
Seaweed Pellets as a Renewable Fuel Feedstock

School of Engineering and Natural Sciences, Faculty of Industrial Engineering, Mechanical Engineering, and Computer Science, University of Iceland, VRII, 107 Reykjavík, Iceland
*
Author to whom correspondence should be addressed.
Biomass 2023, 3(1), 78-95; https://doi.org/10.3390/biomass3010006
Submission received: 12 December 2022
/
Revised: 8 February 2023
/
Accepted: 15 February 2023
/
Published: 20 February 2023
(This article belongs to the Special Issue Biomass Conversion and Processing Technologies of Carbon-Based Materials for Environmental and Energy Application Development)
Abstract
:Seaweed can be a desirable source of renewable energy or fuel after it has been processed by combustion, thermochemical conversion by gasification, pyrolysis, or hydrothermal liquefaction (HTL) or biochemical conversion routes like anaerobic digestion (AD). This work explores how well the measured properties of seaweed pellets match the specifications for the various fuel and energy conversion options listed. Blends of hay, wood chips, sawdust, and seaweed were pelletized. Eight pellet blends with dominant seaweed content and minimum acceptable mechanical strength and stability were produced and their physical and chemical properties were reported. The seaweed pellets had an energy content of around 14 MJ/kg, and each pellet could withstand almost 200 N of compression force. Their water content was around 5% or less and their ash content was around 20–34%. According to the results, a higher wood content increased the energy content of the pellets. Among those properties measured in this project, none of them contradicted the typical specifications of combustion, HTL, and AD. However, the low water content and low strength of some pellet types were unable to meet the specifications for certain types of gasification and pyrolysis.
1. Introduction
The notion that switching from fossil fuels to more sustainable sources of energy is necessary to reduce emissions for future generations has recently become more prominent. Seaweed is a potential source of organic fuel due to its high growth rates, effectiveness as a carbon sink, and pH resilience. Seaweed can be processed into pellets, a ready-to-use form of feedstock for energy extraction. In this study, seaweed pellets are introduced, and their main properties are investigated. To address this goal a blend of seaweed, sawdust, woodchips, and hay is pelletized, and eight different types of pellets are produced. It is discussed whether or not the physiochemical properties of seaweed pellets can satisfy the needs of various process options. The five process options this paper considered included combustion, gasification, pyrolysis, hydrothermal liquefaction (HTL), and anaerobic digestion (AD) as these options can potentially consume seaweed pellets as feedstock.
Seaweed aquaculture now accounts for 27% of all marine aquaculture production [1]. Strongly autotrophic seaweed populations around the world take up 1500 million tons of carbon per year through their net production, making seaweed harvesting from both wild stocks and aquaculture a proven approach for removing CO2 from the atmosphere [2]. Seaweed aquaculture can aid in reducing emissions from agriculture by enhancing soil quality, replacing synthetic fertilizers, and lowering methane emissions from cattle when it is included in the feed [3]. In addition, seaweed aquaculture helps climate change adaptation by reducing wave energy, defending shorelines, raising pH levels, and adding oxygen to water, which mitigates the local consequences of ocean acidification and deoxygenation [4].
Wood chips, sawdust, and hay were selected to mix with seaweed in pelletizing to improve the physiochemical properties of pellets. Wood chips and sawdust were used since they are the most common biomass types for making pellets [5]. Hay was selected to be added to the mixture for two reasons. First, it was assumed that hay could increase the strength of the pellets due to its lignocellulosic content. Second, hay is widely available in Iceland and many other countries [6,7]. All things considered, some processes are necessary for biomass to be used as fuel or for any other purposes.
Pelletizing is a process that can be used to prepare seaweed for use as fuel or animal feed. In this process, the temperature of biomass rises significantly due to the high pressure, and the lignin’s minor plasticization creates a natural glue that keeps the pellet together as it cools [8,9]. The most important properties for categorizing pellets include their size, hardness, water content, energy content, and ash content [10,11]. Due to their lower water content and higher density than other forms of biomass, the transportation and storage of pellets are more convenient as well [12,13].
It is essential to formulate pellets quality standards to guarantee the safe consumption of the pellets. Some of the most common wood pellets quality standards schemes are ENplus, American Pellet Fuels Institute Standards Program, CANplus (Canada), the French NF system, Ö-Norm (Austria), and DINplus (Germany). The Enplus is one of the most famous standards, which is mostly used in Europe. Ash content, ash melting temperature, length, diameter, bulk density, dust content, heating value, moisture content, mechanical durability, nitrogen, sulfur, chlorine, and heavy metal content are some of the main aspects of pellets in Enplus. This study aims to utilize available equipment and evaluate the seaweed pellets with standard criteria [14,15].
Orla Williams et al. investigated the hardness of biomass pellets at high and low strain rates. They applied axial compression, diametral compression, three-point bending, and dynamic mechanical strength (Split Hopkinson Bar) tests on mixed wood, eucalyptus, sunflower, and miscanthus pellets to evaluate their durability. Their results indicated that pellet rigidity is greater at higher strain rates. They concluded that varying torrefaction tactics have different impacts on the hardness of pellets [16]. This study applies the axial compression test to evaluate the strength of seaweed pellets. Moreover, the density, water content, energy content, and ash content of pellets are investigated to assess their suitability as feedstock in different process options.
In general, it is possible to combust any kind of pellet in combined heat and power (CHP) plants [17,18]. Although several researchers have previously investigated the use of biomass pellets as feedstock in gasifiers, they concluded that pellets are not the best feedstock in downdraft gasifiers. One of the main obstacles to feeding pellets to gasifiers is thought to be their low strength [19,20,21]. Biomass pellets deform easily when exposed to moisture and can create a large mess of mud-shaped biomass inside the feeding duct. Consequently, less air can penetrate particles. Another consequence of the lower air content in biomass pellets is slower pyrolysis [22,23]. Therefore, the size, density, rigidity, water content, and mechanical flow of pellets are influential parameters in combustion, gasification, and pyrolysis.
Theoretically, any biomass, independent of its water content, can be turned into bio-crude via HTL [24]. HTL can create bio-crude of excellent quality and easily manage the qualities of woody biomass waste, agricultural plant waste, animal waste, and the biogenic fraction of municipal solid waste streams [25]. The HTL of biomass pellets has not been investigated much, however, the properties of seaweed pellets can be considered to be used as feedstock in this process.
A variety of feedstocks or biomass types, such as sewage, animal slurry, and food waste, can be used in AD [26]. The AD system can produce more biogas when the feedstock is more digestible [27]. Lignin is a persistently aromatic component of biomass in this process. However, the AD of plant-based material, which contain lignin, is feasible in case of proper pre-treatment and the presence of a microbial community [28]. Vilis Dubrovskis et al. investigated the yield of biogas and methane from hay pellets through AD. They produced grass pellets with 8–12% water content and highly dry organic matter content. They also fermented hay pellets anaerobically in batch mode at 38 °C for 46 days. Their results showed that grass hay pellets have a high specific methane production and that using them in biogas plants may be beneficial due to the initial biomass’s high dry organic matter content [29].
As an advanced renewable source of fuel with numerous environmental benefits, seaweed can be used in various practices after processing. The pelletizing process is applied to compress the biomass and normalize its size and shape. Furthermore, the transportation and storage of biomass in the form of pellets is more convenient. Each of the process options mentioned above requires fuels with specific properties. In this study, several combinations of hay, wood chips, sawdust, and seaweed were processed to make pellets with different properties. Seaweed was the dominant ingredient in all pellets. The density, size, water content, mechanical strength, energy content, and ash content of the pellets were measured. To our knowledge, this is the first study to have assessed the properties of seaweed pellets to check the feasibility of consuming this fuel for combustion, gasification, pyrolysis, HTL, and AD.
2. Materials and Methods
In this project, four types of biomass were used to produce pellets. Hay was supplied from a horse stable in Reykjavik, wood chips and sawdust were prepared from pine woods, and seaweed was harvested from a seashore in Reykjavik. There are various types of seaweed in different parts of the world. Bladderwrack seaweed grows on rocky shores in Iceland and is abundant on the northern Atlantic coasts. As shown in Figure 1, bladderwrack seaweed is made up of leaves, stems, and bladders.
In this project, eight types of pellets with different compositions were produced and investigated. The raw materials used for producing the pellets included seaweed, sawdust, wood chips, and hay. Figure 2 shows the four different biomasses after they were dried and shredded. Drying, shredding, and mixing of the materials are necessary before pelletizing.
2.1. Equipment
Various equipment was used to execute this project. The most important machines that helped us to conduct the experiments included a pelletizer, biomass drying cabinet, hydraulic compression testing unit, bomb calorimeter, moisture analyzer, a kitchen blender, caliper vernier, and kitchen scale.
