
Implementation and Improvement of the Total Productive Maintenance Concept in an Organization


Definition
:1. Introduction
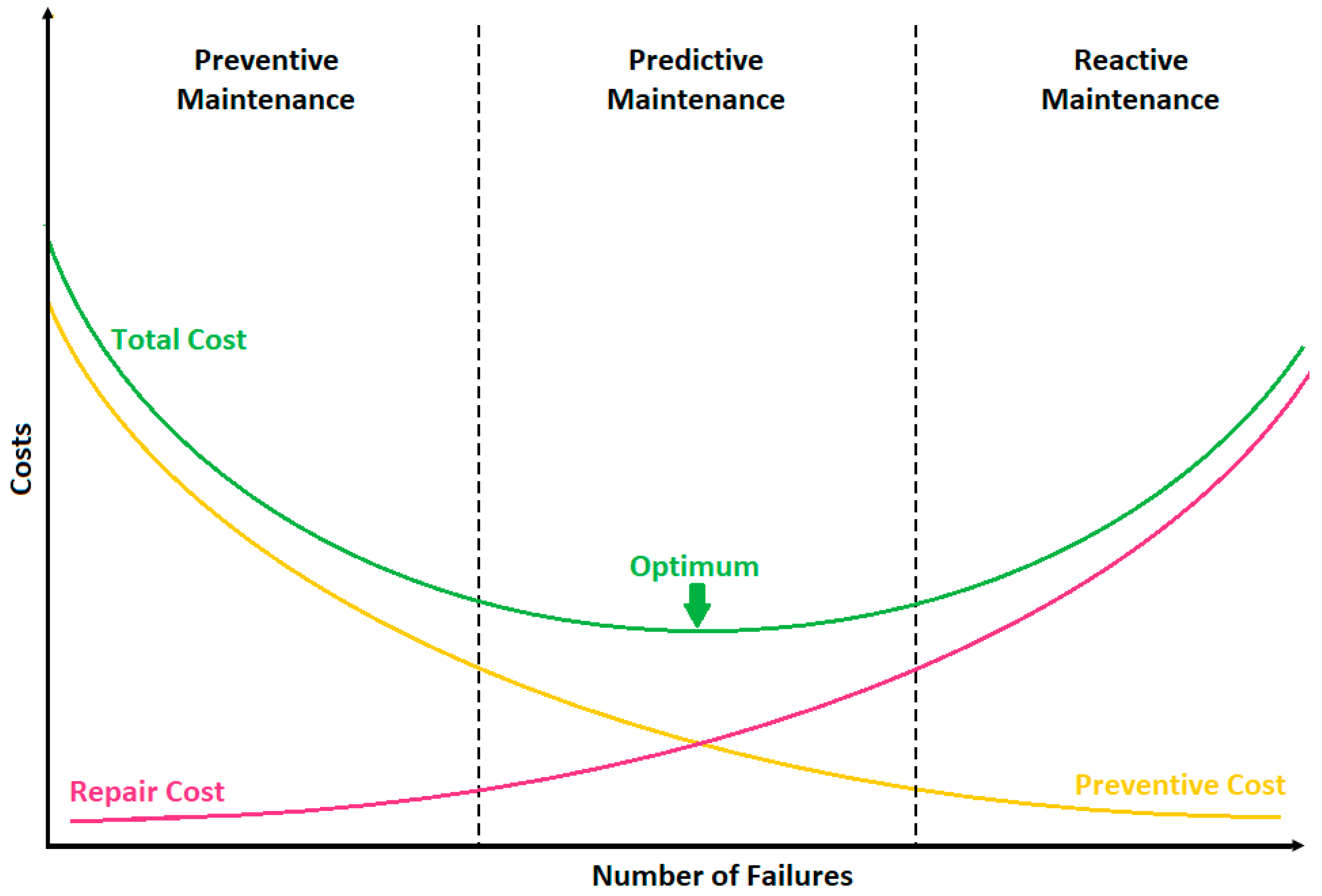
2. Maintenance Process Issues and Concepts

| Goals and Related Benefits | Reactive Maintenance | Preventive Maintenance | Predictive Maintenance |
|---|---|---|---|
| Inspection | Visual inspection | Instrumental inspection | Sensor monitoring |
| Timing | After breakdowns | At predefined intervals | When required |
| Characterization | Fix on failure Low-priority equipment Can lead to runaway maintenance costs and overburden | Schedule-driven “standard” approach PM creek can occur Not dynamic to changing circumstances | Condition-based Timely and informed monitoring Data-driven Requires data and resources to implement |
| Useful | For low-criticality equipment or late-life assets | Standard in the operational phase of an asset, but requires optimization | Selective—can be used on high-criticality equipment once PM history is adequate |
| Benefits | Maximum utilization and production value from asset | Lower maintenance costs Less equipment malfunction and unplanned downtime | Connected technologies provide a holistic view of asset health Improved analytics options Removes the necessity to run-to-failure or replace a part while it still has life |
| Challenges | Unplanned downtime Potential for further damage to the asset Higher maintenance costs | Need for spare part and inventory management Increased planned downtime Maintenance on seemingly perfect assets | Increased upfront infrastructure setup (sensors, systems, etc.) Complex system-implementation requirements including data-management technology and user adoption |
- No operational maintenance: operation until the old device is replaced, overhauled, or a failure occurs and it needs to be removed.
- Carrying out preventive maintenance in one of the following forms:
- Periodic: carried out at specific fixed intervals;
- Resource-based: implemented after the device has completed a certain amount of work;
- If possible: performed when certain organizational and economic conditions are met, e.g., access to the device is ensured due to a periodic break in work;
- Condition-dependent: the moment of service is determined on the basis of periodic inspections of the condition of the device or its elements particularly exposed to wear.
- Conducting predictive maintenance (predictive maintenance)—predicting and preventing failures based on reports of previously performed repairs and statistical analysis of the probability of failure reoccurrence. This analysis determines possible moments of failure and provides the information necessary for the proper management of spare parts.
3. Characteristics of the Total Productive Maintenance Concept
- Total: means consideration of every aspect and involvement of all employees.
- Productive: emphasis on performing activities during production, minimizing production problems.
- Maintenance: independent maintenance of equipment by production operators.
3.1. History of TPM Concept
- TPM aims to maximize equipment performance (improve overall performance);
- TPM aims to create a comprehensive PM system, designed for the entire life of the equipment;
- TPM works in all equipment sectors, including planning, operation, and maintenance;
- TPM is based on the participation of all members, from top management to front-line employees;
- TPM implements PM through motivation management.
3.2. Main Foundations of the TPM Concept
4. TPM Pillars
- Focus Improvement (Kobetsu Kaizen);
- Autonomous Maintenance (Jishu Hozen);
- Planned Maintenance;
- Personnel Training;
- Initial-Phase Control.
- Autonomous Maintenance;
- Focused Improvement
- Planned Maintenance;
- Quality Management;
- Early Management;
- Education and training;
- Administrative and Office TPM;
- Safety, Health, Environment.
Traditional Pillars Model of TPM
- Autonomous Maintenance
- 2.
- Focused Improvement
- 3.
- Planned Maintenance
- 4.
- Quality Management
- 5.
- Early Management
- 6.
- Education and Training
- 7.
- Administrative and Office TPM
- 8.
- Safety, Health, Environment
5. Six Big Losses and Additional Losses
- Overproduction: production of products without the customer’s order.
- Rework: production of products requiring repair or correction.
- Inventory: material stocks greater than the minimum requirement.
- Overprocessing: too-long execution times for material flow operations.
- Waiting: idle waiting of people and machines for delayed deliveries.
- Transportation: unnecessary transport of materials.
- Motion: unproductive movements (e.g., of people).
- Availability Loss:
- 1
- Unplanned Stops: A failure in the machine requiring corrective action. Failures can be divided into those that occur unexpectedly and rarely, and cyclical ones, i.e., those that occur periodically on a given machine or a group of similar machines. In the case of cyclic failures, it is necessary to find and eliminate the source of their occurrence.
