
A Review on Dry Anaerobic Digestion: Existing Technologies, Performance Factors, Challenges, and Recommendations

 ,
,  ,
,  and
and
Abstract
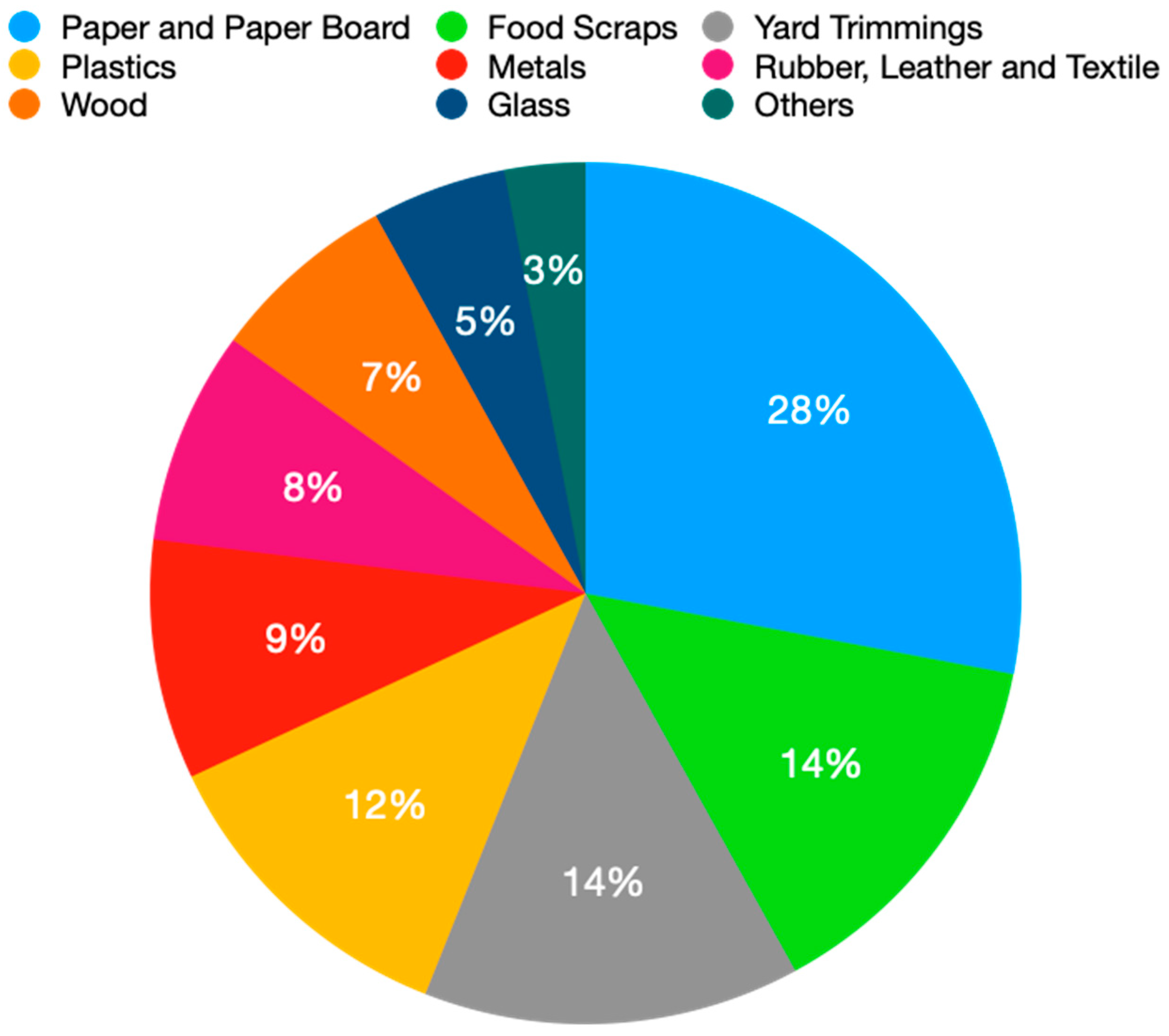
:1. Introduction
2. Dry Anaerobic Digestion Technologies for OFMSW
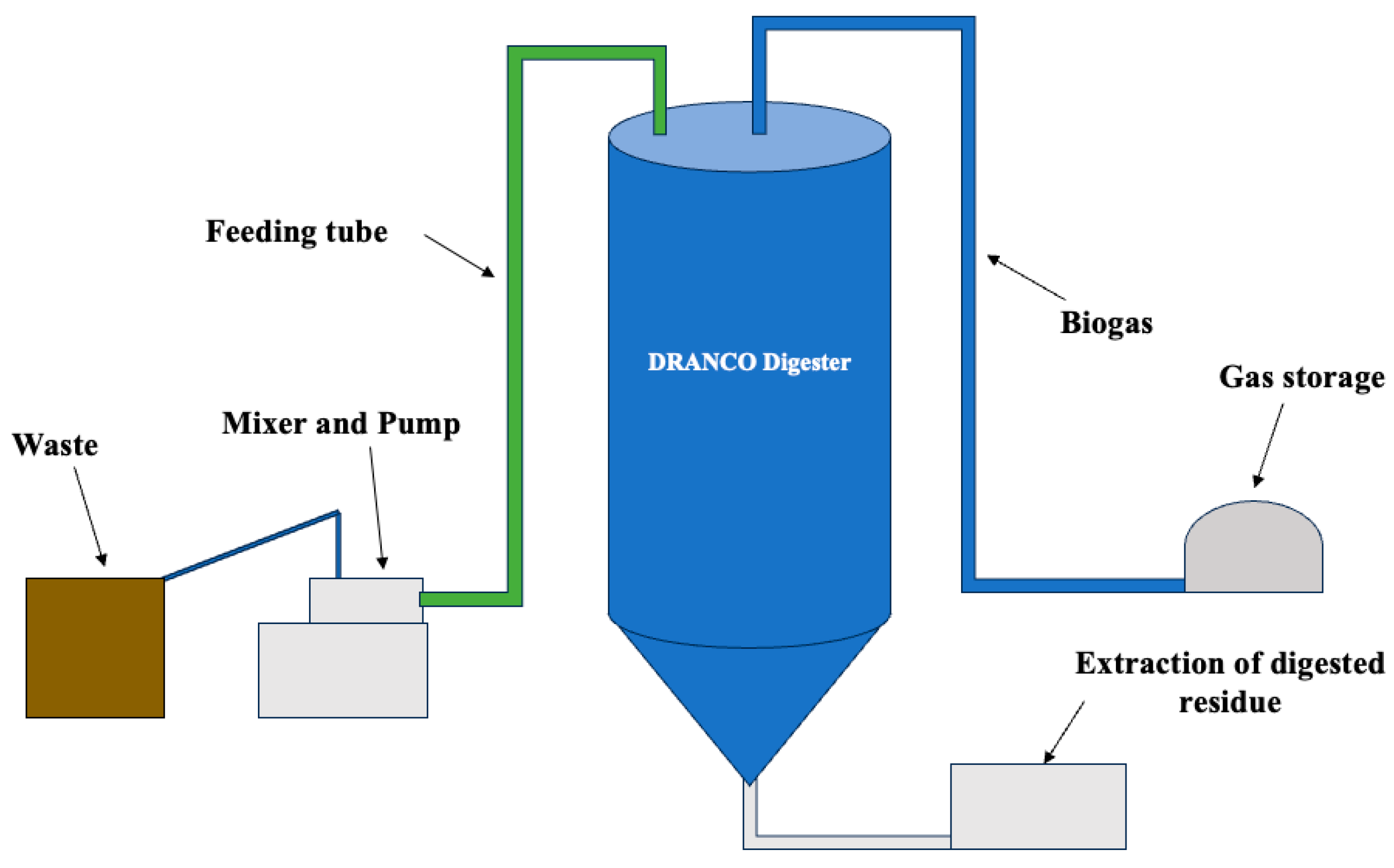
2.1. Dranco
2.2. Valorga
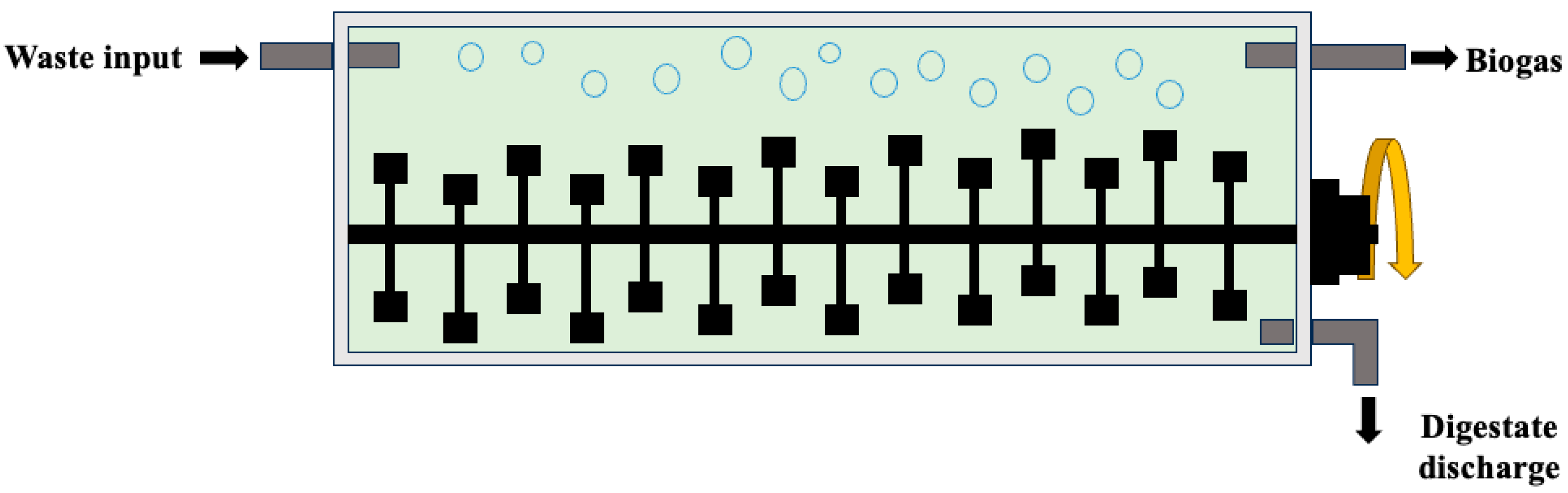
2.3. Kompogas
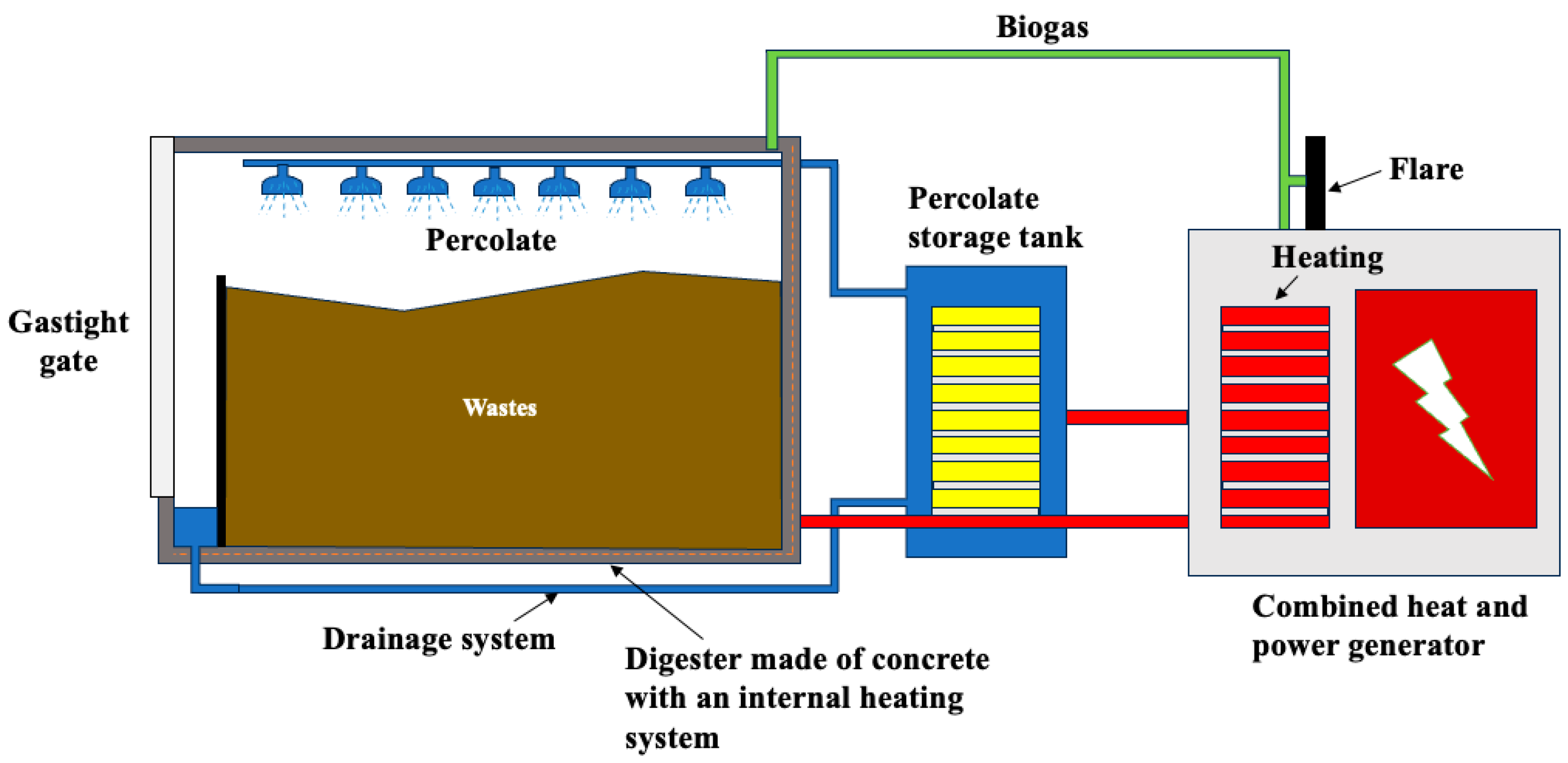
2.4. Bekon
2.5. Aikan
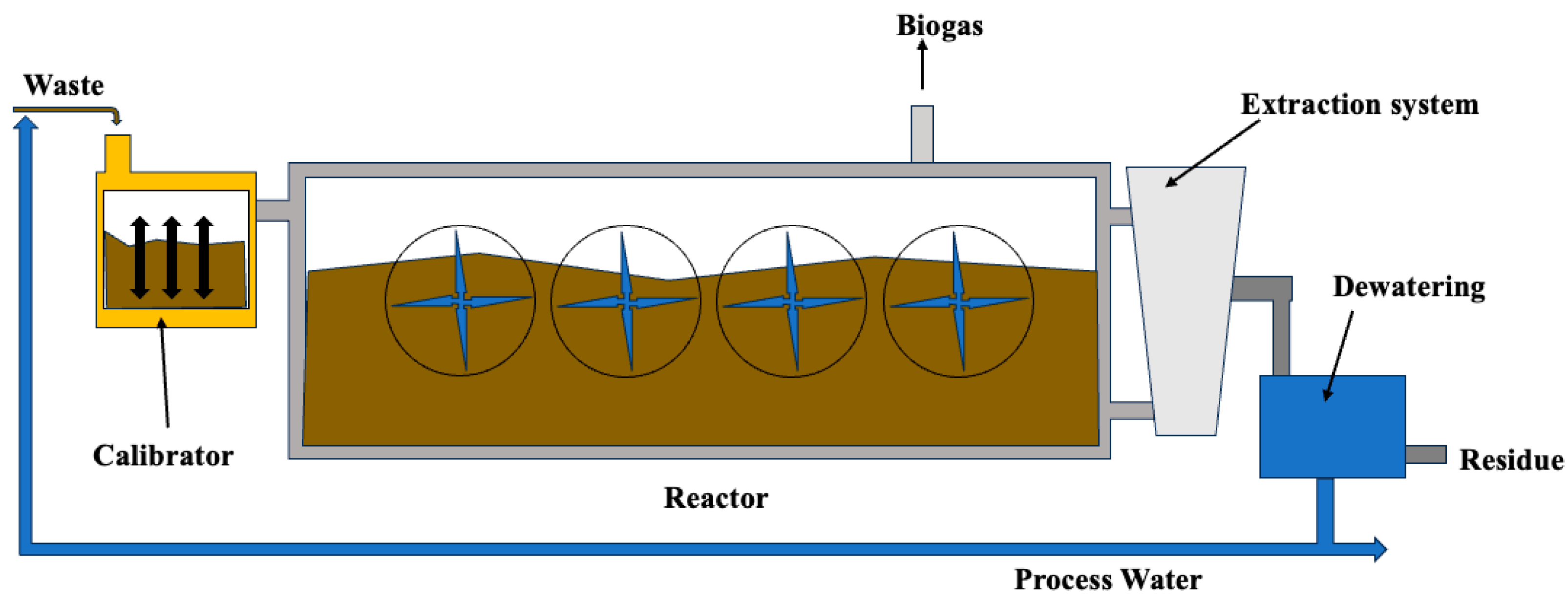
2.6. Linde BRV
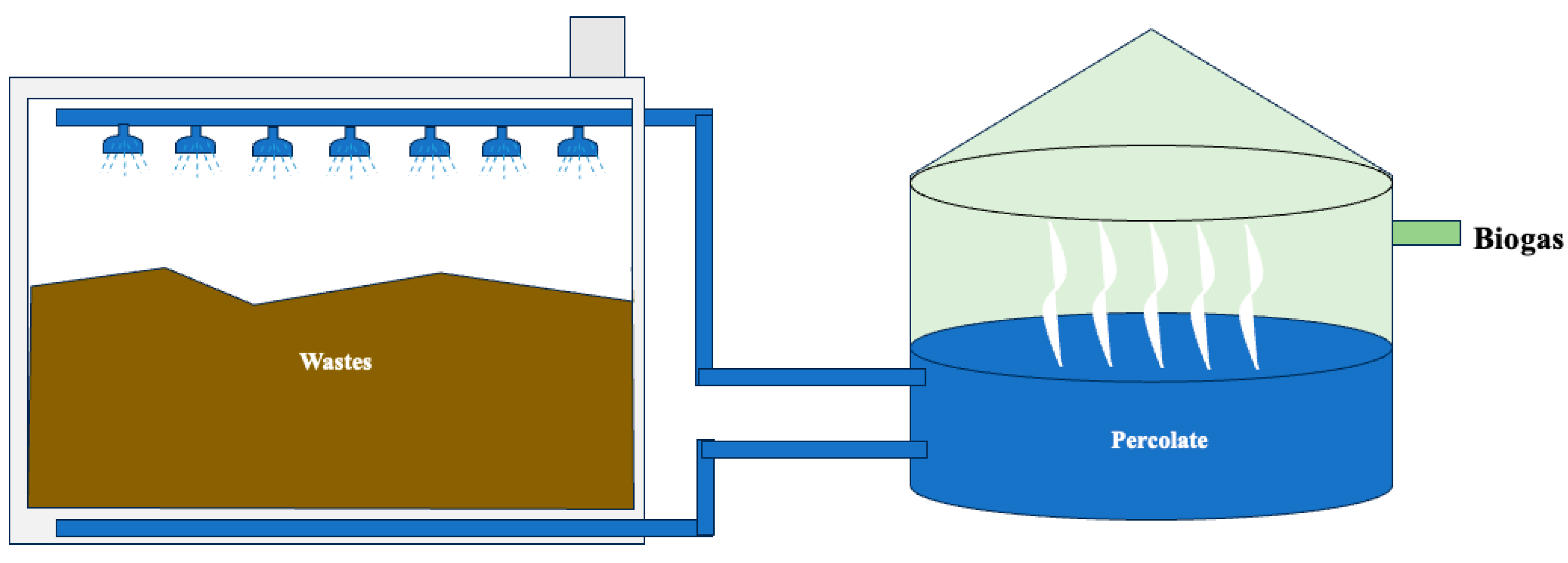
2.7. BioPercolat
2.8. Iska
3. Parameters Influencing Dry Anaerobic Digestion Performance
3.1. Feedstock Pretreatment Process
3.1.1. Thermal Pretreatment
3.1.2. Mechanical Pretreatment
3.1.3. Chemical Pretreatment
3.1.4. Oxidative Pretreatment
3.1.5. Biological Pretreatment
3.1.6. Hybrid Pretreatment
3.2. Operating Temperature
3.3. Carbon to Nitrogen (C/N) Ratio
3.4. pH Level
3.5. Retention Time
3.6. Microbial Community
4. Challenges and Recommendations
5. Future Directions
6. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sawatdeenarunat, C.; Nguyen, D.; Surendra, K.C.; Shrestha, S.; Rajendran, K.; Oechsner, H.; Xie, L.; Khanal, S.K. Anaerobic Biorefinery: Current Status, Challenges, and Opportunities. Bioresour. Technol. 2016, 215, 304–313. [Google Scholar] [CrossRef]
- Mor, S.; Ravindra, K.; De Visscher, A.; Dahiya, R.P.; Chandra, A. Municipal Solid Waste Characterization and Its Assessment for Potential Methane Generation: A Case Study. Sci. Total Environ. 2006, 371, 1–10. [Google Scholar] [CrossRef] [PubMed]
