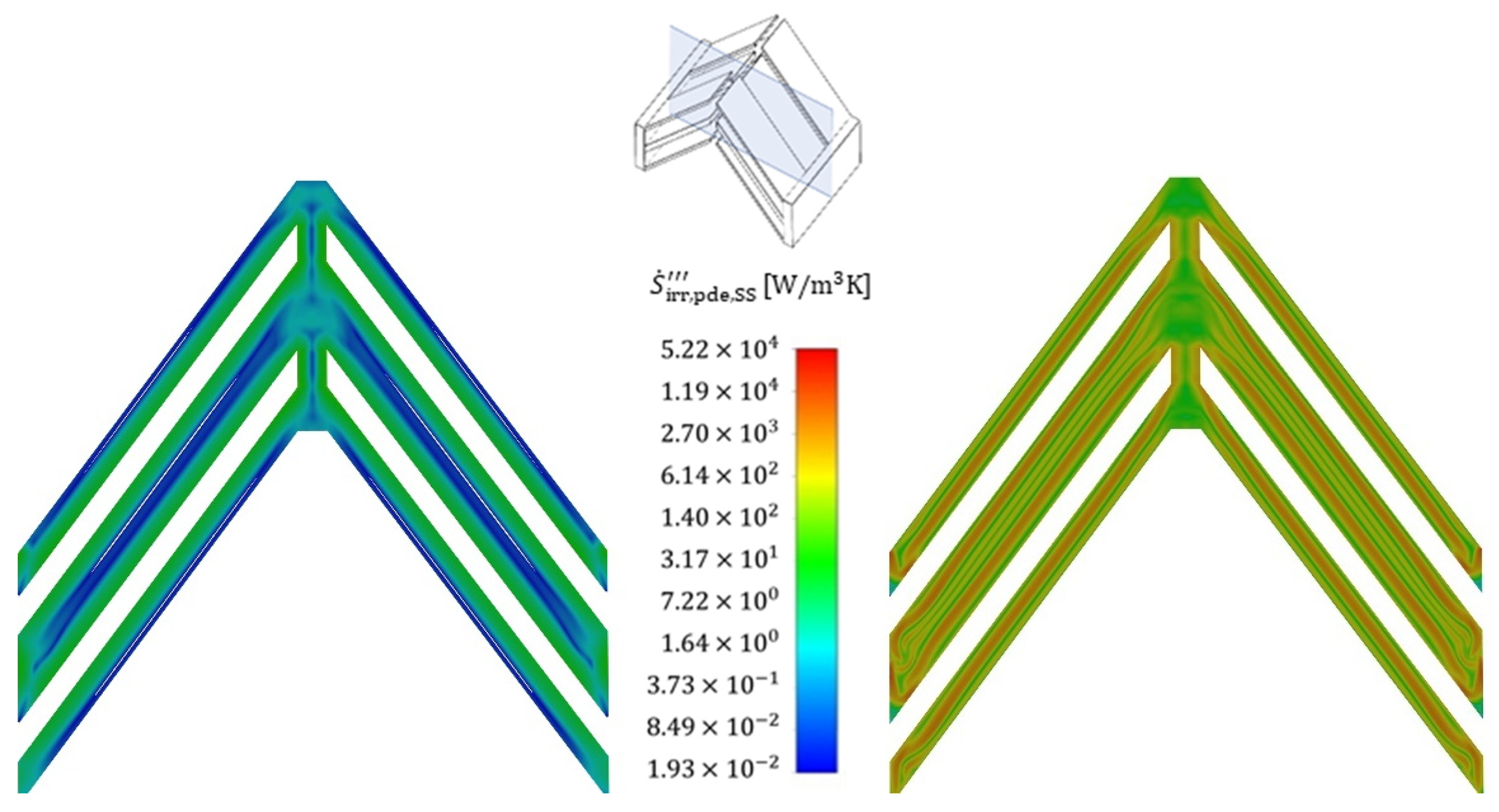
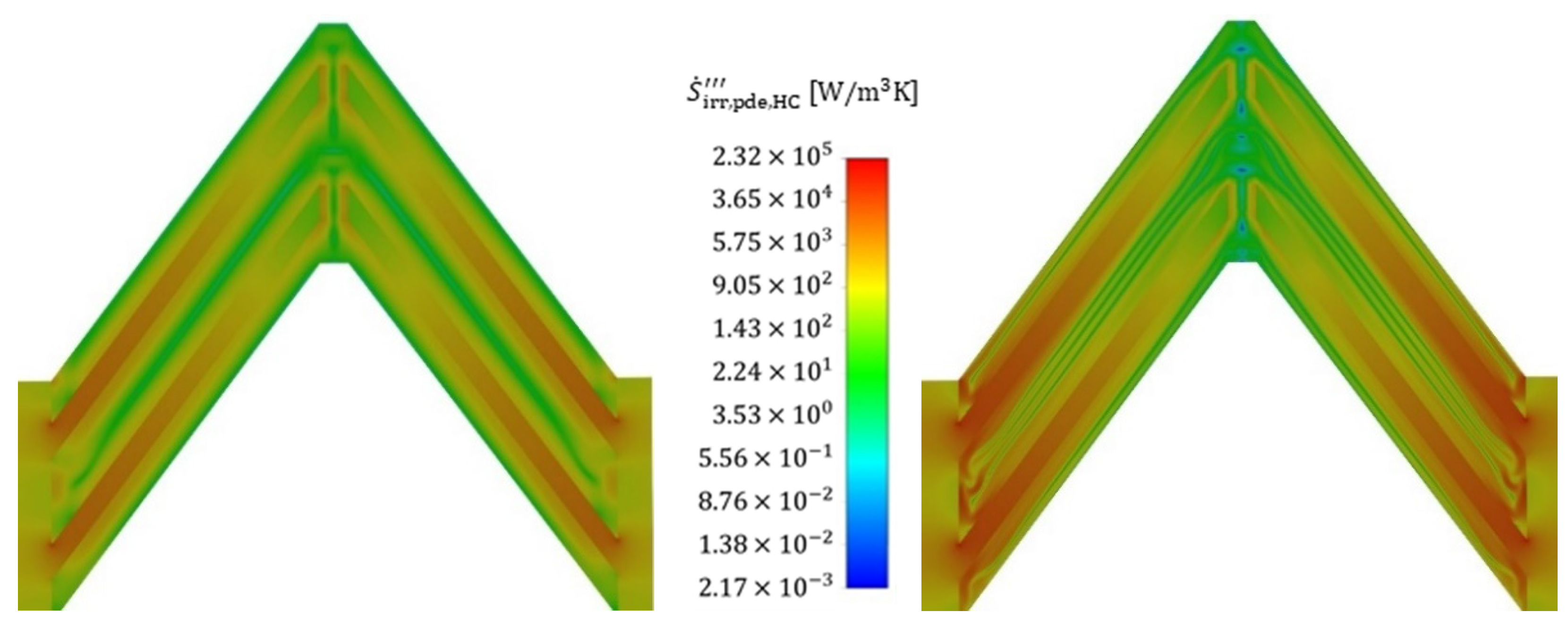
Figure 15 and
Figure 16 show the volumetric entropy production rate by shear stress and heat conduction in the cross section of the fin structures normal to the flow direction. In the case of dissipation by shear stresses, the areas of large losses with increasing flow velocity no longer occur directly at the wall, but at a short distance in front of the wall, where the turbulent fluctuation has the highest values. The smallest irreversible entropy production rate reaches the centre of the structure, where the smallest gradients are found. For the dissipation due to heat conduction, the losses within the fins vary to a considerable extent with the flow velocity, since due to the increased heat transfer, a higher heat flow has to be conducted across the fin, increasing the temperature gradients and consequently the entropy production. Furthermore, the fin structures show a significantly higher entropy production rate compared to the fluid, confirming once again that an optimization of the fin shape is considered beneficial to reduce the irreversible entropy production rate within the structure.
The local analysis, thus, allows conclusions to be drawn as to where optimization can be beneficial from an entropic point of view. To reduce the irreversible entropy production rate by shear stresses, the narrowed cross sections between two rows of fins should be mentioned. This would reduce the acceleration of the flow and, thus, reduce the shear stresses. Furthermore, optimization of the wake region could be advantageous in order to reduce the detachment area.
Optimization with regard to entropy production rate due to heat conduction should aim at limiting the loss areas to a narrower range, i.e., reducing the boundary layer thickness and thus increasing heat transfer, for example, by thickening the downstream fin structure to match the entropy production rate, which would also increase the cross section available for heat conduction and, thus, reduce the temperature gradient along the fin height. Furthermore, an adapted fin shape, such as trapezoidal fins, can increase the cross section with decreasing distance to the wall and, thus, further lower the temperature gradient at the fin base.