2.1.1. Pelletizer
After pre-processing, the biomass is fed to a pellet mill, where it is pushed by two rollers through a flat die with holes (typically 6–8 mm) for extrusion. The friction between the walls of the holes and the biomass increases the temperature and pressure, which causes the lignin to plasticize and glue the biomass particles together. A Pellet Mill from NOVA Pellets (N-PICO, 7.5 kW) was used in the current study.
2.1.2. Biomass Drying Cabinet
A biomass drying cabinet was used to dry seaweed. In this dryer, which was constructed at the University of Iceland, the direct drying method for heat transfer is applied, and the air is the medium used to separate moisture from the biomass. Warm air is pumped into the cabinet by a 9-kW electric heater (Termo 570094, Kompass, Gnosjö). Humid air with lower temperatures leaves the cabinet at the top. Aluminum mesh plates were used as shelves for seaweed in the cabinet. A plastic sheet was used to cover the cabinet and create a closed compartment.
2.1.3. Hydraulic Compression Testing Unit
A hydraulic compression testing unit was employed to measure and compare the hardness of pellets. This unit consists of a chassis, a 10-ton hydraulic jack, a force meter, and a data converter that is connected to a computer. The lower jaw, which is connected to the hydraulic cylinder, is the moving jaw. The upper jaw of the unit, which is connected to the force meter, is the fixed jaw. By placing the sample between the jaws and using the handle to apply pressure, the maximum force and momentary force are displayed on the monitor.
2.1.4. Bomb Calorimeter
Energy content is a major feature of pellets. A bomb calorimeter was used to measure the energy value of each type of pellet. This device measures the temperature change in a specific volume of water after burning a small amount of material. A calorimeter from the Parr brand (6725) was used in the current project. This calorimeter is composed of a thermometer, monitor, explosion capsule (i.e., the bomb), insulated water container, temperature sensor, electric wires, stirrer, and a process chamber.
2.1.5. Moisture Analyzer
A moisture analyzer (BMX H50) from the Boecobrand (Hamburg) was used to measure the water content of the seaweed and pellets. This machine uses a halogen emitter to heat the biomass. An aluminum pan is placed inside the machine below the halogen emitter to weigh and dry the sample inside it. Depending on the mass and humidity of the samples, each test may last between 10 and 30 min.
2.1.6. Muffle Furnace
To measure the ash content of seaweed pellets a muffle furnace was used. In this furnace, the subject material is kept separate from the fuel and all combustion byproducts, such as gases and flying ash. The furnace was made by WEST Gardian brand (QPR-657-BC) that can supply 1–1200 °C.
2.2. Equations
The following equation is used to calculate the density of materials:
where ρ is the density (g/cm3), m is the mass of material (g), and V is the volume of the material [30].
The quadratic mean value is often calculated to measure the effective magnitude of a set of non-negative numbers. The other name of this value is the root mean square. The formula is defined below:
where Xm is the quadratic mean value, n is the number of data, i is a counting variable, and xi is a datum among the n number of data [31].
A sample standard deviation method is used to measure the spread of the data distribution when the whole data are not accessible. Its formula is defined below:
where S is the sample standard deviation, xi is a datum, Xm is the quadratic mean value, i is the counting variable, and n is the number of data [32].
Equation (4) comes from the law of the conservation of mass. In this equation, the summation of the four energies is equal to zero. These four energies include the required energy to heat the water, the produced energy after burning the pellet, the required energy for burning the wire, and the energy that the bomb absorbs. This equation is used to calculate the energy of a pellet and is written as follows:
In this equation, ΔU is the energy content of the pellet (kJ/g); CW is the specific heat of the water, which was 0.004182 kJ/g °C in our calculations; mW is the mass of water, which was 466 g in our tests; ΔT is the temperature change (°C) of water; CB is the specific heat of the bomb, which was 0.357 kJ/°C in our experiments; ΔUWire is the energy content of the wire, which was 5.858 kJ/g according to the material of the wire; m is the mass of the pellet, and W1 and W2 are the mass of the wire before and after the explosion [33].
2.3. Pelletizing Procedure
After drying the seaweed, a kitchen blender was used to shred seaweed, hay, and wood chips. The particles should be small enough to be able to make a homogeneous mixture of different types of biomass. Although after feeding the mixture into the machine, the pelletizer crushes the biomass mixture and cuts the particles into smaller pieces. More details about the grain size can be found in Appendix A.
Several mixtures of biomass with different percentages based on the mass of each one were prepared. Using materials that are too dry can increase friction, raise the temperature beyond the pelletizer design limits, and damage the pelletizer machine. Contrarily, high-humid biomass mixtures just pass through the holes without being pelletized. Therefore, a biomass mixture with 10–20% water content is best to be fed into the pelletizer.
After feeding the low-humid material into the pelletizer, the amperemeter reaches 15 amp, and the hopper warms up. At the same time, part of the moisture evaporates and leaves the mixture in the form of steam. By applying this pelletizing procedure, rigid pellets with shiny surfaces begin to come out of the machine [34].
2.4. Compression Test Procedure
Quasi-static axial compression test according to ASTM D695-15 was applied in this study to evaluate the strength of pellets. [35]. For each type of pellet, 30 samples were tested. The pellets were 16 mm in length (twice the diameter, which was 8 mm) and were placed between the jaws of the machine for compression. After measuring 30 samples, an average of 30 forces was considered to be the resistance of the pellet. Figure 3 illustrates how the pellets were tested.
2.5. Energy Content Measurement Procedure
To measure the energy content of the pellets, certain parameters should be measured over several steps. The material is burned inside an explosion capsule (i.e., the bomb), and the temperature change of water due to this explosion is logged to calculate the energy content of the material. The steps of energy content measurement are mentioned in Appendix B.
2.6. Ash Content Measurement Procedure
To measure the ash content of the pellets a laboratory analytical procedure was applied [36]. In this method, the samples are kept at 575 °C in a muffle furnace for a couple of hours according to a specific protocol. The mass of samples is recorded before and after the burning process to measure the ash content of the material.
3. Results
3.1. Composition of Pellets
As mentioned earlier, eight different types of pellets were produced and evaluated. The first three types were composed of seaweed, sawdust, and hay. All three types had 20% hay and differed in their seaweed content. The next five pellet types were composed of seaweed and wood chips. Table 1 presents the composition of each pellet type.
Figure 4 shows the appearance of Plt1, Plt2, and Plt3. According to this figure, Plt3 had a darker color due to its higher seaweed content. By comparison, Plt1 had the roughest surface. The average length of the Plt1 pellets was much shorter than other pellets, and small particles of sawdust could be found frequently in the pellet storage. In other words, the dust content for Plt1 was very high.
Figure 5 compares the appearances of Plt4, Plt5, Plt6, Plt7, and Plt8. These pellets differed in seaweed content. Plt8 was composed of 100% seaweed. This pellet was darker and shinier than the other types because raw seaweed is much darker than wood chips. Moreover, lignin in the pelletizing process rises to the surface, and for this reason, pellets look smooth and shiny. Plt4 had 45% wood chip content. Wood particles can clearly be seen on its surface. Wood chips have larger particle sizes than seaweed, sawdust, and hay.
3.2. Physical Properties of Pellets
The physical properties of the eight types of pellets are presented in Table 2. In the last row of the table, the physical properties of standard wood pellets (ENplus A1, A2, & B) have been presented. CANplus and ENplus have the same specifications for wood pellets [15]. To measure the water content of each type of pellet, 10 g of each type was measured in the moisture analyzer. According to the data, all pellets have low water content roughly between 3 to 5 percent. By considering different ambient humidity during the pelletizing process and inevitable measurement errors, the 2% difference is justifiable. To measure the density and diameter of the pellets, three samples were selected, and their diameters were measured with a caliper vernier. By measuring the volume and mass of each sample, the density of each piece was calculated using Equation (1). For every pellet type, the average density of the three samples was added to the table.
According to the table above, the water content of the pellets was a little less than 5%. The diameters of all the pellets were around 8 mm, and the density of one piece of all the pellets was around 1.1 g/cm3. By comparing the data, it can be concluded that the physical properties of the seaweed pellets, produced in this project, are in the range of ENplus wood pellets.
The approximate size and shape of a random pellet can be seen in Figure 6. As is obvious in this image, almost all pellets have bowed shapes. Pellets with a length of 16 mm (the length of samples in the compression test) have negligible bowing. Varying conditions that can affect the shape of pellets can be investigated in future studies.
