1. Introduction
Rapid solidification offers advantages over conventional metallurgy processes to develop alloys with specific functional properties following the increasing demand for high performance materials [
1–
3]. A refined microstructure, structural and chemical homogeneity and extension of solid solubility are some of the unique features achieved through rapid solidification [
4,
5]. Normally, cooling rates of 10
6–10
8 K/s are employed in this process, which are values much higher than the cooling rates applied for conventional solidification processes,
i.e., rates of 10
2 K/s or less. Therefore, the rapid solidification of alloys by the melt-spinning process can lead to better mechanical properties compared to those obtainable by conventional casting [
5]. In the case of Heusler-based ferromagnetic Ni-Mn-X (X = Sn, In, Ga, Sb) alloys, many attempts have been made to produce rapidly solidified forms. That is due to their extensive applications in the magnetic refrigeration, aerospace, and automotive industries [
6]. In particular, these alloys have the ability to undergo a reversible first-order martensitic transformation (FOMT) from a high-temperature cubic austenite phase to a structurally martensite phase [
7,
8]. FOMT takes place by the diffusionless shearing of the parent austenitic phase. By lowering the temperature, a cubic high temperature parent austenite phase transforms into a tetragonal, orthorhombic, or monoclinic martensite, depending on the composition and manufacturing conditions. Likewise, martensite can be also modulated (10M or 14M). The complex behavior exhibited by non-stoichiometric Ni-Mn-Sn Heusler alloys is due to the strong coupling between magnetism and structure. These alloy systems form an interesting class of materials because of the reported large magnetocaloric effect due to their high entropy [
9]. A specific feature of these alloys is that the saturation magnetization is greatly reduced (or becomes almost zero) for temperatures over the structural transformation point from austenite to martensite [
10,
11]. Recently, some interesting reports on the physical properties of Mn-Ni-Sn Heusler alloy have been published. Coll
et al. [
12] found that Mn-Ni-Sn alloys are fully single-phase with a cubic structure austenite phase at room temperature and this thermally transforms into structurally modulated orthorhombic martensite upon cooling. Martensitic transformation in rapidly solidified Mn
50Ni
40In
10 alloy ribbons was first reported by Sanchez
et al. [
13]. For technological application it is important to develop alloys with the martensitic transformation temperatures around a desired temperature, for instance room temperature. It is also necessary to improve their entropy values for applications such as magnetic refrigeration. On the other hand, extensive research, including computer modeling, have propelled the understanding of martensite; the average grain size of a polycrystalline shape memory alloy have been correlated with martensitic transformation temperature M
s [
14–
16]. In other works this correlation is less considered,
i.e., in the case of Ni-Mn-X alloys (X = Sn, In, Sb), three factors to which M
s has been mainly related were reported: the number per unit volume of nucleation-related defects characteristic, the probability of nucleation of the martensite phase in the austenite matrix and that the chemical free energy overcome the free energy to initiate the crystalline transformation [
14–
16]. Rapid solidification techniques such as melt-spinning are effective for obtaining single-phase alloy ribbons in the Ni
50Mn
50−xSn
x system [
17,
18]. Mn-rich alloys of the Mn-Ni-(In/Sn) system hold the promise for higher saturation magnetization owing to their higher Mn content [
19].
On the other hand, no detailed information about the effects of the solidification parameters on the thermodynamics (entropy, enthalpy) and microstructure (crystalline structure, grain size) in the melt-spun Mn49.3Ni43.7Sn7.0 alloys are available in the present literature. Therefore, ribbons of the same Mn49.3Ni43.7Sn7.0 composition were produced under different melt spinning conditions in order to check the influence on their entropy and characteristic transformation temperatures. We also have analyzed the microstructure of the ribbons, and for these purposes, scanning electron microscopy (SEM), X-ray diffraction (XRD) and differential scanning calorimetry (DSC) investigations have been carried out on the ribbons produced by melt-spinning.