On the basis of the analysis carried out, it can be stated that a detailed analysis of the occurring irreversible entropy production rate as a result of shear stresses or heat conduction is possible with the method proposed by Kock [
17]. However, the calculations rely on a very fine mesh to sufficiently resolve the velocity and temperature gradients and are, thus, very computationally intensive. This mesh fineness is not absolutely necessary for the determination of heat transfer and pressure drop, as already shown by Ji et al. [
23]. As a result, the method of Bejan [
8] may be a simple and fast possibility to calculate the dissipation due to shear stresses and overall heat conduction.
3.2.3. Irreversible Entropy Production Number and Heat-Transferring Parameters for Different Geometric Parameters
In this subsection, the different geometric parameters are now evaluated in terms of their entropy production number using the method from Bejan [
8] due to its quick application. The Colburn j-factor as well as the Fanning f-factor for the different geometric parameters are also presented.
Based on the results from “
Section 3.2.1”, i.e., that the choice of the logarithmic temperature difference is not a suitable solution, we suggest a slightly different procedure compared to Bejan [
8]. The entropy production number for the dissipation by shear stresses of the hot and cold fluids and the dissipation by overall heat conduction should be calculated by the following equations:
One advantage of this separate consideration is that the share of dissipated power due to pressure loss as well as due to the total heat conduction is directly related to the transferred heat flow and, thus, allows a classification of the structure (or even a complete heat exchanger) with respect to energetic efficiency. The total entropy production number is then again obtained by summing up the individual entropy production numbers to give .
