
Formulation in Surfactant Systems: From-Winsor-to-HLDN




Abstract
:1. Introduction on the Definition of Formulation
1.1. Formulation with Surfactants in Human History
1.2. Formulation of a Complex Product
- -
- -
- -
- -
- -
- -
1.3. Mono and Multiphase Formulations
1.4. What Is Formulating?
1.5. Historical Perspective on the Formulation of Surfactant Systems and Purpose of This Review
- The search of surfactant candidates to fairly resolve the enhanced oil recovery (EOR) during the crisis in the mid-1970s [127]. The basis is to change the interfacial phenomena effects using the R ratio theory proposed by Winsor at the Shell Research Center around 1950 [128]. Some semiempirical equations, so-called the Hydrophilic Lipophilic Deviation or Difference (HLD), with up to six variables [129,130], considerably improved the prediction of optimum formulation for ultralow tension systems [84,131,132,133,134].
- Surfactants in emulsion breaking, particularly in crude oil dehydration, which is a complex but rather crucial application. In the last 20 years, intensive research has been performed on the subject, attaining specialized know-how in different aspects [142,143,144,145,146,147,148,149,150,151]. Mainly, the optimization of the formulation to attain performance and robustness in the formulation, strategies to minimize chemical dehydrant (demulsifier) dosification, and even the relationship between dilational interfacial rheology and the stability of emulsions in the vicinity and at optimum formulation [142,143,144,145,146,147,148,149,150,151,152]. Herein, we do not expand on the subject because there are many references, and the current state-of-the-art can be found in an actualized review that has been published recently [56].
2. The Normalized Hydrophilic-Lipophilic Deviation (HLDN) as a Semiquantitative Tool to Formulate High-Performance Products
2.1. The Single Scan Technique
2.2. The Double Scan Technique
2.3. The Normalized Hydrophilic-Lipophilic Deviation at the Optimum Formulation, an Exact Equality of the Interactions
2.4. The Triple Scan Technique
2.5. The Surfactant Contribution Parameter (SCP)
2.6. The Case of Complex Surfactant Mixtures
2.7. The Case of Surfactant Partitioning
3. Why the HLD Multivariable Expression Is Important in many Practical Applications
3.1. Using the Normalized Hydrophilic-Lipophilic Deviation in Multicomponent Systems

3.2. Changing the Water/Oil Ratio (WOR) for the Formulation of a SOW System
4. Development of High-Performance Surfactant Formulations in Industrial Production as well as in some Everyday Life Examples
4.1. Surfactant Formulation Basics in Enhanced Oil Recovery
4.1.1. Capillary Number Criterion
4.1.2. Performance of Formulation in a SOW System
4.1.3. Robustness of an Optimum Formulation
4.2. Development of a Detergent Formula for Washing Machines
4.3. Development of a Nanoemulsion Formulation for Intravenous Administration (Parenteral Emulsion)
4.4. Formulation of a Functionalized Nanoemulsion for the Administration of a Pharmaceutical or Cosmetic Active Substance
- Viscosifier: a skin-compatible polymer like Carbopol in an adequate concentration can be used. Attaining good rheological properties will generate spreading over the skin and a concomitant adequate film formation. Good administration at high shear requires a shear-thinning behavior (for example, a Carreau type flow curve would be preferable). Feeling to the touch is attained by having a viscoelastic but a relatively not so high elastic (or normal stress) component, avoiding a “sticky” feeling to the touch [81,401].
- Fragrance: usually small organic molecules that gives a specific sense. Those could be inside the droplets (if they are oil soluble) or in the aqueous phase. Usually, encapsulating the essence in the droplets will provide a more lasting effect due to a controlled release. The high volatility of such small substances in an aqueous phase can make their evaporation fast [413,414].
- Color: the color of a nanoemulsion is most of the time bluish-white with good consumer acceptance. If that is not the case, some biocompatible color-giving substances can be added [415].
4.5. Development of a Microemulsion Formula for Wood Preservation
4.6. Emulsion Development for the Lubrication and Cooling of Metal Lamination Machines
4.7. Treating Petroleum Field Outputs: Breaking of W/O Emulsions in Dehydration Processes and of O/W Low Internal Phase Emulsion in Production Water
4.8. Explosive Products Made with an Unusual W/O Emulsion
5. Conclusions and Perspectives
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Aubry, J.-M.; Schorsch, G. Formulation—Présentation Générale, Techniques de L’Ingénieur, J2110. 1999. Available online: https://www.techniques-ingenieur.fr/base-documentaire/procedes-chimie-bio-agro-th2/principes-de-formulation-42489210/formulation-j2110/ (accessed on 1 April 2022).
- Salager, J.-L.; Antón, R.E.; Bullón, J.; Forgiarini, A.; Marquez, R. How to Use the Normalized Hydrophilic-Lipophilic Deviation (HLDN) Concept for the Formulation of Equilibrated and Emulsified Surfactant-Oil-Water Systems for Cosmetics and Pharmaceutical Products. Cosmetics 2020, 7, 57. [Google Scholar] [CrossRef]
- Hargreaves, T. Chemical Formulation: An Overview of Surfactant Based Chemical Preparations Used in Everyday Life; The Royal Society of Chemistry: Cambridge, UK, 2003; ISBN 9788578110796. [Google Scholar]
- Salager, J.-L. Quantifying the concept of physico-chemical formulation in surfactant-oil-water systems—State of the art. In Trends in Colloid and Interface Science X; Springer: Berlin/Heidelberg, Germany, 1996; pp. 137–142. [Google Scholar]
- Rataj, V. Formulation des microémulsions: Propriétés et exemples d’application. Actual. Chim. 2016, 407, 31–33. [Google Scholar]
- Salager, J.-L.; Antón, R.E.; Forgiarini, A.; Márquez, L. Formulation of Microemulsions. In Microemulsions; Stubenrauch, C., Ed.; WILEY-VCH Verlag GmbH & Co.: Berlin, Germany, 2009; pp. 84–121. ISBN 9781444305524. [Google Scholar]
- Haas, S.; Hässlin, H.W.; Schlatter, C. Influence of polymeric surfactants on pesticidal suspension concentrates: Dispersing ability, milling efficiency and stabilization power. Colloids Surf. A Physicochem. Eng. Asp. 2001, 183–185, 785–793. [Google Scholar] [CrossRef]
- Poucher, W.A. Poucher’s Perfumes, Cosmetics and Soaps—Volume 1, 9th ed.; Springer: New Delhi, India, 1991; ISBN 0751404799. [Google Scholar]
- Borchers, G. Design and manufacturing of solid detergent products. J. Surfactants Deterg. 2005, 8, 123–128. [Google Scholar] [CrossRef]
- Donaldson, E.C.; Alam, W. Wettability; Gulf Publishing Company: Houston, TX, USA, 2008; ISBN 1933762292. [Google Scholar]
- Christian, S.D.; Scamehorn, J.F. Solubilization in Surfactant Aggregates; Christian, S.D., Scamehorn, J.F., Eds.; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Langevin, D. Emulsions, Microemulsions and Foams; Springer: Cham, Switzerland, 2020; ISBN 978-3-030-55681-5. [Google Scholar]
- Israelachvili, J.N.; Mitchell, D.J.; Ninham, B.W. The science and applications of emulsions—An overview. J. Chem. Soc. Faraday Trans. 2 Mol. Chem. Phys. 1994, 91, 1–8. [Google Scholar] [CrossRef]
- Prausnitz, J.M.; Lichtenthaler, R.N.; De Azevedo, E.G. Molecular Thermodynamics of Fluid-Phase Equilibria, 3rd ed.; Pearson Education: New Jersey, USA, 1999; ISBN 0132440504. [Google Scholar]
- Showell, M. Handbook of Detergents, Part D: Formulation; Showell, M., Ed.; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Ho, L.; Tai, T. Formulating Detergents and Personal Care Products A Guide to Product Development; AOCS Press: Urbana, IL, USA, 2000; ISBN 1893997103. [Google Scholar]
- Jeirani, Z.; Mohamed Jan, B.; Si Ali, B.; Noor, I.M.; See, C.H.; Saphanuchart, W. Formulation and phase behavior study of a nonionic triglyceride microemulsion to increase hydrocarbon production. Ind. Crops Prod. 2013, 43, 15–24. [Google Scholar] [CrossRef]
- Bera, A.; Mandal, A. Microemulsions: A novel approach to enhanced oil recovery: A review. J. Pet. Explor. Prod. Technol. 2015, 5, 255–268. [Google Scholar] [CrossRef]
- Ogunberu, A.L.; Ayub, M. The role of wettability in petroleum recovery. Pet. Sci. Technol. 2005, 23, 169–188. [Google Scholar] [CrossRef]
- Tadros, T. Colloids in Paints. WILEY-VCH Verlag GmbH &, Co. KGaA: Weinheim, Germany, 2010; Volume 6, ISBN 9783527314669. [Google Scholar]
- Tadros, T. Encyclopedia of Colloid and Interface Science; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 9783642206658. [Google Scholar]
- Birdi, K.S. Handbook of Surface and Colloid Chemistry, 4th ed.; Birdi, K.S., Ed.; CRC Press: Boca Raton, FL, USA, 2015; ISBN 0471490830. [Google Scholar]
- Tadros, T.F. Emulsion Science and Technology: A General Introduction; Tadros, T., Ed.; WILEY-VCH Verlag GmbH & Co. KGaA: Berlin, Germany, 2009; ISBN 9783527325252. [Google Scholar]
- Clarke, C. The Science of Ice Cream; Royal Society of Chemistry: Cambridge, UK, 2003. [Google Scholar]
- Doroszkowski, A. The physical chemistry of dispersion. In Paint and Surface Coatings; Elsevier: Amsterdam, The Netherlands, 1999; pp. 198–242. [Google Scholar] [CrossRef]
- Sun, S.F. Physical Chemistry of Macromolecules: Basic Principles and Issues, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2004; ISBN 9786468600. [Google Scholar]
- Hildebrand, J.H. Emulsion type. J. Phys. Chem. 1941, 45, 1303. [Google Scholar] [CrossRef]
- Schwartz, J.B. Optimization techniques in product formulation. J. Soc. Cosmet. Chem. 1981, 32, 287–301. [Google Scholar]
- Olejnik, O.; Firestone, B.A. Scale-up of dermatological dosage forms: A case for multivariate optimization and product homogeneity. In Dermatological and Transdermal Formulations; CRC Press: Boca Raton, FL, USA, 2002; pp. 499–510. [Google Scholar] [CrossRef]
- McClements, D.J.; Rao, J. Food-Grade nanoemulsions: Formulation, fabrication, properties, performance, Biological fate, and Potential Toxicity. Crit. Rev. Food Sci. Nutr. 2011, 51, 285–330. [Google Scholar] [CrossRef]
- Rondón-Gonzaléz, M.; Sadtler, V.; Choplin, L.; Salager, J.-L. Emulsion catastrophic inversion from abnormal to normal morphology. 5. Effect of the water-to-oil ratio and surfactant concentration on the inversion produced by continuous stirring. Ind. Eng. Chem. Res. 2006, 45, 3074–3080. [Google Scholar] [CrossRef]
- Rondón-González, M.; Madariaga, L.F.; Sadtler, V.; Choplin, L.; Márquez, L.; Salager, J.-L. Emulsion catastrophic inversion from abnormal to normal morphology. 6. Effect of the phase viscosity on the inversion produced by continuous stirring. Ind. Eng. Chem. Res. 2007, 46, 3595–3601. [Google Scholar] [CrossRef]
- Binks, B.P.; Lumsdon, S.O. Catastrophic Phase Inversion of Water-in-Oil Emulsions Stabilized by Hydrophobic Silica. Langmuir 2000, 16, 2539. [Google Scholar] [CrossRef]
- Tyrode, E.; Mira, I.; Zambrano, N.; Márquez, L.; Rondón-Gonzalez, M.; Salager, J.-L. Emulsion Catastrophic Inversion from Abnormal to Normal Morphology. 3. Conditions for Triggering the Dynamic Inversion and Application to Industrial Processes. Ind. Eng. Chem. Res. 2003, 42, 4311–4318. [Google Scholar] [CrossRef]
- Gorevski, N.; Miller, R.; Ferri, J.K. Non-equilibrium exchange kinetics in sequential non-ionic surfactant adsorption: Theory and experiment. Colloids Surf. A Physicochem. Eng. Asp. 2008, 323, 12–18. [Google Scholar] [CrossRef]
- Solans, C.; Morales, D.; Homs, M. Spontaneous emulsification. Curr. Opin. Colloid Interface Sci. 2016, 22, 88–93. [Google Scholar] [CrossRef]
- Silva, F.; Peña, A.; Miñana-Pérez, M.; Salager, J.-L. Dynamic Inversion Hysteresis of Emulsions Containing Anionic Surfactants. Colloids Surf. A 1998, 132, 221. [Google Scholar] [CrossRef]
- Márquez, R.; Tolosa, L.; Gómez, R.; Izaguirre, C.; Rennola, L.; Bullón, J.; Sandia, B. Reproducción de un ambiente de innovación en el salón de clase. Una estrategia para promover la creatividad en la educación en Ingeniería Química. Educ. Quim. 2016, 27, 249–256. [Google Scholar] [CrossRef]
- Salager, J.-L.; Antón, R.E.; Anderez, J.M.; Aubry, J.-M. Formulation des Micro-Émulsions par la Méthode HLD, Techniques de L’Ingénieur, J2157. 2001. Available online: https://www.techniques-ingenieur.fr/base-documentaire/procedes-chimie-bio-agro-th2/principes-de-formulation-42489210/formulation-des-microemulsions-par-la-methode-du-hld-j2157/ (accessed on 1 April 2022).