2. Experimental procedure
Polycrystalline Mn-Ni-Sn alloy ingot was prepared by arc melting high purity (99.99%) elements under an argon environment in a water-cooled copper crucible. The ingot was melted three times to ensure a good homogeneity. Next, the ingot was melt-spun on a rotating copper wheel set at different processing parameters: linear wheel speed (30 or 48 ms−1), injection overpressure (900 or 400 mbar) and distance between wheel and injection quartz crucible (1.5 or 3 mm). The as-spun ribbon samples obtained under different parameters were labelled R1 (30 m/s, 400 mbar, 3 mm), R2 (48 m/s, 400 mbar, 3 mm), R3 (48 m/s, 400 mbar, 1.5 mm) and R4 (48 m/s, 900 mbar, 3 mm), respectively.
Thermal and structural analyses were performed by applying several techniques. Scanning electron microscopy (SEM) investigations were carried using a DSM 960A microscope operating at 30 kV and linked with an energy dispersive X-ray spectrometry (EDX) device (Carl Zeiss, Oberkochen, Germany). X-ray diffraction (XRD) analyses were performed at room temperature with a D500 X-ray powder diffractometer using Cu-K
α radiation (Siemens, Berlin and Munich, Germany). The structure of samples is refined by applying Jana software (Jana 2006, Jana, Praha, Czech Republic) [
20]. Thermal analyses were performed by differential scanning calorimetry (DSC) using a DSC830 calorimeter (Mettler Toledo, Greifensee, Switzerland) with a heating/cooling rate of 10K/min under argon atmosphere in a temperature range of 350–600 K.
3. Results and Discussion
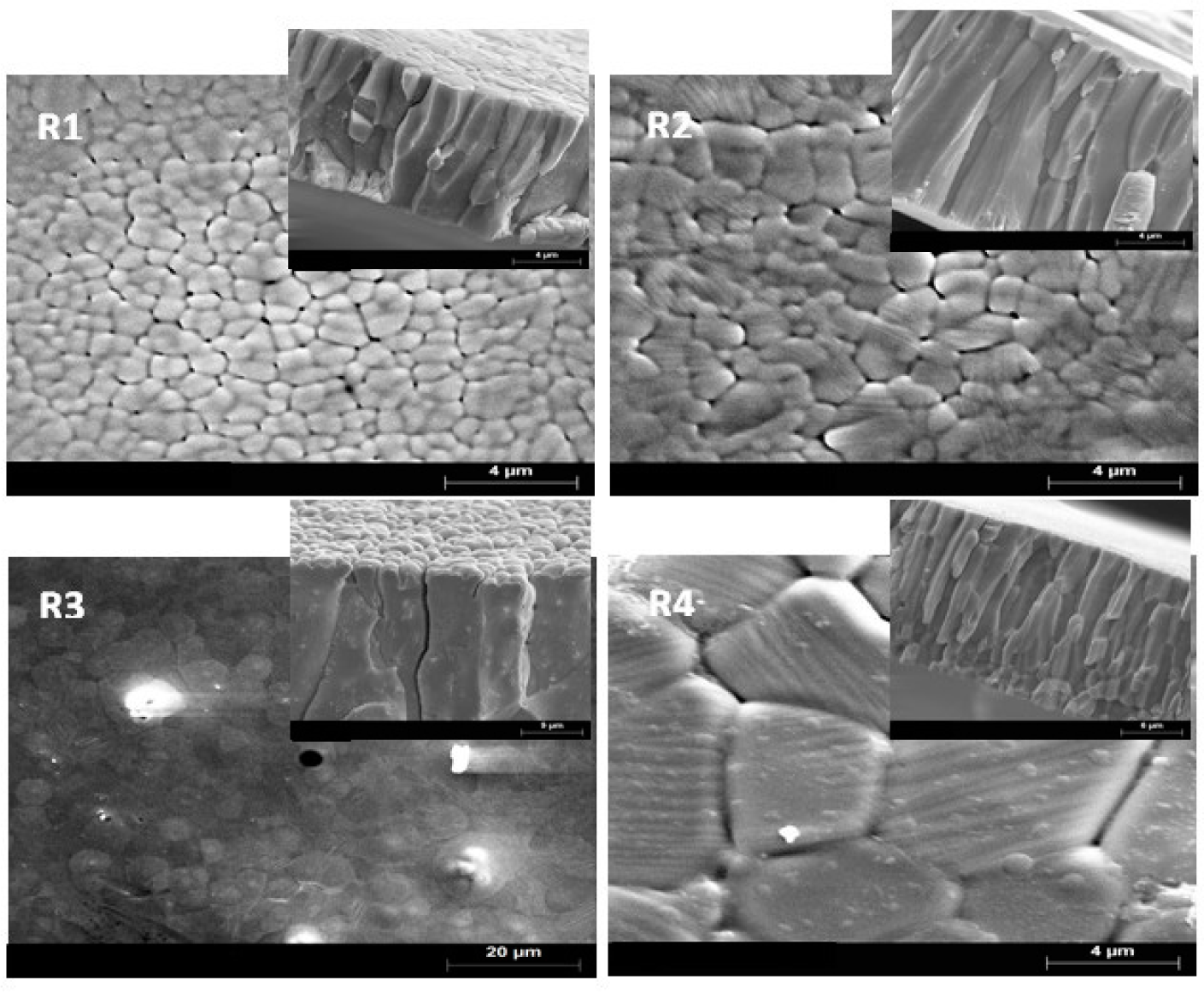
SEM micrographs showed differences in the thickness and grain size, which seem to be influenced by the processing parameters.
Figure 1 shows the SEM micrographs of the free surface and fracture morphology (insets) of the various Mn
49.3Ni
43.7Sn
7.0 ribbons: (a) R1, (b) R2, (c) R3 and (d) R4.