- USEPA. Municipal Solid Waste Generation, Recycling and Disposal in the United States: Facts and Figures for 2009; USEPA: Washington, DC, USA, 2009. [Google Scholar]
- Hartmann, H.; Ahring, B.K. Strategies for the Anaerobic Digestion of the Organic Fraction of Municipal Solid Waste: An Overview. Water Sci. Technol. 2006, 53, 7–22. [Google Scholar] [CrossRef]
- USEPA. Draft Inventory of U.S. Greenhouse Gas Emissions and Sinks: 1990–2009; USEPA: Washington, DC, USA, 2011. [Google Scholar]
- Lewis, A.W.; Yuen, S.T.S.; Smith, A.J.R. Detection of Gas Leakage from Landfills Using Infrared Thermography—Applicability and Limitations. Waste Manag. Res. J. Sustain. Circ. Econ. 2003, 21, 436–447. [Google Scholar] [CrossRef] [PubMed]
- Shahriari, H.; Warith, M.; Hamoda, M.; Kennedy, K.J. Anaerobic Digestion of Organic Fraction of Municipal Solid Waste Combining Two Pretreatment Modalities, High Temperature Microwave and Hydrogen Peroxide. Waste Manag. 2012, 32, 41–52. [Google Scholar] [CrossRef] [PubMed]
- Zhu, B.; Gikas, P.; Zhang, R.; Lord, J.; Jenkins, B.; Li, X. Characteristics and Biogas Production Potential of Municipal Solid Wastes Pretreated with a Rotary Drum Reactor. Bioresour. Technol. 2009, 100, 1122–1129. [Google Scholar] [CrossRef]
- Lema, J.M.; Omil, F. Anaerobic Treatment: A Key Technology for a Sustainable Management of Wastes in Europe. Water Sci. Technol. 2001, 44, 133–140. [Google Scholar] [CrossRef]
- Shi, H.-S.; Kan, L.-L. Leaching Behavior of Heavy Metals from Municipal Solid Wastes Incineration (MSWI) Fly Ash Used in Concrete. J. Hazard. Mater. 2009, 164, 750–754. [Google Scholar] [CrossRef]