- 2
- Setup and Adjustment: In addition to time loss, they also involve wastage of material in the form of defects produced during setting parameters after retooling. The solution is to use the SMED (Single Minute Exchange of Die) method, which allows for shortening of all changeovers to 10 min.
- Effectiveness Loss
- 3
- Small Stops (usually up to 5 min): Situations in which the machine does not work or does not fulfill its function, and the reason for this condition is not a failure. These are situations caused by, for example, a lack of raw material or a blockage. Breaks are difficult to define, but, at the same time, they can constitute a large percentage of unused planned working time.
- 4
- Slow Running: Reducing the operating speed of the machine, e.g., due to a fault or a too-high operating speed, which may result in lower product quality or faster wear of the machine.
- Quality Loss
- 5
- Production Defects: Producing products of a quality that does not meet customer requirements. The result is an increase in the time used to produce defective products, their possible repair, and material losses.
- 6
- Reduced Yield: Losses measured in materials and time from the moment of preparation for the start of the process until the process stabilizes.
- Consumable losses: financial losses resulting from the obsolescence of equipment wear parts, which result in a loss of production speed, which causes production times to exceed normal cycle times, which affects OEE.
- Management losses: the loss increases with incorrect communication within the organization, affects increased production time compared to normal cycle time, and affects the achieved value of the OEE.
- Motion losses: the losses increase when there is a difference in the manual skills of operators, and this results in increased production time and reduced value of the OEE.
- Distribution losses: Man–hour losses are actually due to mismanagement in the supply chain or losses occurring due to the inability to automate. This effects on-time delivery.
- Energy losses: Losses related to inefficient use of electricity, gas, etc. This affects OEE.
- Tool losses: Financial losses caused by aging or damaged equipment. This adversely affects cost.
- Yield losses: time lost for the replacement and purchase of new materials resulting from the non-compliance of the received material with the requirement.
- Line organization losses: Waste in waiting time losses involving multi-process and multi-stand operators.
6. Effectiveness Indicators
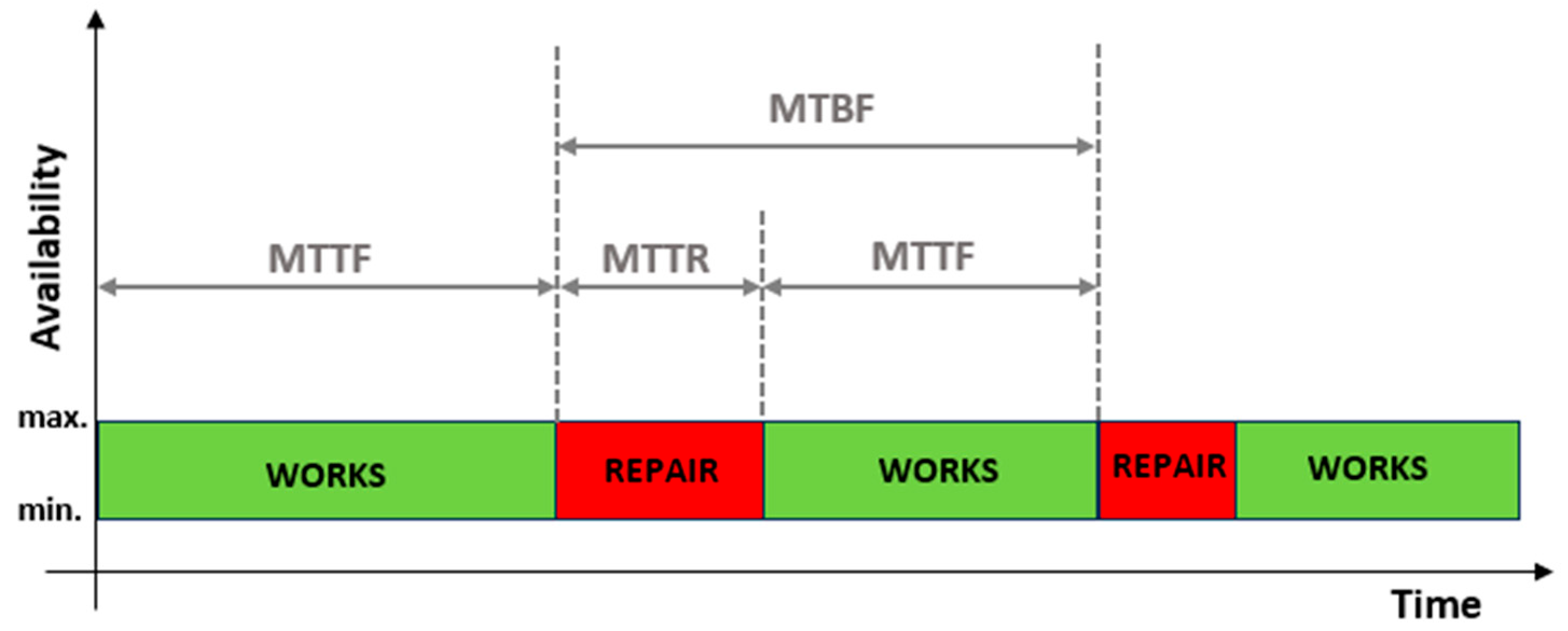
- Reliability: The ability of the machine to perform assigned tasks in a given period of time, under specific conditions. It is described by the MTTF (Mean Time to Failure) indicator or the average number of failures of a given device in a specific time period.
- Ease of maintenance: A feature of the object that determines how easy it is to keep the machine in working order or restore it to a state in which it is able to perform its functions. The indicator used to quantitatively describe it is MTTR (Mean Time to Repair).
- Availability: The degree of use of the planned time; in other words, the tendency of the device to remain in a state in which it can perform planned activities for specific conditions at a specific time. It should be assumed that all necessary resources are available. Therefore, the availability of the machine is not affected by situations in which it is, for example, in forced standstill.
- Support capacity: Waiting time for a repair that determines the ability of maintenance to provide support during a machine failure (time to reach the breakdown, waiting for spare parts, access to the machine, etc.), as described by the MDL (Mean Logistic Delay) indicator.
- Operational availability: time used directly to perform operations.
- Mean Time to Maintenance (MTTM): the average time between repairs and maintenance, determined for a specific time period.
6.1. OEE Indicator
- Perfect Production (OEE = 100%): only highest quality, maximum output speed, no downtime;
- World Class Production (OEE = 85%): world-class for discrete manufacturers, suitable long-term goal, high output/quality ratio;
- Typical Production (OEE = 60%): typical for discrete manufacturers, substantial room for improvement, data often includes periods of good output or quality;
- Low Production (OEE = 40%): common baseline for sites starting OEE project, low score, easily obtained improvements by reducing largest sources of downtime.