- Smulders, E.; von Rybinski, W.; Sung, E.; Rähse, W.; Steber, J.; Wiebel, F.; Nordskog, A. Laundry Detergents. In Ullmann’s Encyclopedia of Industrial Chemistry; WILEY-VCH Verlag GmbH & Co. KGaA: Hoboken, NJ, USA, 2007; ISBN 3527305203. [Google Scholar]
- Caenn, R.; Chillingar, G.V. Drilling fluids: State of the art. J. Pet. Sci. Eng. 1996, 14, 221–230. [Google Scholar] [CrossRef]
- Grenoble, Z.; Trabelsi, S. Mechanisms, performance optimization and new developments in demulsification processes for oil and gas applications. Adv. Colloid Interface Sci. 2018, 260, 32–45. [Google Scholar] [CrossRef]
- Roger, K. Nanoemulsification in the vicinity of phase inversion: Disruption of bicontinuous structures in oil/surfactant/water systems. Curr. Opin. Colloid Interface Sci. 2016, 25, 120–128. [Google Scholar] [CrossRef]
- Salager, J.-L.; Márquez, L.; Peña, A.A.; Rondón, M.; Silva, F.; Tyrode, E. Current phenomenological know-how and modeling of emulsion inversion. Ind. Eng. Chem. Res. 2000, 39, 2665–2676. [Google Scholar] [CrossRef]
- Fryd, M.M.; Mason, T.G. Advanced nanoemulsions. Annu. Rev. Phys. Chem. 2012, 63, 493–518. [Google Scholar] [CrossRef]
- Figueiredo Neto, A.M.; Salinas, S.R.A. The Physics of Lyotropic Liquid Crystals: Phase Transitions and Structural Properties; Oxford University Press: New York, NY, USA, 2010; pp. 1–320. [Google Scholar] [CrossRef]
- Salager, J.-L.; Forgiarini, A.M.; Bullon, J. Progress in over a Century of Designing Emulsion Properties: Emerging Phenomenological Guidelines from Generalized Formulation and Prospects to Transmute the Knowledge into Know-How. In Surfactant Science and Technology: Retrospects and Prospects; Romsted, L.S., Ed.; CRC Press: Boca Raton, FL, USA; Taylor & Francis: Abingdon, UK, 2014; pp. 455–483. [Google Scholar]
- Pedro, R.; Walters, K.A. Surfactants in Cosmetic Products. In Cosmetic Formulation: Principles and Practice; Benson, H.A.E., Roberts, M.S., Leite-Silva, V.R., Walters, K.A., Eds.; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Salager, J.L.; Antón, R.E.; Briceno, M.I.; Choplin, L.; Márquez, L.; Pizzino, A.; Rodriguez, M.P. The emergence of formulation engineering in emulsion making—Transferring know-how from research laboratory to plant. Polym. Int. 2003, 52, 471–478. [Google Scholar] [CrossRef]
- Miller, R.; Fainerman, V.B.; Pradines, V.; Kovalchuk, V.I. Surfactant adsorption layers at liquid interfaces Past-present-future History of surfactants First equations of state/adsorption isotherms. In Surfactant Science and Technology; Romsted, L.S., Ed.; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Guzey, D.; McClements, D.J. Formation, stability and properties of multilayer emulsions for application in the food industry. Adv. Colloid Interface Sci. 2006, 128–130, 227–248. [Google Scholar] [CrossRef]
- Bain, C.D.; Claesson, P.M.; Langevin, D.; Meszaros, R.; Nylander, T.; Stubenrauch, C.; Titmuss, S.; von Klitzing, R. Complexes of surfactants with oppositely charged polymers at surfaces and in bulk. Adv. Colloid Interface Sci. 2010, 155, 32–49. [Google Scholar] [CrossRef]
- Taylor, D.J.F.; Thomas, R.K.; Penfold, J. Polymer/surfactant interactions at the air/water interface. Adv. Colloid Interface Sci. 2007, 132, 69–110. [Google Scholar] [CrossRef]
- Tadros, T.F. Fundamental principles of emulsion rheology and their applications. Colloids Surf. A Physicochem. Eng. Asp. 1994, 91, 39–55. [Google Scholar] [CrossRef]
- Yen, T.F.; Chilingarian, G.V.; Edwards, D.A.; Brenner, H.; Wasan, D.T. Interfacial Transport Processes and Rheology. J. Pet. Sci. Eng. 1991, 10, 351. [Google Scholar] [CrossRef]
- Salager, J.-L.; Marquez, R.; Delgado-Linares, J.G.; Rondon, M.; Forgiarini, A.; Forgiarin, A. Fundamental Basis for Action of a Chemical Demulsifier Revisited after 30 Years: HLDN as the Primary Criterion for Water-in-Crude Oil Emulsion Breaking. Energy Fuels 2022, 36, 711–730. [Google Scholar] [CrossRef]
- Kralova, I.; Sjöblom, J. Surfactants used in food industry: A review. J. Dispers. Sci. Technol. 2009, 30, 1363–1383. [Google Scholar] [CrossRef]
- Dickinson, E. Adsorbed protein layers at fluid interfaces: Interactions, structure and surface rheology. Colloids Surf. B Biointerfaces 1999, 15, 161–176. [Google Scholar] [CrossRef]
- Goddard, E.D. Polymer/surfactant interaction-Its relevance to detergent systems. J. Am. Oil Chem. Soc. 1994, 71, 1–16. [Google Scholar] [CrossRef]
- Tadros, T.F. Rheology of Dispersions: Principles and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2010; ISBN 9783527320035. [Google Scholar]
- Forgiarini, A.; Esquena, J.; González, C.; Solans, C. Formation and stability of nano-emulsions in mixed nonionic surfactant systems. Prog. Colloid Polym. Sci. 2001, 118, 184–189. [Google Scholar] [CrossRef]
- Thakur, N.; Garg, G.; Sharma, P.K.; Kumar, N. Nanoemulsions: A Review on Various Pharmaceutical Application. Glob. J. Pharmacol. 2012, 6, 222–225. [Google Scholar] [CrossRef]
- Howe, A.M.; Pitt, A.R. Rheology and stability of oil-in-water nanoemulsions stabilised by anionic surfactant and gelatin 2) addition of homologous series of sugar-based co-surfactants. Adv. Colloid Interface Sci. 2008, 144, 30–37. [Google Scholar] [CrossRef]
- Berni, M.G.; Lawrence, C.J.; Machin, D. A review of the rheology of the lamellar phase in surfactant systems. Adv. Colloid Interface Sci. 2002, 98, 217–243. [Google Scholar] [CrossRef]
- Al-Bawab, A.; Friberg, S.E. Some pertinent factors in skin care emulsion. Adv. Colloid Interface Sci. 2006, 123–126, 313–322. [Google Scholar] [CrossRef]
- Yan, Y.; Lu, T.; Huang, J. Recent advances in the mixed systems of bolaamphiphiles and oppositely charged conventional surfactants. J. Colloid Interface Sci. 2009, 337, 1–10. [Google Scholar] [CrossRef]
- Šegota, S.; Težak, D. Spontaneous formation of vesicles. Adv. Colloid Interface Sci. 2006, 121, 51–75. [Google Scholar] [CrossRef]
- Bourrel, M.; Passade-Boupat, N. Crude Oil Surface Active Species: Consequences for Enhanced Oil Recovery and Emulsion Stability. Energy Fuels 2018, 32, 2642–2652. [Google Scholar] [CrossRef]
- Binks, B.P.; Fletcher, P.D.I.; Holt, B.L.; Parker, J.; Beaussoubre, P.; Wong, K. Drop sizes and particle coverage in emulsions stabilised solely by silica nanoparticles of irregular shape. Phys. Chem. Chem. Phys. 2010, 12, 11967–11974. [Google Scholar] [CrossRef]
- Binks, B.P.; Fletcher, P.D.I.; Tian, L. Influence of nanoparticle addition to Winsor surfactant microemulsion systems. Colloids Surf. A Physicochem. Eng. Asp. 2010, 363, 8–15. [Google Scholar] [CrossRef]
- Hansen, C.M. The Three-Dimensional Solubility Parameter-Key to Paint Component Affinities. J. Paint Technol. 1967, 39, 104–117. [Google Scholar]
- Hansen, C.M. The universality of the solubility parameter. Ind. Eng. Chem. Prod. Res. Dev. 1969, 8, 2–11. [Google Scholar] [CrossRef]
- Binks, B.P.; Lumsdon, S.O. Pickering Emulsions Stabilized by Monodisperse Latex. Langmuir 2001, 17, 4540–4547. [Google Scholar] [CrossRef]
- Binks, B.P.; Clint, J.H. Solid wettability from surface energy components: Relevance to pickering emulsions. Langmuir 2002, 18, 1270–1273. [Google Scholar] [CrossRef]
- Arditty, S.; Schmitt, V.; Giermanska-Kahn, J.; Leal-Calderon, F. Materials based on solid-stabilized emulsions. J. Colloid Interface Sci. 2004, 275, 659–664. [Google Scholar] [CrossRef]
- Dickinson, E. Food emulsions and foams: Stabilization by particles. Curr. Opin. Colloid Interface Sci. 2010, 15, 40–49. [Google Scholar] [CrossRef]
- Menner, A.; Verdejo, R.; Shaffer, M.; Bismarck, A. Particle-stabilized surfactant-free medium internal phase emulsions as templates for porous nanocomposite materials: Poly-pickering-foams. Langmuir 2007, 23, 2398–2403. [Google Scholar] [CrossRef] [PubMed]
- Miller, R.; Fainerman, V.B.; Kovalchuk, V.I.; Grigoriev, D.O.; Leser, M.E.; Michel, M. Composite interfacial layers containing micro-size and nano-size particles. Adv. Colloid Interface Sci. 2006, 128–130, 17–26. [Google Scholar] [CrossRef] [PubMed]
- Pal, R. Rheology of simple and multiple emulsions. Curr. Opin. Colloid Interface Sci. 2011, 16, 41–60. [Google Scholar] [CrossRef]
- Langevin, D. Rheology of adsorbed surfactant monolayers at fluid surfaces. Annu. Rev. Fluid Mech. 2014, 46, 47–65. [Google Scholar] [CrossRef]
- Gallegos, C.; Franco, J.M. Rheology of food, cosmetics and pharmaceuticals. Curr. Opin. Colloid Interface Sci. 1999, 4, 288–293. [Google Scholar] [CrossRef]
- Wilde, P.; Mackie, A.; Husband, F.; Gunning, P.; Morris, V. Proteins and emulsifiers at liquid interfaces. Adv. Colloid Interface Sci. 2004, 108–109, 63–71. [Google Scholar] [CrossRef]
- Gaudin, T.; Lu, H.; Fayet, G.; Berthauld-Drelich, A.; Rotureau, P.; Pourceau, G.; Wadouachi, A.; Van Hecke, E.; Nesterenko, A.; Pezron, I. Impact of the chemical structure on amphiphilic properties of sugar-based surfactants: A literature overview. Adv. Colloid Interface Sci. 2019, 270, 87–100. [Google Scholar] [CrossRef]
- Salager, J.-L.; Forgiarini, A.M.; Bullón, J. How to attain ultralow interfacial tension and three-phase behavior with surfactant formulation for enhanced oil recovery: A review. Part 1. Optimum formulation for simple surfactant-oil-water ternary systems. J. Surfactants Deterg. 2013, 16, 449–472. [Google Scholar] [CrossRef]
- Salager, J.-L.; Forgiarini, A.; Marquez, R. Extended Surfactants Including an Alkoxylated Central Part Intermediate Producing a Gradual Polarity Transition—A Review of the Properties Used in Applications Such as Enhanced Oil Recovery and Polar Oil Solubilization in Microemulsions. J. Surfactants Deterg. 2019, 22, 935–972. [Google Scholar] [CrossRef]
- Brouillet, F.; Bullón, J.; Cárdenas, A.; Sánchez, J.; Marti-Mestres, G.; Briceño, M.I. Modification of the droplet size and distribution of parenteral emulsions by tangential microfiltration. J. Membr. Sci. 2003, 221, 199–206. [Google Scholar] [CrossRef]
- Salager, J.-L.; Anton, R.; Aubry, J.M. Formulation des Émulsions par la Méthode du HLD, Techniques de L’Ingénieur, J2158. 2006. Available online: https://www.techniques-ingenieur.fr/base-documentaire/procedes-chimie-bio-agro-th2/principes-de-formulation-42489210/formulation-des-emulsions-par-la-methode-du-hld-j2158/ (accessed on 1 April 2022).
- Salager, J.-L.; Forgiarini, A.; Márquez, L.; Peña, A.; Pizzino, A.; Rodriguez, M.P.; Rondón-González, M. Using Emulsion Inversion in Industrial Processes. Adv. Colloid Interface Sci. 2004, 108–109, 259. [Google Scholar] [CrossRef]
- Picón, G. El proceso de convertirse en universidad. In Aprendizaje Organizacional en la Universidad Venezolana; FEDUPEL: Caracas, Venezuela, 1994. [Google Scholar]
- Salager, J.-L. Emulsion Phase Inversion Phenomena. In Emulsions and Emulsion Stability; Sjoblom, J., Ed.; CRC Publishing: Boca Raton, FL, USA, 2006; p. 185. [Google Scholar]
- Salager, J.-L.; Marquez, R.; Bullon, J.; Forgiarini, A. Formulation in Surfactant Systems: From-Winsor-to-HLDN; 2022; Preprints. [Google Scholar] [CrossRef]
- Salager, J.-L. A normalized Hydrophilic-Lipophilic Deviation expression HLDN is necessary to avoid confusions close to the optimum formulation of Surfactant-Oil-Water systems. J. Surfactants Deterg. 2021, 24, 731–748. [Google Scholar] [CrossRef]
- Levey, M. Chemistry and Chemical Technology in Ancient Mesopotamia; Elsevier: Amsterdam, The Netherlands, 1959. [Google Scholar]
- Ruckenstein, E. Microemulsions, macroemulsions, and the Bancroft rule. Langmuir 1996, 12, 6351. [Google Scholar] [CrossRef]
- Bancroft, W.D. The Theory of Emulsification, V. J. Phys. Chem. 1913, 17, 501–519. [Google Scholar] [CrossRef]
- Scheibel, J.J. The evolution of anionic surfactant technology to meet the requirements of the laundry detergent industry. J. Surfactants Deterg. 2004, 7, 319–328. [Google Scholar] [CrossRef]
- Miller, M.M. Soap and Other Detergents. Available online: https://digitalcommons.unl.edu/cgi/viewcontent.cgi?article=3166&context=extensionhist (accessed on 2 January 2022).
- Ekwall, P.; Mandell, L.; Fontell, K. Some observations on binary and ternary aerosol OT systems. J. Colloid Interface Sci. 1970, 33, 215–235. [Google Scholar] [CrossRef]
- Boyd, J.; Sherman, P. Two-dimensional rheological studies on surfactant films at interfaces. J. Colloid Interface Sci. 1970, 34, 76–80. [Google Scholar] [CrossRef]
- Halliday, H.L. Surfactants: Past, present and future. J. Perinatol. 2008, 28, S47–S56. [Google Scholar] [CrossRef]
- Zana, R. Polymer/Surfactant Systems. In Structure-Performance Relationships in Surfactants; Esumi, K., Ueno, M., Eds.; CRC Press: Cleveland, OH, USA, 2003; p. 16. [Google Scholar]
- Holmberg, K. Novel Surfactants: Preparation Applications and Biodegradability, 2nd ed.; Holmberg, K., Ed.; CRC Press: Boca Raton, FL, USA; Taylor & Francis: Cleveland, OH, USA, 2003; ISBN 0824756215. [Google Scholar]
- Solans, C.; Kunieda, H. Industrial Applications of Microemulsions; Solans, C., Kunieda, H., Eds.; Surfactant.; Marcell Dekker, Inc.: New York, NY, USA, 1997. [Google Scholar]
- Rosen, M.J.; Kunjappu, J.T.; Seymour, K.G. Surfactants and Interfacial Phenomena; John Wiley & Sons: New York, NY, USA, 2012; Volume 62, ISBN 9780470541944. [Google Scholar]
- Rosen, M.J.; Dahanayake, M. Industrial Utilization of Surfactants: Principles and Practice; AOCS Press: Urbana, IL, USA, 2000; ISBN 1893997111. [Google Scholar]
- Bourrel, M.; Schechter, R.S. Microemulsions and Related Systems, 1st ed.; Marcel Dekker, Inc.: New York, NY, USA; Basel, Switzerland, 1988; ISBN 978082477951. [Google Scholar]
- Broze, G. Handbook of Detergents. Part A: Properties; Zoller, U., Ed.; CRC Press: Boca Raton, FL, USA, 1999. [Google Scholar]
- Cutler, W.G.; Kissa, E. Detergency: Theory and Technology, 1st ed.; Cutler, W.G., Ed.; CRC Press: New York, NY, USA, 1987. [Google Scholar]
- Friberg, S.E. Organized Solutions. Surfactant Science Series; CRC Press: Cleveland, OH, USA, 1992; Volume 44, ISBN 9780824786984. [Google Scholar]
- Miller, C.A.; Neogi, P. Interfacial Phenomena: Equilibrium and Dynamic Effects, 2nd ed.; Miller, C.A., Neogi, P., Eds.; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Mittal, K.L. Microemulsions in Foods: Challenges and Applications. In Adsorption and Aggregation of Surfactants in Solution; Gaonkar, A.G., Bagwe, R.P., Eds.; CRC Press: Cleveland, OH, USA, 2002; pp. 407–430. [Google Scholar]
- Myers, D. Surfactant Science and Technology; Wiley-VCH Verlag GmbH &, Co. KGaA: Hoboken, NJ, USA, 2006; ISBN 9780471680246. [Google Scholar]
- Sjoblom, J. Emulsions and Emulsion Stability, 1st ed.; Sjoblom, J., Ed.; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Dimensions “Formulation” + “Surfactants”. Available online: https://app.dimensions.ai/discover/publication?search_mode=content&search_text=surfactantformulation&search_type=kws&search_field=text_search (accessed on 15 November 2021).