- Perrot, J.-F.; Subiantoro, A. Municipal Waste Management Strategy Review and Waste-to-Energy Potentials in New Zealand. Sustainability 2018, 10, 3114. [Google Scholar] [CrossRef]
- Papageorgiou, A.; Barton, J.R.; Karagiannidis, A. Assessment of the Greenhouse Effect Impact of Technologies Used for Energy Recovery from Municipal Waste: A Case for England. J. Environ. Manag. 2009, 90, 2999–3012. [Google Scholar] [CrossRef]
- European Biogas Association. European Biogas Association Annual Report 2018; European Biogas Association: Brussels, Belgium, 2019. [Google Scholar]
- Guendouz, J.; Buffière, P.; Cacho, J.; Carrère, M.; Delgenes, J.-P. Dry Anaerobic Digestion in Batch Mode: Design and Operation of a Laboratory-Scale, Completely Mixed Reactor. Waste Manag. 2010, 30, 1768–1771. [Google Scholar] [CrossRef] [PubMed]
- Rocamora, I.; Wagland, S.T.; Villa, R.; Simpson, E.W.; Fernández, O.; Bajón-Fernández, Y. Dry Anaerobic Digestion of Organic Waste: A Review of Operational Parameters and Their Impact on Process Performance. Bioresour. Technol. 2020, 299, 122681. [Google Scholar] [CrossRef] [PubMed]
- Fu, Y.; Luo, T.; Mei, Z.; Li, J.; Qiu, K.; Ge, Y. Dry Anaerobic Digestion Technologies for Agricultural Straw and Acceptability in China. Sustainability 2018, 10, 4588. [Google Scholar] [CrossRef]
- Suhartini, S.; Hidayat, N.; Rohma, N.A.; Paul, R.; Pangestuti, M.B.; Utami, R.N.; Nurika, I.; Melville, L. Sustainable Strategies for Anaerobic Digestion of Oil Palm Empty Fruit Bunches in Indonesia: A Review. Int. J. Sustain. Energy 2022, 41, 2044–2096. [Google Scholar] [CrossRef]