6.2. MTTR, MTTF, and MTBF Indicators
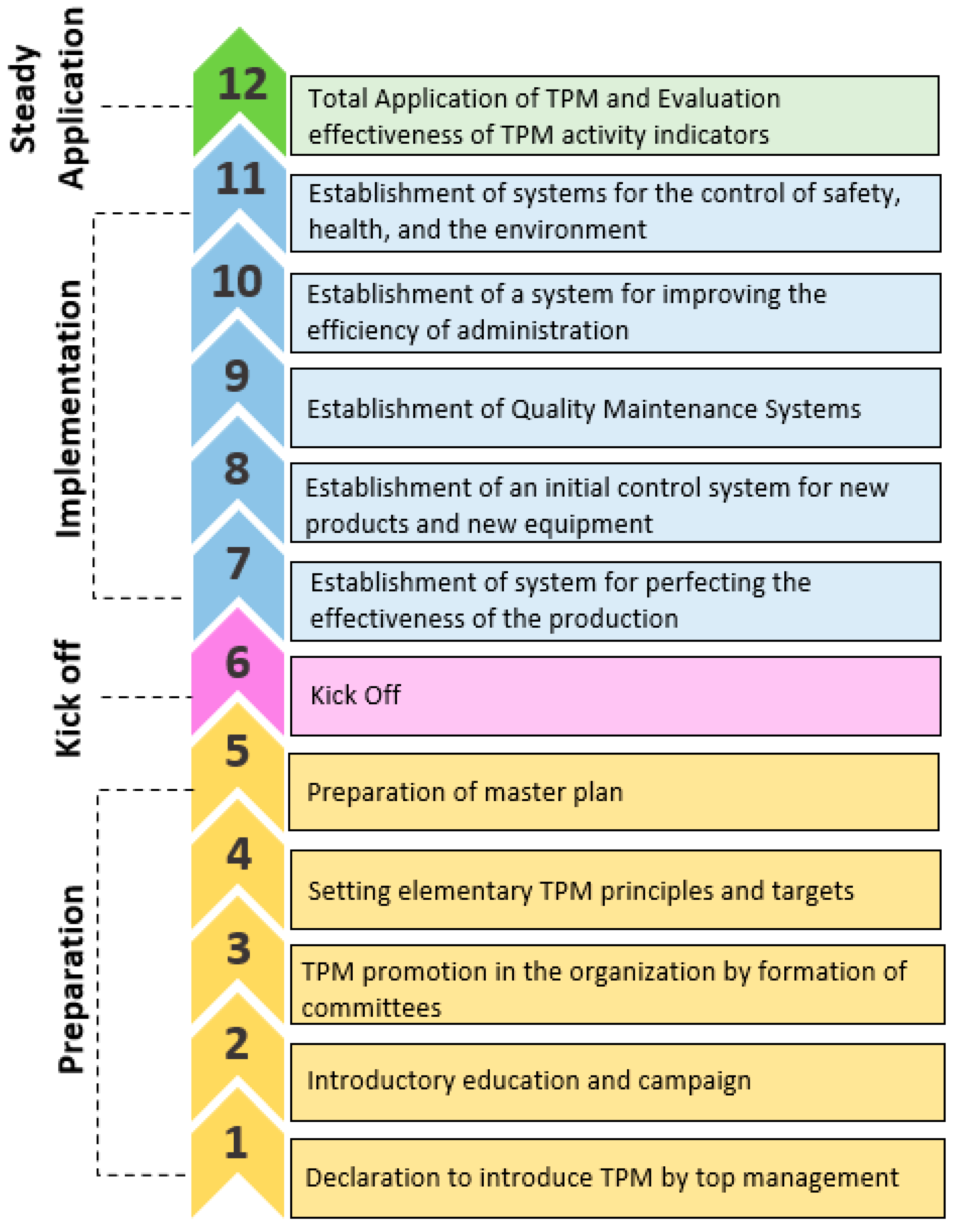
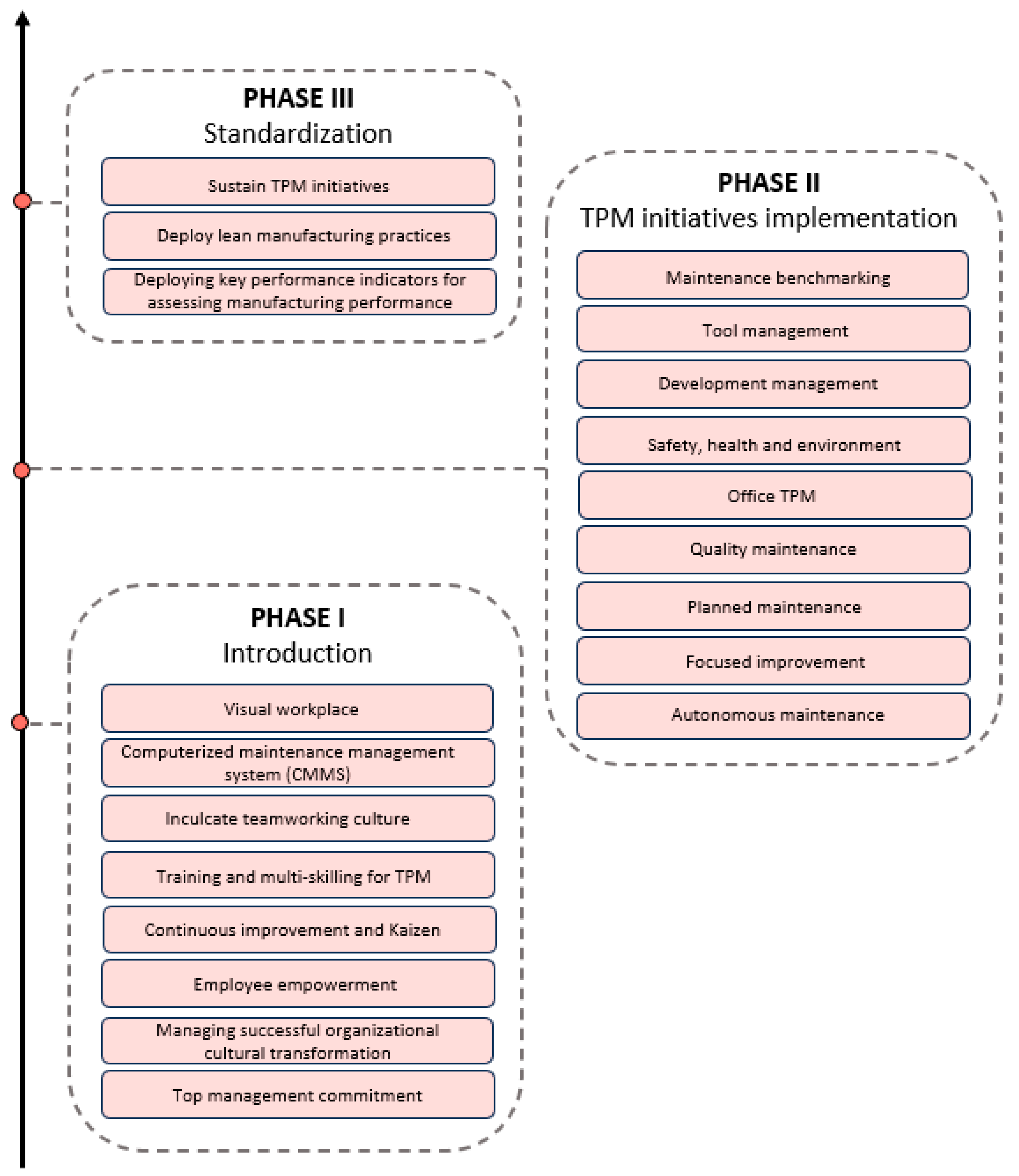
7. Stages of Implementing the TPM Concept in the Organization
7.1. Traditional Concept of TPM Implementation in the Organization
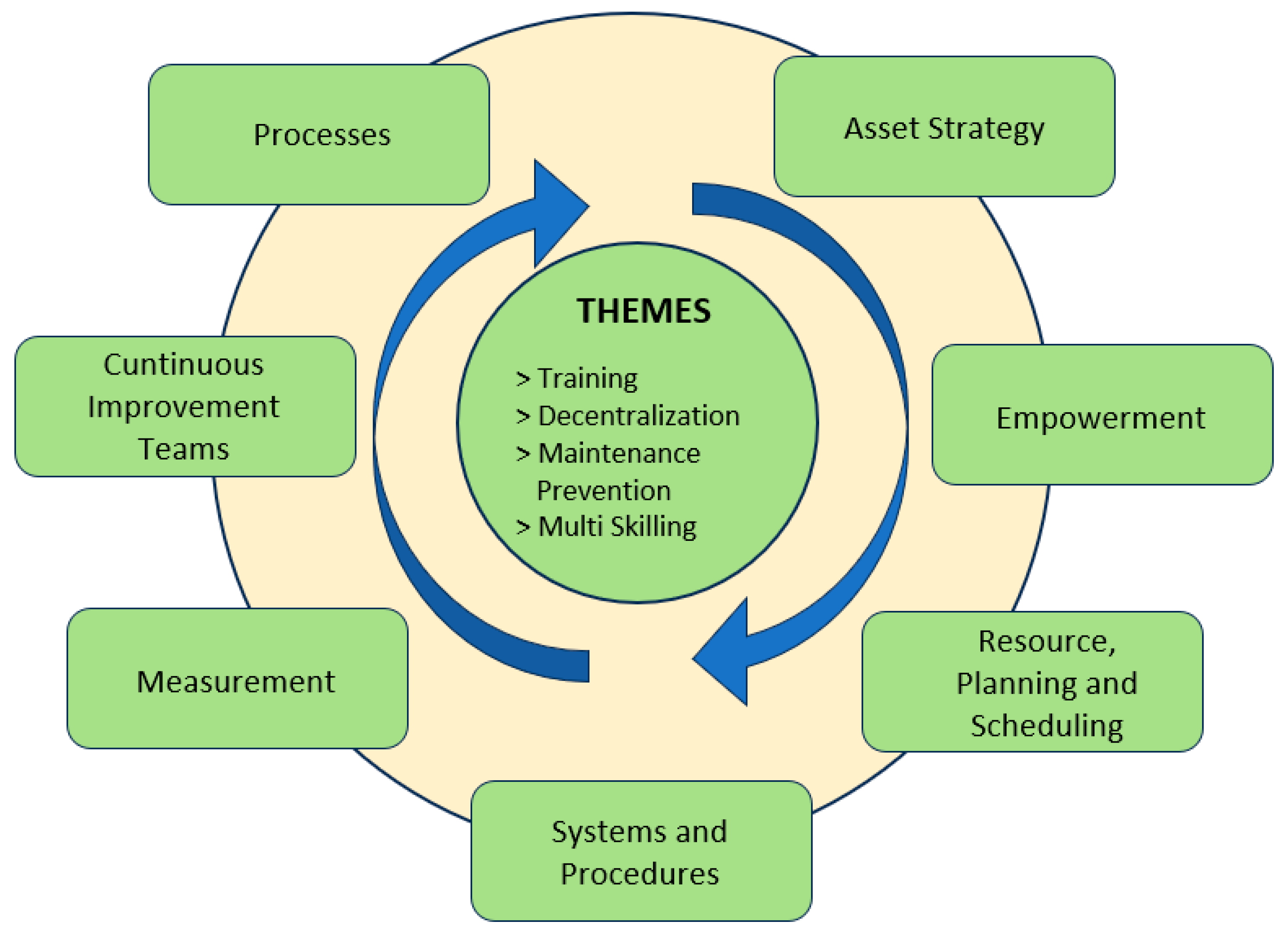
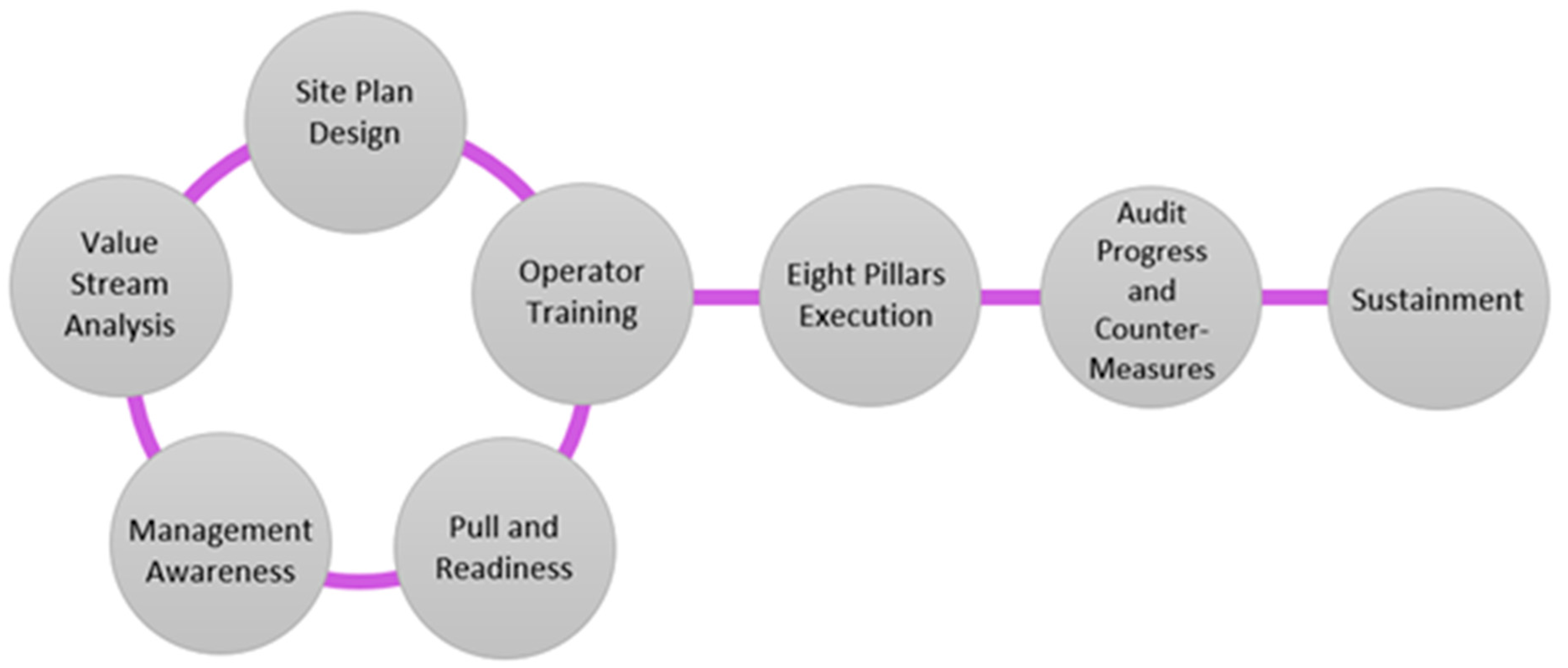
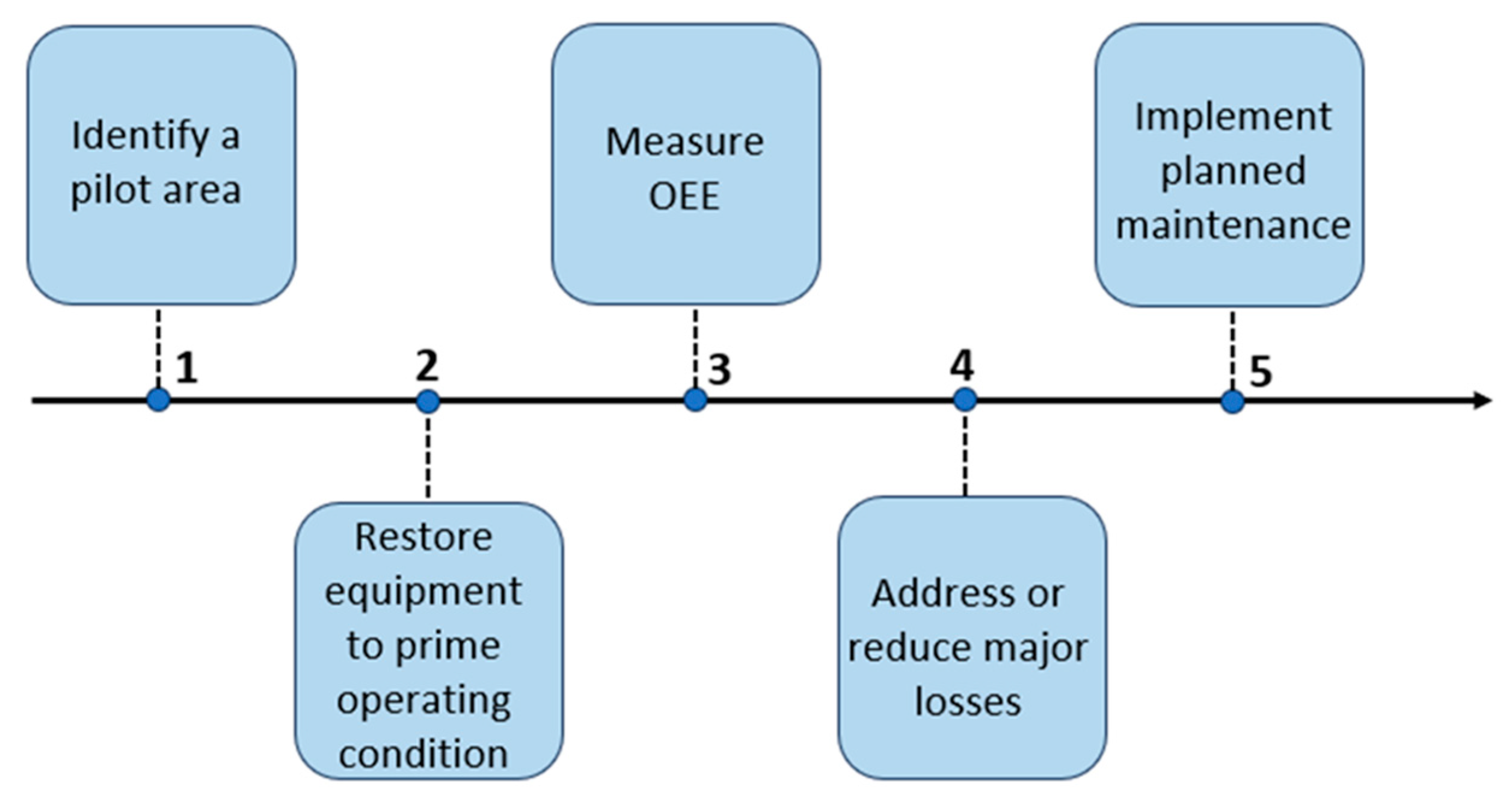
7.2. Other Concepts of TPM Implementation
8. Barriers in TPM Implementation
- Resistance from employees to adapt to proactive, innovative management concepts;
- Difficulties working in interdisciplinary teams;
- Lack of employee motivation to achieve specific goals;
- Lack of loyalty;
- Insufficient efforts to periodically update employees’ skills;
- Lack of willingness of employees to expand their knowledge;
- Resistance to accepting changes;
- Fear of job loss due to technological improvements.