- Scopus “Formulation” + “Surfactant”. Available online: https://www.scopus.com/results/results.uri?sid=c3cea6344053ae03df2007ba8be13abc&src=s&sot=b&sdt=b&origin=searchb (accessed on 15 November 2021).
- Salager, J.-L.; Anton, R.E. Ionic Microemulsions. In Handbook of Microemulsion Science and Technology; CRC Press: Boca Raton, FL, USA, 2020; pp. 247–280. [Google Scholar] [CrossRef]
- Phaodee, P.; Sabatini, D.A. Effect of Surfactant Systems, Alcohol Types, and Salinity on Cold-Water Detergency of Triacylglycerol Semisolid Soil. Part II. J. Surfactants Deterg. 2020, 23, 423–432. [Google Scholar] [CrossRef]
- Tanthakit, P.; Chavadej, S.; Scamehorn, J.F.; Sabatini, D.A.; Tongcumpou, C. Microemulsion formation and detergency with oily soil: IV. Effect of rinse cycle design. J. Surfactants Deterg. 2008, 11, 117–128. [Google Scholar] [CrossRef]
- Flick, E.W. Cosmetic and Toiletry Formulations; Noyes Publications: Norwich, NY, USA, 2007; Volume 8, ISBN 0815514549. [Google Scholar]
- Prieto-Blanco, M.C.; Fernández-Amado, M.; López-Mahía, P.; Muniategui-Lorenzo, S.; Prada-Rodríguez, D. Surfactants in Cosmetics: Regulatory Aspects and Analytical Methods. In Analysis of Cosmetic Products; Salvador, A., Chisvert, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 249–287. ISBN 9780824798055. [Google Scholar]
- Flick, E.W. Cosmetic and Toiletry Formulations, 2nd ed.; Noyes Publications: Park Ridge, NJ, USA, 1992; Volume 2, ISBN 9780815513827. [Google Scholar]
- Soontravanich, S.; Walsh, S.; Scamehorn, J.F.; Harwell, J.H.; Sabatini, D.A. Interaction between an anionic and an amphoteric surfactant. Part II: Precipitation. J. Surfactants Deterg. 2009, 12, 145–154. [Google Scholar] [CrossRef]
- Phaodee, P.; Sabatini, D.A. Anionic and Cationic Surfactant Synergism: Minimizing Precipitation, Microemulsion Formation, and Enhanced Solubilization and Surface Modification. J. Surfactants Deterg. 2021, 24, 551–562. [Google Scholar] [CrossRef]
- Griffin, W. Classification of surface-active agents by” HLB”. J. Soc. Cosmet. Chem. 1949, 1, 311–326. [Google Scholar]
- Griffin, W. Calculation of HLB Values of Non-ionic Surfactants. J. Soc. Cosmet. Chem. 1954, 5, 249. [Google Scholar]
- Bampfield, H.; Cooper, J. Emulsion Explosives. In Encyclopedia of Emulsion Technology Volume 3 Basic Theory, Measuremens, Applications; Becher, P., Ed.; Marcel Dekker: New York, NY, USA, 1988; pp. 282–304. [Google Scholar]
- Shah, D.O.; Schechter, R.S. Improved Oil Recovery by Surfactant and Polymer Flooding; Elsevier: Amsterdam, The Netherlands, 1977; ISBN 978-0-12-641750-0. [Google Scholar]
- Winsor, P. Hydrotropy, solubilisation and related emulsification processes. Trans. Faraday Soc. 1948, 44, 376–398. [Google Scholar] [CrossRef]
- Salager, J.-L.; Morgan, J.C.; Schechter, R.S.; Wade, W.H.; Vasquez, E. Optimum formulation of surfactant/water/oil systems for minimum interfacial tension or phase behavior. Soc. Pet. Eng. J. 1979, 19, 107–115. [Google Scholar] [CrossRef]
- Bourrel, M.; Salager, J.L.; Schechter, R.S.; Wade, W.H. A correlation for phase behavior of nonionic surfactants. J. Colloid Interface Sci. 1980, 75, 451–461. [Google Scholar] [CrossRef]
- Puerto, M.C.; Gale, W.W. Estimation of Optimal Salinity and Solubilisation Parameters for Alkyl Orthoxylene Sulfonate Mixtures. Soc. Pet. Eng. J. 1977, 17, 193. [Google Scholar] [CrossRef]
- Doe, P.; El-Emary, M.; Wade, W.H.; Schechter, R.S. Surfactants for producing low interfacial tensions I: Linear alkyl benzene sulfonates. J. Am. oil Chem. Soc. 1977, 54, 570–577. [Google Scholar] [CrossRef]
- Cayias, J.L.; Schechter, R.S.; Wade, W.H. Measurement of Low Interfacial Tension Via the Spinning Drop Technique. ACS Symp. Ser. 1975, 234–247. [Google Scholar] [CrossRef]
- Vera, R.E.; Salazar-Rodríguez, F.; Marquez, R.; Forgiarini, A.M. How the Influence of Different Salts on Interfacial Properties of Surfactant–Oil–Water Systems at Optimum Formulation Matches the Hofmeister Series Ranking. J. Surfactants Deterg. 2020, 23, 603–615. [Google Scholar] [CrossRef]
- Somasundaran, P.; Cleverdon, J. A study of polymer/surfactant interaction at the mineral/solution interface. Colloids Surf. 1985, 13, 73–85. [Google Scholar] [CrossRef]
- Somasundaran, P.; Huang, L. Adsorption/aggregation of surfactants and their mixtures at solid-liquid interfaces. Adv. Colloid Interface Sci. 2000, 88, 179–208. [Google Scholar] [CrossRef]
- Farrokhpay, S.; Filippov, L.; Fornasiero, D. Flotation of Fine Particles: A Review. Miner. Process. Extr. Metall. Rev. 2021, 42, 473–483. [Google Scholar] [CrossRef]
- Zhang, F.; Sun, L.; Yang, H.; Gui, X.; Schönherr, H.; Kappl, M.; Cao, Y.; Xing, Y. Recent advances for understanding the role of nanobubbles in particles flotation. Adv. Colloid Interface Sci. 2021, 291, 102403. [Google Scholar] [CrossRef]
- Pérez-Gil, J. A recipe for a good clinical pulmonary surfactant. Biomed. J. 2022; in press. [Google Scholar] [CrossRef]
- Hayes, D. Biobased Surfactants: Overview and Industrial State-of-the-Art. In Biobased Surfactants and Detergents; Hayes, D., Kitamoto, D., Solaiman, D., Ashby, R., Eds.; AOCS Publishing: Urbana, IL, USA, 2009; pp. 3–25. ISBN 978-1-893997-67-7. [Google Scholar]
- Kramek-Romanowska, K.; Odziomek, M.; Sosnowski, T.R. Dynamic tensiometry studies on interactions of novel therapeutic inhalable powders with model pulmonary surfactant at the air–water interface. Colloids Surf. A Physicochem. Eng. Asp. 2015, 480, 149–158. [Google Scholar] [CrossRef]
- Rondón, M.; Pereira, J.C.; Bouriat, P.; Graciaa, A.; Lachaise, J.; Salager, J.-L. Breaking of water-in-crude-oil emulsions. 2. Influence of asphaltene concentration and diluent nature on demulsifier action. Energy Fuels 2008, 22, 702–707. [Google Scholar] [CrossRef]
- Rondón, M.; Bouriat, P.; Lachaise, J.; Salager, J.L. Breaking of water-in-crude oil emulsions. 1. Physicochemical phenomenology of demulsifier action. Energy Fuels 2006, 20, 1600–1604. [Google Scholar] [CrossRef]
- Pereira, J.C.; Delgado-Linares, J.; Scorzza, C.; Rondón, M.; Rodríguez, S.; Salager, J.-L. Breaking of Water-in-Crude Oil Emulsions. 4. Estimation of the Demulsifier Surfactant Performance To Destabilize the Asphaltenes Effect. Energy Fuels 2011, 25, 1045. [Google Scholar] [CrossRef]
- Delgado-Linares, J.G.; Pereira, J.C.; Rondón, M.; Bullón, J.; Salager, J.L. Breaking of Water-in-Crude Oil Emulsions. 6. Estimating the Demulsifier Performance at Optimum Formulation from Both the Required Dose and the Attained Instability. Energy Fuels 2016, 30, 5483–5491. [Google Scholar] [CrossRef]
- Delgado-Linares, J.G.; Alvarado, J.G.; Véjar, F.; Bullón, J.; Forgiarini, A.M.; Salager, J.L. Breaking of Water-in-Crude Oil Emulsions. 7. Demulsifier Performance at Optimum Formulation for Various Extended Surfactant Structures. Energy Fuels 2016, 30, 7065–7071. [Google Scholar] [CrossRef]
- Alvarado, J.G.; Delgado-Linares, J.G.; Forgiarini, A.M.; Salager, J.-L. Breaking of Water-in-Crude Oil Emulsions. 8. Demulsifier Performance at Optimum Formulation Is Significantly Improved by a Small Aromatic Content of the Oil. Energy Fuels 2019, 33, 1928–1936. [Google Scholar] [CrossRef]
- Marquez, R.; Forgiarini, A.; Langevin, D.; Salager, J.-L. Breaking of Water-In-Crude Oil Emulsions. Part 9. New Interfacial Rheology Characteristics Measured Using a Spinning Drop Rheometer at Optimum Formulation. Energy Fuels 2019, 33, 8151–8164. [Google Scholar] [CrossRef]
- Raya, S.A.; Mohd Saaid, I.; Abbas Ahmed, A.; Abubakar Umar, A. A critical review of development and demulsification mechanisms of crude oil emulsion in the petroleum industry. J. Pet. Explor. Prod. Technol. 2020, 10, 1711–1728. [Google Scholar] [CrossRef]
- Sjöblom, J.; Aske, N.; Auflem, I.H.; Brandal, Ø.; Havre, T.E.; Sæther, Ø.; Westvik, A.; Johnsen, E.E.; Kallevik, H. Our current understanding of water-in-crude oil emulsions. Recent characterization techniques and high pressure performance. Adv. Colloid Interface Sci. 2003, 100–102, 399–473. [Google Scholar] [CrossRef]
- Marquez, R.; Bullon, J.; Forgiarini, A.; Salager, J.-L. The Oscillatory Spinning Drop Technique. An Innovative Method to Measure Dilational Interfacial Rheological Properties of Brine-Crude Oil Systems in the Presence of Asphaltenes. Colloids Interfaces 2021, 5, 42. [Google Scholar] [CrossRef]
- Meza, L.; Alvarado, J.G.; Márquez, R.; Forgiarini, A. Performance Evaluation of Demulsifier Using the Optimum Formulation HLD Concept: A Practical Case Using Heavy Crude Oil Diluted in Naphtha or in Synthetic Aromatic Oil. SPE J. 2022, 1–13. [Google Scholar] [CrossRef]
- Chung, C.; Sher, A.; Rousset, P.; Decker, E.A.; McClements, D.J. Formulation of food emulsions using natural emulsifiers: Utilization of quillaja saponin and soy lecithin to fabricate liquid coffee whiteners. J. Food Eng. 2017, 209, 1–11. [Google Scholar] [CrossRef]
- Lv, S.; Zhou, H.; Bai, L.; Rojas, O.J.; McClements, D.J. Development of food-grade Pickering emulsions stabilized by a mixture of cellulose nanofibrils and nanochitin. Food Hydrocoll. 2021, 113, 106451. [Google Scholar] [CrossRef]
- Chávez-Montes, B.E.; Choplin, L.; Schaer, E. Rheological characterization of wet food foams. J. Texture Stud. 2007, 38, 236–252. [Google Scholar] [CrossRef]
- Paunov, V.N.; Cayre, O.J.; Noble, P.F.; Stoyanov, S.D.; Velikov, K.P.; Golding, M. Emulsions stabilised by food colloid particles: Role of particle adsorption and wettability at the liquid interface. J. Colloid Interface Sci. 2007, 312, 381–389. [Google Scholar] [CrossRef]
- Hunter, T.N.; Pugh, R.J.; Franks, G.V.; Jameson, G.J. The role of particles in stabilising foams and emulsions. Adv. Colloid Interface Sci. 2008, 137, 57–81. [Google Scholar] [CrossRef]
- Qingrong, H.; Peter, G.; Michael, Q. Micro/Nanoencapsulation of Active Food Ingredients; American Chemical Society: Washington, DC, USA, 2009; Volume 1007, ISBN 0841269645. [Google Scholar]
- Cardenas, A.; Fillous, L.; Rouviere, J.; Salager, J. An experimental method to estimate the mass transfer through the interfacial region of liquid membrane systems. Ciencia 2001, 9, 70–76. [Google Scholar]
- Moreno, M.; Mazur, L.P.; Weschenfelder, S.E.; Regis, R.J.; de Souza, R.A.F.; Marinho, B.A.; da Silva, A. Water and wastewater treatment by micellar enhanced ultrafiltration—A critical review. J. Water Process Eng. 2022, 46, 102574. [Google Scholar] [CrossRef]
- Zhang, R.; Somasundaran, P. Advances in adsorption of surfactants and their mixtures at solid/solution interfaces. Adv. Colloid Interface Sci. 2006, 123–126, 213–229. [Google Scholar] [CrossRef]
- Kiran, S.K.; Nace, V.M.; Silvestri, M.A.; Monk, K.A.; Moloney, J.; Schmidt, L.; Acosta, E.J. The HLD study of surfactant partitioning for oilfield corrosion inhibitors. J. Surfactants Deterg. 2014, 17, 1193–1201. [Google Scholar] [CrossRef]
- Salager, J.L.; Forgiarini, A.M.; Antón, R.E.; Quintero, L. Available know-how in transforming an emulsified drilling fluid to be removed from an unwanted location into a low-viscosity single-phase system. Energy Fuels 2012, 26, 4078–4085. [Google Scholar] [CrossRef]
- Skalli, L.; Buckley, J.S.; Zhang, Y.; Morrow, N.R. Surface and core wetting effects of surfactants in oil-based drilling fluids. J. Pet. Sci. Eng. 2006, 52, 253–260. [Google Scholar] [CrossRef]
- Quintero, L. An overview of surfactant applications in drilling fluids for the petroleum industry. J. Dispers. Sci. Technol. 2002, 23, 393–404. [Google Scholar] [CrossRef]
- Forgiarini, A.; Marquez, R.; Salager, J.-L. Formulation improvements in the applications of surfactant-oil-water systems using the HLDN approach with extended surfactant structure. Molecules 2021, 26, 3771. [Google Scholar] [CrossRef]
- Nasr-Ei-Din, H.A.; Al-Zahrani, A.; Still, J.; Lesko, T.; Kelkar, S. Laboratory evaluation of an innovative system for fracture stimulation of high-temperature carbonate reservoirs. In Proceedings of the International Symposium on Oilfield Chemistry, Houston, TX, USA, 28 February–2 March 2007; pp. 238–249. [Google Scholar] [CrossRef]