- Zamri, M.F.M.A.; Hasmady, S.; Akhiar, A.; Ideris, F.; Shamsuddin, A.H.; Mofijur, M.; Fattah, I.M.R.; Mahlia, T.M.I. A Comprehensive Review on Anaerobic Digestion of Organic Fraction of Municipal Solid Waste. Renew. Sustain. Energy Rev. 2021, 137, 110637. [Google Scholar] [CrossRef]
- De Baere, L. The DRANCO Technology: A Unique Digestion Technology for Solid Organic Wastes. Available online: https://normecows.com/media/2023/02/The-DRANCO-technology-2012.pdf (accessed on 21 November 2023).
- Han, J.; Xiang, X.; Li, X. A New Approach of Agricultural Residues Utilization—Biogas Dry Fermentation Project by Membrane Covered Trough. Agric. Eng. Technol. 2008, 4, 14–17. [Google Scholar]
- Bian, Y.; Kou, W.; Li, S.; Zhang, D. Study on the Status of Two-Phase Anaerobic Fermentation for Crop Straws. Kezaisheng Nengyuan/Renew. Energy Resour. 2009, 27, 61–65. [Google Scholar]
- André, L.; Pauss, A.; Ribeiro, T. Solid Anaerobic Digestion: State-of-Art, Scientific and Technological Hurdles. Bioresour. Technol. 2018, 247, 1027–1037. [Google Scholar] [CrossRef]
- Surendra, K.C.; Takara, D.; Hashimoto, A.G.; Khanal, S.K. Biogas as a Sustainable Energy Source for Developing Countries: Opportunities and Challenges. Renew. Sustain. Energy Rev. 2014, 31, 846–859. [Google Scholar] [CrossRef]
- RIS International Ltd. Feasibility of Generating Green Power Through Anaerobic Digestion of Garden Refuse From the Sacramento Area; RIS International Ltd.: Toronto, ON, Canada, 2005. [Google Scholar]
- Kompogas®. Kompogas® Dry Anaerobic Digestion Energy from Organic Waste. Available online: https://www.hz-inova.com/renewable-gas/anaerobic-digestion/ (accessed on 21 November 2023).