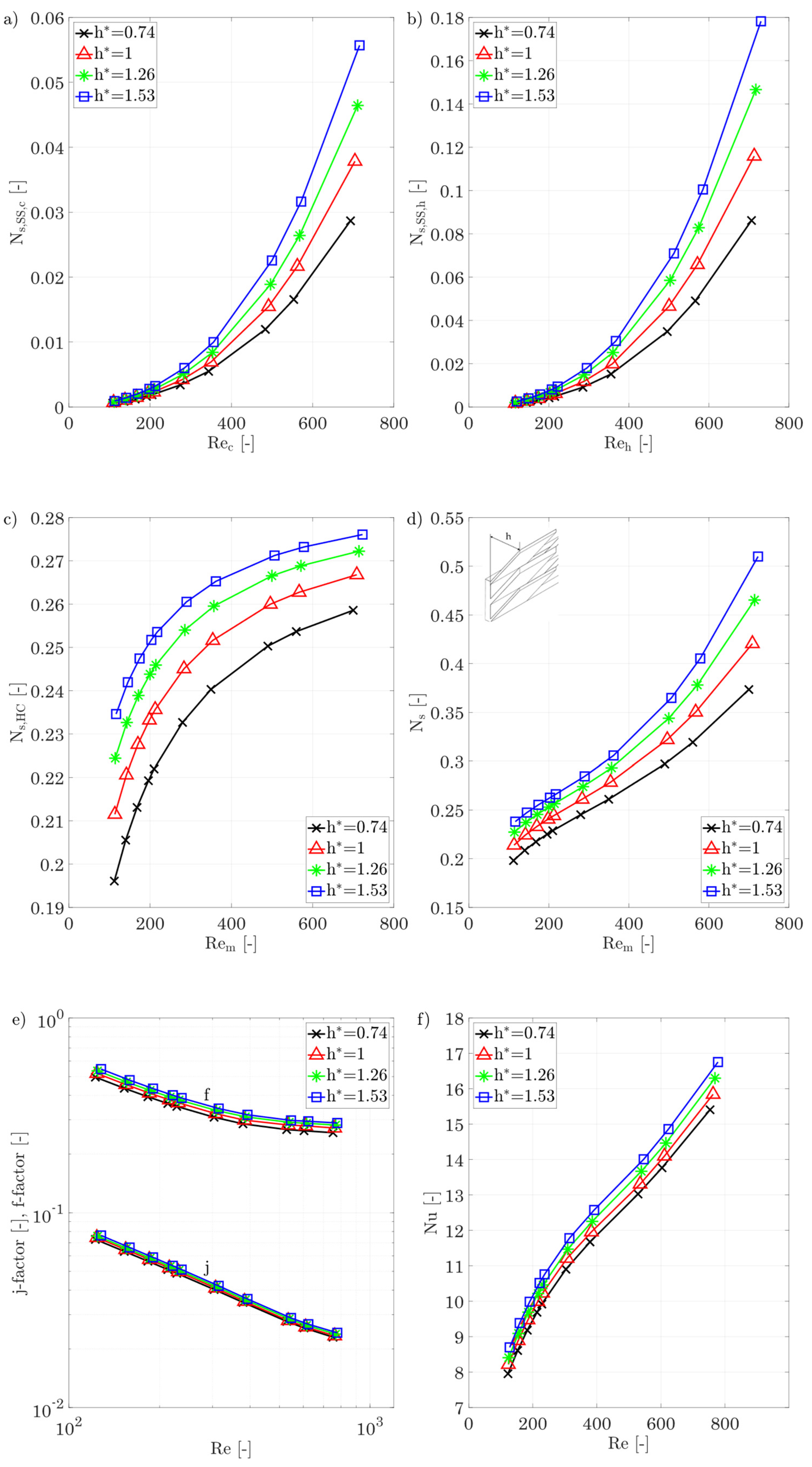
Fin height h*
Figure 17 show the entropy production number for different fin heights, splitting it between hot and cold fluid dissipation by shear stresses and entropy production due to heat conduction. An average Reynolds number of the hot and cold sides is chosen for the irreversible entropy production rate due to heat conduction and the total entropy production number. In general, the entropy production rate increases with increasing Reynolds number. This is due to the strongly increasing dissipation due to shear stresses, which increases by a factor of up to 62 for the cold fluid. The entropy production rate due to shear stresses can be reduced by almost 50% as a result of a reduction in the fin height from h* = 1.53 to 0.74. For the hot side, a similar picture is shown: the entropy production number by shear stresses increases by a factor of 70 between Re = 120 and Re = 730, and a reduction in the fin height leads here to 50% lower entropy production rate due to shear stresses. The hot side shows an increased entropy production rate by a factor of about three compared to the cold side due to the increased mean temperature and the resulting increased velocity. Furthermore, it must be noted that the numerical values given in the diagrams are proportions to the losses in the entropy flux transferred, which means that for the hot side and the largest fin height investigated, almost 18% of the irreversible entropy production is due to shear stresses, while the cold side accounts for about 5.5%. An analysis of the entropy production rate due to heat conduction (which includes the hot fluid, the wall, and the cold fluid) shows a degressively increasing behavior in the Reynolds number range studied for all fin heights. For the largest fin height, the largest entropy production numbers are obtained, although the difference between the fin heights is less strongly flow dependent than is the case for shear stresses.
Based on the total entropy production number, choosing the smallest fin height at the maximum Reynolds number allows for 27.5% lower losses, while the j-factor is reduced only to a small extent. If the Reynolds number is reduced, the differences between the various fin heights are getting smaller.
Figure 17e,f show the plots of the Colburn j-factor, the f-factor, and the Nusselt number for the different fin heights, while keeping the other geometric parameters constant; Equation (10) is again applied for the definition of the hydraulic diameter.