- Mamun, C.K.; Rong, J.G.; Kam, S.I.; Liljestrand, H.M.; Rossen, W.R. Extending Foam Technology from Improved Oil Recovery to Environmental Remediation. In Proceedings of the SPE Annual Technical Conference and Exhibition, San Antonio, TX, USA, 29 September 2002; pp. 1953–1965. [Google Scholar] [CrossRef]
- Kam, S.I.; Frenier, W.W.; Davies, S.N.; Rossen, W.R. Experimental study of high-temperature foam for acid diversion. J. Pet. Sci. Eng. 2007, 58, 138–160. [Google Scholar] [CrossRef]
- Quintero, L.; Pietrangeli, G.; Hughes, B.; Salager, J.L.; Forgiarini, A. Optimization of microemulsion formulations with linker molecules. In Proceedings of the SPE European Formation Damage Conference & Exhibition, Noordwijk, The Netherlands, 5–7 June 2013; Volume 2, pp. 1275–1287. [Google Scholar] [CrossRef]
- Brege, J.; El Sherbeny, W.; Quintero, L.; Jones, T. Using microemulsion technology to remove oil-based mud in wellbore displacement and remediation applications. In Proceedings of the North Africa Technical Conference and Exhibition, Cairo, Egypt, 20–22 February 2012; Volume 1, pp. 323–330. [Google Scholar] [CrossRef]
- Christian, C.F.; Quintero, L.; Clark, D.E.; Jones, T.A. Production enhancement of cased-hole wells using mesophase fluids. In Proceedings of the SPE Saudi Arabia Section Technical Symposium, Al-Khobar, Saudi Arabia, 9–11 May 2009. [Google Scholar] [CrossRef]
- Forgiarini, A.; Esquena, J.; González, C.; Solans, C. Formation of Nano-emulsions by Low-Energy Emulsification Methods at Constant Temperature. Langmuir 2001, 17, 2076–2083. [Google Scholar] [CrossRef]
- Miñana-Pérez, M.; Gutron, M.C.; Zundel, C.; Andérez, J.; Salager, J.-L. Miniemulsion Formation by Transitional Inversion. J. Dispers. Sci. Technol. 1999, 20, 893. [Google Scholar] [CrossRef]
- Briceno, M.I.; Chirinos, M.L.; Layrisse, I.; Martinez, G.; Nunez, G.; Padron, A.; Quintero, L.; Rivas, H. Emulsion technology for the production and handling of extraheavy crude oils and bitumens. Rev. Tec. INTEVEP 1990, 10, 5–14. [Google Scholar]
- Briceno, M.I.; Salager, J.-L.; Luis Bracho, C. Heavy Hydrocarbon Emulsions Making Use of the State of the Art in Formulation Engineering. In Encyclopedic Handbook of Emulsion Technology; Sjoblom, J., Ed.; Marcel Dekker Inc.: New York, NY, USA, 2001; pp. 455–495. [Google Scholar]
- Brûlé, B.; Ramond, G.; Such, C. Relationships Among Composition, Structure, and Properties of Road Asphalts. In Asphaltenes and Asphalts, 1st ed.; Yen, T.F., Chilingarian, G., Eds.; Elsevier: Amsterdam, The Netherlands, 1994; pp. 427–449. ISBN 0376-7361. [Google Scholar]
- Mercado, R.; Fuentes Pumarejo, L. Asphalt emulsions formulation: State-of-the-art and dependency of formulation on emulsions properties. Constr. Build. Mater. 2016, 123, 162–173. [Google Scholar] [CrossRef]
- Molinier, V.; Klimenko, A.; Passade-Boupat, N.; Bourrel, M. Insights into the Intimate Link between the Surfactant/Oil/Water Phase Behavior and the Successful Design of (Alkali)–Surfactant–Polymer Floods. Energy Fuels 2021, 35, 20046–20059. [Google Scholar] [CrossRef]
- Lemahieu, G.; Ontiveros, J.F.; Gaudin, T.; Molinier, V.; Aubry, J.M. The Salinity-Phase-Inversion method (SPI-slope): A straightforward experimental approach to assess the hydrophilic-lipophilic-ratio and the salt-sensitivity of surfactants. J. Colloid Interface Sci. 2022, 608, 549–563. [Google Scholar] [CrossRef]
- Antón, R.E.; Salager, J.-L. Effect of the Electrolyte Anion on the Salinity Contribution to Optimum Formulation of Anionic Surfactant Microemulsions. J. Colloid Interface Sci. 1990, 140, 75. [Google Scholar] [CrossRef]
- Cayias, J.L.; Schechter, R.S.; Wade, W.H. Modeling crude oils for low interfacial tension. Soc. Pet. Eng. J. 1976, 16, 351–357. [Google Scholar] [CrossRef]
- Cash, R.; Cayias, J.L.; Fournier, G.; McAllister, D.; Shares, T.; Schechter, R.S.; Wade, W.H. The Application Of Low Interfacial Tension Scaling Rules to Binary Hydrocarbon Mixtures. J. Colloid Interface Sci. 1977, 59, 39–44. [Google Scholar] [CrossRef]
- Salager, J.-L. Physico-Chemical Properties of Surfactant-Water-Oil Mixtures: Phase Behavior, Micro-Emulsion Formation and Interfacial Tension. Ph.D. Thesis, University of Texas at Austin, Austin, TX, USA, 1977. [Google Scholar]
- Antón, R.E.; Garcés, N.; Yajure, A. A correlation for three-phase behavior of cationic surfactant-oil-water systems. J. Dispers. Sci. Technol. 1997, 18, 539–555. [Google Scholar] [CrossRef]
- Salager, J.-L.; Forgiarini, A.M.; Bullón, J.; Marquez, R.; Alvarado, J.G. A Review on the Surfactant Characteristic Parameter Used in Enhanced Oil Recovery, Crude Oil Dehydration and Other Formulation Applications. Available online: https://es.firp-ula.org/wp-content/uploads/2020/05/E719B.pdf (accessed on 10 November 2021).
- Bourrel, M.; Verzaro, F.; Chambu, C. Effect of Oil Type on Solubilization by Amphiphiles. SPE Reserv. Eng. 1987, 2, 41–53. [Google Scholar] [CrossRef]
- Salager, J.-L.; Forgiarini, A.; Márquez, L.; Manchego, L.; Bullón, J.; Marquez, L.; Manchego, L.; Bullon, J. How to Attain an Ultralow Interfacial Tension and a Three-Phase Behavior with a Surfactant Formulation for Enhanced Oil Recovery: A Review. Part 2. Performance Improvement Trends from Winsor’s Premise to Currently Proposed Inter- and Intra-Molecular Mixtu. J. Surfactants Deterg. 2013, 16, 631–663. [Google Scholar] [CrossRef]
- Salager, J.-L.; Marquez, N.; Graciaa, A.; Lachaise, J. Partitioning of ethoxylated octylphenol surfactants in microemulsion-oil-water systems: Influence of temperature and relation between partitioning coefficient and physicochemical formulation. Langmuir 2000, 16, 5534–5539. [Google Scholar] [CrossRef]
- Miñana-Perez, M.; Graciaa, A.; Lachaise, J.; Salager, J.-L. Solubilization of polar oils with extended surfactants. Colloids Surf. A Physicochem. Eng. Asp. 1995, 100, 217–224. [Google Scholar] [CrossRef]
- Pérez, M.M.; Salager, J.-L.; Graciaa, A.; Lachaise, J. Solubilization of polar oils in microemulsion systems. Trends Colloid Interface Sci. IX 1995, 177–179. [Google Scholar] [CrossRef]
- Milter, J.; Austad, T. Chemical flooding of oil reservoirs. 7. Oil expulsion by spontaneous imbibition of brine with and without surfactant in mixed-wet, low permeability chalk material. Colloids Surf. A Physicochem. Eng. Asp. 1996, 117, 109–115. [Google Scholar] [CrossRef]
- Wade, W.; Morgan, J.C.; Jacobson, J.K.; Schechter, R.S. Low interfacial tensions involving mixtures of surfactants. Soc. Pet. Eng. J. 1977, 17, 122–128. [Google Scholar] [CrossRef]
- Bourrel, M.; Lipow, A.M.; Wade, W.H.; Schechter, R.S.; Salager, J.-L. Properties of Amphiphile/Oil/Water Systems at an Optimum Formulation for Phase Behavior. In Proceedings of the 53rd Annual Fall Technical Conference and Exhibition of the Society of Petroleum Engineers or AIME, Houston, TX, USA, 1–3 October 1978. [Google Scholar]
- Wade, W.; Vasquez, E.; Salager, J.-L.; El-Emary, M.; Koukounis, C.; Schechter, R.S.; Mittal, K.L. Solution Chemistry of Surfactants; Mittal, K.L., Ed.; Plenum Press: New York, NY, USA, 1979; Volume 2, p. 801. [Google Scholar]
- Bourrel, M.; Koukounis, C.H.; Schechter, R.; Wade, W. Phase and Interfacial Tension Behavior of Nonionic Surfactants. J. Dispers. Sci. Technol. 1980, 1, 13–35. [Google Scholar] [CrossRef]
- Puerto, M.C.; Reed, R.L. A three-parameter representation of surfactant/oil/brine interaction. Soc. Pet. Eng. J. 1983, 23, 669–682. [Google Scholar] [CrossRef]
- Austad, T.; Hodne, H.; Staurland, G. Effects of pressure, temperature and salinity on the multiphase behavior of the surfactant/methane and n-decane/NaCl brine system. Surfactants Macromol. Self-Assem. Interfaces Bulk 2008, 310, 296–310. [Google Scholar] [CrossRef]
- Aoudia, M.; Wade, W.H.; Weerasooriya, V.; Aoudia, M.; Wade, W.H.; Weerasooriya, V. Optimum microemulsions formulated with propoxylated Guerbet alcohol and propoxylated tridecyl alcohol sodium sulfates. J. Dispers. Sci. Technol. 1995, 16, 115–135. [Google Scholar] [CrossRef]
- Pope, G.A.; Wade, W.H. Lessons from Enhanced Oil Recovery Research for Surfactant-Enhanced Aquifer Remediation. ACS Symp. Ser. 1995, 160, 142–160. [Google Scholar] [CrossRef]
- Nardello, V.; Chailloux, N.; Poprawski, J.; Salager, J.L.; Aubry, J.M. HLD concept as a tool for the characterization of cosmetic hydrocarbon oils. Polym. Int. 2003, 52, 602–609. [Google Scholar] [CrossRef]
- Chailloux, N.; Nardello, V.; Salager, J.-L.; Aubry, J. Propriétés amphiphiles des tensioactifs de la famille du monolaurate de polyglycérol et application à la préparation de microémulsions à base d’esters gras. Ol. Corps Gras Lipides 2003, 386, 382–386. [Google Scholar] [CrossRef]
- Kittithammavong, V.; Charoensaeng, A.; Khaodhiar, S. A Normalized HLD (HLDN) Tool for Optimal Salt-Concentration Prediction of Microemulsions. Appl. Sci. 2021, 11, 9151. [Google Scholar] [CrossRef]
- Witthayapanyanon, A.; Harwell, J.H.; Sabatini, D.A. Hydrophilic-lipophilic deviation (HLD) method for characterizing conventional and extended surfactants. J. Colloid Interface Sci. 2008, 325, 259–266. [Google Scholar] [CrossRef]
- Phan, T.T.; Witthayapanyanon, A.; Harwell, J.H.; Sabatini, D.A. Microemulsion-based vegetable oil detergency using an extended surfactant. J. Surfactants Deterg. 2010, 13, 313–319. [Google Scholar] [CrossRef]
- Solairaj, S.; Britton, C.; Lu, J.; Kim, D.H.; Weerasooriya, U.; Pope, G.A. New correlation to predict the optimum surfactant structure for EOR. In Proceedings of the SPE Improved Oil Recovery Symposium, Tulsa, OK, USA, 14–18 April 2012; Volume 2, pp. 1390–1399. [Google Scholar] [CrossRef]
- Hammond, C.E.; Acosta, E.J. On the characteristic curvature of alkyl-polypropylene oxide sulfate extended surfactants. J. Surfactants Deterg. 2012, 15, 157–165. [Google Scholar] [CrossRef]
- Ghosh, S.; Johns, R.T. Dimensionless Equation of State to Predict Microemulsion Phase Behavior. Langmuir 2016, 32, 8969–8979. [Google Scholar] [CrossRef]
- Khorsandi, S.; Qiao, C.; Johns, R.T.; Torrealba, V.A. Simulation of surfactant-polymer floods with a novel microemulsion equation of state. In Proceedings of the SPE Improved Oil Recovery Conference, Tulsa, OK, USA, 11–13 April 2016. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Morgan, C.; Poindexter, L.; Fernandez, J. Application of the Hydrophilic–Lipophilic Deviation Concept to Surfactant Characterization and Surfactant Selection for Enhanced Oil Recovery. J. Surfactants Deterg. 2019, 22, 983–999. [Google Scholar] [CrossRef]
- Aubry, J.M.; Ontiveros, J.F.; Salager, J.-L.; Nardello-Rataj, V. Use of the normalized hydrophilic-lipophilic-deviation (HLDN) equation for determining the equivalent alkane carbon number (EACN) of oils and the preferred alkane carbon number (PACN) of nonionic surfactants by the fish-tail method (FTM). Adv. Colloid Interface Sci. 2020, 276, 102099. [Google Scholar] [CrossRef]
- Graciaa, A.; Lachaise, J.; Sayous, J.G.; Grenier, P.; Yiv, S.; Schechter, R.S.; Wade, W.H. The partitioning of Complex Surfactant Mixtures between Oil/Water/Microemulsion phases at high Surfactant Concentrations. J. Colloid Interface Sci. 1983, 93, 474–486. [Google Scholar] [CrossRef]
- Barakat, Y.; Fortney, L.N.; Schechter, R.S.; Wade, W.H.; Yiv, S.H.; Graciaa, A. Criteria for structuring surfactants to maximize solubilization of oil and water: II. Alkyl benzene sodium sulfonates. J. Colloid Interface Sci. 1983, 92, 561–574. [Google Scholar] [CrossRef]
- Márquez, N.; Bravo, B.; Chávez, G.; Ysambertt, F.; Salager, J.L. Analysis of polyethoxylated surfactants in microemulsion-oil-water systems: Part II. Anal. Chim. Acta 2002, 452, 129–141. [Google Scholar] [CrossRef]
- Márquez, N.; Bravo, B.; Ysambertt, F.; Chávez, G.; Subero, N.; Salager, J.L. Analysis of polyethoxylated surfactants in microemulsion-oil-water systems: III. Fractionation and partitioning of polyethoxylated alcohol surfactants. Anal. Chim. Acta 2003, 477, 293–303. [Google Scholar] [CrossRef]
- Márquez, N.; Anton, R.E.; Graciaa, A.; Lachaise, J.; Salager, J.-L. Partitioning of ethoxylated alkylphenol surfactants in microemulsion- oil-water systems. Part II: Influence of hydrophobe branching. Colloids Surf. A Physicochem. Eng. Asp. 1998, 131, 45–49. [Google Scholar] [CrossRef]