- Gao, Q.; Li, L.; Wang, K.; Zhao, Q. Mass Transfer Enhancement in High-Solids Anaerobic Digestion of Organic Fraction of Municipal Solid Wastes: A Review. Bioengineering 2023, 10, 1084. [Google Scholar] [CrossRef]
- BEKON GmbH. BEKON GmbH, Innovative Solutions for Municipalities and Waste Management Companies in Energy for the Future Dry Fermentation. Available online: https://www.bekon.eu/en/technology/ (accessed on 21 November 2023).
- Patinvoh, R. Biological Pretreatment and Dry Digestion Processes for Biogas Production. Ph.D. Thesis, University of Borås, Borås, Sweden, 2017. [Google Scholar]
- Akinbomi, J.G.; Patinvoh, R.J.; Taherzadeh, M.J. Current Challenges of High-Solid Anaerobic Digestion and Possible Measures for Its Effective Applications: A Review. Biotechnol. Biofuels Bioprod. 2022, 15, 52. [Google Scholar] [CrossRef] [PubMed]
- Aikan. Information about the Aikan Technology. Available online: https://aikan.dk/home-2/how%20does%20it%20work.html (accessed on 3 November 2020).
- Li, D.; Liu, S.; Mi, L.; Li, Z.; Yuan, Y.; Yan, Z.; Liu, X. Effects of Feedstock Ratio and Organic Loading Rate on the Anaerobic Mesophilic Co-Digestion of Rice Straw and Cow Manure. Bioresour. Technol. 2015, 189, 319–326. [Google Scholar] [CrossRef] [PubMed]
- Fagbohungbe, M.O.; Dodd, I.C.; Herbert, B.M.J.; Li, H.; Ricketts, L.; Semple, K.T. High Solid Anaerobic Digestion: Operational Challenges and Possibilities. Environ. Technol. Innov. 2015, 4, 268–284. [Google Scholar] [CrossRef]
- Huang, W.; Zhang, D.; Xia, W. Anaerobic Fermentation of Duckweed and Swine Manure in a Plug-Flow Anaerobic Digestion System. Chin. J. Environ. Eng. 2013, 7, 323–328. [Google Scholar]
- Nalo, T.; Tasing, K.; Kumar, S.; Bharti, A. Anaerobic Digestion of Municipal Solid Waste: A Critical Analysis. Int. J. Innov. Res. Sci. Eng. Technol. 2014, 3, 224–234. [Google Scholar]
- Zaher, U.; Cheong, D.-Y.; Wu, B.; Chen, S. Producing Energy and Fertilizer from Organic Municipal Solid Waste; Department of Biological Systems Engineering, Washington State University: Pullman, WA, USA, 2007. [Google Scholar]
- Carlsson, M.; Lagerkvist, A.; Morgan-Sagastume, F. The Effects of Substrate Pre-Treatment on Anaerobic Digestion Systems: A Review. Waste Manag. 2012, 32, 1634–1650. [Google Scholar] [CrossRef] [PubMed]
- Cesaro, A.; Belgiorno, V. Pretreatment Methods to Improve Anaerobic Biodegradability of Organic Municipal Solid Waste Fractions. Chem. Eng. J. 2014, 240, 24–37. [Google Scholar] [CrossRef]
- Liu, X.; Wang, W.; Gao, X.; Zhou, Y.; Shen, R. Effect of Thermal Pretreatment on the Physical and Chemical Properties of Municipal Biomass Waste. Waste Manag. 2012, 32, 249–255. [Google Scholar] [CrossRef]
- Kumar Biswal, B.; Huang, H.; Dai, J.; Chen, G.-H.; Wu, D. Impact of Low-Thermal Pretreatment on Physicochemical Properties of Saline Waste Activated Sludge, Hydrolysis of Organics and Methane Yield in Anaerobic Digestion. Bioresour. Technol. 2020, 297, 122423. [Google Scholar] [CrossRef]
- Kor-Bicakci, G.; Eskicioglu, C. Recent Developments on Thermal Municipal Sludge Pretreatment Technologies for Enhanced Anaerobic Digestion. Renew. Sustain. Energy Rev. 2019, 110, 423–443. [Google Scholar] [CrossRef]
- Tyagi, V.K.; Fdez-Güelfo, L.A.; Zhou, Y.; Álvarez-Gallego, C.J.; Garcia, L.I.R.; Ng, W.J. Anaerobic Co-Digestion of Organic Fraction of Municipal Solid Waste (OFMSW): Progress and Challenges. Renew. Sustain. Energy Rev. 2018, 93, 380–399. [Google Scholar] [CrossRef]
- Ilanidis, D.; Wu, G.; Stagge, S.; Martín, C.; Jönsson, L.J. Effects of Redox Environment on Hydrothermal Pretreatment of Lignocellulosic Biomass under Acidic Conditions. Bioresour. Technol. 2021, 319, 124211. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Banks, C.J. Impact of Different Particle Size Distributions on Anaerobic Digestion of the Organic Fraction of Municipal Solid Waste. Waste Manag. 2013, 33, 297–307. [Google Scholar] [CrossRef]
- Jain, S.; Jain, S.; Wolf, I.T.; Lee, J.; Tong, Y.W. A Comprehensive Review on Operating Parameters and Different Pretreatment Methodologies for Anaerobic Digestion of Municipal Solid Waste. Renew. Sustain. Energy Rev. 2015, 52, 142–154. [Google Scholar] [CrossRef]
- Ariunbaatar, J.; Panico, A.; Esposito, G.; Pirozzi, F.; Lens, P.N.L. Pretreatment Methods to Enhance Anaerobic Digestion of Organic Solid Waste. Appl. Energy 2014, 123, 143–156. [Google Scholar] [CrossRef]
- Menardo, S.; Cacciatore, V.; Balsari, P. Batch and Continuous Biogas Production Arising from Feed Varying in Rice Straw Volumes Following Pre-Treatment with Extrusion. Bioresour. Technol. 2015, 180, 154–161. [Google Scholar] [CrossRef] [PubMed]
- Patil, P.N.; Gogate, P.R.; Csoka, L.; Drégelyi-Kiss, Á.; Horvath, M. Intensification of Biogas Production Using Pretreatment Based on Hydrodynamic Cavitation. Ultrason. Sonochem. 2016, 30, 79–86. [Google Scholar] [CrossRef] [PubMed]
- Kratky, L.; Jirout, T. Biomass Size Reduction Machines for Enhancing Biogas Production. Chem. Eng. Technol. 2011, 34, 391–399. [Google Scholar] [CrossRef]
- Amin, F.R.; Khalid, H.; Zhang, H.; Rahman, S.U.; Zhang, R.; Liu, G.; Chen, C. Pretreatment Methods of Lignocellulosic Biomass for Anaerobic Digestion. AMB Express 2017, 7, 72. [Google Scholar] [CrossRef]