3.3. Mechanical Strength of Pellets
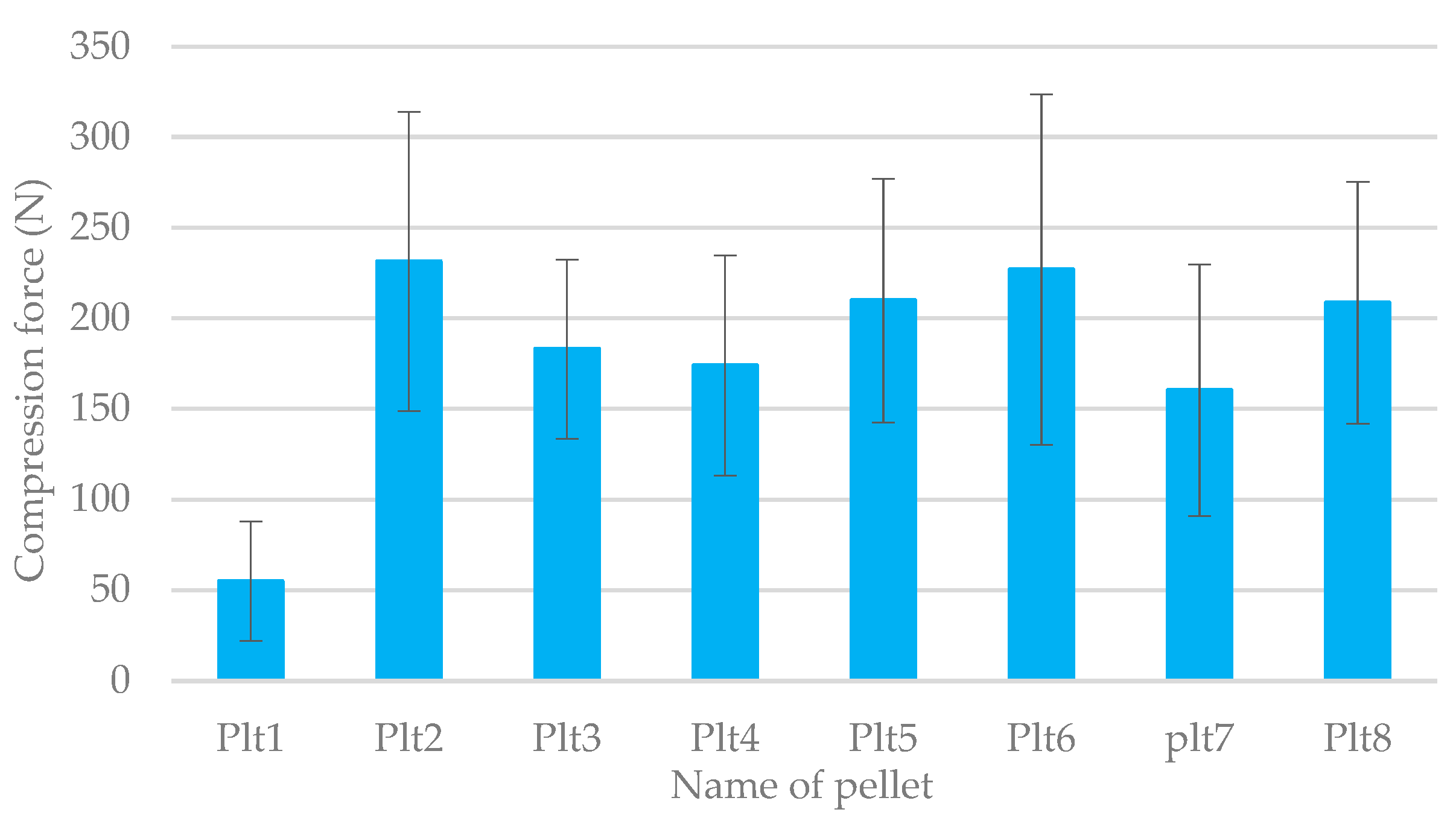
To evaluate the rigidity of pellets, the axial compression test was applied. Three-point bending test, due to the bowed shape of pellets, was impractical. Figure 7 compares the resistance of the eight different types of pellets in the compression test. As can be seen in the graph, the pellet with 50% seaweed (Plt2) showed the highest strength, and the pellet with 25% seaweed (Plt1) showed the weakest strength. The Plt1 pellets were shorter and smaller than the other pellet types. The low strength of the Plt1 pellets justified their small size.
The other types of pellets represented in Figure 7 were made of seaweed and wood chips. According to this graph, Plt4, Plt5, Plt6, Plt7, and Plt8 had almost the same resistance in the compression test. They were able to resist around 200 N. The sample standard deviation method was applied to draw the error bars in this graph. Plt2 and Plt6 appeared stronger than the other pellets. Plt3 and Plt6 both had 75% seaweed content. However, Plt6 showed more resistance to compression force.
3.4. Energy Content of Pellets
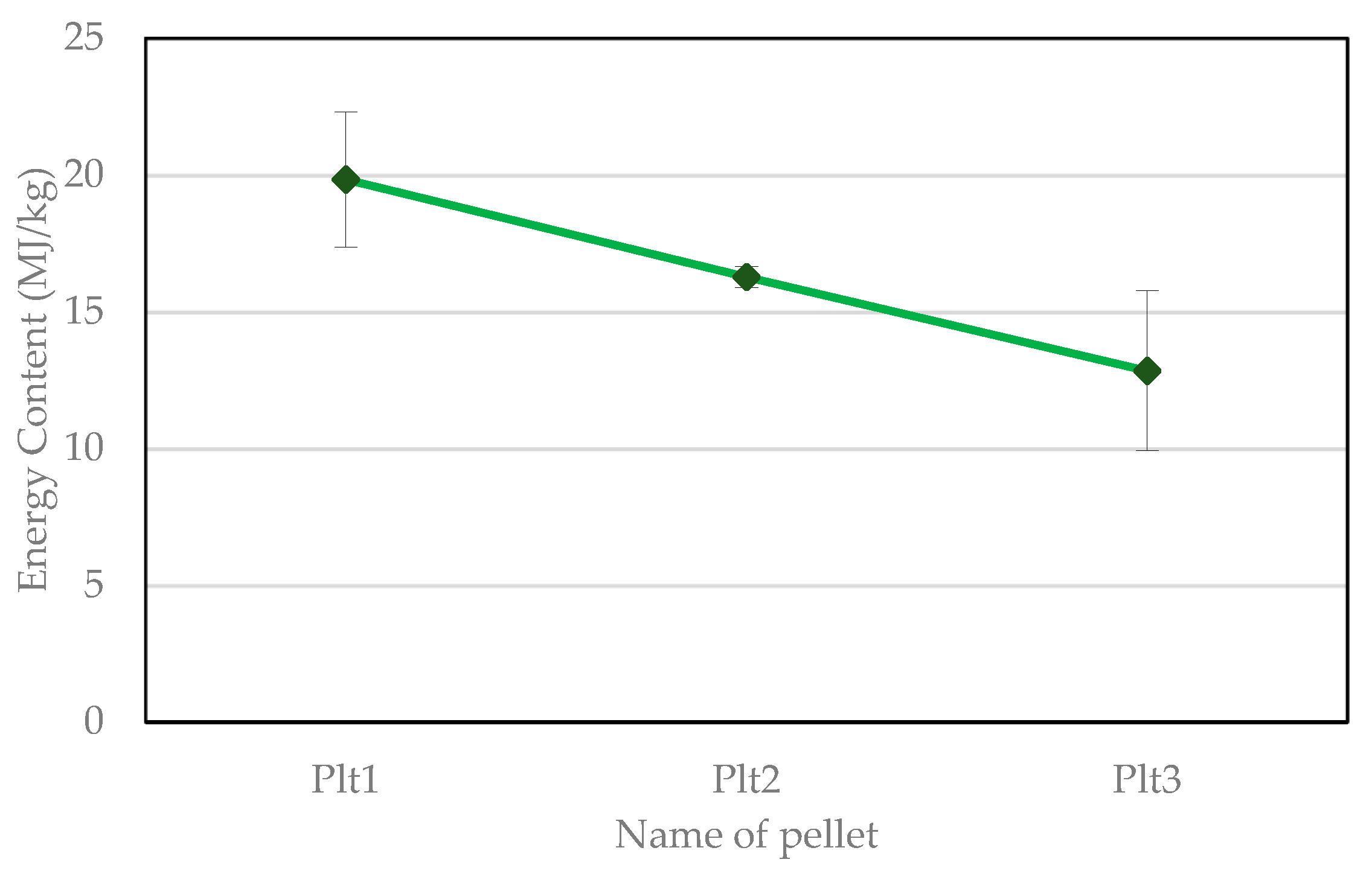
Figure 8 compares the energy content of three types of pellets made from seaweed, sawdust, and hay. The sample standard deviation method was used to draw the error bars in this graph. According to this graph, sawdust has a higher energy content than seaweed since Plt1 has a higher energy content than Plt2 and Plt3. Figure 9 compares the energy content of five types of pellets made from seaweed and wood chips. Plt4, Plt5, Plt6, Plt7, and Plt8 differed in their percentages of seaweed and wood chips. It can be determined from Figure 9 that pellets with higher seaweed content have lower energy content. Plt3 and Plt6 both had 75% seaweed content. They differed only in their percentages of sawdust and hay. Plt6 had a higher energy content than Plt3. Therefore, it can be concluded that a pellet with more wood content has a higher energy content than a pellet with more hay content.