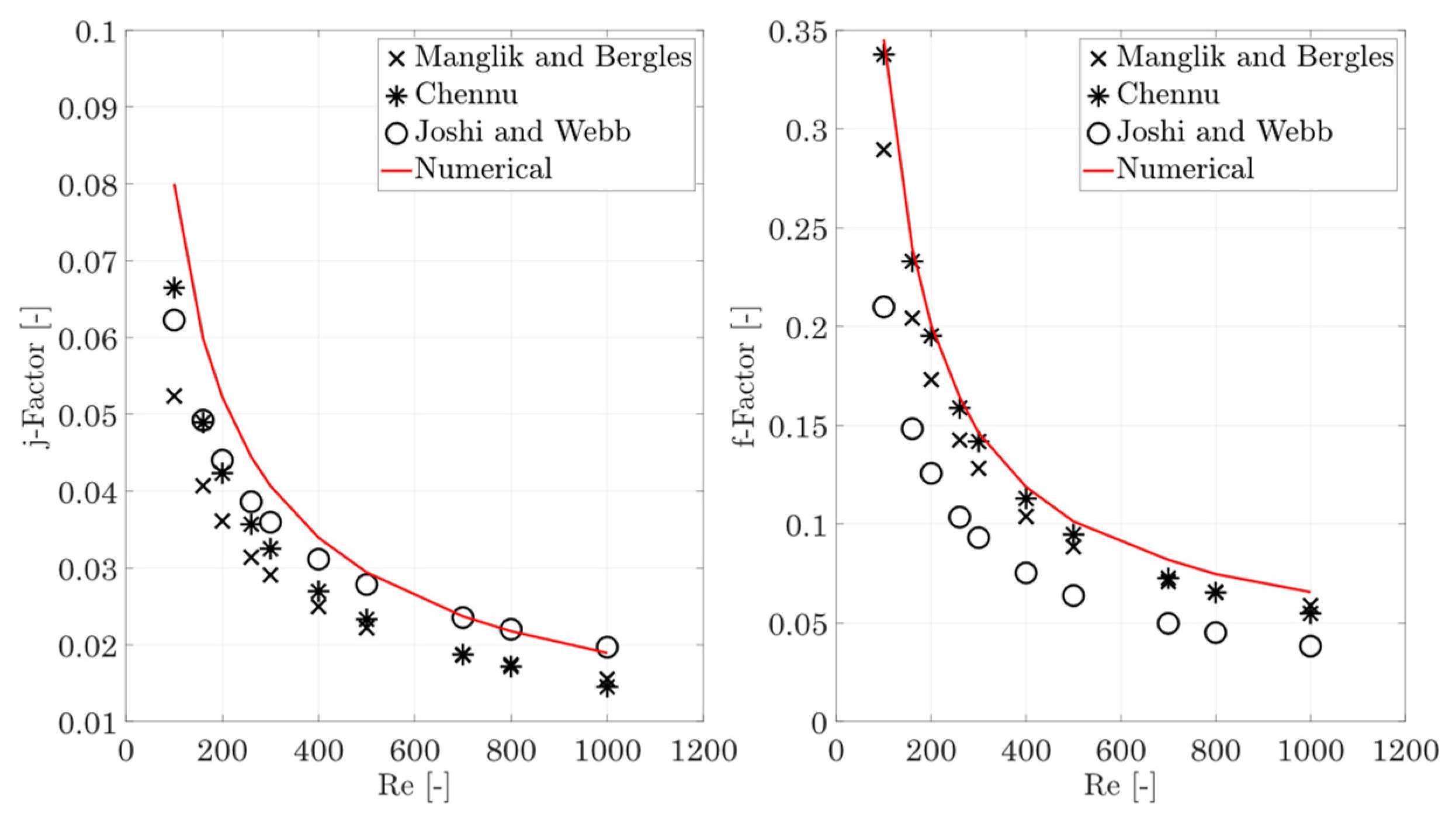
The behaviour shown is also in agreement with the findings of Manglik and Bergles [
36], Chennu, [
39], and Joshi and Webb [
37], according to which both j-factor and f-factor increase with increasing fin height. A comparison with Manglik’s [
36] data also shows that the relative increase in the j- and f-factor for the inclined fins is very similar to the behaviour for straight fins. The Nusselt number only varies by a small extent with different fin heights, but indicates an increasing turbulence, since the slope of the Nusselt number increases again for
.
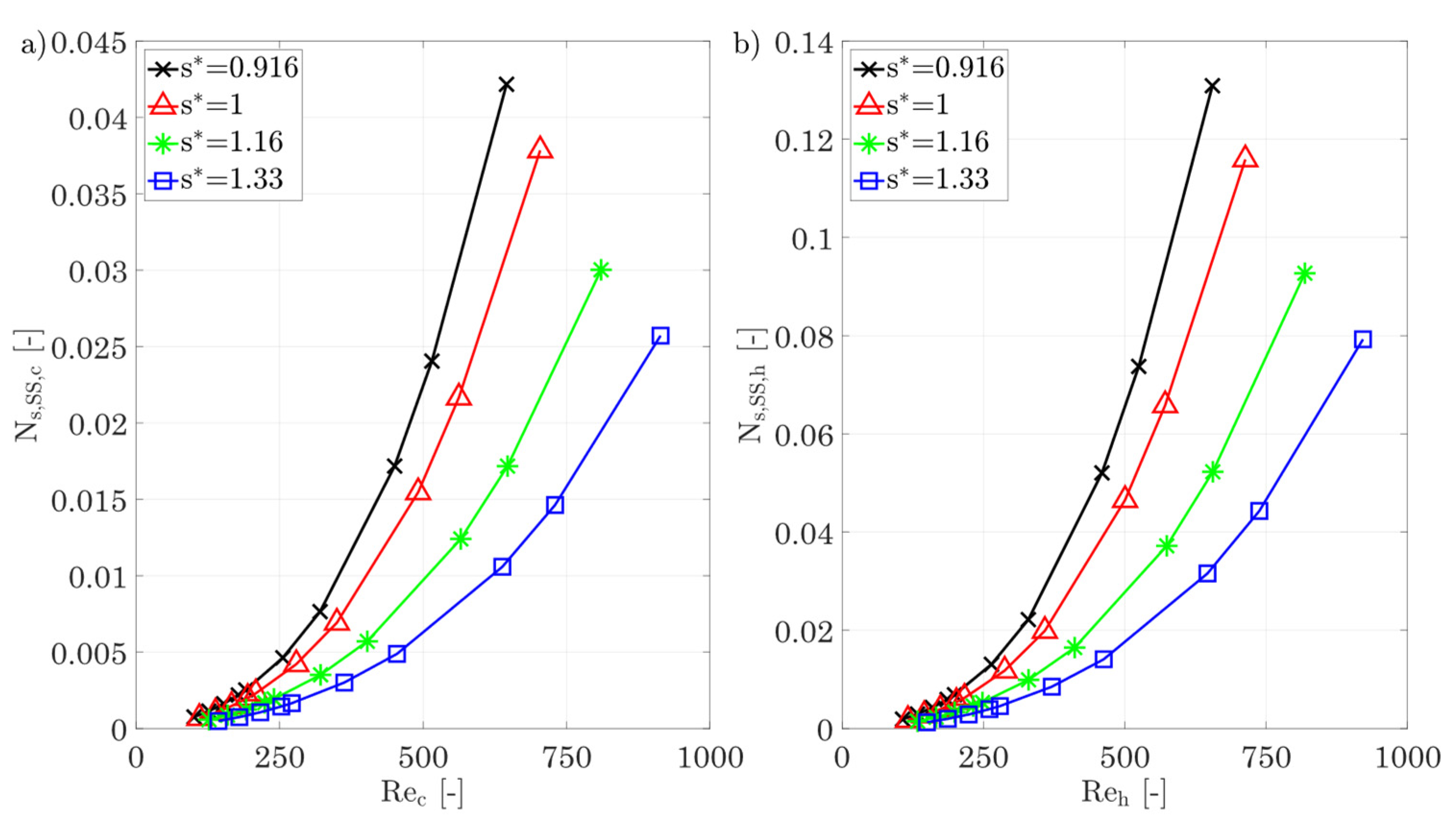
Fin spacing s*
Figure 18 shows the entropy production numbers for different fin spacings and separate them into dissipation due to shear stresses for the hot and cold sides, heat conduction in both fluids and in the wall, and the total entropy production number. The evaluation shows that for increasing fin spacing, the entropy production number due to shear stresses decreases sharply, with the hot side having higher entropy production numbers due to shear stresses, as expected, because of the higher temperature level. Using the hot and cold sides as an example, increasing the dimensionless fin spacing from 0.92 to 1.33 for a Reynolds number of 645 can reduce the entropy production rate due to shear stresses by 77% and 75%, respectively, as the velocity gradients are smaller due to the increased spacing. An analysis of the heat conduction shows that the different fin spacings have a smaller effect on the entropy production number, with the trend again being degressive as the Reynolds number increases.
This is important because the j-factors vary more with variation in fin spacing than it is the case with fin height, but the latter shows a greater variation in entropy production number due to heat conduction. This suggests that the fraction of entropy production rate within the fluid is much smaller than within the wall. This is also plausible that varying the fin spacing does not affect the fin efficiency but varying the fin height does. A look at the total entropy production number of the heat-exchanging section shows that the increases in the entropy production number are almost entirely due to shear stresses. For an entropically favorable parameter selection, larger fin spacings should therefore be chosen, especially in areas of higher temperatures.
