
Production of Bio-Ethanol from the Organic Fraction of Municipal Solid Waste and Refuse-Derived Fuel
 , ,
, ,
Abstract
:1. Introduction
2. Materials & Methods
2.1. OFMSW Samples and Reagents
2.2. Compositional Analysis of the Mild Acid Pretreated OFMSW Feedstock
2.3. Enzymatic Hydrolysis
2.4. Microorganisms
2.5. Analysis of Fermentation Substrates and Products
3. Results
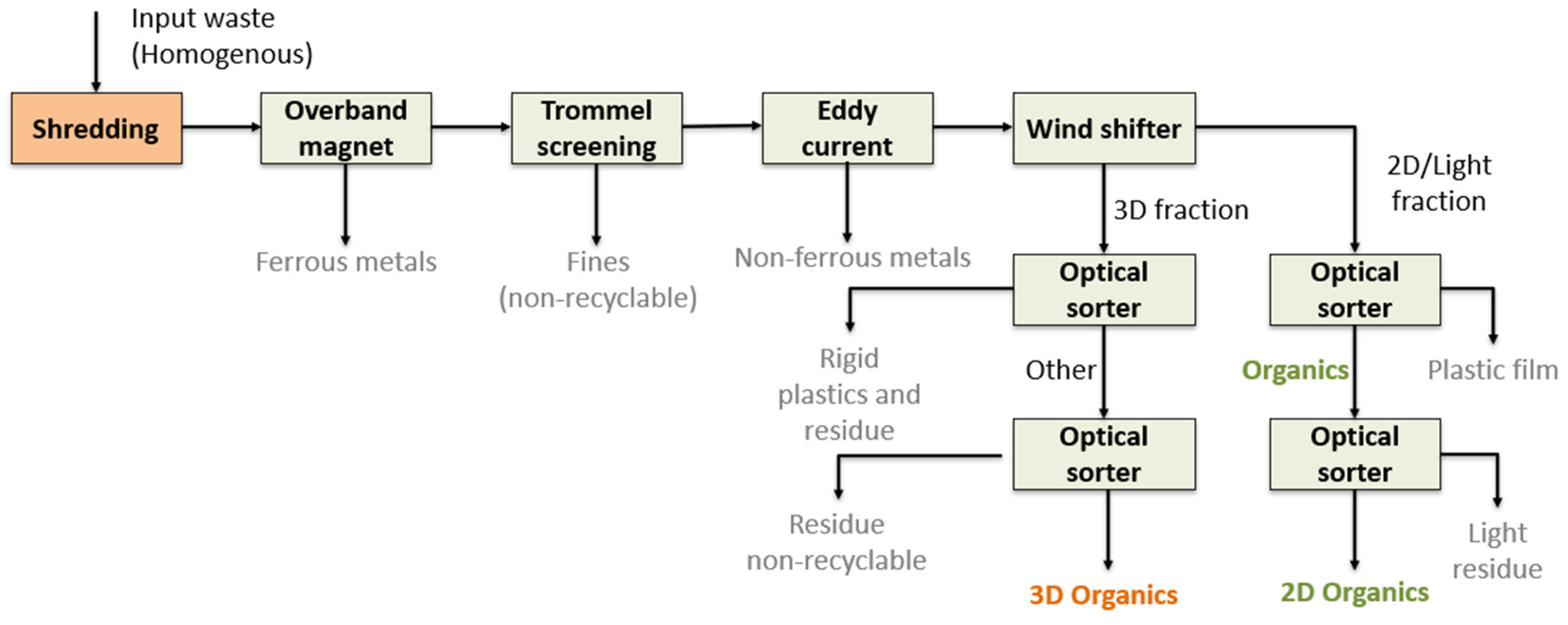
3.1. Separation of the Organic Fraction in MSW and RDF