According to ENplus and CANplus, the minimum energy content of standard wood pellets is 16.56 MJ/kg [15]. The average energy content of seaweed pellets is very close to the minimum energy content of standard wood pellets.
3.5. Ash Content of Pellets
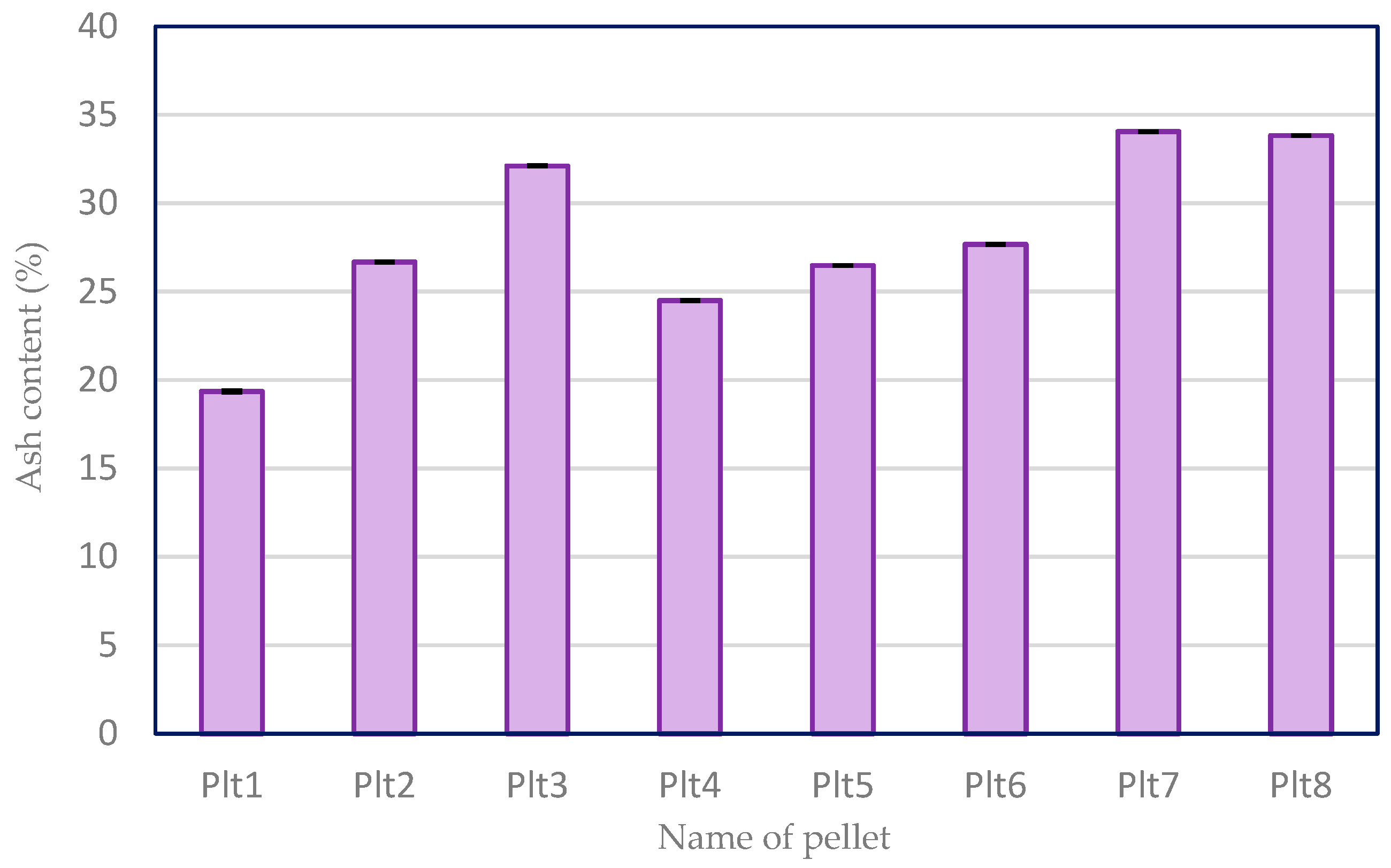
The amount of residue after the combustion of biomass fuel is a key parameter when assessing a fuel. The ash content of all eight pellets was measured and is presented in Figure 10. According to the graph, the seaweed content directly correlates with the ash content of pellets. Plt1 has the lowest seaweed content, and Plt8 has 100% seaweed content. The data suggest that ash content increase with the seaweed fraction. This might be because of the high salt or chlorine content of seaweed. The ash content (dry basis) of standard wood pellets (ENplus B), according to ISO 18122, is less than 2%, which is much lower than all types of seaweed pellets [15].
4. Discussion
The result section presented some of the major mechanical and chemical properties of the eight types of pellets produced in this project. In the current section, it is discussed how effectively seaweed pellets can meet the requirements for various biomass fuel processing options.ENplus and CANplus were applied as the most common criteria to assess the quality of seaweed pellets. The physical properties of seaweed pellets were completely in the range of standard wood pellets. The Energy content of seaweed pellets was very close to the minimum bound of standard wood pellets, and the ash content of seaweed pellets was very high in comparison with the standard wood pellets. The method of testing the mechanical durability of standard wood pellets is completely different from the method applied in this study.
A number of conclusions can be reached by analyzing Figure 7 and Figure 8. First, according to Figure 8, Plt1 has more energy content than Plt2, and Plt2 has more energy than Plt3. Hence, more sawdust content in the pellets increased their energy content. Second, Figure 9 illustrates a gradual decrease in energy content from left to right. This energy reduction is in line with the reduction of wood chip content within the pellets. Third, when the energy content of Plt3 is compared with Plt6, it can be concluded that hay has lower energy content than wood because Plt3 and Plt6 both have 75% seaweed content. Lastly, by comparing the energy content of Plt1 (20 MJ/kg) with 25% seaweed and Plt8 (14 MJ/kg) with 100% seaweed, it can be concluded that the idea of applying seaweed as the main material for making pellets is because of its environmental advantages rather than its energy content. Generally, woods have higher energy content than Bladderwrack seaweed and hay, and in the pelletizing process, no chemical reactions occur between compositions to change the energy content of raw materials after pelletizing.
Pellets have a high mass and energy density when compared to unprocessed biomass. As such, the transportation of pellets occupies less space and is more economical than unprocessed biomass. According to Table 3, Plt8 had the highest moisture levels, with 5.68% water content, among the eight pellet types. Due to the slower growth of mold and fungi in the absence of moisture, the low moisture of pellets can increase the storage time. Similarly, the high strength of pellets prevents them from breaking up or falling apart during storage and transportation. According to Table 3, all but Plt1 of the pellets produced in this study were strong enough to resist pressure during storage and transportation [12,13].
When compared to other common feedstocks, such as charcoal, manure, or waste food, the mechanical flow of seaweed pellets is superior. This feature helps the fuel move more smoothly inside the equipment [13,22].
Some of the potential applications of the produced pellets include combustion, gasification, pyrolysis, HTL, and AD. In general, the combustion of any kind of pellets is possible in CHP plants. The water content, the number of voids, particle size, and energy content of the fuel are some of the main parameters that affect the efficiency of this process [37]. All eight pellets that were produced in this project had low water content, a sufficient number of voids, and an adequate degree of hardness to provide efficient combustion.
The ash content of seaweed pellets, measured in this study, is around 20–34%. In spite of having higher ash content than optimal for many conversion techniques, this range of ash content does not reject the feasibility of using seaweed pellets as feedstock in any of the applications. The increase of the ash content in the fuel causes a slower fuel combustion rate. At the same time, char particles exit the furnace before being entirely consumed, resulting in a reduction in combustion efficiency [38].
For gasification and pyrolysis energy content, water content, hardness of the fuel particles, quality of mechanical flow, the potential for bridging problems, number of void spaces in the fuel, and the amount of each volatile substance and fixed carbons in the fuel structure are more important than other parameters [22]. The mechanical strength of fuel particles prevents them from breaking under pressure and preserves the voids between the particles. Gasification and pyrolysis are more efficient when there are more empty spaces between fuel particles [39]. As shown in Figure 6, all the produced pellet types had acceptable strength except Plt1. Therefore, Plt1 did not meet mechanical strength specifications for gasification and pyrolysis, and the use of this type of pellet will likely result in feedstock disintegration, related operational issues, and operational instability resulting from poor air-fuel mixing [22]. In addition to not meeting the mechanical specifications, the water content of this feedstock would fail the relevant moisture specification for many gasifiers where the medium contains no steam. Caution is warranted since even if steam was present, the injection of steam could alter the mechanical properties of unreacted pellets.