- Acosta, E.; Natali, S. Effect of surfactant concentration on the hydrophobicity of polydisperse alkyl ethoxylates. J. Surfactants Deterg. 2021, 25, 79–94. [Google Scholar] [CrossRef]
- Antón, R.E. Contribution à L’Étude du Comportement de Phase des Systèmes Mélanges de Surfactifs-Eau-Huile. Ph.D. Thesis, Universidad de Los Andes, Mérida, Venezuela, 1992. [Google Scholar]
- Graciaa, A.; Lachaise, J.; Bourrel, M.; Osborne-Lee, I.; Schechter, R.S.; Wade, W.H. Partitioning of nonionic and anionic surfactant mixtures between oil/microemulsion/water phases. Soc. Pet. Eng. AIME SPE 1984, 2, 305–314. [Google Scholar]
- Graciaa, A.; Lachaise, J.; Cucuphat, C.; Bourrel, M.; Salager, J.L. Interfacial Segregation of an Ethyl Oleate/Hexadecane Oil Mixture in Microemulsion Systems. Langmuir 1993, 9, 1473–1478. [Google Scholar] [CrossRef]
- Graciaa, A.; Lachaise, J.; Morel, G.; Salager, L.; Bourre, M. Optimal phase behavior of water oil blend/surfactant systems. Prog. Colloid Polym. Sci. 1993, 93, 257–260. [Google Scholar] [CrossRef]
- Graciaa, A.; Andérez, J.; Bracho, C.; Lachaise, J.; Salager, J.-L.; Tolosa, L.; Ysambertt, F. The selective partitioning of the oligomers of polyethoxylated surfactant mixtures between interface and oil and water bulk phases. Adv. Colloid Interface Sci. 2006, 123, 63–73. [Google Scholar] [CrossRef] [PubMed]
- Queste, S.; Salager, J.L.; Strey, R.; Aubry, J.M. The EACN scale for oil classification revisited thanks to fish diagrams. J. Colloid Interface Sci. 2007, 312, 98–107. [Google Scholar] [CrossRef]
- Antón, R.E.; Graciaa, A.; Lachaise, J.; Salager, J.L. Surfactant-Oil-Water Systems Near the Affinity Inversion, Part VIII: Optimum Formulation and Phase Behavior of Mixed Anionic-Nonionic Systems Versus Temperature. J. Dispers. Sci. Technol. 1992, 13, 565–579. [Google Scholar] [CrossRef]
- Antón, R.E.; Rivas, H.; Salager, J.-L. Surfactant-oil-water systems near the affinity inversion. Part X: Emulsions made with anionic-nonionic surfactant mixtures. J. Dispers. Sci. Technol. 1996, 17, 553–566. [Google Scholar] [CrossRef]
- Salager, J.L.; Bourrel, M.; Schechter, R.S.; Wade, W.H. Mixing Rules for Optimum Phase-Behavior Formulations of Surfactant/Oil/Water Systems. Soc. Pet. Eng. AIME J. 1979, 19, 271–278. [Google Scholar] [CrossRef]
- Sottmann, T.; Strey, R. Ultralow interfacial tensions in water-n-alkane-surfactant systems. J. Chem. Phys. 1997, 106, 8606–8615. [Google Scholar] [CrossRef]
- Salager, J.-L.; Manchego, L.; Márquez, L.; Bullón, J.; Forgiarini, A. Trends to attain a lower interfacial tension in a revisited pure alkyl polyethyleneglycol surfactant-alkane-water ternary system. basic concepts and straightforward guidelines for improving performance in enhanced oil recovery formulations. J. Surfactants Deterg. 2014, 17, 199–213. [Google Scholar] [CrossRef]
- Salager, J.-L.; Marquez, R. How to Avoid the Current Confusion in Using the SOW Generalized Formulation Expression HLD = 0 for Optimum Formulation. In Proceedings of the 2021 AOCS Annual Meeting & Expo, online, 3–14 May 2021; AOCS: Urbana, IL, USA, 2021. [Google Scholar]
- Bouton, F.; Durand, M.; Nardello-Rataj, V.; Serry, M.; Aubry, J.M. Classification of terpene oils using the fish diagrams and the Equivalent Alkane Carbon (EACN) scale. Colloids Surf. A Physicochem. Eng. Asp. 2009, 338, 142–147. [Google Scholar] [CrossRef]
- Bouton, F.; Durand, M.; Nardello-Rataj, V.; Borosy, A.P.; Quellet, C.; Aubry, J.M. A QSPR model for the prediction of the “fish-tail” temperature of CiE4/water/polar hydrocarbon oil systems. Langmuir 2010, 26, 7962–7970. [Google Scholar] [CrossRef]
- Schowanek, D.; Borsboom-Patel, T.; Bouvy, A.; Colling, J.; de Ferrer, J.A.; Eggers, D.; Groenke, K.; Gruenenwald, T.; Martinsson, J.; Mckeown, P.; et al. New and updated life cycle inventories for surfactants used in European detergents: Summary of the ERASM surfactant life cycle and ecofootprinting project. Int. J. Life Cycle Assess. 2018, 23, 867–886. [Google Scholar] [CrossRef]
- Velásquez, J.; Scorzza, C.; Vejar, F.; Forgiarini, A.M.; Antón, R.E.; Salager, J.L. Effect of temperature and other variables on the optimum formulation of anionic extended surfactant-alkane-brine systems. J. Surfactants Deterg. 2010, 13, 69–73. [Google Scholar] [CrossRef]
- Acosta, E.J.; Bhakta, A.S. The HLD-NAC model for mixtures of ionic and nonionic surfactants. J. Surfactants Deterg. 2009, 12, 7–19. [Google Scholar] [CrossRef]
- Acosta, E.J.; Kiran, S.K.; Hammond, C.E. The HLD-NAC model for extended surfactant microemulsions. J. Surfactants Deterg. 2012, 15, 495–504. [Google Scholar] [CrossRef]
- Doe, P.H.; El-Emary, M.; Wade, W.H.; Schechter, R.S. Surfactants for producing low interfacial tensions: III. Di and tri n-alkylbenzenesulfonates. J. Am. Oil Chem. Soc. 1978, 55, 513–520. [Google Scholar] [CrossRef]
- Acosta, E. The HLD–NAC equation of state for microemulsions formulated with nonionic alcohol ethoxylate and alkylphenol ethoxylate surfactants. Colloids Surf. A Physicochem. Eng. Asp. 2008, 320, 193–204. [Google Scholar] [CrossRef]
- Acosta, E.; Yuan, J.S.; Bhakta, A.S. The characteristic curvature of ionic surfactants. J. Surfactants Deterg. 2008, 11, 145. [Google Scholar] [CrossRef]
- Abbott, S. Surfactant Science: Principles and Practice. Available online: https://www.stevenabbott.co.uk/practical-surfactants/the-book.php (accessed on 10 November 2021).
- Doe, P.H.; El-Emary, M.; Wade, W.H.; Schechter, R.S. Surfactants for producing low interfacial tensions: II. Linear alkylbenzenesulfonates with additional alkyl substituents. J. Am. Oil Chem. Soc. 1978, 55, 505–512. [Google Scholar] [CrossRef]
- Kittithammavong, V.; Charoensaeng, A.; Khaodhiar, S. Effect of Ethylene Oxide Group in the Anionic–Nonionic Mixed Surfactant System on Microemulsion Phase Behavior. J. Surfactants Deterg. 2021, 24, 631–648. [Google Scholar] [CrossRef]
- Salager, J.-L.; Marquez, R.; Ontiveros, J.F. How to use in practice a simplified HLDN linear equation for surfactant mixtures. In Proceedings of the 2022 AOCS Annual Meeting; AOCS Press: Atlanta, GA, USA, 2022. [Google Scholar]
- Antón, R.E.; Mosquera, F.; Oduber, M. Anionic-nonionic surfactant mixture to attain emulsion insensitivity to temperature. Trends Colloid Interface Sci. IX 1995, 98, 85–88. [Google Scholar] [CrossRef]
- Kunieda, H.; Shinoda, K. Phase Behavior In Systems Of Nonionic Surfactant/Water/Oil Around The Hydrophile-Lipophile-Balance-Temperature (Hlb-Temperature). J. Dispers. Sci. Technol. 1982, 3, 233–244. [Google Scholar] [CrossRef]
- Shinoda, K.; Kunieda, H. Phase Properties of Emulsions: PIT and HLB; Marcel Dekker, Inc.: New York, NY, USA, 1983. [Google Scholar]
- Antón, R.E.; Gómez, D.; Graciaa, A.; Gómez, D.; Salager, J.-L. Surfactant-Oil-Water Systems Near the Affinity Inversion Part ix: Optimum Formulation and Phase Behavior of Mixed Anionic-Cationic Systems. J. Dispers. Sci. Technol. 1993, 14, 401–416. [Google Scholar] [CrossRef]
- Koukounis, C.; Wade, W.H.; Schechter, R.S. Phase Partitioning of Anionic and Nonionic Surfactant Mixtures. Soc. Pet. Eng. J. 1983, 23, 301–310. [Google Scholar] [CrossRef]
- Wade, W.; Morgan, J.C.; Schechter, R.S.; Jacobson, J.K.; Salager, J.-L. Interfacial tension and phase behavior of surfactant systems. Soc. Pet. Eng. J. 1978, 18, 242–252. [Google Scholar] [CrossRef]
- Shinoda, K.; Arai, H. The Correlation between Phase Inversion Temperature in Emulsion and Cloud Point in Solutions of Nonionic Emulsifier. J. Phys. Chem. 1964, 68, 3485–3490. [Google Scholar] [CrossRef]
- Arandia, M.A.; Forgiarini, A.; Salager, J.-L. Resolving an Enhanced Oil Recovery Challenge: Optimum Formulation of a Surfactant-Oil–Water System Made Insensitive to Dilution. J. Surfactants Deterg. 2010, 13, 119–126. [Google Scholar] [CrossRef]
- Becher, P. Encyclopedia of Emulsion Technology. Volume 3. Basic Theory Measurement Applications; Becher, P., Ed.; Marcel Dekker, Inc.: New York, NY, USA, 1988. [Google Scholar]
- Becher, P. Encyclopedia of Emulsion Technology. Volume 2. Applications; Becher, P., Ed.; Marcell Dekker, Inc.: New York, NY, USA, 1985. [Google Scholar]
- Becher, P. Encyclopedia of Emulsion Technology. Volume 4; CRC Press: Boca Raton, FL, USA, 1996. [Google Scholar]
- Salager, J.-L. Emulsion properties and related know-how to attain them. In Pharmaceutical Emulsions and Suspensions; Nielloud, F., Marti-Mestres, G., Eds.; Marcel Dekker, Inc.: New York, NY, USA, 2000; Volume 1, pp. 73–125. ISBN 978-0-8247-0304-2. [Google Scholar]
- Salager, J.-L.; Bullón, J.; Pizzino, A.; Rondón-González, M.; Tolosa, L. Emulsion formulation engineering for the practitioner. In Encyclopedia of Surface and Colloid Science; Somasundaran, P., Ed.; Taylor & Francis: New York, NY, USA, 2010; Volume 1, pp. 1–6. [Google Scholar]
- Kahlweit, M.; Salager, J.-L. Microemulsions. In Handbook of Detergents, Part A: Properties; Broze, G., Ed.; CRC Press: Boca Raton, FL, USA, 1999; pp. 89–115. [Google Scholar]
- Salager, J.-L. Formulation concepts for the emulsion maker. In Pharmaceutical Emulsions and Suspensions; Nielloud, F., Marti-mestres, G., Eds.; Marcel Dekker: New York, NY, USA, 2000; pp. 18–71. ISBN 1420001515. [Google Scholar]
- Marquez, N.; Anton, R.E.; Graciaa, A.; Lachaise, J.; Salager, J.L. Partitioning of ethoxylated alkylphenol surfactants in microemulsion-oil-water systems. Colloids Surf. A Physicochem. Eng. Asp. 1995, 100, 225–231. [Google Scholar] [CrossRef]
- Márquez, N.; Graciaa, A.; Lachaise, J.; Salager, J.L. Partitioning of ethoxylated alkylphenol surfactants in microemulsion-oil-water systems: Influence of physicochemical formulation variables. Langmuir 2002, 18, 6021–6024. [Google Scholar] [CrossRef]
- Pizzino, A.; Molinier, V.; Catté, M.; Salager, J.-L.; Aubry, J.M. Bidimensional analysis of the phase behavior of a well-defined surfactant (C10e4)/Oil (n-Octane)/water-temperature system. J. Phys. Chem. B 2009, 113, 16142. [Google Scholar] [CrossRef]
- Shinoda, K.; Saito, H. The Stability of O/W type emulsions as functions of temperature and the HLB of emulsifiers: The emulsification by PIT-method. J. Colloid Interface Sci. 1969, 30, 258–263. [Google Scholar] [CrossRef]
- Ontiveros, J.F.; Pierlot, C.; Catté, M.; Molinier, V.; Salager, J.L.; Aubry, J.M. A simple method to assess the hydrophilic lipophilic balance of food and cosmetic surfactants using the phase inversion temperature of C10E4/n-octane/water emulsions. Colloids Surf. A Physicochem. Eng. Asp. 2014, 458, 32–39. [Google Scholar] [CrossRef]
- Pierlot, C.; Ontiveros, J.; Catté, M.; Molinier, V.; Salager, J.; Aubry, J.; Griffin, H.L.B.W. Evaluation of the hydrophilic lipophilic balance of food and cosmetic surfactants using the phase inversion temperature of C10E4/n-octane/water emulsions Surfactants Characterization Emulsions Characterization ● Phase Inversion Temperature (PIT). Colloids Surf. A Physicochem. Eng. Asp. 2015, 85, 1–14. [Google Scholar]
- Lemahieu, G.; Ontiveros, J.F.; Molinier, V.; Aubry, J.-M. Using the dynamic Phase Inversion Temperature (PIT) as a fast and effective method to track optimum formulation for Enhanced Oil Recovery. J. Colloid Interface Sci. 2019, 557, 746–756. [Google Scholar] [CrossRef]
- Illous, E.; Ontiveros, J.F.; Lemahieu, G.; Lebeuf, R.; Aubry, J.-M. Amphiphilicity and salt-tolerance of ethoxylated and propoxylated anionic surfactants. Colloids Surf. A Physicochem. Eng. Asp. 2020, 601, 124786. [Google Scholar] [CrossRef]
- Kunieda, H.; Shinoda, K. Evaluation of the hydrophile-lipophile balance (HLB) of nonionic surfactants. I. Multisurfactant systems. J. Colloid Interface Sci. 1985, 107, 107–121. [Google Scholar] [CrossRef]
- Antón, R.E.; Castillo, P.; Salager, J.-L. Surfactant–Oil–Water Systems near the Affinity Inversion. Part IV: Emulsion Inversion Temperature. J. Dispers. Sci. Technol. 1986, 7, 319. [Google Scholar] [CrossRef]
- Boyd, J.; Parkinson, C.; Sherman, P. Factors affecting emulsion stability, and the HLB concept. J. Colloid Interface Sci. 1972, 41, 359–370. [Google Scholar] [CrossRef]
- Jones, T.J.; Neustadter, E.L.; Whittingham, K.P. Water-in-Crude Oil Emulsion Stability and Emulsion Destabilization By Chemical Demulsifiers. J. Can. Pet. Technol. 1978, 17, 100–108. [Google Scholar] [CrossRef]