Table 1 also lists the chemical compositions obtained by EDX measurements. From EDX analysis, the average composition of the four alloys is Mn
49.3Ni
43.7Sn
7.0. The standard deviation obtained for the elemental chemical composition (as determined by EDX) was 0.4–0.6 at% for Ni, 0.4–0.6 at% for Mn, and 0.3–0.5 at% for Sn. One parameter used to characterize magnetic shape memory alloys is the electron-to-atom ratio (e/a) that is calculated using the electron concentration of the outer shells for each element of the Ni-Mn-Sn alloy. The number of electrons per atom (e/a ratio) for Ni, Mn, Sn atoms are 10(3d
8, 4s
2), 7(3d
5, 4s
2) and 4(5s
2, 5p
2). The following expression is used to calculate e/a ratios as described in detail in [
14]:
The calculated average grain size <d> in the free surface for heat-treated ribbons is also listed in
Table 1. It can be noted that the effect of rapid solidification on the thickness and grain size varies with the different parameters used. For R1 and R2, the main difference between the samples is the linear speed on the wheel surface. Although usually the particle size has no significant dependence on cooling rate [
21,
22], the cooling rate is so high that the grain growth kinetics are limited by the rate of crystallization. The increasing of the wheel surface speed from 30 to 48 ms
−1 results in the decrease of the ribbon thickness from 15.5 to 10 μm. These results are in reasonable agreement with those obtained by Tkatch
et al. [
23]. For ribbon R3, small equiaxed grains were found to crystallize in a thin layer on the wheel side. In addition, columnar grains growth along the solidification axis. The grains are as large as the thickness of the strip allows. The highest thickness was found in samples R3 and R4. The longer axis of the columnar grains tends to be aligned perpendicularly to the planar tape surface.