As illustrated in Table 3, almost all the pellets had low water content. It was found that low water content is a prerequisite for achieving suitable mechanical strength in pellets with high seaweed content. Some types of gasifiers, such as downdraft gasifiers, which use air as a gasification agent, are not designed to gasify biomass with a water content of less than 5% [23,40,41,42]. Nonetheless, 15% to 20% is the ideal water content for feedstock in these types of gasifiers [43,44]. The gasification process includes drying, pyrolysis, combustion, cracking, and reduction [23,43]. In the reduction process, H2O reacts with carbon and produces hydrogen plus carbon monoxide [45]. Inadequate water in the reactor reduces the production of H2 and increases the amount of intact carbon in the residues [43]. The possible increase in unwanted tar during gasification is particularly troubling.
According to previous studies on the ash content of feedstocks, the heating value of syngas decreases with an increase in ash content in the gasification process [46]. The optimized ash content of feedstock in this process is less than 5%, and higher ash content increases the risk of forming slag and clinkers in the equipment [47]. In pyrolysis, higher ash contents reduce the bio-oil yields [48].
The particle size and cellulose or hemicellulose content of biomass are critical parameters when considering HTL [24]. In this process, the lower ash content of feedstock improves the heating value of the bio-crude oil [49]. All pellets in this project were produced with the same die in the pelletizer. Accordingly, all of them were nearly the same size (8 mm in diameter and 30 mm in length). The small particle sizes of pellets are an advantage in combustion, gasification, pyrolysis, and HTL [22,24]. Plant-based fuels, such as seaweed pellets, contain cellulose or hemicellulose. While this type of structure in the biomass often resists biological processes and slows them down [28], higher cellulose content in fuel yields more heat, syngas, bio-oil, and bio-crude in combustion, gasification, pyrolysis, and HTL [24].
The bacteria content, cellulose or hemicellulose structure, and the nitrogen-to-carbon ratio of the fuel are some of the major factors in AD [28]. The ash content of seaweed pellets is less than 34%. Feedstocks with more than 40% ash content are not so worthy for AD [50]. Due to their lack of bacteria content and high cellulose content, seaweed pellets need suitable catalysts to be digested. Table 3 summarizes the main properties of eight pellet types and verifies the possibility of using each type of pellet in various processing options.
The energy efficiency of the pelletizing process is sometimes questioned. Energy inputs in the pre-processing steps of drying, chopping, and pelletizing of wood chips, hay, sawdust, and seaweed were measured and estimated—see Table 4. The calorific value of the pellets is the chemical potential energy of the pellets when used as fuel.
Seaweed was the only biomass in this work that needed drying before pelletizing. For reducing the water content of 1 kg of fresh seaweed to less than 20% of water content, 9.72 MJ was consumed in a custom system without heat recovery [53,54]. The thermodynamic minimum heat required for water heating and evaporation is around 2 MJ/kg [55]. Hence, a system optimized for energy efficiency rather than speed of drying likely could operate with heat input in the range of 3 to 5 MJ/kg.
Sawdust was assumed as a waste material from carpentry, and, therefore, the practical pre-processing energy consumption was zero, just pelletizer energy was expended. While for dry seaweed and hay, the same chopping time was applied, chopping wood chips down to optimal pellet size needed a much longer time. This too can likely be improved with custom-designed equipment.
A concern over, or even criticism against, the use of seaweed as a biofuel feedstock is the high energy demand for seaweed drying [53,54,55]. As shown by our data in Table 4, the MJ of heat energy input is roughly equal to the chemical energy of the seaweed content in the final pellet produced. Clearly, seaweed is not an attractive option for biofuel pellets if electrical heating or fossil fuel-fired heating is used. However, many other drying options, like natural or solar drying, or drying using waste heat or renewable and low-temperature geothermal heat, can have good economics and favorable overall environmental footprints. [53,54,55] Ultimately, 1 MJ of chemical energy in the pellets can have much higher value and utility than 1 MJ of low-cost waste or geothermal heat.
This paper innovated an advanced biomass fuel and investigated the possibility of using this fuel in various applications. While a rough estimate might approve that the net energy production in this process might be close to zero, the idea of making pellets out of seaweed is valuable and economical depending on the price of energy in the location of production, the efficiency of the applied techniques, and the abundance of biomass in the place.
5. Conclusions
In this study, eight different types of pellets from seaweed, sawdust, wood chips, and hay were produced and some of their main properties were measured. On average, the seaweed pellets were 30 mm long and 8 mm in diameter. Their particle density was approximately 1.1 g/cm3. They could resist around 200 N of compression force, and their energy content was roughly 14 MJ/kg. The moisture levels of the seaweed pellets were nearly 5% or less. The ash content of all pellets was around 20–34%. Due to their low humidity and high density, the storage as well as transportation of pellets, are more convenient and economical than unprocessed biomass. The results showed that the pellets with more seaweed content had darker, shinier, and softer surfaces. Additionally, a greater wood content improved the energy levels of the pellets. Ash content is also higher in the pellets with a higher seaweed content.
By assessing the seaweed pellet as a feedstock for different processing options, it was concluded that all eight types of pellets can be combusted to generate heat in CHP plants. The gasification and pyrolysis of all pellets but Plt1 are feasible due to their high mechanical strength. However, their low water content may disqualify them as suitable feedstocks for certain gasification methods. Among the categories, measured for the pellets in this project, none violated the HTL and AD specifications.
Author Contributions
Conceptualization, M.N., R.U. and C.R.; methodology, M.N.; software, M.N.; validation, M.N., R.U. and C.R.; formal analysis, M.N.; investigation, M.N.; resources, M.N.; data curation, M.N.; writing—original draft preparation, M.N.; writing—review and editing, M.N., R.U. and C.R.; visualization, M.N., R.U. and C.R.; supervision, R.U. and C.R.; project administration, R.U. and C.R.; funding acquisition, R.U. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Northern Periphery and Arctic Program SW-GROW (no. 366).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A
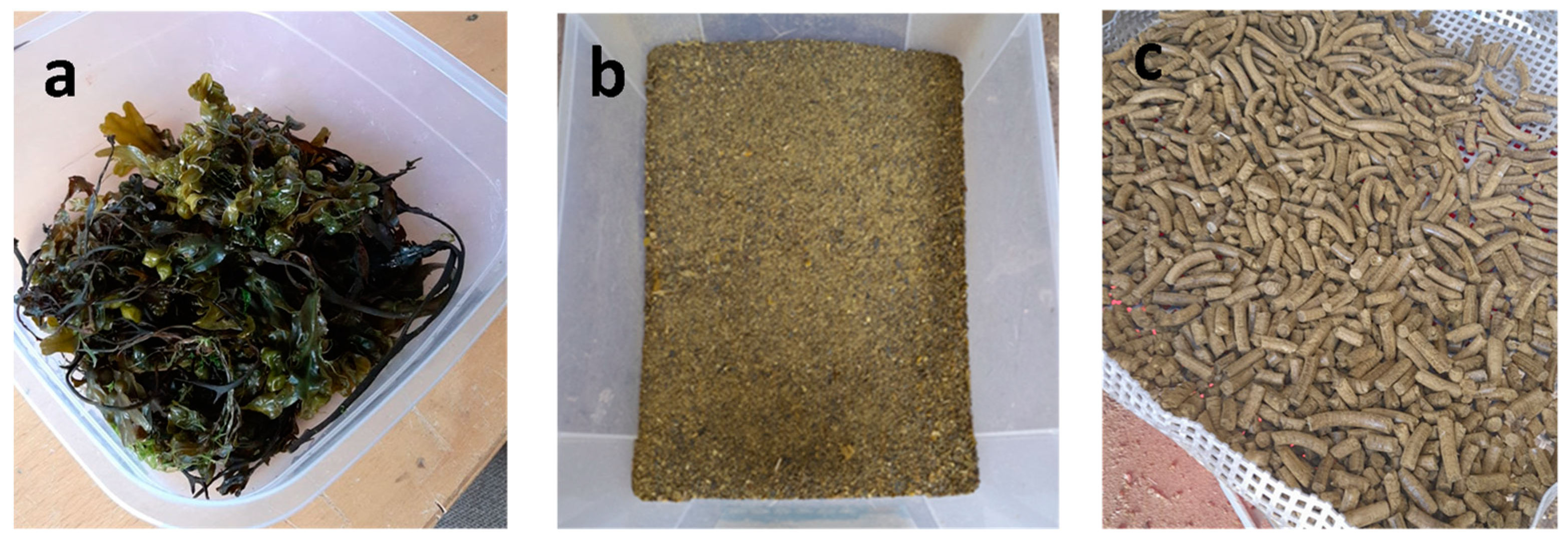
To be able to make homogeneous mixtures from seaweed, sawdust, hay, and wood chips, it was necessary to chop them to smaller grain size. Figure A1 illustrates three shapes of seaweed in this project. Figure A2 shows the appearance of materials after shredding and before pelletizing.