- Salager, J.L.; Forgiarini, A.M. Emulsion stabilization, breaking, and inversion depends upon formulation: Advantage or inconvenience in flow assurance. Energy Fuels 2012, 26, 4027–4033. [Google Scholar] [CrossRef]
- Bourrel, M.; Graciaa, A.; Schechter, R.S.; Wade, W.H. The relation of emulsion stability to phase behavior and interfacial tension of surfactant systems. J. Colloid Interface Sci. 1979, 72, 161. [Google Scholar] [CrossRef]
- Salager, J.-L.; Quintero, L.; Ramos, E.; Anderez, J.M. Properties of surfactant/oil/water emulsified systems in the neighborhood of the three-phase transition. J. Colloid Interface Sci. 1980, 77, 288–289. [Google Scholar] [CrossRef]
- Vinatieri, J.E. Correlation of emulsion stability with phase behavior in surfactant systems for tertiary oil recovery. Soc. Pet. Eng. J. 1980, 20, 402–406. [Google Scholar] [CrossRef]
- Milos, F.S.; Wasan, D.T. Emulsion stability of surfactant systems near the three phase region. Colloids Surf. 1982, 4, 91–96. [Google Scholar] [CrossRef]
- Antón, R.E.; Salager, J.-L. Emulsion instability in the three-phase behavior region of surfactant-alcohoi-oil-brine systems. J. Colloid Interface Sci. 1986, 111, 54–59. [Google Scholar] [CrossRef]
- Wasan, D.T.; McNamara, J.J.; Shah, S.M.; Sampath, K.; Aderangi, N. The role of coalescence phenomena and interfacial rheological properties in enhanced oil recovery: An overview. J. Rheol. 1979, 23, 181–207. [Google Scholar] [CrossRef]
- Maru, H.C.; Wasan, D.T. Dilational viscoelastic properties of fluid interfaces-II. Experimental study. Chem. Eng. Sci. 1979, 34, 1295–1307. [Google Scholar] [CrossRef]
- Tambe, D.; Paulis, J.; Sharma, M.M. Factors controlling the stability of colloid-stabilized emulsions. IV. evaluating the effectiveness of demulsifiers. J. Colloid Interface Sci. 1995, 171, 463–469. [Google Scholar] [CrossRef]
- Kim, Y.H.; Nikolov, A.D.; Wasan, D.T.; Diaz-Arauzo, H.; Shetty, C.S. Demulsification of water-in-crude oil emulsions: Effects of film tension, elasticity, diffusivity and interfacial activity of demulsifier individual components and their blends. J. Dispers. Sci. Technol. 1996, 17, 33–53. [Google Scholar] [CrossRef]
- Goldszal, A.; Bourrel, M. Demulsification of crude oil emulsions: Correlation to microemulsion phase behavior. Ind. Eng. Chem. Res. 2000, 39, 2746–2751. [Google Scholar] [CrossRef]
- Kabalnov, A.; Weers, J. Macroemulsion stability within the Winsor III region: Theory versus experiment. Langmuir 1996, 12, 1931–1935. [Google Scholar] [CrossRef]
- Kabalnov, A.; Wennerström, H. Macroemulsion stability: The oriented wedge theory revisited. Langmuir 1996, 12, 276–292. [Google Scholar] [CrossRef]
- Dinh, H.-H.-Q.; Santanach-Carreras, E.; Lalanne-Aulet, M.; Schmitt, V.; Panizza, P.; Lequeux, F. Effect of a Surfactant Mixture on Coalescence Occurring in Concentrated Emulsions: The Hole Nucleation Theory Revisited. Langmuir 2021, 37, 8726–8737. [Google Scholar] [CrossRef]
- Dinh, H.-H.-Q.; Santanach-Carreras, E.; Schmitt, V.; Lequeux, F. Coalescence in concentrated emulsions: Theoretical predictions and comparison with experimental bottle test behaviour. Soft Matter 2020, 16, 10301–10309. [Google Scholar] [CrossRef]
- Dinh, H.-H.-Q.; Santanach-Carreras, E.; Lalanne-Aulet, M.; Schmitt, V.; Panizza, P.; Lequeux, F. Correction to “Effect of a Surfactant Mixture on Coalescence Occurring in Concentrated Emulsions: The Hole Nucleation Theory Revisited”. Langmuir 2022, 38, 3327–3328. [Google Scholar] [CrossRef]
- Zamora, J.M.; Marquez, R.; Forgiarini, A.; Langevin, D.; Salager, J.L. Interfacial rheology of low interfacial tension systems using a new oscillating spinning drop method. J. Colloid Interface Sci. 2018, 519, 27–37. [Google Scholar] [CrossRef]
- Marquez, R.; Forgiarini, A.M.; Fernández, J.; Langevin, D.; Salager, J.-L. New Interfacial Rheology Characteristics Measured using a Spinning-Drop Rheometer at the Optimum Formulation of a Simple Surfactant–Oil–Water System. J. Surfactants Deterg. 2018, 21, 611–623. [Google Scholar] [CrossRef]
- Marquez, R.; Forgiarini, A.; Langevin, D.; Salager, J.-L. Instability of Emulsions Made with Surfactant–Oil–Water Systems at Optimum Formulation with Ultralow Interfacial Tension. Langmuir 2018, 34, 9252–9263. [Google Scholar] [CrossRef] [PubMed]
- Marquez, R.; Meza, L.; Alvarado, J.G.; Bullón, J.; Langevin, D.; Forgiarini, A.M.; Salager, J.-L. Interfacial Rheology Measured with a Spinning Drop Interfacial Rheometer: Particularities in More Realistic Surfactant–Oil–Water Systems Close to Optimum Formulation at HLDN = 0. J. Surfactants Deterg. 2021, 24, 587–601. [Google Scholar] [CrossRef]
- Salager, J.-L. Fundamental basis for the action of a chemical dehydrant. Influence of the physical and chemical formulation on the stability of an emulsion. Int. Chem. Eng. 1990, 30, 103–116. [Google Scholar]
- Acosta, E.J.; Harwell, J.H.; Sabatini, D.A. Self-assembly in linker-modified microemulsions. J. Colloid Interface Sci. 2004, 274, 652–664. [Google Scholar] [CrossRef]
- Salager, J.L.; Antón, R.E.; Sabatini, D.A.; Harwell, J.H.; Acosta, E.J.; Tolosa, L.I. Enhancing solubilization in microemulsions—State of the art and current trends. J. Surfactants Deterg. 2005, 8, 3–21. [Google Scholar] [CrossRef]
- Kahlweit, M.; Strey, R.; Firman, P.; Haase, D. Phase Behavior of Ternary Systems: H2O-Oil-Nonionic Surfactant as a Near-Tricritical Phenomenon. Langmuir 1985, 1, 281–288. [Google Scholar] [CrossRef]
- Shinoda, K.; Lindman, B. Organized Surfactant Systems: Microemulsions. Langmuir 1987, 3, 135–149. [Google Scholar] [CrossRef]
- Kahlweit, M.; Strey, R.; Haase, D.; Firman, P. Properties of the three-phase bodies in H2O-oil-nonionic amphiphile mixturest. Langmuir 1988, 4, 785–790. [Google Scholar] [CrossRef]
- Stubenrauch, C. Microemulsions: Background, New Concepts, Applications, Perspectives; Stubenrauch, C., Ed.; John Wiley & Sons Ltd.: Oxford, UK, 2009; ISBN 9781405167826. [Google Scholar]
- Kunieda, H.; Ishikawa, N. Evaluation of the hydrophile-lipophile balance (HLB) of nonionic surfactants. II. Commercial-surfactant systems. J. Colloid Interface Sci. 1985, 107, 122–128. [Google Scholar] [CrossRef]
- Kunieda, H.; Ishikawa, N.; Shinoda, K. Evaluation of the Hydrophile-Lipophile-Balance (HLB) of Long-chain Nonionic Surfactant. J. Jpn. Oil Chem. Soc. 1985, 34, 367–370. [Google Scholar] [CrossRef]
- Kunieda, H.; Hanno, K.; Yamaguchi, S.; Shinoda, K. The Three Phase Behavior of a Brine/Ionic Surfactant/Nonionic Surfactant/Oil System: Evaluation of the Hydrophile-Lipophile Balance (HLB) of Ionic Surfactant. J. Colloid Interface Sci. 1985, 107, 129. [Google Scholar] [CrossRef]
- Levison, M.I. Surfactant production: Present realities and future perspectives. In Handbook of Detergents Part F: Production; Zoller, U., Sosis, A., Eds.; Taylor & Francis Group, LLC: Boca Raton, FL, USA, 2009; Volume 142, pp. 1–38. [Google Scholar]
- Zoller, U.; Sosis, P. Handbook of Detergents, Part F: Production; Zoller, U., Ed.; CRC Press: Boca Raton, FL, USA, 2008. [Google Scholar]
- Zoller, U. Handbook of Detergents, Part C: Analysis; Waldhoff, H., Spilker, R., Eds.; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Zoller, U. Handbook of Detergents, Part E: Surfactants; Zoller, U., Ed.; CRC Press: Boca Raton, FL, USA, 2008. [Google Scholar]
- Phaodee, P.; Harwell, J.H.; Sabatini, D.A. Correlation between Detergency of Different Oily and Solid Non-Particulate Soils and Hydrophilic–Lipophilic Deviation. J. Surfactants Deterg. 2020, 23, 953–962. [Google Scholar] [CrossRef]
- Phaodee, P.; Attaphong, C.; Sabatini, D.A. Cold Water Detergency of Triacylglycerol Semisolid Soils: The Effect of Salinity, Alcohol Type, and Surfactant Systems. J. Surfactants Deterg. 2019, 22, 1175–1187. [Google Scholar] [CrossRef]
- Tolosa, L.I.; Forgiarini, A.; Moreno, P.; Salager, J.-L. Combined effects of formulation and stirring on emulsion drop size in the vicinity of three-phase behavior of surfactant-oil water systems. Ind. Eng. Chem. Res. 2006, 45, 3810–3814. [Google Scholar] [CrossRef]
- Shinoda, K. The correlation between the dissolution state of nonionic surfactant and the type of dispersion stabilized with the surfactant. J. Colloid Interface Sci. 1967, 24, 4. [Google Scholar] [CrossRef]
- Shinoda, K. The Comparison between the PIT System and the HLB-Value System to Emulsifier Selection. Nippon kagaku zassi 1968, 89, 435–442. [Google Scholar]
- Shinoda, K.; Arai, H. The effect of phase volume on the phase inversion temperature of emulsions stabilized with nonionic surfactants. J. Colloid Interface Sci. 1967, 25, 429–431. [Google Scholar] [CrossRef]
- Shinoda, K.; Sagitani, H. Emulsifier selection in water/oil type emulsions by the hydrophile-lipophile balance-temperature system. J. Colloid Interface Sci. 1978, 64, 68–71. [Google Scholar] [CrossRef]
- Dickinson, E. Interpretation of Emulsion Phase Inversion as a Cusp Catastrophe. J. Colloid Interface Sci. 1981, 84, 284–287. [Google Scholar] [CrossRef]
- Dickinson, E. Thermodynamic Aspects of Emulsion Phase Inversion. J. Colloid Interface Sci. 1982, 87, 416–423. [Google Scholar] [CrossRef]
- Salager, J.-L. Phase behavior of amphiphile—oil—water systems related to the butterfly catastrophe. J. Colloid Interface Sci. 1985, 105, 21–26. [Google Scholar] [CrossRef]
- Rondón-González, M.; Sadtler, V.; Choplin, L.; Salager, J.-L. Emulsion inversion from abnormal to normal morphology by continuous stirring without internal phase addition. Effect of surfactant mixture fractionation at extreme water-oil ratio. Colloids Surf. A Physicochem. Eng. Asp. 2006, 288, 151–157. [Google Scholar] [CrossRef]
- Galindo-Alvarez, J.; Sadtler, V.; Choplin, L.; Salager, J.L. Viscous oil emulsification by catastrophic phase inversion: Influence of oil viscosity and process conditions. Ind. Eng. Chem. Res. 2011, 50, 5575–5583. [Google Scholar] [CrossRef]
- Salager, S.E.; Tyrode, E.C.; Celis, M.T.; Salager, J.-L. Influence of the Stirrer Initial Position on Emulsion Morphology. Making Use of the Local Water-to-Oil Ratio Concept for Formulation Engineering Purpose. Ind. Eng. Chem. Res. 2001, 40, 4808–4814. [Google Scholar] [CrossRef]
- Salager, J.-L.; Moreno, N.; Antón, R.E.; Marfisi, S. Apparent Equilibration Time Required for a Surfactant–Oil–Water System to Emulsify into the Morphology Imposed by the Formulation. Langmuir 2002, 18, 607–611. [Google Scholar] [CrossRef]
- Alvarez, G.; Antón, R.E.; Marfisi, S.; Márquez, L.; Salager, J.-L. Apparent Equilibration Time Required for Surfactant–Oil– Water Systems to Emulsify into the Morphology Imposed by the Formulation. Part 2: Effect of s ec-Butanol Concentration and Initial Location. Langmuir 2004, 20, 5179–5181. [Google Scholar] [CrossRef]
- Salager, J.-L. Phase Transformation and Emulsion Inversion on the Basis of Catastrophe Theory. In Encyclopedia of Emulsion Technology. Volume 3. Basic Theory, Measurement, Applications; Becker, P., Ed.; Marcell Dekker, Inc.: New York, NY, USA, 1988; Volume 3, pp. 79–134. [Google Scholar]
- Stegemeier, G.L. Mechanisms of Entrapment and Mobilization of Oil in Porous Media. Improv. Oil Recovery Surfactant Polym. Flooding 1977, 55–91. [Google Scholar] [CrossRef]
- Taber, J.J. Research on Enhanced Oil Recovery: Past, Present and Future. In Surface Phenomena in Enhanced Oil Recovery; Shah, D.O., Ed.; Springer: Boston, MA, USA, 1981; pp. 13–52. ISBN 978-1-4757-0337-5. [Google Scholar]
- Hirasaki, G.J.; Miller, C.A.; Puerto, M. Recent advances in surfactant EOR. SPE J. 2011, 16, 889–907. [Google Scholar] [CrossRef]
- Soontravanich, S.; Scamehorn, J.F. Use of a Nonionic Surfactant to Inhibit Precipitation of Anionic Surfactants by Calcium. J. Surfactants Deterg. 2009, 13, 13. [Google Scholar] [CrossRef]
- Salager, J.-L.; Forgiarini, A.; Rondón, M.J. How to Attain Ultralow Interfacial Tension and Three-Phase Behavior with a Surfactant Formulation for Enhanced Oil Recovery: A Review—Part 3. Practical Procedures to Optimize the Laboratory Research According to the Current State of the Art in Surfactant. J. Surfactants Deterg. 2017, 20, 3–19. [Google Scholar] [CrossRef]