Figure 18e,f show the j- and f-factor and the Nusselt number for different fin spacings as a function of the Reynolds number. In contrast to the fin height, there is a stronger dependence on the fin spacing for both the j-factor and the f-factor. The j-factor increases by up to 16% with increasing fin spacing. The f-factor shows a much stronger dependence and decreases from 0.32 to 0.2 at a Reynolds number of about 700. A comparison with the correlations of Chennu [
39] shows an identical qualitative behaviour: with increasing fin spacing, the j-factor increases and the f-factor decreases. The relative change in the j-factor is of the same order of magnitude as that of Chennu’s calculation [
39], but the change in the f-factor is much more pronounced.
The strong decrease in the f-factor and the simultaneous increase in the j-factor can be explained by the inclination angle of the fins. This angle creates a “gusset” in the lower region of the base of the fins, where there is a higher flow resistance due to the surrounding walls. This leads to a deflection of the flow further down into the center of the channel, with the consequence that the thermal boundary layer in the fin root area increases and, thus, the j-factor decreases, while, at the same time, the increased flow velocity in the center causes an increase in the pressure drop and consequently a higher f-factor. If the fin spacing is now increased, the flow cross section increases and reduces the f-factor. Furthermore, this also leads to a reduction in the flow resistance in the lower region of the fin root, which reduces the velocity peaks in the center and further lowers the f-factor, as well as an increase in the average flow velocity at the fin root, which reduces the thermal boundary layer, which consequently increases the j-factor. A closer look at the Nusselt number shows that, for small fin spacings, there is an increasing slope of the Nu number from Re > 500 onwards, which indicates increasing turbulence, similar to the different fin heights.