- Inability to adapt employees to the goals and tasks of the organization;
- Lack of professionalism, including lack of consistency in actions;
- Non-flexible approaches, non-adaptable attitudes;
- Inability of top management to motivate employees;
- Low skill base is also a deterrent in terms of accepting changes in the workplace;
- Marginal participation of employees in decision making in the organization.
- Inability of the organization to introduce cultural changes;
- Inability of the organization to manage change comprehensively;
- Lack of involvement of top management;
- Lack of communication regarding TPM;
- Lack of understanding of TPM principles;
- The organization’s inability to change the mindset of its workforce to achieve employee engagement;
- Inappropriate pace of TPM implementation;
- Too many improvement activities implemented at the same time;
- Lack of appropriate employee-reward mechanisms;
- Lack of a focused approach, imperfection of the master plan;
- Resistance of middle management to grant authority to lower-level operators—fear of losing power and respect;
- Inability of the organization to improve employee competences;
- Lack of employee awareness of the TPM concept;
- Lack of evaluation and monitoring mechanisms, e.g., OEE, RONA (return on net assets), ROCE (return on capital employment).
- General acceptance of high levels of defects;
- Non-adherence to standard operating procedures (SOPs);
- Limited rights of operators to take action related to the equipment;
- Lack of check sheets of planned maintenance to conduct routine maintenance jobs efficiently;
- Lack of implementation of safe work practices;
- Assuming too short a time for the improvement process;
- Emphasis on repairing equipment rather than on preventive measures.
- Little emphasis on improving production capabilities;
- Inadequate system for assessing and improving reliability;
- Insufficient infrastructure;
- Inadequate computerized maintenance management systems (CMMS);
- Lack of mechanisms for assessing production inefficiencies;
- Poor flexibility of production systems;
- A workforce with insufficient skills in relation to new technologies;
- Lack of adequate training in diagnosing problems;
- Poor energy efficiency of production systems.
- Lack of additional resources at the beginning of TPM implementation;
- Too few resources to support improvement initiatives;
- Lack of an appropriate motivation system.
- Insufficient inter-departmental cooperation between maintenance and production departments.
9. Key Successful Factors and Benefits in TPM Implementation
- Long-term commitment of senior management;
- Cross-functional teamwork;
- Employee involvement.
- Application of the 5S program;
- Resource planning;
- Monitoring and controlling maintenance KPIs;
- Use of pilot reliability improvement projects;
- Early hardware-design considerations;
- Early product-design considerations;
- Carrying out planned/preventive maintenance;
- Documenting maintenance works.
- Aligning TPM goals with the organization’s goals;
- Setting organizational goals;
- Culture change;
- Using the continuous-improvement approach;
- Providing on-the-job training;
- Conducting benchmarking activities;
- Supporting the activity of small groups towards the implementation of autonomous maintenance;
- Ensuring information availability;
- Establishing a reward system.
10. Literature Review on Some Organizations That Have Implemented the TPM Approach
- TPM can be used in any industry, regardless of its size.
- TPM shows high adaptation potential also for non-production organizations.
- TPM implementation may include one or more TPM pillars.
- TPM can be based on a single assessment tool. OEE indicator is the most commonly used evaluation technique because it indirectly covers quality, performance, and availability.
- The success of the TPM-concept implementation depends on the organization’s capability for teamwork.
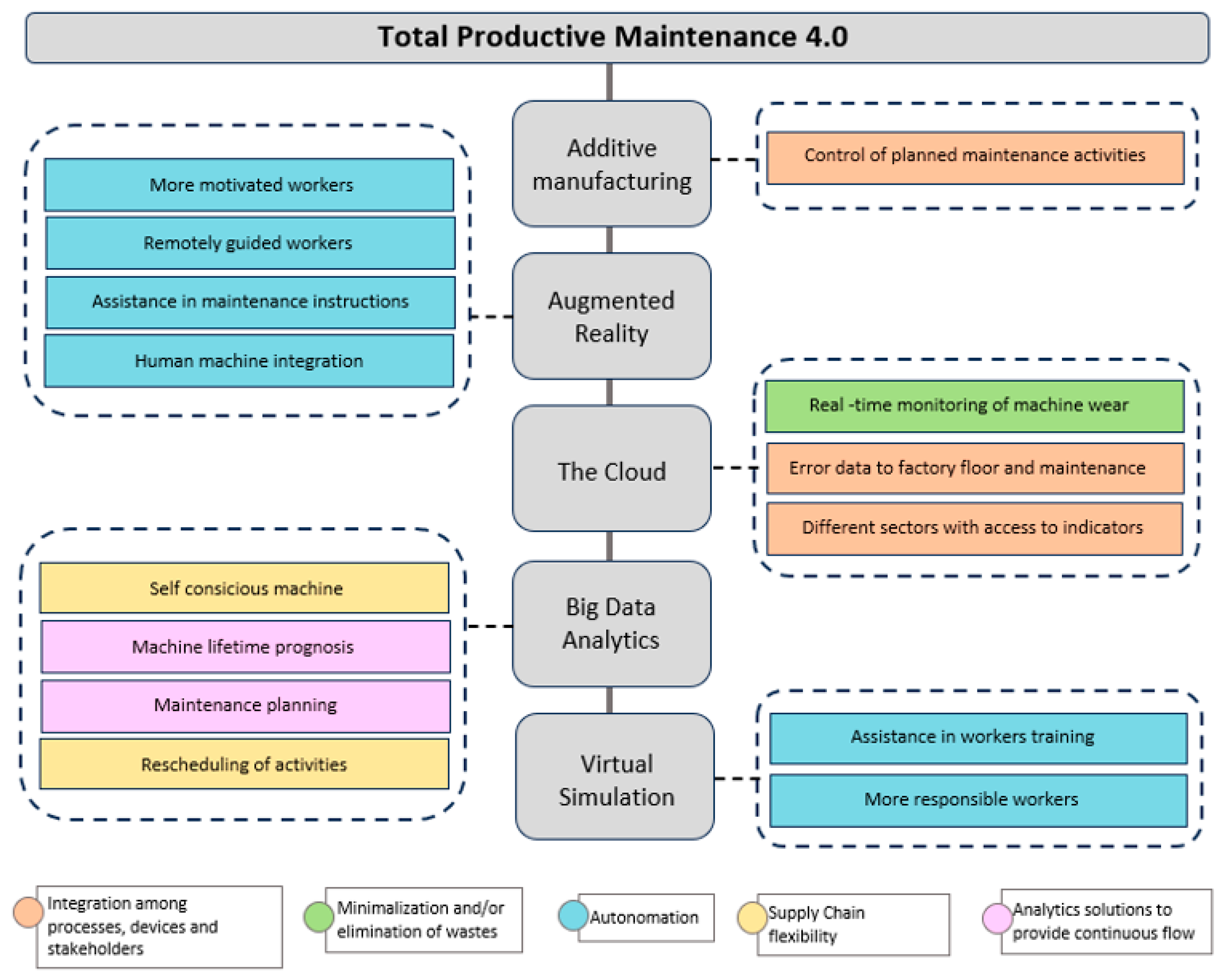
11. Future of the TPM Concept
12. Conclusions
- Achieve sustainable organizational growth;
- React to changes while maintaining the company’s competitiveness;
- Synchronize processes;
- Achieve greater operational flexibility;
- Improve the organization’s culture;
- Improve productivity and product quality;
- Reduce costs;
- Minimize investments in new technologies and maximize the return on investment;
- Optimize inventory levels and process implementation times in order to achieve optimal availability/operability of devices;
- Minimize the impact of external factors such as strong competition, globalization, and increases in the costs of raw materials and energy;
- Solve the internal problems of the organization, e.g., low productivity, large numbers of customer complaints, high defect rate, failure to meet delivery/service deadlines;
- Ensure the more effective use of human resources;
- Make work simpler and safer.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Walczak, M. Program doskonalenia konserwacji wyposażenia produkcyjnego TPM. Zesz. Nauk. Akad. Ekon. Krakowie 2005, 670, 63–75. [Google Scholar]
- Beyer, K. Kapitał intelektualny jako podstawa przewagi konkurencyjnej przedsiębiorstw. Zesz. Nauk. Uniw. Szczecińskiego Stud. I Pr. Wydziału Nauk Ekon. I Zarządzania 2012, 25, 241–254. [Google Scholar]