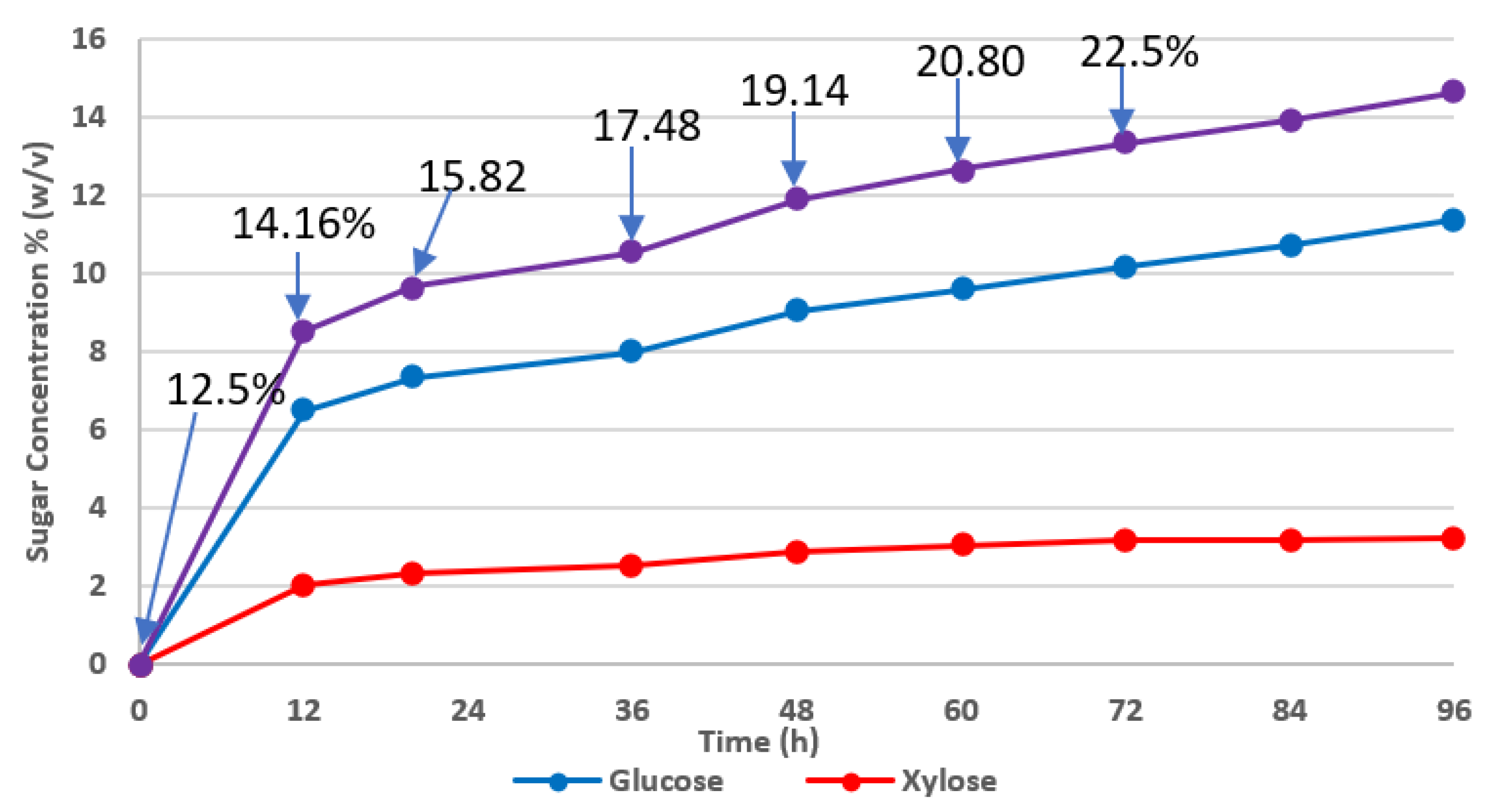
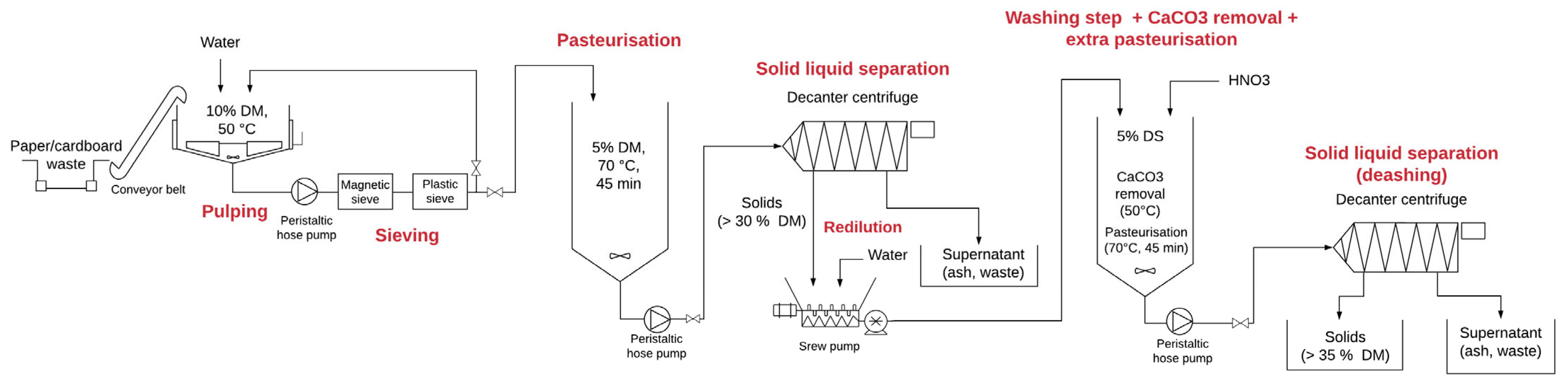
3.2. Pre-Treatment of Paper and Cardboard
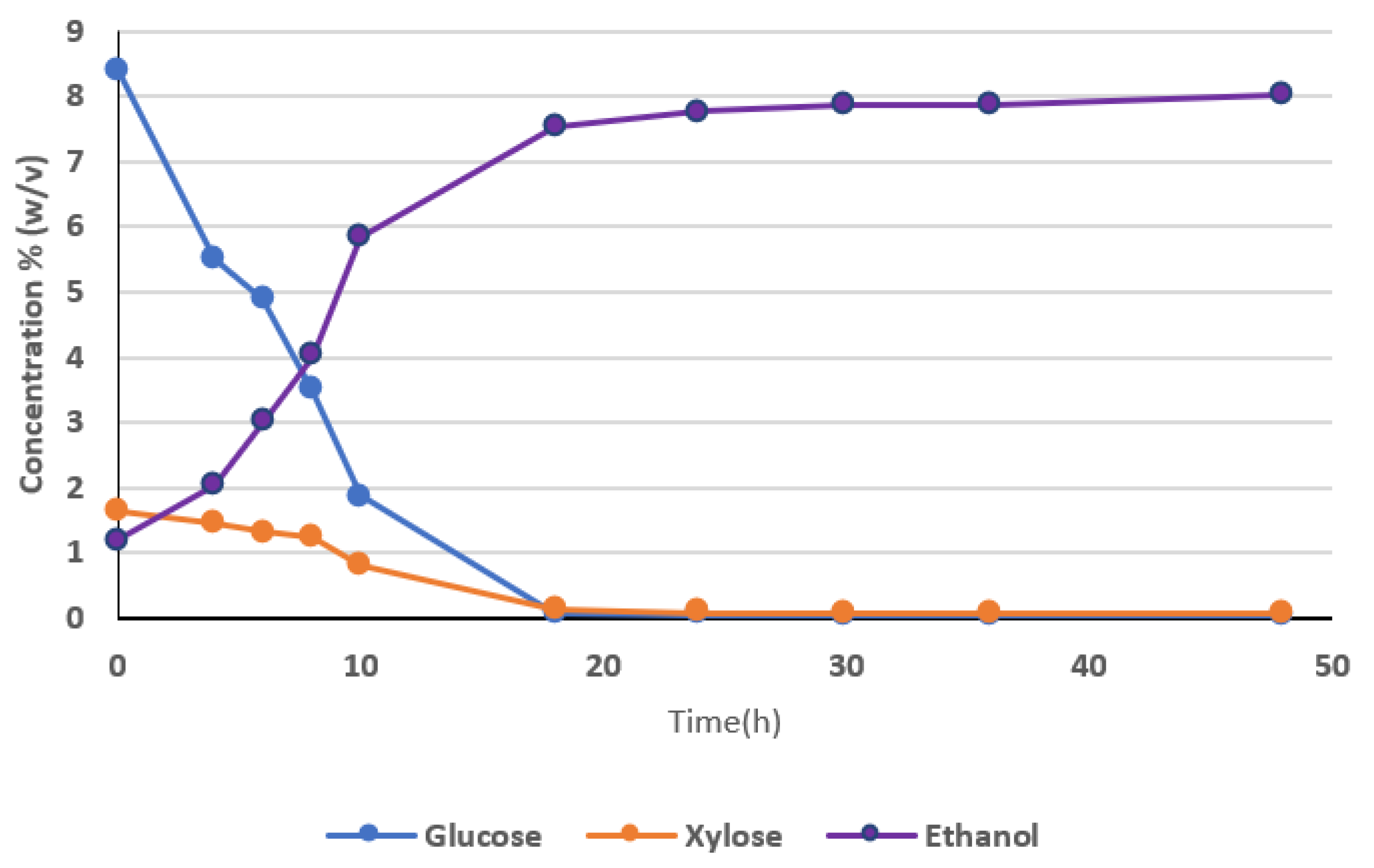
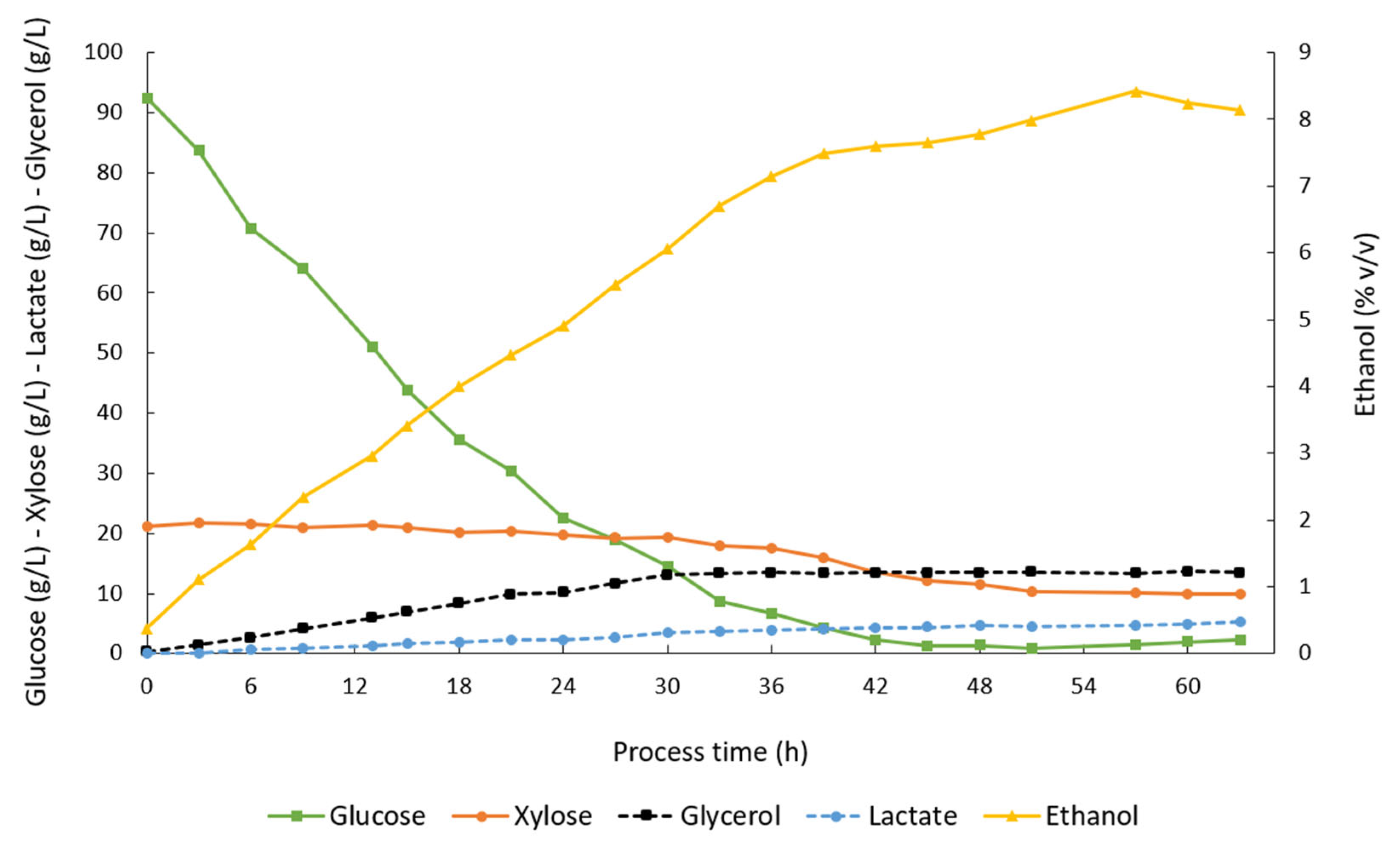