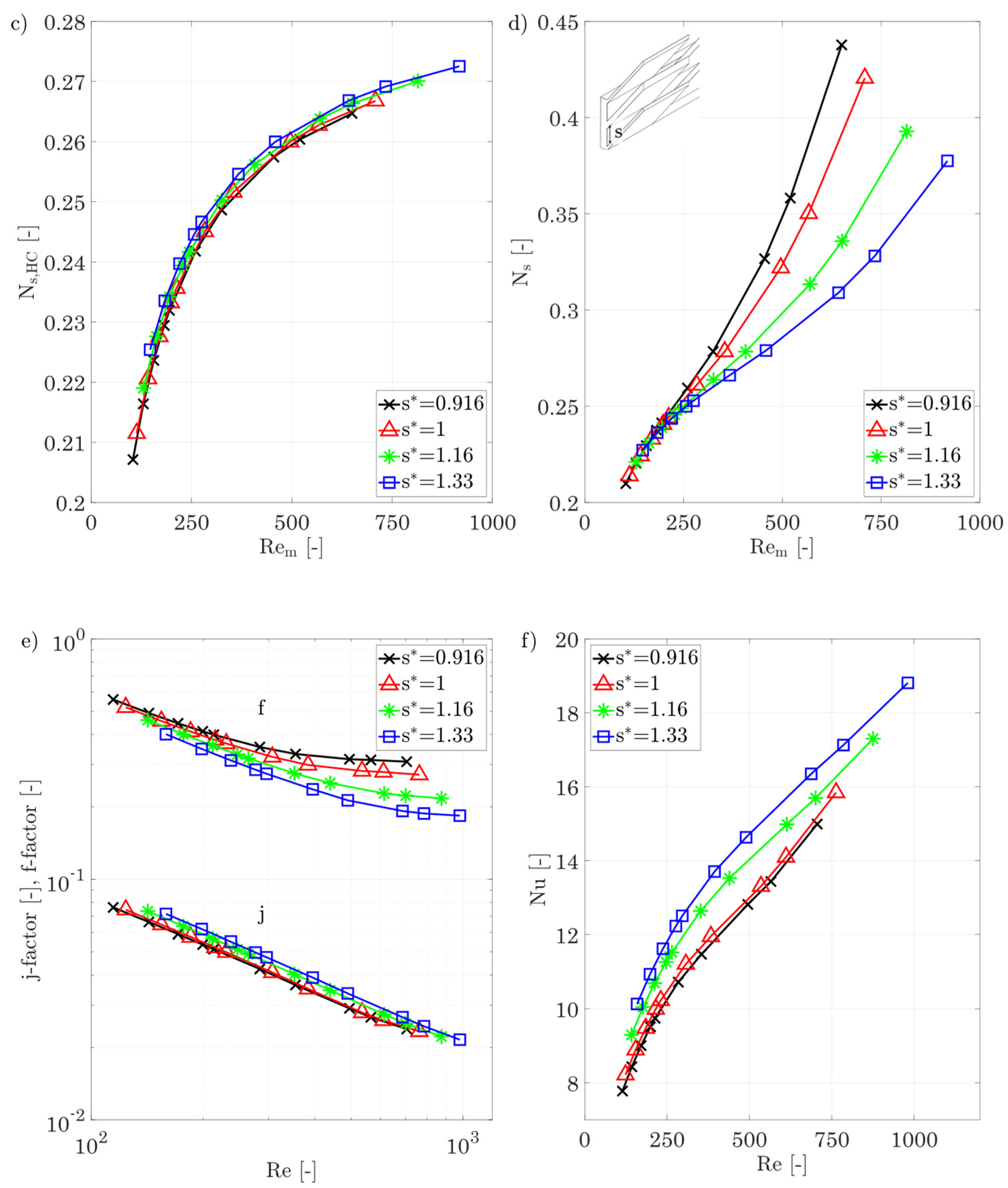
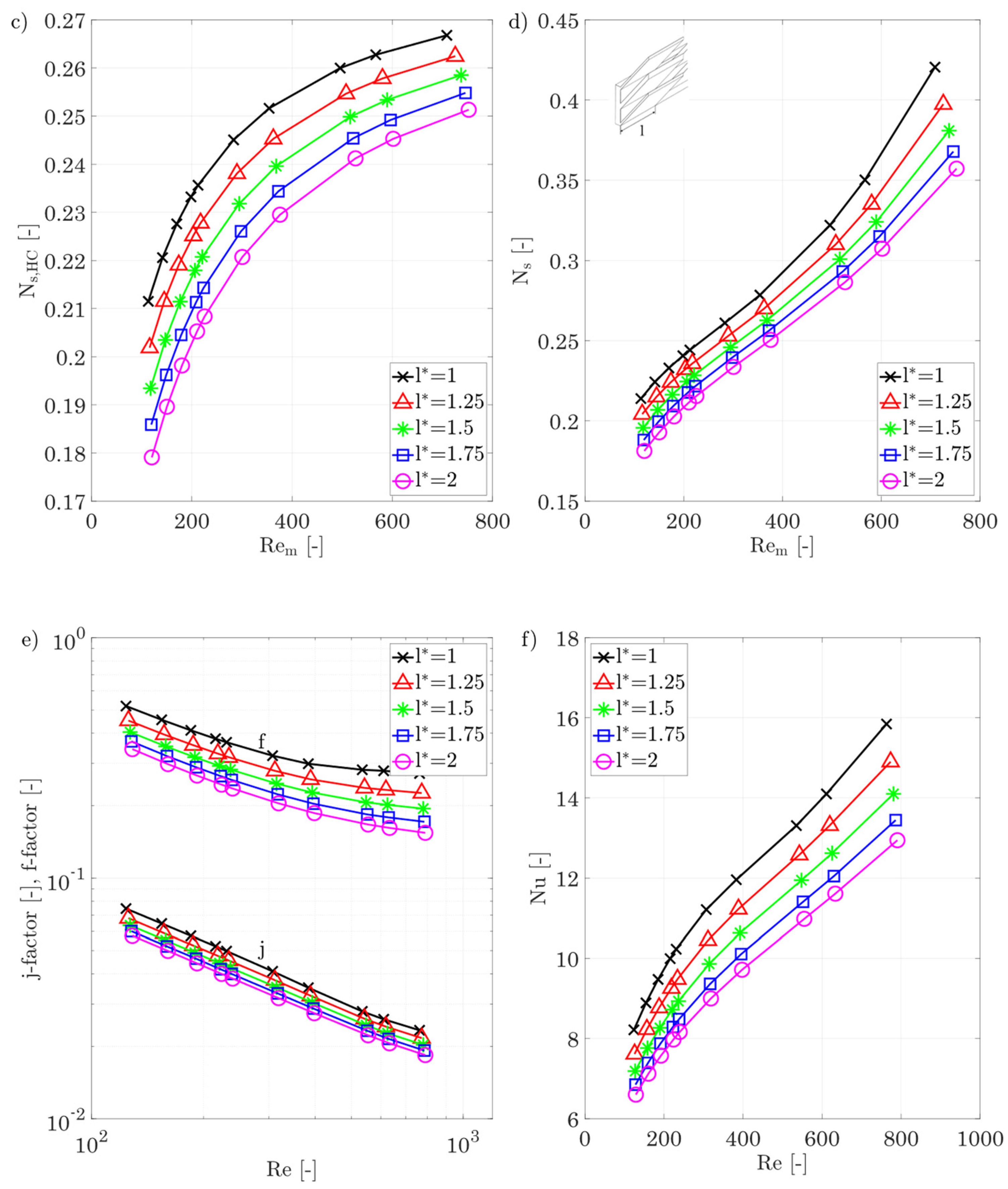
Fin length l*
Figure 19 shows the entropy production number as a result of different fin lengths. Basically, the entropy production decreases with increasing fin length, and this applies to shear stresses in the hot and cold fluids as well as to heat conduction. This can be explained by the decreasing temperature and velocity gradients in the fluid as well as in the wall, see also Equations (22) and (24). As the fin length increases, the fin cross section is increased, which increases the fin efficiency and, thus, reduces the entropy production rate within the fin structures. The total entropy production number shows the lowest scatter to date for varying fin lengths. Therefore, for minimum entropy production rate, a longer fin is recommended.