- Kraszewska, M.; Pujer, K. Konkurencyjność Przedsiębiorstw. Sposoby Budowania Przewagi Konkurencyjnej, 1st ed.; Exante: Wrocław, Poland, 2017; pp. 16–33. [Google Scholar]
- Tajiri, M.; Gotoh, F. TPM Implementation: A Japanese Approach, 1st ed.; McGraw-Hill Inc.: New York, NY, USA, 1992. [Google Scholar]
- Ahuja, I.P.S.; Khamba, J.S. Total productive maintenance: Literature review and directions. Int. J. Qual. Reliab. Manag. 2008, 25, 709–756. [Google Scholar] [CrossRef]
- Kutucuoglu, K.Y.; Hamali, J.; Irani, Z.; Sharp, J.M. A framework for managing maintenance using performance measurement systems. Int. J. Oper. Prod. Manag. 2001, 21, 173–194. [Google Scholar] [CrossRef]
- Kisiel, P. Koncepcja wdrożenia; wybranych metod Lean Production w przedsiębiorstwie produkcyjnym. Autobusy Tech. Eksploat. Syst. Transp. 2017, 6, 1410–1414. [Google Scholar]
- Ahmed, S.; Hassan, M.H.; Taha, Z. TPM can go beyond maintenance: Excerpt from a case implementation. J. Qual. Maint. Eng. 2005, 11, 19–42. [Google Scholar] [CrossRef]
- Wolska, M.; Folek, A.; Gajda, L.; Roszak, M. Znaczenie wdrożenia metody Total Productive Maintenance w działalności organizacji w obszarach produkcyjnym i pozaprodukcyjnym. In Proceedings of the International Students Scientific Conference Talent Detector, Gliwice, Poland, 26 June 2023. [Google Scholar]
- Coetzee, J.L. A holistic approach to the maintenance problem. J. Qual. Maint. Eng. 1999, 5, 276–280. [Google Scholar] [CrossRef]
- Jonsson, P.; Lesshammar, M. Evaluation and improvement of manufacturing performance measurement systems—The role of OEE. Int. J. Oper. Prod. Manag. 1999, 19, 55–78. [Google Scholar] [CrossRef]
- Hardt, F.; Kotyrba, M.; Volna, E.; Jarusek, R. Innovative Approach to Preventive Maintenance of Production Equipment Based on a Modified TPM Methodology for Industry 4.0. Appl. Sci. 2021, 11, 6953. [Google Scholar] [CrossRef]
- Al-Hassan, K.; Chan, J.F.L.; Metcalfe, A.V. The role of total productive maintenance in business excellence. Total Qual. Manag. Bus. Excell. 2000, 11, S596–S601. [Google Scholar] [CrossRef]
- Yoshida, K.; Hongo, E.; Kimura, Y.; Ueno, Y.; Kaneda, M.; Morimoto, T. Training for TPM: A Manufacturing Success Story, 1st ed.; Productivity Press: Portland, OR, USA, 1990. [Google Scholar]
- Moubray, J. Reliability Centered Maintenance, 2nd ed.; Industrial Press: New York, NY, USA, 1997. [Google Scholar]
- Maintenance Strategy Review and Development. Available online: https://www.assetintegrityengineering.com/maintenance-reliability/maintenance-strategy-review-development/ (accessed on 10 September 2023).
- Bảo trì tiên đoán (Predictive Maintenance) là gì? Available online: https://smartindustry.vn/smart-factory/manufacturing-apps/bao-tri-tien-doan-predictive-maintenance-la-gi-3/ (accessed on 10 September 2023).
- Reactive Maintenance Vs Preventive Maintenance Vs Predictive Maintenance. Available online: https://www.assetinfinity.com/blog/reactive-vs-preventive-vs-predictive (accessed on 10 September 2023).
- Poór, P.; Ženíšek, D.; Basl, J. Historical Overview of Maintenance Management Strategies: Development from Breakdown Maintenance to Predictive Maintenance in Accordance with Four Industrial Revolutions. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Pilsen, Czech Republic, 23–26 July 2019. [Google Scholar]
- Jimeneza, V.J.; Bouhmalaa, N.; Gausdal, A.H. Developing a predictive maintenance model for vessel machinery. J. Ocean Eng. Sci. 2020, 5, 358–386. [Google Scholar] [CrossRef]
- Tchakoua, P.; Wamkeue, R.; Slaoui-Hasnaoui, F.; Tameghe, T.A.; Ekemb, G. New Trends and Future Challenges for Wind Turbines Condition Monitoring. In Proceedings of the 2013 International Conference on Control, Automation and Information Sciences (ICCAIS), Nha Trang City, Vietnam, 25–28 November 2013. [Google Scholar] [CrossRef]
- Muhlemann, A.; Oakland, J.; Lockyer, K. Zarządzanie. Produkcja i Usługi, 3rd ed.; Wydawnictwo Naukowe PWN: Warszawa, Poland, 2001. [Google Scholar]
- Ahuja, I.P.S. Total Productive Maintenance. In Handbook of Maintenance Management and Engineering, 1st ed.; Ben-Daya, M., Duffuaa, S.O., Raouf, A., Knezevic, J., Ait-Kadi, D., Eds.; Springer: London, UK, 2009; pp. 417–460. [Google Scholar] [CrossRef]
- Nakajima, S. Introduction to TPM: Total Productive Maintenance, 11th ed.; Productivity Press Inc.: Portland, OR, USA, 1988. [Google Scholar]
- Rhyne, D.M. Total plant performance advantages through total productive maintenance. In Proceedings of the APICS Conference Proceedings, Birmingham, UK, June 1990; pp. 683–686. [Google Scholar]
- Wireman, T. Total Productive Maintenance—An American Approach, 1st ed.; Industrial Press Inc.: New York, NY, USA, 1992. [Google Scholar]
- Robinson, C.J.; Ginder, A.P. Implementing TPM: The North American Experience; Productivity Press Inc.: Portland, OR, USA; New York, NY, USA, 1995. [Google Scholar]
- McKone, K.E.; Roger, G.S.; Cua, K.O. Total productive maintenance: A contextual view. J. Oper. Manag. 1999, 17, 123–144. [Google Scholar] [CrossRef]
- Chaneski, W.S. Total productive maintenance—An effective technique. Mod. Mach. 2002, 75, 46–48. [Google Scholar]
- History of Japan Institute of Plant maintenance. Available online: https://jipmglobal.com/about/history (accessed on 21 September 2023).