3.3. Ethanol Fermentation of Saccharified Paper/Cardboard
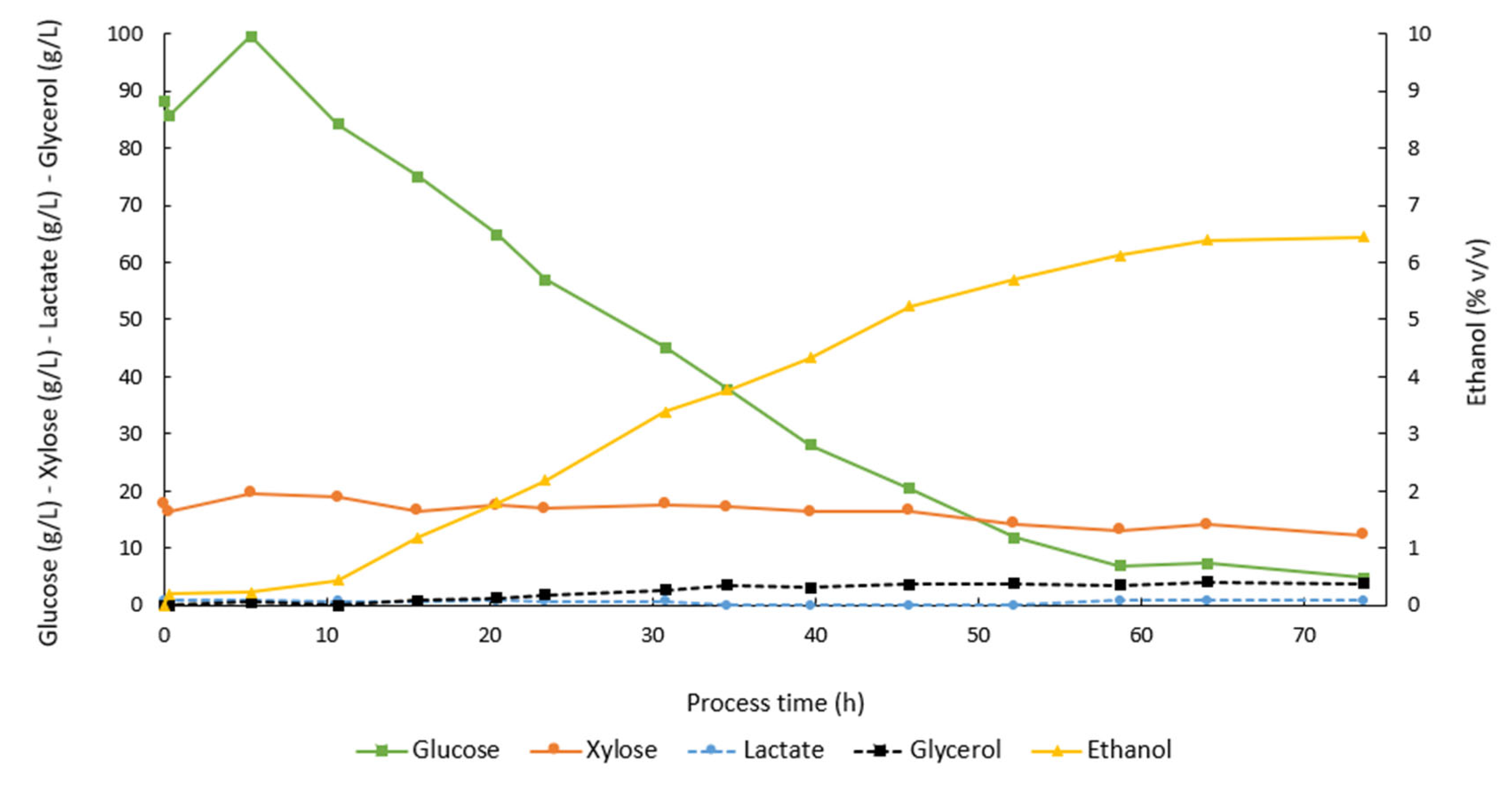
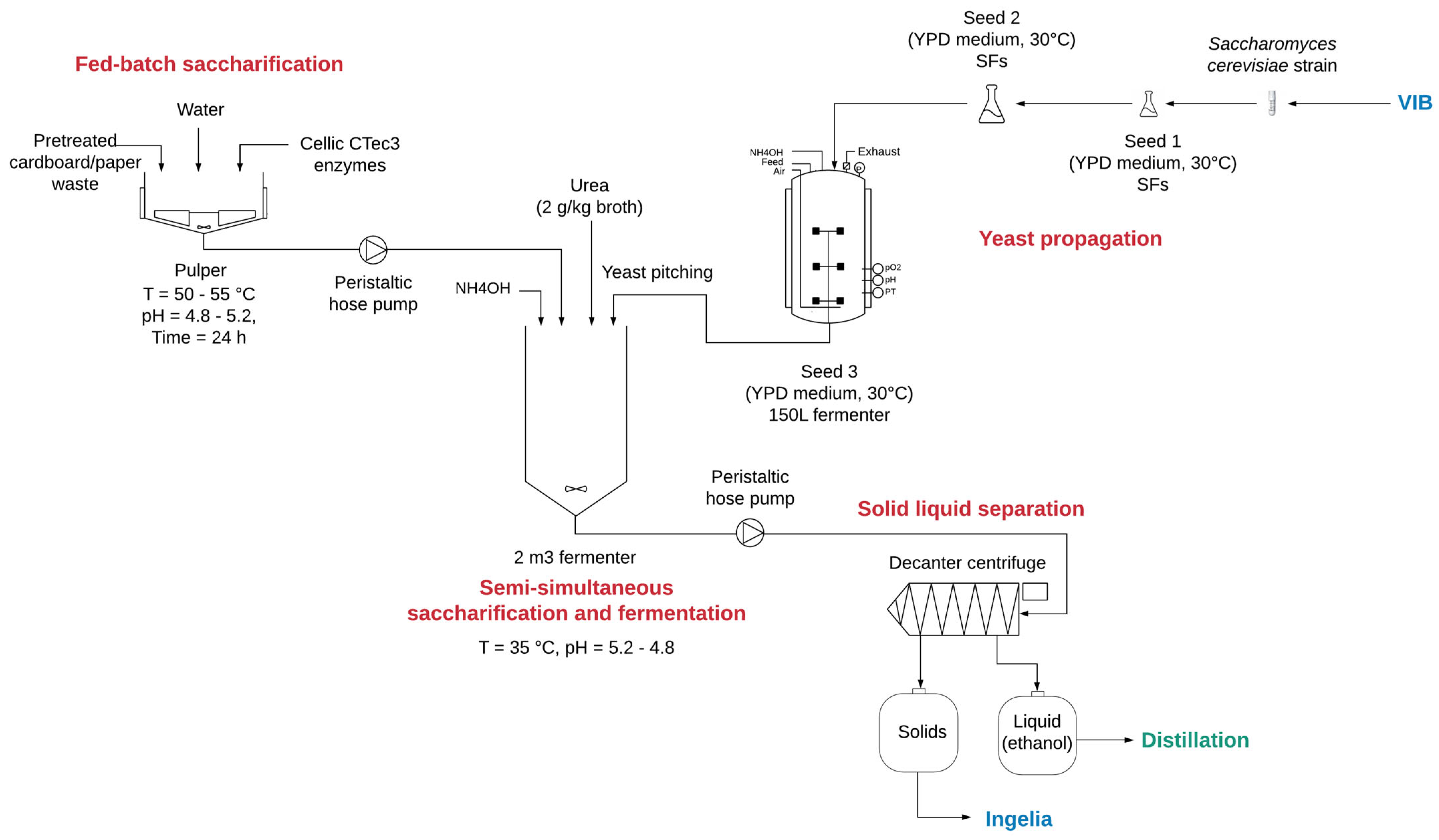
3.4. Pilot Plant Ethanol Fermentation from Paper/Cardboard
- Higher medium viscosities;
- Lower enzyme efficiency during saccharification;
- Lower quality of pellets after HTC.
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rosales-Calderon, O.; Arantes, V. A review on commercial-scale high value products that can be produced alongside cellulosic ethanol. Biotechnol. Biofuels 2019, 12, 240. [Google Scholar] [CrossRef] [PubMed]
- Bergeron, P.W.; Riley, C.J. Waste Paper as Feedstock for Ethanol Production; NREL/TP-232-4237; National Renewable Energy Laboratory: Golden, CO, USA, 1991.