The j-factor, the f-factor, and the Nusselt number for different fin lengths are shown in
Figure 19e,f. As expected, the Colburn j-factor and f-factor decrease with increasing fin length. This is consistent with the results of both Chennu [
39], Manglik and Bergles [
36], and Joshi and Webb [
37], as the same effects occur. As the fin length increases, the thermal boundary layer increases and reduces the heat transfer, causing the j-factor to decrease. This is also shown by the Nusselt number, whereby doubling the fin length by 50% decreases the Nusselt number by 19%. At the same time, the hydrodynamic boundary layer also grows with increasing fin length, so that the velocity gradients are reduced, which is shown by a reduced f-factor.
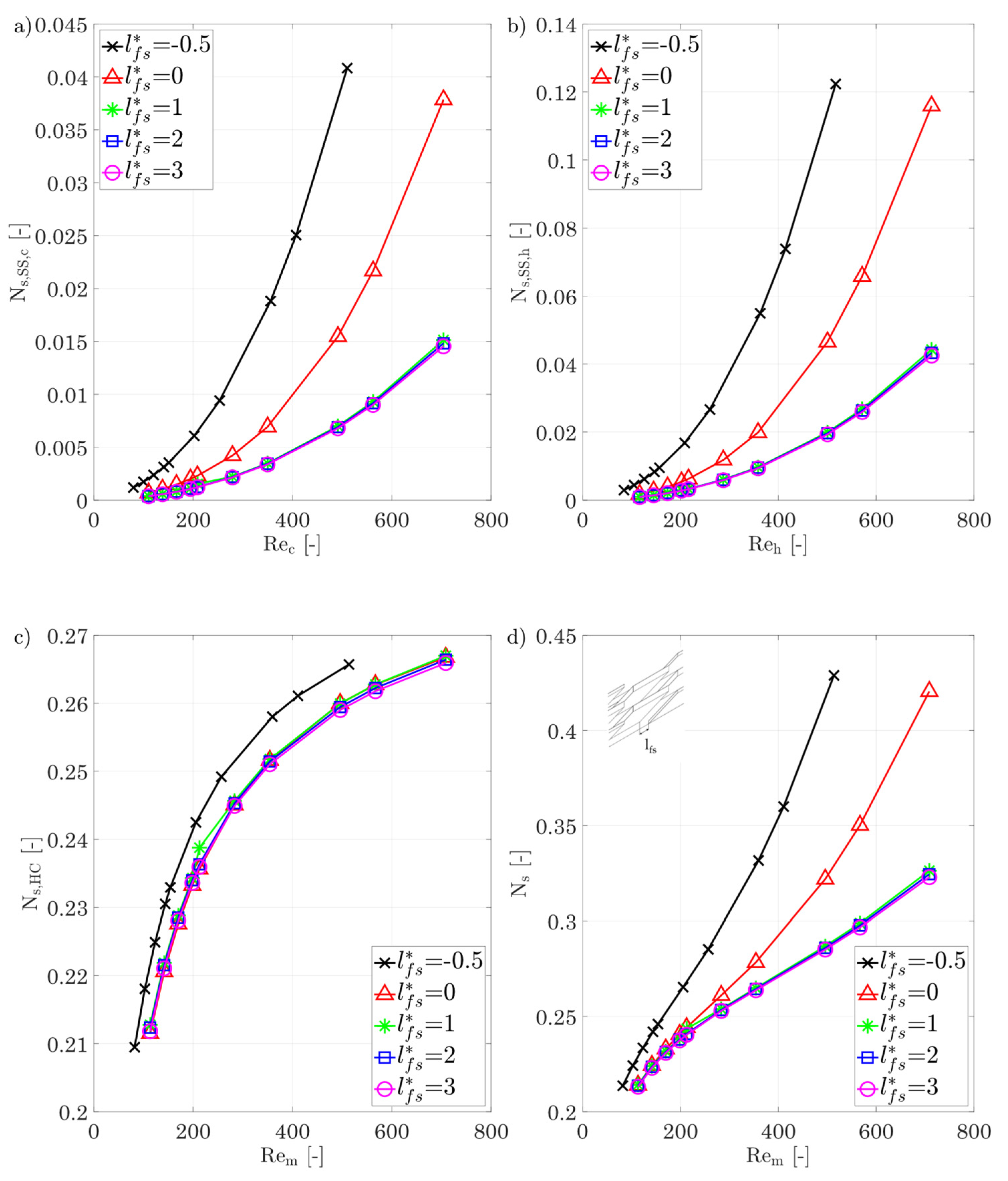
Longitudinal fin displacement lfs*
At last, the longitudinal fin displacement is considered. The variation in this parameter is seldom studied as this is generally associated with increased manufacturing effort using conventional methods. Additive manufacturing allows this parameter to be considered easily, which is why it is included in this investigation. In
Figure 20a–d, the entropy production numbers are shown and, in general, a negative longitudinal displacement leads to a strong increase in the overall entropy production number. In the fluid, this can be explained by the strong increase in the pressure drop, or by the constantly high velocity gradient due to the thin boundary layers, which is shown by high irreversible entropy production rates due to shear stresses. It is interesting to note that a positive longitudinal fin displacement between
shows almost no change in the entropy production number due to shear stresses.