- Mączyński, W. Profesjonalizm usług Utrzymania Ruchu, czyli TPM. PB 2012, 6, 54–56. [Google Scholar]
- Świtek, S. Analiza poziomu wdrożenia kompleksowego utrzymania ruchu (TPM) na przykładzie firmy z przemysłu elektrotechnicznego. Zesz. Nauk. Politech. Poznańskiej. Organ. I Zarządzanie 2017, 73, 273–287. [Google Scholar] [CrossRef]
- TPM Awards. Available online: https://jipmglobal.com/service/tpm-awards (accessed on 21 September 2023).
- Heston, T. Culture change for maintenance. Fabr Met. 2006, 5, 70–72. [Google Scholar]
- IATF 16949; Quality Management System for Organizations in the Automotive Industry. International Automotive Task Force: Berlin, Germany, 2016.
- Walczak, M. System utrzymania ruchu czynnikiem przewagi konkurencyjnej przedsiębiorstwa. In Historia i Perspektywy Nauk o Zarządzaniu; Mikuła, B., Ed.; Fundacja Uniwersytetu Ekonomicznego w Krakowie: Kraków, Poland, 2012; pp. 411–422. [Google Scholar]
- Misiurek, B.; Maśluszczak, Z. Dlaczego w mojej firmie umarł TPM? Służby Utrzymania Ruchu 2015, 42–44. Available online: https://leantrix.com/pl/operator-najlepsza-osoba-do-codziennego-diagnozowania-stanu-maszyny/ (accessed on 1 October 2023).
- Michlowicz, E.; Karwat, B. Implementation of Total Productive Maintenance—TPM in enterprise. Sci. J. 2010, 24, 41–47. [Google Scholar]
- Operator—Najlepsza Osoba do Codziennego Diagnozowania Stanu Maszyny. Available online: https://leantrix.com/pl/operator-najlepsza-osoba-do-codziennego-diagnozowania-stanu-maszyny/ (accessed on 10 October 2023).
- Szulc, T. Analiza możliwości wdrożenia koncepcji Total Productive Maintenance (TPM) w organizacjach użyteczności publicznej. Mechanik 2015, 7, 821–830. [Google Scholar] [CrossRef]
- Jain, A.; Singh, R.; Singh, H. Total Productive Maintenance (TPM): A Proposed Model for Indian SMES. Int. J. Mech. Prod. Eng. Res. Dev. 2014, 4, 1–22. [Google Scholar]
- Furman, J. Wdrażanie wybranych narzędzi koncepcji Lean Manufacturing w przedsiębiorstwie produkcyjnym. In Innowacje w Zarządzaniu i Inżynierii Produkcji; Knosala, R., Ed.; Oficyna Wydawnicza Polskiego Towarzystwa Zarządzania Produkcją: Opole, Poland, 2014. [Google Scholar]
- Chan, F.T.S.; Lau, H.C.W.; Ip, R.W.L.; Chan, H.K.; Kong, S. Implementation of total productive maintenance: A case study. Int. J. Prod. Econ. 2005, 95, 71–94. [Google Scholar] [CrossRef]
- Komatina, N.; Mačužić, I.; Aleksić, A.; Bergam, T. Determination of barriers priority that impacts to the implementation of the TPM concept by using genetic algorithm. IETI Transacions Eng. Res. Pract. 2019, 3, 1–19. [Google Scholar] [CrossRef]
- Ngoy, K.R.; Israel, K. The Strategy of Successful Total Productive Maintenance (TPM): Implementation and Benefits of TPM (Literature Review). Int. J. Innov. Res. Eng. Multidiscip. Phys. Sci. 2021, 9, 43–52. [Google Scholar]
- Kumar, A. Evolution of Various Losses in Total Productivity Maintenance. Indian J. Appl. Res. 2014, 4, 155–157. [Google Scholar] [CrossRef]
- Braglia, M.; Dallasega, P.; Marrazzini, L. Overall Construction Productivity: A new lean metric to identify construction losses and analyse their causes in Engineer-to-Order construction supply chains. Prod. Plan. Control 2022, 33, 925–942. [Google Scholar] [CrossRef]
- Chikwendu, O.C.; Chima, A.S. Overall Equipment Effectiveness and the Six Big Losses in Total Productive Maintenance. J. Sci. Eng. Res. 2018, 5, 156–164. [Google Scholar]
- ISO 22400-2; Automation Systems and Integration. Key Performance Indicators (KPIs) for Manufacturing Operations Management. Part 2: Definitions and Descriptions. ISO: Geneva, Switzerland, 2004.
- Purba, H.H.; Wijayanto, E.; Aristiara, N. Analysis of Overall Equipment Effectiveness (OEE) with Total Productive Maintenance Method on Jig Cutting: A Case Study in Manufacturing Industry. Int. J. Sci. Eng. Res. 2018, 5, 397–406. [Google Scholar]
- OEE (Overall Equipment Effectiveness). Available online: https://www.leanproduction.com/oee/ (accessed on 30 September 2023).
- Chlebus, E.; Helman, J.; Rosienkiewicz, M.; Stefaniak, P. Standaryzacja przeprowadzania napraw jako etap wdrożenia Total Productive Maintenance w przemyśle wydobywczym. In Innowacje w Zarządzaniu i Inżynierii Produkcji; Knosala, R., Ed.; Oficyna Wydawnicza Polskiego Towarzystwa Zarządzania Produkcją: Opole, Poland, 2014; pp. 667–677. [Google Scholar]
- Nakajima, S. TPM Development Program: Implementing Total Productive Maintenance; Productivity Press: Portland, OR, USA, 1989. [Google Scholar]
- Naguib, H. A roadmap for the implementation of total productivity maintenance (TPM) in a semiconductor manufacturing operation. In Proceedings of the Semiconductor Manufacturing Science Symposium, ISMSS-1993, IEEE/SEMI International, San Francisco, CA, USA, 19–20 July 1993; pp. 89–97. [Google Scholar] [CrossRef]
- Steinbacher, H.R.; Steinbacher, N.L. TPM for America; Productivity Press: Portland, OR, USA, 1993. [Google Scholar]
- Pirsig, R.M. Total productive maintenance. In Managing Factory Maintenance; Levvitt, J., Ed.; Industrial Press Inc.: New York, NY, USA, 1998. [Google Scholar]
- Navigating the Path to Total Productive Maintenance (TPM). Available online: https://productivityinc.com/navigating-total-productive-maintenance/ (accessed on 10 October 2023).
- Total Productive Maintenance: An Overview. Available online: https://www.reliableplant.com/Read/26210/tpm-lean-implement (accessed on 15 September 2023).