- Bensah, E.C.; Mensah, M. Chemical pretreatment methods for the production of cellulosic ethanol: Technologies and Innovations. Int. J. Chem. Eng. 2013, 41, 719607. [Google Scholar] [CrossRef]
- Demeke, M.M.; Dumortier, F.; Li, Y.; Broeckx, T.; Foulquie-Moreno, M.R.; Thevelein, J.M. Combining inhibitor tolerance and D-xylose fermentation in industrial Saccharomyces cerevisiae for efficient lignocellulose based bioethanol production. Biotechnol. Biofuels 2013, 6, 120. [Google Scholar] [CrossRef] [PubMed]
- Belo, E.V.C. Construction of New Industrial Saccharomyces Cerevisiae Strains for Lignocellulosic Bioethanol Production. Ph.D. Thesis, KU Leuven, Leuven, Belgium, 2020; pp. 1–152. [Google Scholar]
- Wang, L.; Sharifzadeh, M.; Templer, R.; Murphy, R.J. Bioethanol production from various waste papers: Economic feasibility and sensitivity analysis. Appl. Energy 2013, 111, 1172. [Google Scholar] [CrossRef]
- Maceiras, R.; Alfonsin, V.; Poole, J.E. Bioethanol production from waste office paper. J. Environ. Sci. 2016, 6, 1. [Google Scholar]
- Byadgi, S.; Kalburgi, P. Production of bioethanol from waste newspaper. Procedia Environ. Sci. 2016, 30–35, 555–562. [Google Scholar] [CrossRef]
- Thakare, K.; Trivedi, M. Bioethanol, production from waste paper. Int. J. Sci. Res. Biol. Sci. 2021, 8, 49–51. [Google Scholar]
- Brasselle, A. Production of Cellulosic Ethanol from Mixed Paper. A Technical Report Presented to the Faculty of the School of Engineering and Applied Science. 2021. [Google Scholar]
- Annamamalai, N.; Battashi, H.; Anu, S.; Azkawi, A.; Al Bahry, S.; Sivokur, N. Enhanced bioethanol production from waste paper though separate hydrolysis and fermentation. Waste Biomass Valorization 2020, 11, 121–131. [Google Scholar] [CrossRef]
- Nishimura, H.; Tan, L.; Sun, Z.-Y.; Tang, Y.-Q.; Kida, K.; Morimura, S. Efficient production of ethanol from waste paper and the biochemical methane potential of stillage eluted from ethanol fermentation. Waste Manag. 2016, 48, 644. [Google Scholar] [CrossRef] [PubMed]
- Pooja, H.; Rashmi, A.; Sabeena, K.; Bhatkal, A.; Sastry, D.A. Production of ethanol from waste newspaper. In Proceedings of the International Conference on Global Trends in Engineering, Technology and Management, Pudukkottai, India, 24–26 February 2016; p. 519. [Google Scholar]
- Nishimura, H.; Tan, L.; Kira, N.; Tomiyyama, S.; Yamada, K.; Sun, Z.-Y.; Tang, Y.-Q.; Morimura, S.; Kida, K. Production of ethanol from a mixture of waste paper and kitchen waste via a process of successive liquefaction, presaccharification, and simultaneous saccharification and fermentation. Waste Manag. 2017, 67, 86. [Google Scholar] [CrossRef] [PubMed]
- Kowalski, Z.; Kulczycka, J.; Verhé, R.; Desender, L.; de Clercq, G.; Makara, A.; Generowicz, N.; Harazin, P. Second generation biofuel production from the organic fraction of municipal solid waste. Front. Energy Res. 2021, 10, 919415. [Google Scholar] [CrossRef]
- Barba, F.C.; Graham, O.; Puri, D.J.; Blacker, A.J. A simple techno-economic assessment for scaling-up the enzymatic hydrolysis of MSW pulp. Front. Energy Res. 2022, 10, 788534. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Data—Lignocellulosic Composition (% Dry Mass) | ||||
| Cellulose content | Hemicellulose content | Lignin content | Total lignocellulose | |
| Sample 1 | 58.51 | 11.92 | 15.3 | 85.72 |
| Sample 2 | 59.76 | 12.53 | 15.92 | 88.21 |
| Sample 3 | 63.97 | 11.82 | 13.6 | 89.39 |
| Sample 4 | 59.49 | 11.73 | 15.75 | 86.97 |
| Sample untreated | 55.33 | 11.85 | 14.61 | 81.79 |