- Usman, M.; Ishfaq, M.T.; Malik, S.R.; Ishfaq, B.; Iqbal, M. Effects of Temperature, pH and Steeping Time on the Extraction of Starch from Pakistani Rice. Int. J. Sci. Eng. Res. 2014, 5, 877–892. [Google Scholar]
- Paudel, S.R.; Banjara, S.P.; Choi, O.K.; Park, K.Y.; Kim, Y.M.; Lee, J.W. Pretreatment of Agricultural Biomass for Anaerobic Digestion: Current State and Challenges. Bioresour. Technol. 2017, 245, 1194–1205. [Google Scholar] [CrossRef] [PubMed]
- You, Z.; Pan, S.-Y.; Sun, N.; Kim, H.; Chiang, P.-C. Enhanced Corn-Stover Fermentation for Biogas Production by NaOH Pretreatment with CaO Additive and Ultrasound. J. Clean. Prod. 2019, 238, 117813. [Google Scholar] [CrossRef]
- Taherdanak, M.; Zilouei, H.; Karimi, K. The Influence of Dilute Sulfuric Acid Pretreatment on Biogas Production from Wheat Plant. Int. J. Green Energy 2016, 13, 1129–1134. [Google Scholar] [CrossRef]
- Amiri, H.; Karimi, K.; Zilouei, H. Organosolv Pretreatment of Rice Straw for Efficient Acetone, Butanol, and Ethanol Production. Bioresour. Technol. 2014, 152, 450–456. [Google Scholar] [CrossRef]
- Millati, R.; Wikandari, R.; Ariyanto, T.; Putri, R.U.; Taherzadeh, M.J. Pretreatment Technologies for Anaerobic Digestion of Lignocelluloses and Toxic Feedstocks. Bioresour. Technol. 2020, 304, 122998. [Google Scholar] [CrossRef] [PubMed]
- Khan, M.U.; Usman, M.; Ashraf, M.A.; Dutta, N.; Luo, G.; Zhang, S. A Review of Recent Advancements in Pretreatment Techniques of Lignocellulosic Materials for Biogas Production: Opportunities and Limitations. Chem. Eng. J. Adv. 2022, 10, 100263. [Google Scholar] [CrossRef]
- Lee, J.T.E.; Khan, M.U.; Dai, Y.; Tong, Y.W.; Ahring, B.K. Influence of Wet Oxidation Pretreatment with Hydrogen Peroxide and Addition of Clarified Manure on Anaerobic Digestion of Oil Palm Empty Fruit Bunches. Bioresour. Technol. 2021, 332, 125033. [Google Scholar] [CrossRef]
- Rana, D.; Rana, V.; Ahring, B.K. Producing High Sugar Concentrations from Loblolly Pine Using Wet Explosion Pretreatment. Bioresour. Technol. 2012, 121, 61–67. [Google Scholar] [CrossRef]
- Ahring, B.K.; Biswas, R.; Ahamed, A.; Teller, P.J.; Uellendahl, H. Making Lignin Accessible for Anaerobic Digestion by Wet-Explosion Pretreatment. Bioresour. Technol. 2015, 175, 182–188. [Google Scholar] [CrossRef]
- Hosseini Koupaie, E.; Dahadha, S.; Bazyar Lakeh, A.A.; Azizi, A.; Elbeshbishy, E. Enzymatic Pretreatment of Lignocellulosic Biomass for Enhanced Biomethane Production-A Review. J. Environ. Manag. 2019, 233, 774–784. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhao, J.; Xu, F.; Li, Y. Pretreatment of Lignocellulosic Biomass for Enhanced Biogas Production. Prog. Energy Combust. Sci. 2014, 42, 35–53. [Google Scholar] [CrossRef]
- Wagner, A.O.; Lackner, N.; Mutschlechner, M.; Prem, E.M.; Markt, R.; Illmer, P. Biological Pretreatment Strategies for Second-Generation Lignocellulosic Resources to Enhance Biogas Production. Energies 2018, 11, 1797. [Google Scholar] [CrossRef] [PubMed]
- Liu, E.K.; He, W.Q.; Yan, C.R. ‘White Revolution’ to ‘White Pollution’—Agricultural Plastic Film Mulch in China. Environ. Res. Lett. 2014, 9, 091001. [Google Scholar] [CrossRef]
- Shah, T.A.; Lee, C.C.; Orts, W.J.; Tabassum, R. Biological Pretreatment of Rice Straw by Ligninolytic Bacillus Sp. Strains for Enhancing Biogas Production. Environ. Prog. Sustain. Energy 2019, 38, e13036. [Google Scholar] [CrossRef]
- Usman, M.; Chen, H.; Chen, K.; Ren, S.; Clark, J.H.; Fan, J.; Luo, G.; Zhang, S. Characterization and Utilization of Aqueous Products from Hydrothermal Conversion of Biomass for Bio-Oil and Hydro-Char Production: A Review. Green Chem. 2019, 21, 1553–1572. [Google Scholar] [CrossRef]
- Dutta, N.; Usman, M.; Luo, G.; Zhang, S. An Insight into Valorization of Lignocellulosic Biomass by Optimization with the Combination of Hydrothermal (HT) and Biological Techniques: A Review. Sustain. Chem. 2022, 3, 35–55. [Google Scholar] [CrossRef]
- Khan, M.U.; Ahring, B.K. Anaerobic Biodegradation of Wheat Straw Lignin: The Influence of Wet Explosion Pretreatment. Energies 2021, 14, 5940. [Google Scholar] [CrossRef]
- Khan, M.U.; Ahring, B.K. Lignin Degradation under Anaerobic Digestion: Influence of Lignin Modifications—A Review. Biomass Bioenergy 2019, 128, 105325. [Google Scholar] [CrossRef]
- Wang, Z.; Hu, Y.; Wang, S.; Wu, G.; Zhan, X. A Critical Review on Dry Anaerobic Digestion of Organic Waste: Characteristics, Operational Conditions, and Improvement Strategies. Renew. Sustain. Energy Rev. 2023, 176, 113208. [Google Scholar] [CrossRef]
- Visvanathan, C. Bioenergy Production from Organic Fraction of Municipal Solid Waste (OFMSW) through Dry Anaerobic Digestion. In Bioenergy and Biofuel from Biowastes and Biomass; American Society of Civil Engineers: Reston, VA, USA, 2010; pp. 71–87. [Google Scholar]
- Basinas, P.; Rusín, J.; Chamrádová, K. Assessment of High-Solid Mesophilic and Thermophilic Anaerobic Digestion of Mechanically-Separated Municipal Solid Waste. Environ. Res. 2021, 192, 110202. [Google Scholar] [CrossRef]