- Poduval, P.S.; Pramod, V.R. Barriers in TPM implementation in industries. Int. J. Sci. Technol. Res. 2013, 2, 28–33. [Google Scholar]
- Singh, M.; Sachdeva, A.; Bhardwaj, A. An interpretive structural modelling approach for analysing barriers in total productive maintenance implementation. Int. J. Ind. Syst. Eng. 2014, 16, 433–450. [Google Scholar] [CrossRef]
- Attri, R.; Grover, S.; Dev, N. A graph theoretic approach to evaluate the intensity of barriers in the implementation of total productive maintenance (TPM). Int. J. Prod. Res. 2014, 52, 3032–3051. [Google Scholar] [CrossRef]
- Rodrigues, M.; Hatakeyama, K. Analysis of the fall of TPM in companies, J. Mater. Process. Technol. 2006, 179, 276–279. [Google Scholar] [CrossRef]
- Hansson, J.; Backlund, F.; Lycke, L. Managing Commitment: Increasing the Odds for Successful Implementation of TQM, TPM or RCM. Int. J. Qual. Reliab. Manag. 2003, 20, 993–1008. [Google Scholar] [CrossRef]
- Bohoris, G.A.; Vamvalis, C.; Tracey, W.; Ignatiadou, K. TPM Implementation in Land-Rover with Assistance of a CMMS. J. Qual. Maint. Eng. 1995, 1, 3–16. [Google Scholar] [CrossRef]
- Wu, B.; Seddon, J.J. An anthropocentric approach to knowledge-based preventive maintenance. J. Intell. Manuf. 1994, 5, 389–397. [Google Scholar] [CrossRef]
- Lycke, L.; Akersten, P.A. Experiences of Implementing TPM in Swedish Industries. Int. J. Reliab. Appl. 2000, 1, 1–14. [Google Scholar]
- Parida, A.; Kumar, U. Maintenance Performance Measurement: Issues and Challenges. J. Qual. Maint. Eng. 2006, 12, 239–251. [Google Scholar] [CrossRef]
- Groote, P.D. Maintenance Performance Analysis: A Practical Approach. J. Qual. Maint. Eng. 1995, 1, 4–24. [Google Scholar] [CrossRef]
- Hutchins, D. Introducing TPM. Manuf. Eng. 1998, 77, 34–37. [Google Scholar] [CrossRef]
- McKone, K.E.; Roger, G.S.; Cua, K.O. The Impact of Total Productive Maintenance Practices on Manufacturing Performance. J. Oper. Manag. 2001, 19, 39–58. [Google Scholar] [CrossRef]
- Ahuja, I.P.S.; Khamba, J.S. Strategies and Success Factors for Overcoming Challenges in TPM Implementation in Indian Manufacturing Industry. J. Qual. Maint. Eng. 2008, 14, 123–147. [Google Scholar] [CrossRef]
- Fredendall, L.D.; Patterson, J.W.; Kennedy, W.J.; Griffin, T. Maintenance Modeling, its Strategic Impact. J. Manag. Issues 1997, 9, 440–453. [Google Scholar]
- Wayne, P.J.; Kennedy, W.J.; Fredendall, F.D. Total Productive Maintenance Is Not for This Company. Prod. Inventory Manag. J. 1995, 36, 61–63. [Google Scholar]
- Katila, P. Applying Total Productive Maintenance-TPM Principles in the Flexible Manufacturing Systems; Technical Report; Lulea Tekniska University: Norrbotten County, Sweden, 2000; pp. 21–25. [Google Scholar]
- Windle, W.M. TPM: More alphabet soup or a useful plant improvement concept? Plant. Eng.-Chic. 1993, 47, 62–64. [Google Scholar]
- Chand, G.; Shirvani, B. Implementation of TPM in cellular manufacture. J. Mater. Process. Technol. 2000, 103, 149–154. [Google Scholar] [CrossRef]
- Blanchard, B.S. An Advance Approach for Implementing TPM in Manufacturing Environment. J. Qual. Maint. Eng. 1997, 5, 162–181. [Google Scholar]
- Total Productive Maintenance. Improve Equipment Performance and Reliability. Available online: https://www.bradyid.com/applications/lean-visual-workplace/lean-visual-workplace-tpm (accessed on 3 January 2023).
- Wolska, M.; Folek, A.; Gorewoda, T.; Gajda, L.; Roszak, M. Wstępna ocena potencjału metody Total Productive Maintenance w działalności laboratorium badawczego. In Proceedings of the International Students Scientific Conference Talent Detector, Gliwice, Poland, 27 January 2023. [Google Scholar]
- Arivalagan, A.; Kasi Viswanathan, K.S.; Sudhakar, B. “TPM”—A Philosophy for Further Enhancement of Performance. IPPTA 2003, 15, 57–60. [Google Scholar]
- Ireland, F.; Dale, B.G. A study of total productive maintenance implementation. J. Qual. Maint. Eng. 2001, 7, 183–192. [Google Scholar] [CrossRef]
- Lawrence, J.J. Use of mathematical modeling to give your TPM implementation effort an extra boost. J. Qual. Maint. Eng. 1999, 5, 62–69. [Google Scholar] [CrossRef]
- Albert, H.C.; Chan, P.K. TPM implementation in China: A case study. Int. J. Qual. Reliab. Manag. 2000, 17, 144–157. [Google Scholar]
- Dogra, M.; Sharma, V.S.; Sachdeva, A.; Dureja, J.S. TPM: A Key Strategy for Productivity Improvement in Process Industry. J. Eng. Sci. Technol. 2011, 6, 1–16. [Google Scholar]
- Kumar, P.; Varambally, K.V.M.; Rodrigues, L.L. A Methodology for Implementing Total Productive Maintenance in Manufacturing Industries—A Case Study. Int. J. Eng. Res. Dev. 2012, 5, 32–39. [Google Scholar]
- Iftekhar, A.; Sazedul, K.; Mosharraf, H. Effective Implementation of Total Productive Maintenance and Its Impacts on Breakdown, Repair and Setup Time. In Proceedings of the Global Engineering, Science and Technology Conference, Dhaka, Bangladesh, 28–29 December 2012. [Google Scholar]
- TPM: Case Study. Available online: https://www.productivityinc.com/manufacturing-industry/total-productive-maintenance-tpm/ (accessed on 28 July 2023).
- Haddad, T.H.; Jaaron, A.A. The applicability of total productive maintenance for healthcare facilities: An implementation methodology. IJBHT 2012, 2, 148–155. [Google Scholar]
- Chompu-Inwai, R.; Tipgunta, S.; Sunawan, A. Implementation of total productive maintenance in healthcare: A pilot study. In Proceedings of the International Conference on Service Systems and Service Management, Melbourne, VIC, Australia, 29 June–2 July 2008. [Google Scholar]
- Ali, A.Y. Application of Total Productive Maintenance in Service Organization. Int. J. Res. Ind. Eng. 2019, 8, 176–186. [Google Scholar]
- Valamede, L.S.; Santos Akkari, A.C. Lean 4.0: A New Holistic Approach for the Integration of Lean Manufacturing Tools and Digital Technologies. Int. J. Math. Eng. Manag. Sci. 2020, 5, 851–868. [Google Scholar] [CrossRef]
- Total Productive Maintenance and Industry 4.0. Available online: https://www.maintwiz.com/blog/total-productive-maintenance-guide/#9_The_Future_of_Total_Productive_Maintenance (accessed on 25 November 2023).
- Hallioui, A.; Herrou, B.; Katina, P.F.; Santos, R.S.; Egbue, O.; Jasiulewicz-Kaczmarek, M.; Soares, J.M.; Carmona Marques, P. A Review of Sustainable Total Productive Maintenance (STPM). Sustainability 2023, 15, 12362. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





| Pillar—Main Assumptions | Benefits for the Organization |
|---|---|
| Autonomous maintenance Independence of employees in terms of maintenance |
|
| Planned maintenance Planning maintenance activities based on predicted and/or measured failure rates |
|
| Quality assurance Detecting and preventing errors in production processes |
|
| Focused improvement Achieving regular, incremental improvements in device performance as a result of constant cooperation between production and maintenance |
|
| Early maintenance planning Guided by practical knowledge to plan maintenance activities for new equipment |
|
| Employee development and training Filling knowledge gaps necessary to achieve TPM goals |
|
| Safety and environment Keeping a safe and healthy work environment |
|
| Office TPM Application of TPM to administrative areas |
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wolska, M.; Gorewoda, T.; Roszak, M.; Gajda, L. Implementation and Improvement of the Total Productive Maintenance Concept in an Organization. Encyclopedia 2023, 3, 1537-1564. https://doi.org/10.3390/encyclopedia3040110
Wolska M, Gorewoda T, Roszak M, Gajda L. Implementation and Improvement of the Total Productive Maintenance Concept in an Organization. Encyclopedia. 2023; 3(4):1537-1564. https://doi.org/10.3390/encyclopedia3040110
Chicago/Turabian StyleWolska, Marta, Tadeusz Gorewoda, Marek Roszak, and Lesław Gajda. 2023. "Implementation and Improvement of the Total Productive Maintenance Concept in an Organization" Encyclopedia 3, no. 4: 1537-1564. https://doi.org/10.3390/encyclopedia3040110