Figure A1.
(a) Fresh seaweed; (b) Dried and chopped seaweed; (c) Seaweed pellets.

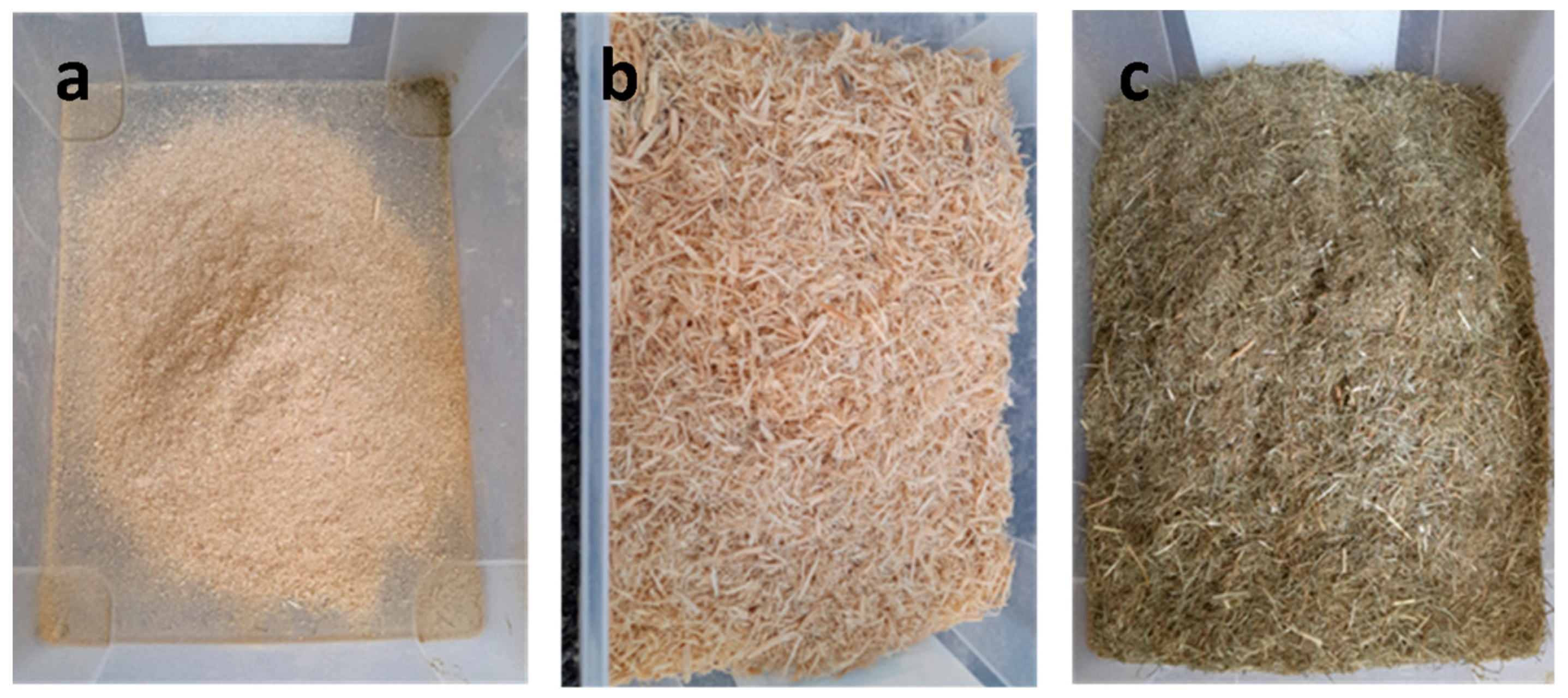
Figure A2.
(a) Sawdust; (b) Wood chips; (c) Hay.

The typical stalk diameter of hay is 0.6 mm and the unchipped lengths varied from 10 cm to 30 cm. After chopping the average stalk segment was about 0.5 cm and the maximum around 1.2 cm. The average stalk diameter of fresh seaweed is 3 mm and their length on average is between 20 to 30 mm. After drying and chopping the size of seaweed grains is less than 5 mm. Wood chips before shredding with the kitchen mixer had a 4 mm diameter and 3 cm length on average. The average size of wood chips after shredding was 2 mm and 1.5 cm in diameter and length respectively. Sawdust was powder shape and as small as granulated sugar. Their size did not need to be processed.
After preparing the raw material with desirable sizes, scaling, and mixing the materials based on planned compositions were done just by stirring the materials by hand in a plastic container. The mixing continued as long as attaining a mixture which looks visually homogeneous and picking a specific particle in the mixture was difficult. Figure A3 shows the appearance of one of the mixtures.
Figure A3.
A mixture of seaweed, sawdust, and hay.

Appendix B
In this section, the procedure for measuring the energy content of the material is presented. A tiny amount of the pellet is connected to the negative and positive terminal of a capsule, pressurized, and placed inside a water container. After exploding the material, its energy content is calculated by finding the temperature change of water. Figure A4 shows the bomb calorimeter. More details of this process are explained here:
- 1.
- Weighing the pellet (0.1–0.2 g) (m);
- 2.
- Weighing the piece of wire (6–8 cm) (W1);
- 3.
- Adding 466 g of water to the water container;
- 4.
- Placing the pellet inside the bomb and connecting it to the ports with the wire;
- 5.
- Pressurizing the bomb (around 30 bars);
- 6.
- Placing the bomb inside the water container;
- 7.
- Attaching the electric wires to the ports of the bomb;
- 8.
- Covering the chamber with a sensor and stirrer;
- 9.
- Attaching the stirrer belt;
- 10.
- Turning on the stirrer;
- 11.
- Monitoring the temperature graph for a few minutes to find a stable tempera-ture;
- 12.
- Pressing the ignite button on the monitor (it takes 60 s to ignite);
- 13.
- Writing down the primary temperature right before ignition (T1);
- 14.
- Monitoring the temperature graph after ignition to find the maximum temperature (T2);
- 15.
- Turning off the stirrer;
- 16.
- Taking out and disassembling the bomb;
- 17.
- Weighing the rest of the wire (W2);
- 18.
- Using Equation (4) to calculate the energy content;
Figure A4.
Bomb calorimeter.

References
- Food and Agriculture Organization (FAO). The State of World Fisheries and Aquaculture. In Contributing to Food Security and Nutrition for All; FAO: Rome, Italy, 2016. [Google Scholar]
- Krause-Jensen, D.; Duarte, C.M. Substantial role of macroalgae in marine carbon sequestration. Nat. Geosci. 2016, 9, 737–742. [Google Scholar] [CrossRef]
- Mayala, T.S.; Ngavouka, M.D.N.; Douma, D.H.; Hammerton, J.M.; Ross, A.B.; Brown, A.E.; M’Passi-Mabiala, B.; Lovett, J.C. Characterisation of congolese aquatic biomass and their potential as a source of bioenergy. Biomass 2022, 2, 1–13. [Google Scholar] [CrossRef]
- Duarte, C.M.; Wu, J.; Xiao, X.; Bruhn, A.; Krause-Jensen, D. Can seaweed farming play a role in climate change mitigation and adaptation. Front. Mar. Sci. 2017, 4, 1–8. [Google Scholar] [CrossRef] [Green Version]
- How Biomass Wood Pellet Mills CAN Help Landowners Grow Healthy Forests. Available online: https://www.drax.com/uk/sustainable-bioenergy/how-biomass-wood-pellet-mills-can-help-landowners-grow-healthy-forests/ (accessed on 11 January 2023).