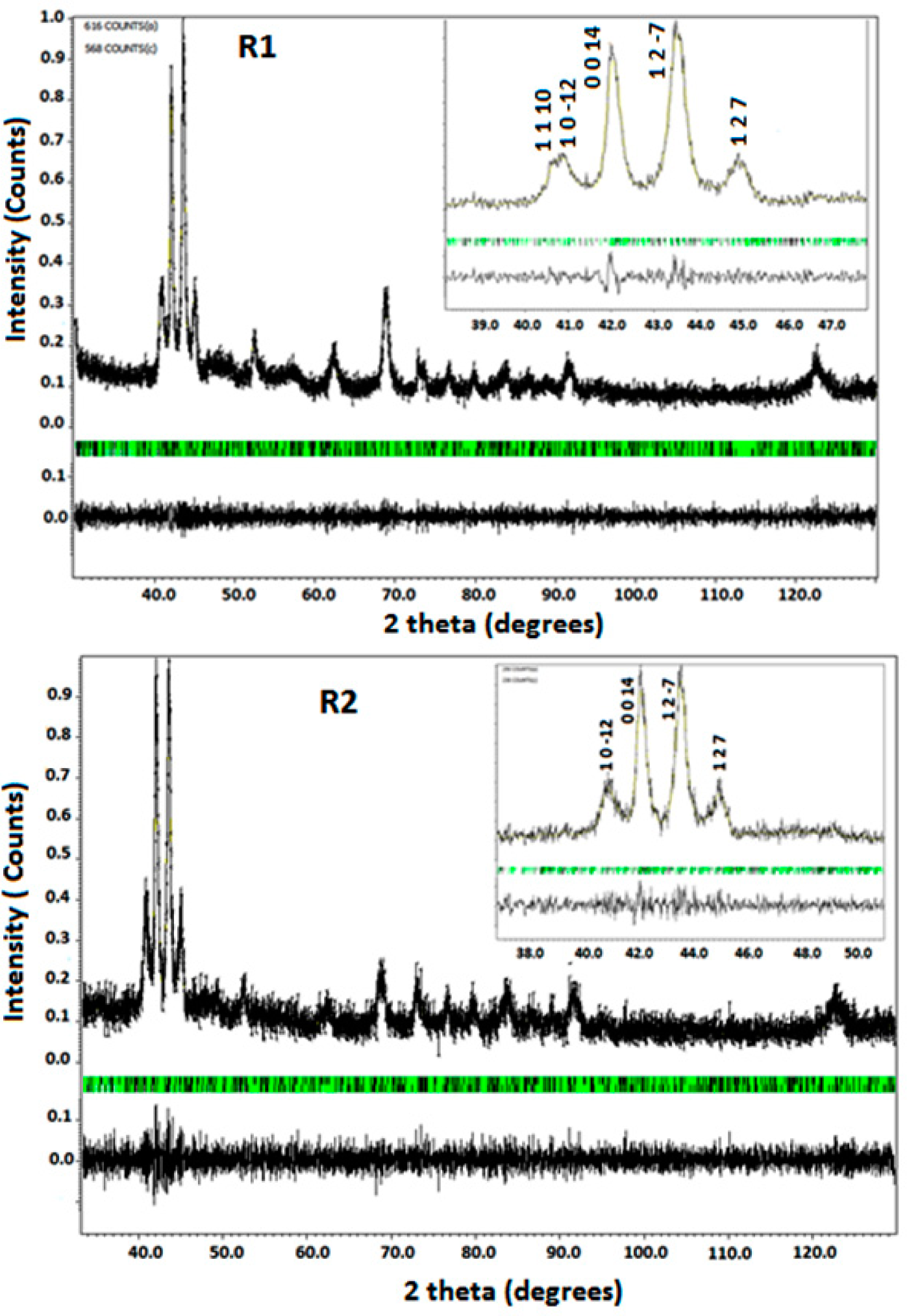
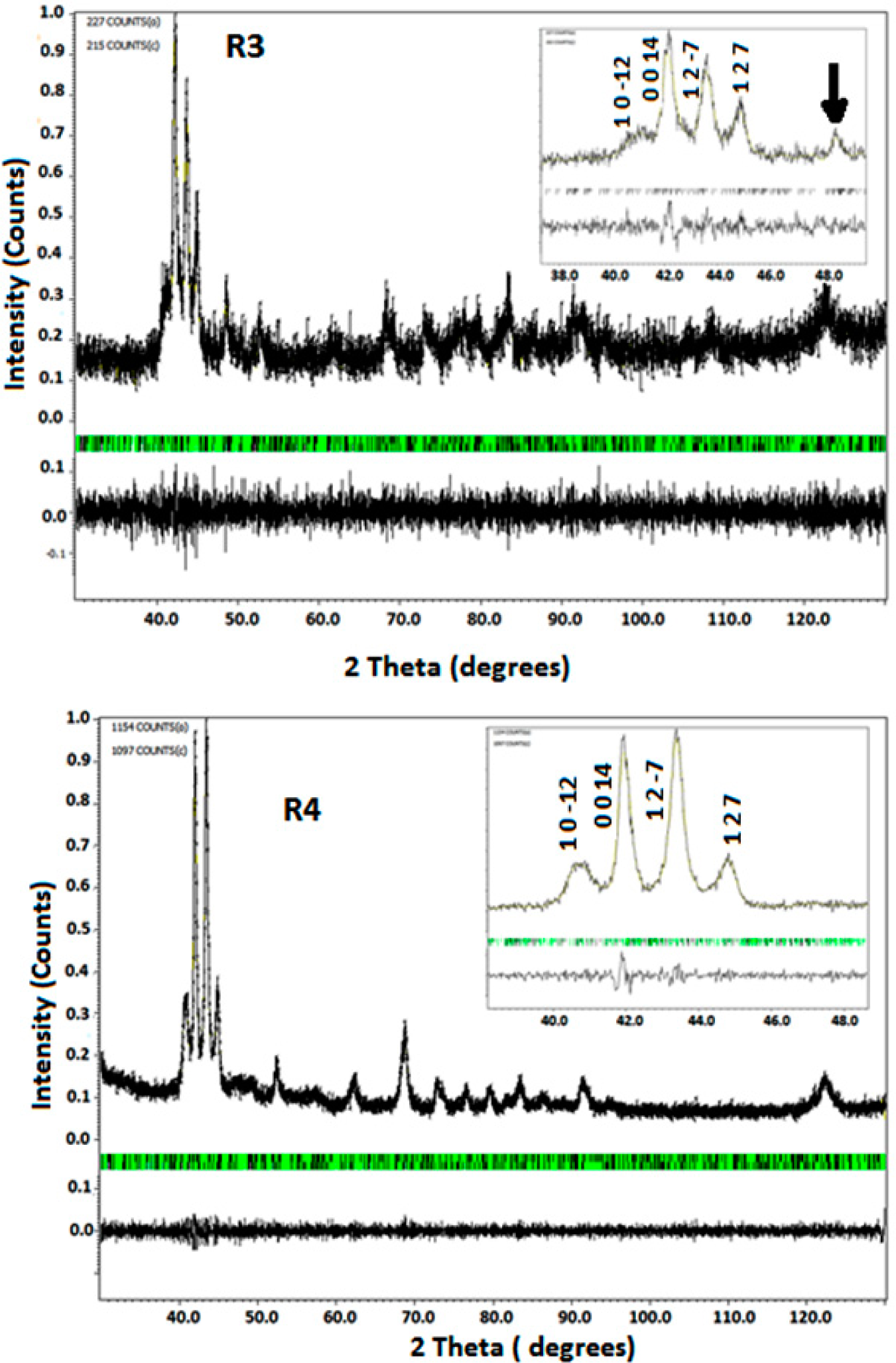
Figures 2 (samples R1 and R2) and 3 (samples R3 and R4) show the room temperature XRD patterns. All the diffraction patterns were successfully indexed and identified with the monoclinic structure using Rietveld analysis via the Jana software. All the alloys were single-phase (
i.e., there were no secondary phases detected). The structure of the samples was of nearly the same pattern except for small differences in the peak intensities and angles. These results are consistent with electron microscopy observations of the martensitic structure.
The lattice parameter for samples R1, R2, R3, and R4 are listed in
Table 2. These parameters are in good agreement with those previously reported for melt-spun ribbons of close chemical composition [
9,
10]. In our work, the differences in the lattice parameters and volume between samples are small (e.g., <1%). suggesting that the possible change in M
s is not linked to the change of Mn-Mn interatomic distance. The fitting parameter R
p values are 0.0918, 0.127, 0.0815 and 0.09 for samples R1, R2, R3 and R4 respectively. The diffraction peaks are broad probably due to: (a) crystallographic defects and (b) inhomogeneity of the samples. It is known that annealing favors both: (a) improvement of the homogeneity and (b) diminution of crystallographic defects. Furthermore, the difference of the peaks intensity is due to anisotropy and texture effects favored by the columnar grains microstructure of the ribbons.