| Chemical Composition of the Lignocellulosic Sugars (% of Total Sugars) | ||||
| Hexosans | Pentosans | |||
| Sample 1 | 89.38 | 10.62 | ||
| Sample 2 | 88.96 | 11.04 | ||
| Sample 3 | 90.56 | 9.44 | ||
| Sample 4 | 89.59 | 10.41 | ||
| Sample untreated | 88.69 | 11.31 | ||
| Enzyme Dosage Tested (FPU/g DS) | Highest Concentration of the Total Sugars Released % (w/v) | Saccharification Yield (%) |
|---|---|---|
| 20% Solids | ||
| 15 | 17.09 | 93 |
| 11.25 | 16.65 | 91 |
| 7.5 | 15.09 | 83 |
| 3.75 | 11.95 | 65 |
| 1.875 | 11.05 | 52 |
| 22.5% Solids | ||
| 15 | 15.23 | 74 |
| 11.25 | 14.95 | 73 |
| 7.5 | 14.33 | 70 |
| 3.75 | 14.15 | 69 |
| 1.875 | 10.71 | 52 |
| 25% Solids | ||
| 15 | 16.51 | 72 |
| 11.25 | 15.78 | 69 |
| 7.5 | 15.53 | 68 |
| 3.75 | 15.15 | 66 |
| 1.875 | 10.68 | 46 |
| S.No | Time (h) | Initial Solids % (w/v) | Dry Solids Added (g) | Final Total Solids in the Pulp (% w/v) | Sugars Released % (w/v) | Total Sugars Released % (w/v) | Saccharification Efficiency (%) | |
|---|---|---|---|---|---|---|---|---|
| Glucose | Xylose | |||||||
| 1. | 0 | 12.5 | - | 12.5 | 0 | 0 | 0 | 0 |
| 2. | 12 | 12.5 | 1.66 | 14.16 | 6.48 | 2.02 | 8.51 | 66.04 |
| 3. | 20 | 14.16 | 1.66 | 15.82 | 7.34 | 2.31 | 9.65 | 67.03 |
| 4. | 36 | 15.82 | 1.66 | 17.48 | 7.98 | 2.53 | 10.51 | 66.07 |
| 5. | 48 | 17.48 | 1.66 | 19.14 | 9.01 | 2.86 | 11.88 | 68.20 |
| 6. | 60 | 19.14 | 1.66 | 20.80 | 9.59 | 3.05 | 12.65 | 66.83 |
| 7. | 72 | 20.80 | 1.70 | 22.5 | 10.17 | 3.17 | 13.34 | 65.15 |
| 8. | 84 | 22.5 | - | 22.5 | 10.74 | 3.20 | 13.94 | 68.08 |
| 9. | 96 | 22.5 | - | 22.5 | 11.39 | 3.23 | 14.62 | 71.40 |
| Saccharification | |
| End glucose (g/L) | 84 |
| End xylose (g/L) | 23 |
| End lactate (g/L) | 0 |
| Simultaneous saccharification and fermentation | |
| Ethanol titer (% v/v) | 8.4 |
| Ethanol productivity (g/L·h) | 1.16 |
| Ethanol productivity—first 24 SSF hours (g/L·h) | 1.65 |
| End glucose (g/L) | 1.4 |
| End xylose (g/L) | 10 |
| End lactate (g/L) | 4.6 |
| Ethanol yield—initial free sugars (%) | 122 |
| Ethanol yield—total sugars (%) | 55 |
| SSF IN | |
| Dry solid loading (%) | 30 |
| Dry cardboard/paper solids (kg) | 1000 |
| Cellic CTeC 3 enzyme mix (kg) | 80 |
| Yeast (kg) | 4.8 |
| Urea (kg) | 6.7 |
| SSF OUT = DSP IN (=solids liquid separation IN) | |
| Dry solid content (%) | 17.9 |
| Ethanol (kg) | 221 |
| Total dry solids (kg) | 597 |
| DSP OUT (=solid liquid separation OUT) | |
| Solid fraction | |
| Dry solid content (%) | 40.0 |
| Ethanol (kg) | 14 |
| Total dry solids (kg) | 407 |
| Liquid fraction | |
| Dry solid content (%) | 7.5 |
| Ethanol (kg) | 207 |
| Total dry solids (kg) | 190 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Verhe, R.; Varghese, S.; Thevelein, J.M.; Nikroo, J.H.; Lambrecht, M.; Redant, E.; De Clercq, G. Production of Bio-Ethanol from the Organic Fraction of Municipal Solid Waste and Refuse-Derived Fuel. Biomass 2022, 2, 224-236. https://doi.org/10.3390/biomass2040015
Verhe R, Varghese S, Thevelein JM, Nikroo JH, Lambrecht M, Redant E, De Clercq G. Production of Bio-Ethanol from the Organic Fraction of Municipal Solid Waste and Refuse-Derived Fuel. Biomass. 2022; 2(4):224-236. https://doi.org/10.3390/biomass2040015
Chicago/Turabian StyleVerhe, Roland, Saju Varghese, Johan M. Thevelein, Jasmijn Hazegh Nikroo, Margaux Lambrecht, Emile Redant, and Gilles De Clercq. 2022. "Production of Bio-Ethanol from the Organic Fraction of Municipal Solid Waste and Refuse-Derived Fuel" Biomass 2, no. 4: 224-236. https://doi.org/10.3390/biomass2040015