- Onyenwoke, C.; Tabil, L.G.; Dumonceaux, T.; Cree, D.; Mupondwa, E.; Adapa, P.; Karunakaran, C. Investigation of steam explosion pretreatment of sawdust and oat straw to improve their quality as biofuel pellets. Energies 2022, 15, 7168. [Google Scholar] [CrossRef]
- Agu, O.S.; Tabil, L.G.; Mupondwa, E. Impact of biochar addition in microwave torrefaction of camelina straw and switchgrass for biofuel production. Fuels 2022, 3, 588–606. [Google Scholar] [CrossRef]
- Gallant, R.; Farooque, A.A.; He, S.; Kang, K.; Hu, Y. A mini-review: Biowaste-derived fuel pellet by hydrothermal carbonization followed by pelletizing. Sustainability 2022, 14, 12530. [Google Scholar] [CrossRef]
- Soria-González, J.A.; Tauro, R.; Alvarado-Flores, J.J.; Berruet, V.M.; Rutiaga-Quiñones, J.G. Avocado tree pruning pellets (persea americana mill.) for energy purposes: Characterization and quality evaluation. Energies 2022, 15, 7514. [Google Scholar] [CrossRef]
- Walker, T. Biomass Sustainability and Carbon Policy Study; Manomet Center for Conservation Sciences: Brunswick, ME, USA, 2010. [Google Scholar]
- Liu, S.; Zhang, Y.; Su, Z.; Jiang, T. Improving the properties of magnetite green pellets with a novel organic composite binder. Materials 2022, 15, 6999. [Google Scholar] [CrossRef]
- Proper Handling of Wood Pellets. Available online: https://www.pellet.org/proper-handling-of-wood-pellets/ (accessed on 20 September 2022).
- Biomass Handling. Available online: http://www.advancedbiomass.com/2010/10/handling-pellets-things-to-consider/ (accessed on 20 September 2022).
- Wood Pellets Quality Standards Review. Available online: http://www.biofuelmachines.com/wood-pellets-quality-standards-study.html (accessed on 27 January 2023).
- Pellet Quality & Standards. Available online: https://epc.bioenergyeurope.org/about-pellets/pellets-basics/pellet-standards/ (accessed on 27 January 2023).
- Williams, O.; Taylor, S.; Lester, E.; Kingman, S.; Giddings, D.; Eastwick, C. Applicability of mechanical tests for biomass pellet characterisation for bioenergy applications. Materials 2018, 11, 1329. [Google Scholar] [CrossRef] [Green Version]
- How Does Cogeneration Provide Heat and Power. Available online: https://www.scientificamerican.com/article/how-does-cogeneration-provide-heat-power/ (accessed on 16 September 2022).
- Lee, Y.W.; Ryu, C.; Lee, W.J.; Park, Y.K. Assessment of wood pellet combustion in a domestic stove. J. Mater. Cycles Waste Manag. 2011, 13, 165–172. [Google Scholar] [CrossRef]
- Biofuels Academy. Available online: http://biofuelsacademy.org/index.html%3Fp=436.html (accessed on 20 April 2022).
- Simone, M.; Barontini, F.; Nico, C.; Tognotti, L. Gasification of pelletized biomass in a pilot scale downdraft gasifier. Bioresour. Technol. 2012, 116, 403–412. [Google Scholar] [CrossRef]
- Widjayaa, E.R.; Chena, G.; Bowtell, L.; Hillsa, C. Gasification of non-woody biomass: A literature review. Renew. Sustain. Energy Rev. 2018, 89, 184–193. [Google Scholar] [CrossRef] [Green Version]
- Biomass Fuels: Their Characteristics and Preparations. Available online: http://wiki.gekgasifier.com/w/page/6123678/Biomass%20Fuels%3A%20Their%20Characteristics%20and%20Preparations (accessed on 13 September 2022).
- Basu, P. Hydrothermal Gasification of Biomass. Biomass Gasification and Pyrolysis (Practical Design and Theory); Elsevier: Oxford, UK, 2010; pp. 229–269. [Google Scholar]
- Akhtar, J.; Amin, N.A.S. A review on process conditions for optimum bio-oil yield in hydrothermal liquefaction of biomass. Renew. Sustain. Energy Rev. 2011, 15, 1615–1624. [Google Scholar] [CrossRef]
- Zhang, L.; Dou, X.; Yang, Z.; Yang, X.; Guo, X. Advance in hydrothermal bio-oil preparation from lignocellulose: Effect of raw materials and their tissue structures. Biomass 2021, 1, 74–93. [Google Scholar] [CrossRef]
- Safavi, S.M.; Unnthorsson, R. Methane yield enhancement via electroporation of organic waste. Waste Manag. 2017, 66, 61–69. [Google Scholar] [CrossRef]
- Anaerobic Digestion. Available online: http://anaerobicdigestion.co.uk/feedstocks/ (accessed on 26 September 2022).
- Mulat, D.G.; Horn, S.J. Biogas Production from Lignin via Anaerobic Digestion. Energy and Environment Series; Norwegian University of Life Sciences: Oslo, Norway, 2018; Volume 19, pp. 391–412. [Google Scholar]
- Dubrovskis, V.; Plume, I.; Straume, I. Investigations of Biogas Production Potential from Grass Hay Pellets. In Engineering for Rural Development; Latvia University of Life Sciences and Technologies: Jelgava, Latvia, 2018. [Google Scholar]
- Halliday, D.; Resnick, R. Fundamentals of Physics, 6th ed.; Cleveland State University: Cleveland, OH, USA, 2014; pp. 190–197. [Google Scholar]
- Quadratic Mean. Available online: https://people.revoledu.com/kardi/tutorial/BasicMath/Average/quadratic%20mean.html (accessed on 20 July 2022).
- Microsoft Office Excel. Available online: https://office.microsoft.com/excel (accessed on 20 July 2022).
- Bomb Calorimetry. Available online: http://ch301.cm.utexas.edu/thermo/#thermochemistry/bomb-calorim.html (accessed on 30 August 2022).
- Li, W.; Wang, M.; Meng, F.; Zhang, Y.; Zhang, B. A review on the effects of pretreatment and process parameters on properties of pellets. Energies 2022, 15, 7303. [Google Scholar] [CrossRef]
- Standard Test Method for Compressive Properties of Rigid Plastics. Available online: https://www.astm.org/d0695-15.html (accessed on 11 January 2023).
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Ash in Biomass; National Renewable Energy Laboratory: Golden, CO, USA, 2008. [Google Scholar]
- Travelling Grate. Available online: https://www.sugimat.com/en/products/travelling-grate/ (accessed on 22 September 2022).
- Sun, R.; Ismail, T.M.; Ren, X.; Abd El-Salam, M. Effect of ash content on the combustion process of simulated MSW in the fixed bed. Waste Manag. 2016, 48, 236–249. [Google Scholar] [CrossRef]
- Roos, C.J. Clean Heat and Power Using Biomass Gasification for Industrial and Agricultural Projects; U.S. Department of Energy: Washington, DC, USA, 2010. [Google Scholar]
- Sikarwar, V.S.; Zhao, M.; Clough, P.; Yao, J.; Zhong, X.; Memon, M.Z.; Shah, N.; Anthony, E.J.; Fennell, P.S. An overview of advances in biomass gasification. Energy Environ. Sci. (R. Soc. Chem.) 2016, 9, 2939–2977. [Google Scholar] [CrossRef] [Green Version]
- Mishra, S.; Upadhyay, R.K. Review on biomass gasification: Gasifiers, gasifying mediums, and operational parameters. Mater. Sci. Energy Technol. 2021, 4, 329–340. [Google Scholar] [CrossRef]
- Molino, A.; Larocca, V.; Chia, S.; Musmarra, D. Biofuels Production by Biomass Gasification: A Review. Energies 2018, 11, 811. [Google Scholar] [CrossRef] [Green Version]
- Frequently Asked Questions. Available online: https://www.allpowerlabs.com/faq (accessed on 11 November 2022).
- Bhavanam, A.; Sastry, R.C. Biomass gasification processes in downdraft fixed bed reactors: A review. Chem. Eng. Appl. 2011, 2, 425–433. [Google Scholar]
- Antonopoulos, S.; Karagiannidis, A.; Gkouletsos, A.; Perkoulidis, G. Modelling of a downdraft gasifier fed by agricultural residues. Waste Manag. 2012, 32, 710–718. [Google Scholar] [CrossRef] [PubMed]
- Gupta, S.; De, S. An experimental investigation of high-ash coal gasification in a pilot-scale bubbling fluidized bed reactor. Energy 2022, 244, 122868. [Google Scholar] [CrossRef]
- Biomass Feedstock Requirements. Available online: https://www.allpowerlabs.com/wp-content/uploads/2015/05/v1-09_Section_02_BiomassFeedstockRequirements.pdf (accessed on 18 January 2023).
- Chouhan, A.S.; Sarma, A. Critical analysis of process parameters for bio-oil production via pyrolysis of biomass: A review. Recent Pat. Eng. 2013, 7, 98–114. [Google Scholar] [CrossRef]
- Chena, W.T.; Qiana, W.; Zhanga, Y.; Mazura, M.; Kuoa, C.T.; Scheppea, K.; Schidemanc, L.C. Effect of ash on hydrothermal liquefaction of high-ash content algal biomass. Algal Res. 2017, 25, 297–306. [Google Scholar] [CrossRef]
- Anaerobic Digestion Wastes-Sources and Characteristics. Available online: https://www.theecoambassador.com/AnaerobicDigestion-WastesSourcesandCharacteristics.html# (accessed on 18 January 2023).