This means that dissipated energy due to shear stresses is reduced at the same amount as the heat flow rate, so an increase in longitudinal fin displacement does not lead to a more efficient heat exchange in terms of shear stresses. The entropy production number due to heat conduction shows, as seen already with the variation in the fin spacing, only a small dependence on the fin longitudinal displacement. This picture is also seen for the total entropy production rate: a positive longitudinal fin displacement of more than one shows almost no further reduction in the entropy production number, which, in connection with the development of the j-factor, is thus of no benefit.
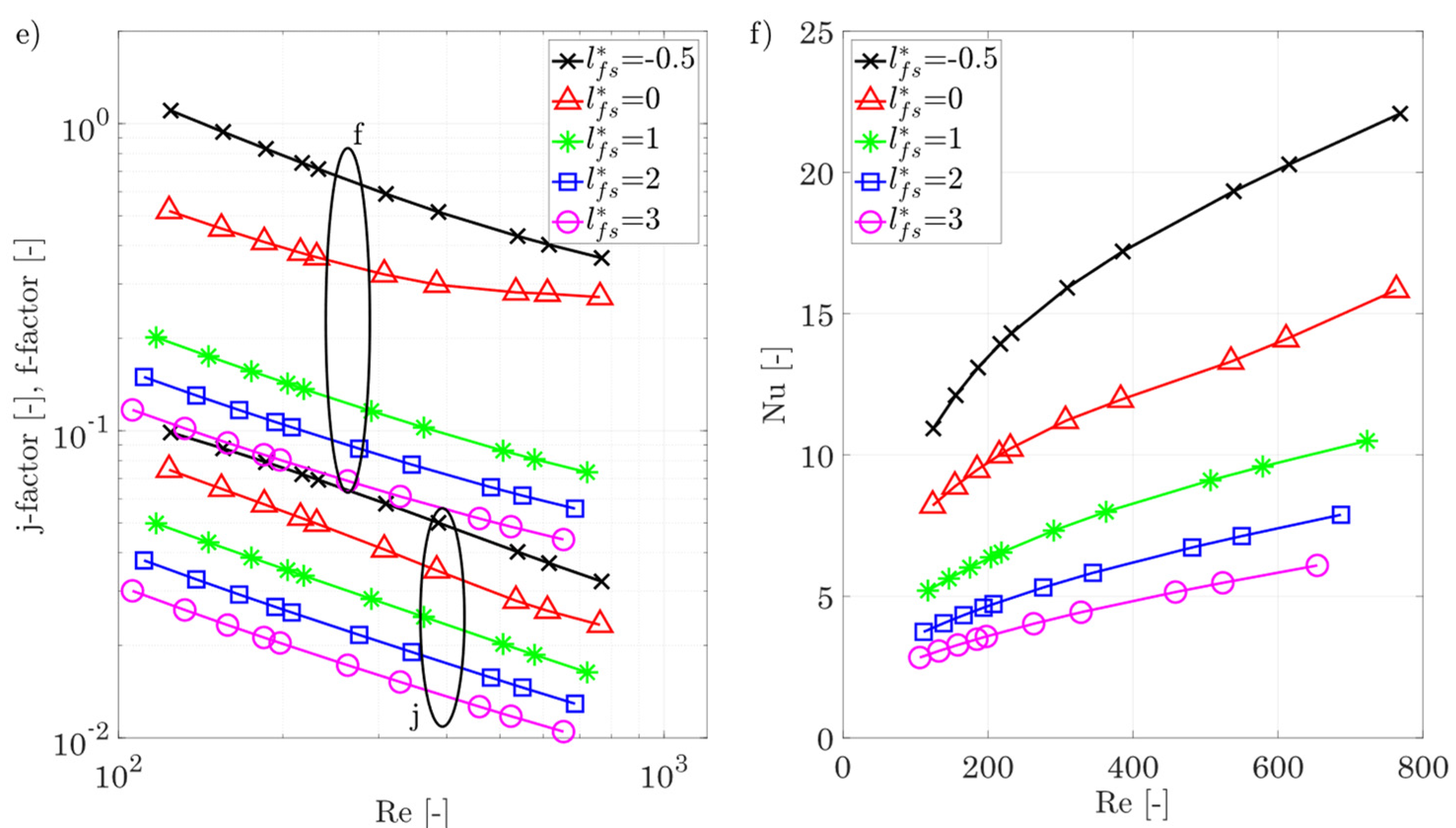
Figure 20e,f show that the j-factor and the f-factor are influenced strongly by the fin displacement. This parameter offers the greatest adaptability to heat transfer and pressure drop to reach the desired conditions to date. This can be explained by the fact that the boundary layers forming are constantly broken up and reformed, which leads to thin thermal boundary layers and high velocity gradients, resulting in high j-factors and f-factors. Further positive longitudinal displacement then shows a further reduction in the j-factor due to the increasing regions of thick boundary layers between the fins, while the relative reduction in the f-factor becomes progressively smaller. The Nusselt number can be increased by almost a factor of four when decreasing the longitudinal gap between two fin rows from 3 to −0.5.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}