- Kothari, R.; Pandey, A.K.; Kumar, S.; Tyagi, V.V.; Tyagi, S.K. Different Aspects of Dry Anaerobic Digestion for Bio-Energy: An Overview. Renew. Sustain. Energy Rev. 2014, 39, 174–195. [Google Scholar] [CrossRef]
- Kim, J.K.; Oh, B.R.; Chun, Y.N.; Kim, S.W. Effects of Temperature and Hydraulic Retention Time on Anaerobic Digestion of Food Waste. J. Biosci. Bioeng. 2006, 102, 328–332. [Google Scholar] [CrossRef]
- Fernández-Rodríguez, J.; Pérez, M.; Romero, L.I. Comparison of Mesophilic and Thermophilic Dry Anaerobic Digestion of OFMSW: Kinetic Analysis. Chem. Eng. J. 2013, 232, 59–64. [Google Scholar] [CrossRef]
- Sun, C.; Liu, F.; Song, Z.; Wang, J.; Li, Y.; Pan, Y.; Sheng, T.; Li, L. Feasibility of Dry Anaerobic Digestion of Beer Lees for Methane Production and Biochar Enhanced Performance at Mesophilic and Thermophilic Temperature. Bioresour. Technol. 2019, 276, 65–73. [Google Scholar] [CrossRef]
- Paritosh, K.; Kumar, V.; Pareek, N.; Sahoo, D.; Fernandez, Y.B.; Coulon, F.; Radu, T.; Kesharwani, N.; Vivekanand, V. Solid State Anaerobic Digestion of Water Poor Feedstock for Methane Yield: An Overview of Process Characteristics and Challenges. Waste Dispos. Sustain. Energy 2021, 3, 227–245. [Google Scholar] [CrossRef]
- Matheri, A.N.; Sethunya, V.L.; Belaid, M.; Muzenda, E. Analysis of the Biogas Productivity from Dry Anaerobic Digestion of Organic Fraction of Municipal Solid Waste. Renew. Sustain. Energy Rev. 2018, 81, 2328–2334. [Google Scholar] [CrossRef]
- Meegoda, J.N.; Li, B.; Patel, K.; Wang, L.B. A Review of the Processes, Parameters, and Optimization of Anaerobic Digestion. Int. J. Environ. Res. Public Health 2018, 15, 2224. [Google Scholar] [CrossRef]
- Muthudineshkumar, R.; Anand, R. Anaerobic Digestion of Various Feedstocks for Second-Generation Biofuel Production. In Advances in Eco-Fuels for a Sustainable Environment; Elsevier: Amsterdam, The Netherlands, 2019; pp. 157–185. [Google Scholar]
- Yan, Z.; Song, Z.; Li, D.; Yuan, Y.; Liu, X.; Zheng, T. The Effects of Initial Substrate Concentration, C/N Ratio, and Temperature on Solid-State Anaerobic Digestion from Composting Rice Straw. Bioresour. Technol. 2015, 177, 266–273. [Google Scholar] [CrossRef]
- Bouallagui, H.; Lahdheb, H.; Ben Romdan, E.; Rachdi, B.; Hamdi, M. Improvement of Fruit and Vegetable Waste Anaerobic Digestion Performance and Stability with Co-Substrates Addition. J. Environ. Manag. 2009, 90, 1844–1849. [Google Scholar] [CrossRef]
- Shah, F.A.; Mahmood, Q.; Rashid, N.; Pervez, A.; Raja, I.A.; Shah, M.M. Co-Digestion, Pretreatment and Digester Design for Enhanced Methanogenesis. Renew. Sustain. Energy Rev. 2015, 42, 627–642. [Google Scholar] [CrossRef]
- Ward, A.J.; Hobbs, P.J.; Holliman, P.J.; Jones, D.L. Optimisation of the Anaerobic Digestion of Agricultural Resources. Bioresour. Technol. 2008, 99, 7928–7940. [Google Scholar] [CrossRef] [PubMed]
- Le Pera, A.; Sellaro, M.; Bianco, M.; Zanardi, G. Effects of a Temporary Increase in OLR and a Simultaneous Decrease in HRT on Dry Anaerobic Digestion of OFMSW. Environ. Technol. 2022, 43, 4463–4471. [Google Scholar] [CrossRef] [PubMed]
- Gaby, J.C.; Zamanzadeh, M.; Horn, S.J. The Effect of Temperature and Retention Time on Methane Production and Microbial Community Composition in Staged Anaerobic Digesters Fed with Food Waste. Biotechnol. Biofuels 2017, 10, 302. [Google Scholar] [CrossRef]
- Tyagi, V.K.; Bhatia, A.; Kubota, K.; Rajpal, A.; Ahmed, B.; Khan, A.A.; Kazmi, A.A.; Kumar, M. Microbial Community Dynamics in Anaerobic Digesters Treating Organic Fraction of Municipal Solid Waste. Environ. Technol. Innov. 2021, 21, 101303. [Google Scholar] [CrossRef]
- Li, L.; Peng, X.; Wang, X.; Wu, D. Anaerobic Digestion of Food Waste: A Review Focusing on Process Stability. Bioresour. Technol. 2018, 248, 20–28. [Google Scholar] [CrossRef] [PubMed]
- Sárvári Horváth, I.; Tabatabaei, M.; Karimi, K.; Kumar, R. Recent Updates on Biogas Production—A Review. Biofuel Res. J. 2016, 3, 394–402. [Google Scholar] [CrossRef]
- Karthikeyan, O.P.; Visvanathan, C. Effect of C/N Ratio and Ammonia-N Accumulation in a Pilot-Scale Thermophilic Dry Anaerobic Digester. Bioresour. Technol. 2012, 113, 294–302. [Google Scholar] [CrossRef] [PubMed]
- Franca, L.S.; Bassin, J.P. The Role of Dry Anaerobic Digestion in the Treatment of the Organic Fraction of Municipal Solid Waste: A Systematic Review. Biomass Bioenergy 2020, 143, 105866. [Google Scholar] [CrossRef]
- Hossain, M.S.; Karim, T.U.; Onik, M.H.; Kumar, D.; Rahman, M.A.; Yousuf, A.; Uddin, M.R. Impact of Temperature, Inoculum Flow Pattern, Inoculum Type, and Their Ratio on Dry Anaerobic Digestion for Biogas Production. Sci. Rep. 2022, 12, 6162. [Google Scholar] [CrossRef]
- Rocha-Meneses, L.; Zannerni, R.; Inayat, A.; Abdallah, M.; Shanableh, A.; Ghenai, C.; Kamil, M.; Kikas, T. Current Progress in Anaerobic Digestion Reactors and Parameters Optimization. Biomass Convers. Biorefin 2022. [Google Scholar] [CrossRef]
- Bedoić, R.; Špehar, A.; Puljko, J.; Čuček, L.; Ćosić, B.; Pukšec, T.; Duić, N. Opportunities and Challenges: Experimental and Kinetic Analysis of Anaerobic Co-Digestion of Food Waste and Rendering Industry Streams for Biogas Production. Renew. Sustain. Energy Rev. 2020, 130, 109951. [Google Scholar] [CrossRef]