- Schweitzer, D.; MaxSchmid, A.G.; Waizmann, G.; Beirow, M.; Spörl, R.; Scheffknecht, G. Steam gasification of wood pellets, sewage sludge and manure: Gasification performance and concentration of impurities. Biomass Bioenergy 2018, 111, 308–319. [Google Scholar] [CrossRef]
- Alevanaua, A.; Ahmed, I.; Gupta, A.K.; Yang, W.; Blasiak, W. Parameters of high-temperature steam gasification of original and pulverized wood pellets. Fuel Process. Technol. 2011, 92, 2068–2074. [Google Scholar] [CrossRef]
- Nazemi, M. Biomass Drying Cabinet- Design, Construction, and Evaluation. Master’s Thesis, University of Iceland, Reykjavik, Iceland, 2021. [Google Scholar]
- Nazemi, M.; Unnthorsson, R.; Richter, C.P. Analyzing the Process of Seaweed Drying in a Drying Cabinet; International Mechanical Engineering Congress and Exposition: Columbus, OH, USA, 2022. [Google Scholar]
- Milledge, J.J.; Smith, B.; Dyer, P.W.; Harvey, P. Macroalgae-Derived Biofuel: A Review of Methods of Energy Extraction from Seaweed Biomass. Energies 2022, 7, 7194–7222. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
Bladderwrack seaweed.

Figure 2.
(a)Wood chips; (b) Hay; (c) Seaweed; (d) Sawdust.

Figure 3.
The sample in the compression test.

Figure 4.
The appearance of three types of pellets composed of seaweed, hay, and sawdust.

Figure 5.
Five types of pellets composed of seaweed and wood chips.

Figure 6.
Dimension of a random pellet.

Figure 7.
Comparison of the hardness of the eight pellet types.

Figure 8.
Comparison of the energy content of pellets composed of seaweed, sawdust, and hay.

Figure 9.
Comparison of the energy content of pellets composed of seaweed and wood chips.

Figure 10.
The ash content of the eight types of pellets.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The composition of the eight pellet types.
| Name of Pellet | Seaweed Content (%) | Hay Content (%) | Sawdust Content (%) | Wood Chips Content (%) |
|---|---|---|---|---|
| Plt1 | 25 | 20 | 55 | 0 |
| Plt2 | 50 | 20 | 30 | 0 |
| Plt3 | 75 | 20 | 5 | 0 |
| Plt4 | 55 | 0 | 0 | 45 |
| Plt5 | 65 | 0 | 0 | 35 |
| Plt6 | 75 | 0 | 0 | 25 |
| Plt7 | 85 | 0 | 0 | 15 |
| Plt8 | 100 | 0 | 0 | 0 |
Table 2.
Average diameter, length, water content, and density of seaweed pellets produced in this project. The last row presents the specifications of standard wood pellets [15].
Table 2.
Average diameter, length, water content, and density of seaweed pellets produced in this project. The last row presents the specifications of standard wood pellets [15].
| Name of Pellet | Average Diameter (mm) | Average Length (mm) | Water Content 10 g-(%) | The Density of One Piece (g/cm3) | Bulk Density (g/cm3) |
|---|---|---|---|---|---|
| Plt1 | 7.47 | 3.15 ≤ L ≤ 20 | 2.95 | 1.110 | 0.526 |
| Plt2 | 8.04 | 3.15 ≤ L ≤ 40 | 2.98 | 1.025 | 0.718 |
| Plt3 | 8.05 | 3.15 ≤ L ≤ 40 | 4.38 | 1.062 | 0.724 |
| Plt4 | 7.87 | 3.15 ≤ L ≤ 40 | 1.97 | 1.076 | 0.641 |
| Plt5 | 8.08 | 3.15 ≤ L ≤ 40 | 3.34 | 1.057 | 0.657 |
| Plt6 | 7.72 | 3.15 ≤ L ≤ 40 | 5.43 | 1.126 | 0.558 |
| Plt7 | 7.92 | 3.15 ≤ L ≤ 40 | 3.39 | 1.077 | 0.728 |
| Plt8 | 7.82 | 3.15 ≤ L ≤ 40 | 5.68 | 1.092 | 0.702 |
| ENplus (A1, A2, & B) | 8 ± 1 | 3.15 ≤ L ≤ 40 | ≤10 | 0.600 ≤ BD ≤ 0.750 |
Table 3.
Comparison of the ash content, water content, compression resistance, energy content, and usage potential of different seaweed pellets.
Table 3.
Comparison of the ash content, water content, compression resistance, energy content, and usage potential of different seaweed pellets.
| Name of Pellet | Water Content | Compression Resistance (N) | Energy Content (MJ/kg) | Ash Content | Possibility of Usage in | ||||
|---|---|---|---|---|---|---|---|---|---|
| Combustion | Gasification | Pyrolysis | HTL | AD | |||||
| Plt1 | 2.95% | 55 | 19.84 | 19.4% | Yes | No | No | Yes | Yes |
| Plt2 | 2.98% | 231 | 16.23 | 26.7% | Yes | Possibly | Yes | Yes | Yes |
| Plt3 | 4.38% | 183 | 12.84 | 32.1% | Yes | Possibly | Yes | Yes | Yes |
| Plt4 | 1.97% | 174 | 16.60 | 25.5% | Yes | Possibly | Yes | Yes | Yes |
| Plt5 | 3.34% | 210 | 15.77 | 26.5% | Yes | Possibly | Yes | Yes | Yes |
| Plt6 | 5.43% | 227 | 15.76 | 27.7% | Yes | Yes | Yes | Yes | Yes |
| Plt7 | 3.39% | 160 | 14.36 | 34.1% | Yes | Possibly | Yes | Yes | Yes |
| Plt8 | 5.68% | 209 | 14.42 | 33.8% | Yes | Yes | Yes | Yes | Yes |
To clarify the possibility of usage, ‘yes’ means that none of the categories, measured in this study, would violate the typical application specifications, and ‘possibly’ means that there are some properties of a specific type of pellet that will, in some cases, not meet the specifications for a given conversion technique. Whether the pellets labeled ‘possibly’ can be used for this conversion approach depends on the specific design of equipment or process details of the fuel production plant. For example, pellets that have a water content below 5% may cause failure, instability, or poor syngas quality in certain simple air-fed downdraft gasifiers, or whenever the medium contains no steam. The same pellets might be used and perform well in appropriately designed steam gasifiers [43,51,52].
Table 4.
Energy consumption for processing versus calorific values pellet products.
| Pellet | Energy (MJ/kg) | ||||||
|---|---|---|---|---|---|---|---|
| Drying | Chopping | Pelletizing | Total input | Calorific value (output) | |||
| (Heat) | (Electric) | (Electric) | (Heat) | (Electric) | (Sum.) | (Chemical) | |
| 100% Wood chip | 0 | 11.52 | 1.80 | 0 | 13.32 | 13.32 | 19.26 |
| 100% Hay | 0 | 0.72 | 1.80 | 0 | 2.52 | 2.52 | 3.13 |
| 100% sawdust | 0 | 0 | 1.80 | 0 | 1.80 | 1.80 | 27.98 |
| 100% Seaweed (Plt8) | 9.72 | 0.72 | 1.80 | 9.72 | 2.52 | 12.24 | 14.42 |
| Plt2 | 4.86 | 0.50 | 1.80 | 4.86 | 2.30 | 7.16 | 16.23 |
| Plt4 | 5.35 | 5.58 | 1.80 | 5.35 | 7.38 | 12.73 | 16.60 |
| Plt7 | 8.26 | 2.34 | 1.80 | 8.26 | 4.14 | 12.40 | 14.36 |
All electrical energy estimates in this table are based on the wattage of the equipment used in this project. A 9-kW heater was used to prepare 10 kg of dry seaweed. An 800 W blender was used for chopping materials. The pelletizer operates at 15 A and 400 V. The capacity of the pelletizer is 12 kg per hour. The calorific values for the pellets with 100% wood chips, 100% hay, and 100% sawdust were not measured directly, but instead estimated based on the calorific values of other pellets.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Nazemi, M.; Unnthorsson, R.; Richter, C. Seaweed Pellets as a Renewable Fuel Feedstock. Biomass 2023, 3, 78-95. https://doi.org/10.3390/biomass3010006
AMA Style
Nazemi M, Unnthorsson R, Richter C. Seaweed Pellets as a Renewable Fuel Feedstock. Biomass. 2023; 3(1):78-95. https://doi.org/10.3390/biomass3010006
Chicago/Turabian StyleNazemi, Mohiodin, Runar Unnthorsson, and Christiaan Richter. 2023. "Seaweed Pellets as a Renewable Fuel Feedstock" Biomass 3, no. 1: 78-95. https://doi.org/10.3390/biomass3010006