- Levitt, D.B.; Jackson, A.C.; Heinson, C.; Britton, L.N.; Malik, T.; Dwarakanath, V.; Pope, G.A. Identification and evaluation of high-performance EOR surfactants. SPE Reserv. Eval. Eng. 2009, 12, 243–253. [Google Scholar] [CrossRef]
- Klimenko, A.; Molinier, V.; Passade-Boupat, N.; Bourrel, M. Effect of surfactants at ultra-low concentration in oil/brine diphasic displacement: The way to unlock EOR polymer field projects. J. Pet. Sci. Eng. 2022, 211, 110190. [Google Scholar] [CrossRef]
- Barakat, Y.; Fortney, L.N.; LaLanne-Cassou, C.; Schechter, R.S.; Wade, W.H.; Weerasooriya, U.; Yiv, S. Phase Behavior of Simple Salt-Tolerant Sulfonates. Soc. Pet. Eng. J. 1983, 23, 913–918. [Google Scholar] [CrossRef]
- Osterloh, W.T.; Jante, M.J. Surfactant-polymer flooding with anionic PO/EO surfactant microemulsions containing polyethylene glycol additives. In Proceedings of the Eighth SPE/DOE Enhanced Oil Recovery Symposium, Tulsa, OK, USA, April 1992; pp. 485–494. [Google Scholar] [CrossRef]
- Adkins, S.; Liyanage, P.J.; Pinnawala Arachchilage, G.W.P.; Mudiyanselage, T.; Weerasooriya, U.; Pope, G.A. A new process for manufacturing and stabilizing high-performance EOR surfactants at low cost for high-temperature, high-salinity oil reservoirs. SPE-DOE Improv. Oil Recover. Symp. Proc. 2010, 2, 1233–1241. [Google Scholar] [CrossRef]
- Barnes, J.R.; Dirkzwager, H.; Smit, J.R.; Smit, J.P.; Navarrete, R.C.; Ellison, B.H.; Buijse, M.A. Application of internal olefin sulfonates and other surfactants to EOR. Part 1: Structure-Performance relationships for selection at different reservoir conditions. SPE-DOE Improv. Oil Recover. Symp. Proc. 2010, 1, 663–678. [Google Scholar] [CrossRef]
- Wu, Y.; Iglauer, S.; Shuler, P.; Tang, Y.; Goddard, W.A. Branched alkyl alcohol propoxylated sulfate surfactants for improved oil recovery. Tenside Surfactants Deterg. 2010, 47, 152–161. [Google Scholar] [CrossRef]
- Aoudia, M.; Al-Shibli, M.N.; Al-Kasimi, L.H.; Al-Maamari, R.; Al-Bemani, A. Novel surfactants for ultralow interfacial tension in a wide range of surfactant concentration and temperature. J. Surfactants Deterg. 2006, 9, 287–293. [Google Scholar] [CrossRef]
- Bourrel, M.; Chambu, C. The Rules for Achieving High Solubilization of Brine and Oil by Amphiphilic Molecules. Soc. Pet. Eng. J. 1983, 23, 327. [Google Scholar] [CrossRef]
- Sahni, V.; Dean, R.M.; Britton, C.; Kim, D.H.; Weerasooriya, U.; Pope, G.A. The role of co-solvents and co-surfactants in making chemical floods robust. Proc.-SPE Symp. Improv. Oil Recover. 2010, 2, 1515–1532. [Google Scholar] [CrossRef]
- Salager, J.-L.; Antón, R.E.; Arandia, M.A.; Forgiarini, A.M. How to Attain Ultralow Interfacial Tension and Three-Phase Behavior with Surfactant Formulation for Enhanced Oil Recovery: A Review. Part 4: Robustness of the Optimum Formulation Zone Through the Insensibility to Some Variables and the Occurrence of Compl. J. Surfactants Deterg. 2017, 20, 987–1018. [Google Scholar] [CrossRef]
- Hirasaki, G.J.; van Domselaar, H.R.; Nelson, R.C. Evaluation of the Salinity Gradient Concept in Surfactant Flooding. Soc. Pet. Eng. J. 1983, 23, 486–500. [Google Scholar] [CrossRef]
- Salager, J.L.; Márquez, N.; Antón, R.E.; Graciaa, A.; Lachaise, J. Retrograde Transition in the Phase Behavior of Surfactant–Oil–Water Systems Produced by an Alcohol Scan. Langmuir 1995, 11, 37–41. [Google Scholar] [CrossRef]
- Ysambertt, F.; Anton, R.; Salager, J.-L. Retrograde transition in the phase behaviour of surfactant-oil-water systems produced by an oil equivalent alkane carbon number scan. Colloids Surf. A Physicochem. Eng. Asp. 1997, 125, 131–136. [Google Scholar] [CrossRef]
- Arandia, M.A. Microemulsiones de Formulación Robusta a Cambios de Dilución y/o Composición. Ph.D. Thesis, Universidad de Los Andes, Merida, Venezuela, 2011. [Google Scholar]
- Salager, J.-L. Detergentes Componentes, Fabricacion, Formulas. Available online: https://es.firp-ula.org/wp-content/uploads/2019/06/S332A_Detergentes.pdf (accessed on 3 January 2022).
- Sasol Alcohol Ethoxylates. Available online: http://www.sasoltechdata.com/MarketingBrochures/Alcohol_Ethoxylates.pdf (accessed on 24 October 2021).
- BASF Care Chemicals. Available online: https://www.basf.com/global/en/investors/calendar-and-publications/factbook/business-segments/nutrition-and-care/care-chemicals.html (accessed on 24 October 2021).
- Evonik Biosurfactants. Available online: https://corporate.evonik.com/misc/micro/biosurfactants/index.en.html (accessed on 24 October 2021).
- Tisler, S.; Liang, C.; Carvalho, P.N.; Bester, K. Identification of more than 100 new compounds in the wastewater: Fate of polyethylene/polypropylene oxide copolymers and their metabolites in the aquatic environment. Sci. Total Environ. 2021, 761, 143228. [Google Scholar] [CrossRef]
- Forgiarini, A.M.; Scorzza, C.; Velásquez, J.; Vejar, F.; Zambrano, E.; Salager, J. Influence of the mixed propoxy/ethoxy spacer arrangement order and of the ionic head group nature on the adsorption and aggregation of extended surfactants. J. Surfactants Deterg. 2010, 13, 451–458. [Google Scholar] [CrossRef]
- Quintero, L.; Clark, D.E.; Cardenas, A.E.; Salager, J.; Forgiarini, A.; Bahsas, A.H. Dendritic Surfactants and Extended Surfactants for Drilling Fluid Formulations. U.S. Patent 0241220 A1, 27 September 2012. [Google Scholar]
- Smith, G.A.; Hand, K. Enhanced Solubilization Using Extended Chain Surfactants. U.S. Patent 7467633 B2, 23 December 2008. [Google Scholar]
- Witthayapanyanon, A.; Acosta, E.; Harwell, J.H.; Sabatini, D.A. Formulation of ultralow interfacial tension systems using extended surfactants. J. Surfactants Deterg. 2006, 9, 331–339. [Google Scholar] [CrossRef]
- Do, L.; Withayyapayanon, A.; Harwell, J.H.; Sabatini, D.A. Environmentally friendly vegetable oil microemulsions using extended surfactants and linkers. J. Surfactants Deterg. 2009, 12, 91–99. [Google Scholar] [CrossRef]
- Attaphong, C.; Sabatini, D.A. Optimized Microemulsion Systems for Detergency of Vegetable Oils at Low Surfactant Concentration and Bath Temperature. J. Surfactants Deterg. 2017, 20, 805–813. [Google Scholar] [CrossRef]
- Chanwattanakit, J.; Scamehorn, J.F.; Sabatini, D.A.; Chavadej, S. Laundry Detergency of Solid Non-particulate Soil or Waxy Solids: Part I. Relation to Oily Soil Removal Above the Melting Point. J. Surfactants Deterg. 2017, 20, 815–830. [Google Scholar] [CrossRef]
- Benita, S.; Levy, M. Submicron Emulsion as Colloidal Drug Carrier for Intravenous Administration: Comprehensive Physicochemical Characterization. J. Pharm. Sci. 1993, 82, 1069–1079. [Google Scholar] [CrossRef]
- Benita, S. Microencapsulation: Methods and Industrial Applications, 2nd ed.; CRC Press: Boca Raton, FL, USA; Taylor & Francis: Abingdon, UK, 2005. [Google Scholar]
- Floyd, A.G. Top ten considerations in the development of parenteral emulsions. Pharm. Sci. Technol. Today 1999, 2, 134–143. [Google Scholar] [CrossRef]
- Jumaa, M.; Müller, B.W. The effect of oil components and homogenization conditions on the physicochemical properties and stability of parenteral fat emulsions. Int. J. Pharm. 1998, 163, 81–89. [Google Scholar] [CrossRef]
- Márquez, R.; Bullón, J.; Márquez, L.; Cárdenas, A.; Briceño, M.I.I.; Forgiarini, A. Rheological changes of parenteral emulsions during phase-inversion emulsification. J. Dispers. Sci. Technol. 2008, 29, 621–627. [Google Scholar] [CrossRef]
- Cuéllar, I.; Bullón, J.; Forgarini, A.M.; Cárdenas, A.; Briceño, M.I. More efficient preparation of parenteral emulsions or how to improve a pharmaceutical recipe by formulation engineering. Chem. Eng. Sci. 2005, 60, 2127–2134. [Google Scholar] [CrossRef]
- Collins-Gold, L.C.; Lyons, R.T.; Bartholow, L.C. Parenteral emulsions for drug delivery. Adv. Drug Deliv. Rev. 1990, 5, 189–208. [Google Scholar] [CrossRef]
- Santana, R.C.; Perrechil, F.A.; Cunha, R.L. High- and Low-Energy Emulsifications for Food Applications: A Focus on Process Parameters. Food Eng. Rev. 2013, 5, 107–122. [Google Scholar] [CrossRef]
- Ostertag, F.; Weiss, J.; McClements, D.J. Low-energy formation of edible nanoemulsions: Factors influencing droplet size produced by emulsion phase inversion. J. Colloid Interface Sci. 2012, 388, 95–102. [Google Scholar] [CrossRef]
- Yang, Y.; Marshall-Breton, C.; Leser, M.E.; Sher, A.A.; McClements, D.J. Fabrication of ultrafine edible emulsions: Comparison of high-energy and low-energy homogenization methods. Food Hydrocoll. 2012, 29, 398–406. [Google Scholar] [CrossRef]
- Forgiarini, A.; Esquena, J.; González, C.; Solans, C. The Relation Between Phase Behavior and Formation of Narrow Size Distribution W/O Emulsions. J. Dispers. Sci. Technol. 2002, 23, 209–217. [Google Scholar] [CrossRef]
- Sajjadi, S. Effect of mixing protocol on formation of fine emulsions. Chem. Eng. Sci. 2006, 61, 3009–3017. [Google Scholar] [CrossRef]
- Rao, J.; McClements, D.J. Stabilization of phase inversion temperature nanoemulsions by surfactant displacement. J. Agric. Food Chem. 2010, 58, 7059–7066. [Google Scholar] [CrossRef]
- Perazzo, A.; Preziosi, V.; Guido, S. Phase inversion emulsification: Current understanding and applications. Adv. Colloid Interface Sci. 2015, 222, 581–599. [Google Scholar] [CrossRef]
- Hörmann, K.; Zimmer, A. Drug delivery and drug targeting with parenteral lipid nanoemulsions—A review. J. Control. Release 2016, 223, 85–98. [Google Scholar] [CrossRef]
- Forgiarini, A.; Esquena, J.; González, C.; Solans, C. Studies of the relation between phase behavior and emulsification methods with nanoemulsion formation-Trends in Colloid and Interface Science XIV. In Progress in Colloid Polymer Science; Buckin, V., Ed.; Springer: Berlin/Heidelberg, Germany, 2000; Volume 115, pp. 36–39. [Google Scholar]
- Maruno, M.; da Rocha-Filho, P.A.; da Rocha-Filho, P.A. O/W Nanoemulsion after 15 Years of Preparation: A Suitable Vehicle for Pharmaceutical and Cosmetic Applications. J. Dispers. Sci. Technol. 2009, 31, 17–22. [Google Scholar] [CrossRef]
- Erramreddy, V.V.; Ghosh, S. Influence of droplet size on repulsive and attractive nanoemulsion gelation. Colloids Surf. A Physicochem. Eng. Asp. 2015, 484, 144–152. [Google Scholar] [CrossRef]
- Zhou, H.; Yue, Y.; Liu, G.; Li, Y.; Zhang, J.; Gong, Q.; Yan, Z.; Duan, M. Preparation and Characterization of a Lecithin Nanoemulsion as a Topical Delivery System. Nanoscale Res. Lett. 2010, 5, 224–230. [Google Scholar] [CrossRef]
- Klaus, A.; Tiddy, G.J.T.; Solans, C.; Harrar, A.; Touraud, D.; Kunz, W. Effect of salts on the phase behavior and the stability of nano-emulsions with rapeseed oil and an extended surfactant. Langmuir 2012, 28, 8318–8328. [Google Scholar] [CrossRef]
- Forgiarini, A.; Pietrangeli, G.; Arandia, M.; Guédez, V.; Celis, M.-T.; Márquez, L. Influencia del tipo de alcohol sobre la formación de nanoemulsiones de aceite de soja-en-agua. Cienc. Ing. 2009, 30, 115–120. [Google Scholar]
- Forgiarini, A.; Marquez, L.; Celis, M.T.; Salager, J.-L. Nanoemulsiones—Formación con baja energía. In Nanopartículas: Fundamentos y Aplicaciones; Universidad de Los Andes: Merida, Venezuela, 2015; pp. 273–293. [Google Scholar]
- Bullón, J.; Molina, J.; Márquez, R.; Véjar, F.; Scorzza, C.; Forgiarini, A. Nano-emulsionación de aceites triglicéridos para uso parenteral mediante un método de baja energía. Rev. Tec. Fac. Ing. Univ. Zulia 2007, 30, 428–437. [Google Scholar]
- Villarreal, A.M.; Fernandez, C.; Forgiarini, A.; Marquez, L.; Nielloud, F.; Salager, J. Nanoencapsulation de filtres solaires via nanoémulsions. In Procédés et Formulations au Service de la Santé; Durand, A., Canselier, J.-P., Eds.; EDP Sciences: Paris, France, 2011; pp. 1–14. [Google Scholar]
- Salager, J.-L.; Forgiarini, A.; Lopez, J.C.; Marfisi, S.; Alvarez, G. Dynamics of Near-zero Energy Emulsification. In Proceedings of the 6th World Surfactant Congress CESIO, Berlin, Germany, 21–23 June 2004; Volume 203, pp. 1–11. [Google Scholar]
- Le Guenic, S.; Chaveriat, L.; Lequart, V.; Joly, N.; Martin, P. Renewable Surfactants for Biochemical Applications and Nanotechnology. J. Surfactants Deterg. 2019, 22, 5–21. [Google Scholar] [CrossRef]