- Lei, Z.; Zhang, Z.; Huang, W.; Cai, W. Recent Progress on Dry Anaerobic Digestion of Organic Solid Wastes: Achievements and Challenges. Curr. Org. Chem. 2015, 19, 400–412. [Google Scholar] [CrossRef]
- Pang, L.; Ni, J.; Tang, X. Fast Characterization of Soluble Organic Intermediates and Integrity of Microbial Cells in the Process of Alkaline Anaerobic Fermentation of Waste Activated Sludge. Biochem. Eng. J. 2014, 86, 49–56. [Google Scholar] [CrossRef]
- Yin, D.; Liu, W.; Zhai, N.; Yang, G.; Wang, X.; Feng, Y.; Ren, G. Anaerobic Digestion of Pig and Dairy Manure under Photo-Dark Fermentation Condition. Bioresour. Technol. 2014, 166, 373–380. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Lv, Z.; Du, J.; Mo, C.; Yang, X.; Tian, S. Combined Process for Ethanol Fermentation at High-Solids Loading and Biogas Digestion from Unwashed Steam-Exploded Corn Stover. Bioresour. Technol. 2014, 166, 282–287. [Google Scholar] [CrossRef]
- Tyagi, V.K.; Angériz Campoy, R.; Álvarez-Gallego, C.J.; Romero García, L.I. Enhancement in Hydrogen Production by Thermophilic Anaerobic Co-Digestion of Organic Fraction of Municipal Solid Waste and Sewage Sludge—Optimization of Treatment Conditions. Bioresour. Technol. 2014, 164, 408–415. [Google Scholar] [CrossRef]
- Qian, M.Y.; Li, R.H.; Li, J.; Wedwitschka, H.; Nelles, M.; Stinner, W.; Zhou, H.J. Industrial Scale Garage-Type Dry Fermentation of Municipal Solid Waste to Biogas. Bioresour. Technol. 2016, 217, 82–89. [Google Scholar] [CrossRef]
- Benbelkacem, H.; Bollon, J.; Bayard, R.; Escudié, R.; Buffière, P. Towards Optimization of the Total Solid Content in High-Solid (Dry) Municipal Solid Waste Digestion. Chem. Eng. J. 2015, 273, 261–267. [Google Scholar] [CrossRef]
- Yokoyama, H.; Waki, M.; Ogino, A.; Ohmori, H.; Tanaka, Y. Hydrogen Fermentation Properties of Undiluted Cow Dung. J. Biosci. Bioeng. 2007, 104, 82–85. [Google Scholar] [CrossRef]
- Jensen, M.B.; Møller, J.; Scheutz, C. Assessment of a Combined Dry Anaerobic Digestion and Post-Composting Treatment Facility for Source-Separated Organic Household Waste, Using Material and Substance Flow Analysis and Life Cycle Inventory. Waste Manag. 2017, 66, 23–35. [Google Scholar] [CrossRef]
- Aslam, A.; Khan, S.J.; Shahzad, H.M.A. Anaerobic Membrane Bioreactors (AnMBRs) for Municipal Wastewater Treatment- Potential Benefits, Constraints, and Future Perspectives: An Updated Review. Sci. Total Environ. 2022, 802, 149612. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dranco | Valorga | Kompogas | Bekon | Aikan | Linde BRT | BioPercolate | Iska | |
|---|---|---|---|---|---|---|---|---|
| Year of Foundation | 1983 | 1981 | 1991 | 2002 | - | 1981 | - | - |
| Country of foundation | Belgium | France | Switzerland | Germany | Denmark | Germany | Germany | Germany |
| Feed Material | SS-OFMSW | SS-OFMSW | OFMSW | Biowaste | Biowaste | Biowaste | OFMSW | OFMSW |
| Operating Condition | Thermophilic (50–55 °C) | Mesophilic/Thermophilic (37/55 °C) | Thermophilic (55 °C) | Mesophilic (38 °C) | Psychrophilic/Mesophilic (25/37 °C) | Mesophilic/Thermophilic (37/55 °C) | Mesophilic (37 °C) | Mesophilic (37 °C) |
| Biogas Yield/Ton waste | 80–120 | 80–160 | 100–150 | 130 | 80 | 100 | 70–80 | 50 |
| Type of Reactor | Vertical | Vertical | Horizontal | Vertical | - | Horizontal | Vertical | Horizontal |
| Mode of operation | Dry Continuous | Dry Continuous | Dry Continuous | Dry Continuous | Dry Batch | Dry Continuous | - | Semi Continuous |
| OLR (kg VS/m3 day) | 10–15 | 10–15 | 4.3 | - | - | - | - | - |
| Recirculation | Digestate recirculation | Biogas recirculation | No | Liquid phase | - | - | - | - |
| Capacity of the Plant (tpy) | 50 to 100,000 | 50 to 100,000 And >100,000 | 50 to 100,000 | - | 50 to 100,000 And >100,000 | 50 to 100,000 | 50 to 100,000 | |
| HRT/SRT | 20 | 20 | 29 | 28–35 | 15–20 | 18–25 | 8 | 8 |
| VS Removal Efficiency | 40–70 | 60 | 60–70 | 65–70 | - | - | 50–55 | - |
| Stages | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 2 |
| CH4 (%) | 55 | 55–60 | 50–63 | 55–60 | 70 | 55 | - | 70 |
| TS (%) | 20–35 | 25–32 | 23–28 | ≤50 | 30 | 15–45 | >20 | - |
| Size of Feed material particles (mm) | <40 | <40 | <60 | - | <80 | - | - | - |
| Energy Used/Available Energy | 20% use/80% net | 25% use/75% net | 25% use/75% net | - | - | 30% use/70% net | 20% use/80% net | - |
| No. of Plants | 17 | 22 | 38 | 60 | - | 8 | 1 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hayyat, U.; Khan, M.U.; Sultan, M.; Zahid, U.; Bhat, S.A.; Muzamil, M. A Review on Dry Anaerobic Digestion: Existing Technologies, Performance Factors, Challenges, and Recommendations. Methane 2024, 3, 33-52. https://doi.org/10.3390/methane3010003
Hayyat U, Khan MU, Sultan M, Zahid U, Bhat SA, Muzamil M. A Review on Dry Anaerobic Digestion: Existing Technologies, Performance Factors, Challenges, and Recommendations. Methane. 2024; 3(1):33-52. https://doi.org/10.3390/methane3010003
Chicago/Turabian StyleHayyat, Umer, Muhammad Usman Khan, Muhammad Sultan, Umair Zahid, Showkat Ahmad Bhat, and Mohd Muzamil. 2024. "A Review on Dry Anaerobic Digestion: Existing Technologies, Performance Factors, Challenges, and Recommendations" Methane 3, no. 1: 33-52. https://doi.org/10.3390/methane3010003