The Rietveld analyses (
Figures 2 and
3) show additional peaks alongside the main reflections indicating the presence of structural modulation and the structural distortion due to modulation is considered incommensurate. Nevertheless, the values of the modulation vector q are close to commensurate ratio 3/7 (0.42857). Thus, only short atomic displacements from commensurate modulation were found. The main difference with 3/7 is obtained in sample produced by increasing the injection overpressure (R4). This sample has also the lower volume.
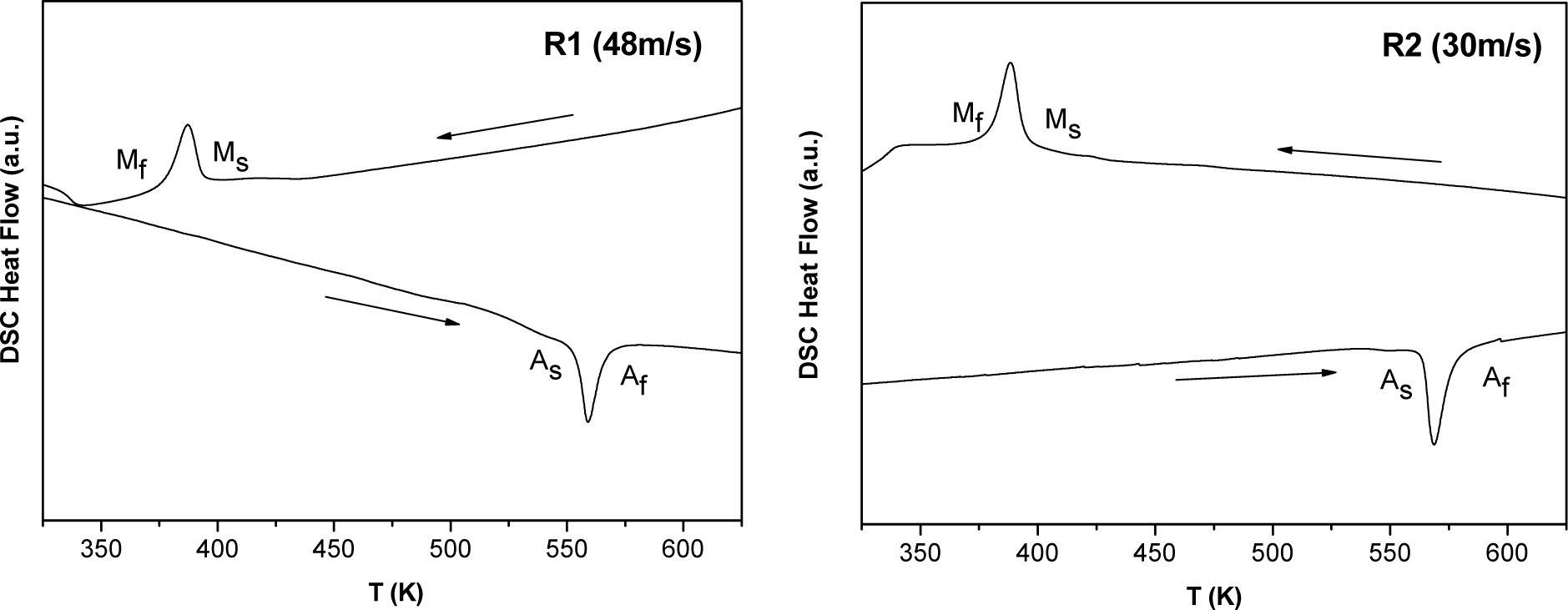
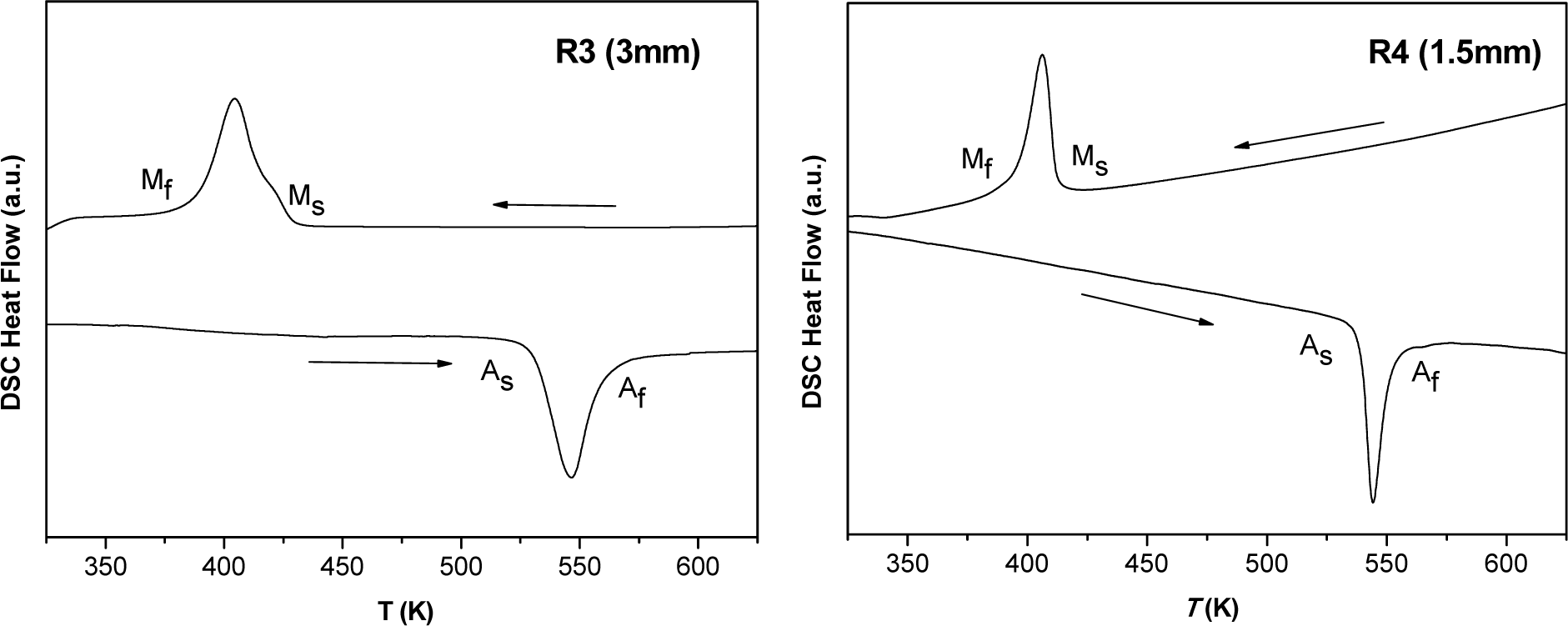
Figures 4 and
5 show the DSC heating and cooling curves of Mn
49.3Ni
43.7Sn
7.0 melt-spun alloy ribbons. The characteristic transformation temperatures at which martensite start and finish (M
s and M
f) and austenite start and finish (A
s and A
f) are collected in
Table 3. The hysteresis is due to the increase of the elastic and surface energies during the martensite formation. Thus, the nucleation of the martensite implies supercooling. The transformation region can be also characterized by the martensite transformation temperature
T0: the temperature at which the Gibbs energies of the martensitic and parent phases are equal.
The thermodynamic equilibrium condition is: ΔG = 0 =ΔH −
T0ΔS. It follows that
T0 = ΔH/ΔS. Thus,
T0 increases (decreases) if ΔH increases (decreases) and/or ΔS decreases (increases):
To values are 490 K, 482 K. 483 K and 499 K for alloys R1, R2, R3 and R4 respectively.
Usually the heat exchange, Q, of the transformation determined as the area of the DSC peak is defined as the enthalpy change, ΔH, of the transformation. Thus, the entropy (ΔS) and enthalpy (ΔH) changes in the structural transformations are calculated from calorimetry data using the relationships:
and:
where
Ti and
Tf are the temperature limits of integration.
Nevertheless, recent works take into account that heat exchange, Q, during the transformation process is not exactly equal to the change in enthalpy, ΔH, of the transformation [
24]. The difference between Q and ΔH is determined by the contribution of: (a) the elastic energy E
el and (b) the irreversibly dissipated energy W
d:
One approach to determine both parameters (E
el and W
d) is to establish their relation with the characteristic temperatures of the reversible transformation. For practical purposes, a good estimation of both terms can be made in accordance with reference [
24]:
and:
Transformation temperatures (A
s, A
f, M
s, M
f) and heat exchange are determined from DSC scans. From
Equations (5)–
(7) the following four parameters are unknown: ΔH, ΔS, E
el and W
d. By combining previous equations with the thermodynamic equilibrium conditions it is possible to determine the relative fraction of E
el and W
d from the enthalpy of the transformation: E
el/ΔH and W
d/ΔH. For ΔH we use the average between cooling and heating data.
It is found that the characteristic transformation temperatures are very sensitive to the production conditions. For example, the ribbon produced with the lowest linear wheel speed (R1) has also the lowest values of the Eel and Wd terms. In addition, by increasing the wheel linear speed, both values increase. Thus, the melt spinning processing parameters influence more the microstructure (grain size) and the transformation temperatures than the crystallographic structure.
The e/a ratio is also considered a factor that affects the start temperature of the martensitic transformation, M
s [
12,
13]. Nevertheless, EDX results given in
Table 1 indicate that the e/a parameter does not change significantly. However, at this stage we must also consider that EDX allows the determination of the elemental chemical composition with an accuracy of 0.1 at% and how this uncertainty modifies the resulting M
s value. Assuming a difference in the Mn (or Ni) content of ±0.1 at% and given the nearly linear (e/a) dependence of the M
s temperature given in [
6]. We obtained that M
s only varies by ±2 K. Thus, changes in thermal behavior are probably controlled by small microstructural changes due to different processing conditions. It is known that the atomic order of the austenitic parent phase influences the transformation temperatures. For example, the disorder between Mn and Ga atoms in Ni
2MnGa alloy diminishes M
s about 100 K [
25]. Likewise annealing favors microstructural changes as the transition from B2 to L2
1 or the improvement of the chemical homogeneity of the alloy. Furthermore, with proper annealing the temperature range of transformation is narrower [
26].
Table 3 shows than the fraction of ΔH that remains in the system as elastic energy is smaller (<4.4%) that the fraction of ΔH associated to dissipated energy (between 26.5% and 36.3%). It is not found a general relation between both values and the transformation characteristic temperatures. Similar values for the entropy are obtained in samples R2, R3 and R4 whereas the value is lower in sample R1. This effect can be explained by the fact that this sample was produced with the lowest wheel speed. This effect reduces the temporal relative amount of material in contact with the wheel during first stage of solidification and the subsequent high heat transfer needed for rapid solidification. High entropy and low dissipated fraction are found in samples R3 and R4, whereas the highest elastic energy fraction corresponds to sample R4 (the highest injection overpressure). It is obvious that the thermodynamic parameters can be modified by altering melt spinning conditions. Nevertheless, a thermodynamic approach is not enough to explain the sample behavior. From the microstructural point of view, the main conclusion is that small grains have a stabilizing effect in the austenitic phase increasing thermal hysteresis, probably because they limit the volume of the individual martensite variants [
15,
24]. Consequently, in our work it was found that thermal hysteresis is lower/higher in samples with higher/lower grain size and thickness (R3 and R4 / R1 and R2). It was also reported [
18] a relation between the density of dislocations, ρ, and the diameter of the martensitic grain: ρ = 1 / <d>. Thus, the control of the production conditions is necessary to modify both the microstructure and the thermal behavior (transformation temperatures and entropy).

 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}