- Hayes, D.G. Oils and Their Use Beyond the Food Industry. In Oil and Oilseed Processing: Opportunities and Challenges; Lafarga, T., Bobo, G., Aguiló-Aguayo, I., Eds.; John Wiley & Sons Ltd.: Hoboken, NJ, USA, 2021; pp. 119–148. ISBN 9781119575313. [Google Scholar]
- Marti-Mestres, G.; Nielloud, F. Emulsions in health care applications—An overview. J. Dispers. Sci. Technol. 2002, 23, 419–439. [Google Scholar] [CrossRef]
- Leal-Calderon, F.; Cansell, M. The design of emulsions and their fate in the body following enteral and parenteral routes. Soft Matter 2012, 8, 10213–10225. [Google Scholar] [CrossRef]
- Thakur, R.K.; Villette, C.; Aubry, J.M.; Delaplace, G. Formulation-composition map of a lecithin-based emulsion. Colloids Surf. A Physicochem. Eng. Asp. 2007, 310, 55–61. [Google Scholar] [CrossRef]
- Thakur, R.K.; Villette, C.; Aubry, J.M.; Delaplace, G. Spectrophotometric method associated with formulation scans for application of hydrophilic-lipophilic deviation concept in food emulsions. Colloids Surf. A Physicochem. Eng. Asp. 2007, 301, 469–474. [Google Scholar] [CrossRef]
- Aboofazeli, R.; Patel, N.; Thomas, M.; Lawrence, M.J. Investigations into the formation and characterization of phospholipid microemulsions. IV. Pseudo-ternary phase diagrams of systems containing water-lecithin-alcohol and oil; the influence of oil. Int. J. Pharm. 1995, 125, 107–116. [Google Scholar] [CrossRef]
- Weschayanwiwat, P.; Scamehorn, J.F.; Reilly, P.J. Surfactant properties of low molecular weight phospholipids. J. Surfactants Deterg. 2005, 8, 65–72. [Google Scholar] [CrossRef]
- Yu, L.; Li, C.; Xu, J.; Hao, J.; Sun, D. Highly stable concentrated nanoemulsions by the phase inversion composition method at elevated temperature. Langmuir 2012, 28, 14547–14552. [Google Scholar] [CrossRef]
- Schwartzberg, L.S.; Navari, R.M. Safety of Polysorbate 80 in the Oncology Setting. Adv. Ther. 2018, 35, 754–767. [Google Scholar] [CrossRef]
- Hosmer, J.; Reed, R.; Bentley, M.V.L.B.; Nornoo, A.; Lopes, L.B. Microemulsions containing medium-chain glycerides as transdermal delivery systems for hydrophilic and hydrophobic drugs. AAPS PharmSciTech 2009, 10, 589–596. [Google Scholar] [CrossRef]
- Hategekimana, J.; Chamba, M.V.M.; Shoemaker, C.F.; Majeed, H.; Zhong, F. Vitamin E nanoemulsions by emulsion phase inversion: Effect of environmental stress and long-term storage on stability and degradation in different carrier oil types. Colloids Surf. A Physicochem. Eng. Asp. 2015, 483, 70–80. [Google Scholar] [CrossRef]
- Ismail, Z.; Kassim, A.; Suhaimi, H.; Ahmad, S. Physicochemical properties of a ternary system based on medium chain triglycerides/water/mixed nonionic sugar-based surfactants. J. Dispers. Sci. Technol. 2001, 22, 261–268. [Google Scholar] [CrossRef]
- Kogan, A.; Garti, N. Microemulsions as transdermal drug delivery vehicles. Adv. Colloid Interface Sci. 2006, 123–126, 369–385. [Google Scholar] [CrossRef]
- Fernandez, P.; André, V.; Rieger, J.; Kühnle, A. Nano-emulsion formation by emulsion phase inversion. Colloids Surf. A Physicochem. Eng. Asp. 2004, 251, 53–58. [Google Scholar] [CrossRef]
- Solè, I.; Pey, C.M.; Maestro, A.; González, C.; Porras, M.; Solans, C.; Gutiérrez, J.M. Nano-emulsions prepared by the phase inversion composition method: Preparation variables and scale up. J. Colloid Interface Sci. 2010, 344, 417–423. [Google Scholar] [CrossRef]
- Komaiko, J.; McClements, D.J. Low-energy formation of edible nanoemulsions by spontaneous emulsification: Factors influencing particle size. J. Food Eng. 2015, 146, 122–128. [Google Scholar] [CrossRef]
- Mohlin, K.; Holmberg, K.; Esquena, J.; Solans, C. Study of low energy emulsification of alkyl ketene dimer related to the phase behavior of the system. Colloids Surf. A Physicochem. Eng. Asp. 2003, 218, 189–200. [Google Scholar] [CrossRef]
- López-Montilla, J.C.; James, M.A.; Crisalle, O.D.; Shah, D.O. Surfactants and protocols to induce spontaneous emulsification and enhance detergency. J. Surfactants Deterg. 2005, 8, 45–53. [Google Scholar] [CrossRef]
- López-Montilla, J.C.; Herrera-Morales, P.E.; Pandey, S.; Shah, D.O.; Lapez-Montilla, J.C.; Herrera-Morales, P.E.; Pandey, S.; Shah, D.O. Spontaneous emulsification: Mechanisms, physicochemical aspects, modeling, and applications. J. Dispers. Sci. Technol. 2002, 23, 219–268. [Google Scholar] [CrossRef]
- Solè, I.; Maestro, A.; Pey, C.M.; González, C.; Solans, C.; Gutiérrez, J.M. Nano-emulsions preparation by low energy methods in an ionic surfactant system. Colloids Surf. A Physicochem. Eng. Asp. 2006, 288, 138–143. [Google Scholar] [CrossRef]
- Solans, C.; Izquierdo, P.; Nolla, J.; Azemar, N.; Garcia-Celma, M.J. Nano-emulsions. Curr. Opin. Colloid Interface Sci. 2005, 10, 102–110. [Google Scholar] [CrossRef]
- Ghosh, S.; Hornby, S.; Grove, G.; Zerwick, C.; Appa, Y.; Blankschtein, D. Ranking of aqueous surfactant-humectant systems based on an analysis of in vitro and in vivo skin barrier perturbation measurements. J. Cosmet. Sci. 2007, 58, 599–620. [Google Scholar]
- Sousa, G.D.; De Souza Dantas, I.M.; De Santana, D.P.; Leal, L.B. New Oils for Cosmetic O/W Emulsions: In Vitro/In Vivo Evaluation. Cosmetics 2018, 5, 6. [Google Scholar] [CrossRef]
- Adejokun, D.A.; Dodou, K. Quantitative Sensory Interpretation of Rheological Parameters of a Cream Formulation. Cosmetics 2020, 7, 2. [Google Scholar] [CrossRef]
- Walters, K.A.; Brain, K.R. Dermatological formulation and transdermal systems. In Dermatological and Transdermal Formulations; CRC Press: Boca Raton, FL, USA, 2002; pp. 319–400. [Google Scholar] [CrossRef]
- Haq, A.; Dorrani, M.; Goodyear, B.; Joshi, V.; Michniak-Kohn, B. Membrane properties for permeability testing: Skin versus synthetic membranes. Int. J. Pharm. 2018, 539, 58–64. [Google Scholar] [CrossRef] [PubMed]
- Harwansh, R.K.; Patra, K.C.; Pareta, S.K.; Singh, J.; Rahman, M.A. Nanoemulsions as vehicles for transdermal delivery of glycyrrhizin. Braz. J. Pharm. Sci. 2011, 47, 769–778. [Google Scholar] [CrossRef]
- Bouwstra, J.A. The skin barrier, a well-organized membrane. Colloids Surf. A Physicochem. Eng. Asp. 1997, 124, 403–413. [Google Scholar] [CrossRef]
- Peña-Juárez, M.C.; Guadarrama-Escobar, O.R.; Escobar-Chávez, J.J. Transdermal Delivery Systems for Biomolecules. J. Pharm. Innov. 2021. [Google Scholar] [CrossRef]
- Van Bocxlaer, K.; McArthur, K.-N.; Harris, A.; Alavijeh, M.; Braillard, S.; Mowbray, C.E.; Croft, S.L. Film-Forming Systems for the Delivery of DNDI-0690 to Treat Cutaneous Leishmaniasis. Pharmaceutics 2021, 13, 516. [Google Scholar] [CrossRef]
- Demisli, S.; Mitsou, E.; Pletsa, V.; Xenakis, A.; Papadimitriou, V. Development and Study of Nanoemulsions and Nanoemulsion-Based Hydrogels for the Encapsulation of Lipophilic Compounds. Nanomaterials 2020, 10, 2464. [Google Scholar] [CrossRef]
- Uchida, T.; Kadhum, W.R.; Kanai, S.; Todo, H.; Oshizaka, T.; Sugibayashi, K. Prediction of skin permeation by chemical compounds using the artificial membrane, Strat-M™. Eur. J. Pharm. Sci. 2015, 67, 113–118. [Google Scholar] [CrossRef]
- Bullón, J.; Márquez, L.; Fernández, J.A.; Scorzza, C.; Scorza, J.V.; Rodríguez, J.; Cordero, A.; Vejar, F.; Khatib, S.K.; Forgiarini, A. A Promising Cutaneous Leishmaniasis Treatment with a Nanoemulsion-Based Cream with a Generic Pentavalent Antimony (Ulamina) as the Active Ingredient. Cosmetics 2021, 8, 115. [Google Scholar] [CrossRef]
- Xing, H.; Krogmann, A.R.; Vaught, C.; Chambers, E. Understanding the Global Sensory Landscape for Facial Cleansing/Makeup Remover Wipes. Cosmetics 2019, 6, 44. [Google Scholar] [CrossRef]
- Krasodomska, O.; Jungnickel, C. Viability of fruit seed oil O/W emulsions in personal care products. Colloids Surf. A Physicochem. Eng. Asp. 2015, 481, 468–475. [Google Scholar] [CrossRef]
- Tchakalova, V.; Fieber, W. Classification of fragrances and fragrance mixtures based on interfacial solubilization. J. Surfactants Deterg. 2012, 15, 167–177. [Google Scholar] [CrossRef]
- Bouton, F. Influence of Terpenes and Terpenoids on the Phase Behavior of Micro- and Macro-Emulsions. Ph.D. Thesis, Universite de Lille, Lille, France, 2010. [Google Scholar]
- Sajinčič, N.; Gordobil, O.; Simmons, A.; Sandak, A. An Exploratory Study of Consumers’ Knowledge and Attitudes about Lignin-Based Sunscreens and Bio-Based Skincare Products. Cosmetics 2021, 8, 78. [Google Scholar] [CrossRef]
- Ghosh, S.; Blankschtein, D. Why is sodium cocoyl isethionate (SCI) mild to the skin barrier?—An in vitro investigation based on the relative sizes of the SCI micelles and the skin aqueous pores. J. Cosmet. Sci. 2007, 58, 229–244. [Google Scholar] [CrossRef]
- Frézard, F.; Demicheli, C.; Ribeiro, R.R. Pentavalent Antimonials: New Perspectives for Old Drugs. Molecules 2009, 14, 2317. [Google Scholar] [CrossRef]
- Buffet, P.A.; Morizot, G. Cutaneous leishmaniasis in France: Towards the end of injectable therapy? Bull. Soc. Pathol. Exot. 2003, 96, 383–388. [Google Scholar]
- Shmulsky, R.; Jones, P.D. Durability and Protection. In Forest Products and Wood Science: An Introduction; Shmulsky, R., Jones, P.D., Eds.; Wiley Online Books; Wiley: Hoboken, NJ, USA, 2019; pp. 231–255. ISBN 9781119426400. [Google Scholar]
- Gardner, D.J.; Generalla, N.C.; Gunnells, D.W.; Wolcott, M.P. Dynamic wettability of wood. Langmuir 1991, 7, 2498–2502. [Google Scholar] [CrossRef]
- Gindl, M.; Reiterer, A.; Sinn, G.; Stanzl-Tschegg, S.E. Effects of surface ageing on wettability, surface chemistry, and adhesion of wood. Holz Roh Werkst. 2004, 62, 273–280. [Google Scholar] [CrossRef]
- Bullon, J. Technical Report FIRP 1308. Development of a Product, for the Preservation of Sawn Wood of Caribbean Pine and Other Plantation Species; Report of the Project Funded by the National Center for Chemical Technology CNTQ; FIRP Laboratory: Merida, Venezuela, 2013. [Google Scholar]
- Lemahieu, G.; Le Maître, J.; Mase, C.; Maillard, J.; Ontiveros, J.F.; Ligiero, L.; Loriau, M.; Giusti, P.; Afonso, C.; Aubry, J.-M.; et al. Extraction of Crude Oil Endogenous Surfactants by an Optimum Three-Phase Microemulsion System: Relation between Interfacial Behavior and a Molecular Fingerprint Obtained by Ultrahigh-Resolution Mass Spectrometry. Energy Fuels 2021, 35, 17522–17535. [Google Scholar] [CrossRef]
- Passade-Boupat, N.; Zhou, H.; Rondon-Gonzalez, M. Asphaltene precipitation from crude oils: How to predict it and to anticipate treatment? In Proceedings of the SPE Middle East Oil and Gas Show and Conference, Manama, Bahrain, 10–13 March 2013; Volume 1, pp. 394–402. [Google Scholar] [CrossRef]
- Homayuni, F.; Hamidi, A.A.; Vatani, A.; Shaygani, A.A.; Faraji Dana, R. The viscosity reduction of heavy and extra heavy crude oils by a pulsed magnetic field. Pet. Sci. Technol. 2011, 29, 2407–2415. [Google Scholar] [CrossRef]
- Less, S.; Hannisdal, A.; Bjørklund, E.; Sjöblom, J. Electrostatic destabilization of water-in-crude oil emulsions: Application to a real case and evaluation of the Aibel VIEC technology. Fuel 2008, 87, 2572–2581. [Google Scholar] [CrossRef]
- Dudek, M.; Vik, E.A.; Aanesen, S.V.; Øye, G. Colloid chemistry and experimental techniques for understanding fundamental behaviour of produced water in oil and gas production. Adv. Colloid Interface Sci. 2020, 276, 102105. [Google Scholar] [CrossRef]
- Olajire, A.A. Recent advances on the treatment technology of oil and gas produced water for sustainable energy industry-mechanistic aspects and process chemistry perspectives. Chem. Eng. J. Adv. 2020, 4, 100049. [Google Scholar] [CrossRef]
- Jiménez, S.; Micó, M.M.; Arnaldos, M.; Medina, F.; Contreras, S. State of the art of produced water treatment. Chemosphere 2018, 192, 186–208. [Google Scholar] [CrossRef]
- Abdulredha, M.M.; Siti Aslina, H.; Luqman, C.A. Overview on petroleum emulsions, formation, influence and demulsification treatment techniques. Arab. J. Chem. 2020, 13, 3403–3428. [Google Scholar] [CrossRef]
- ASTM D-7678; Standard Test Method for Total Petroleum Hydrocarbons (TPH) in Water and Wastewater with Solvent Extraction using Mid-IR Laser Spectroscopy. ASTM International: West Conshohocken, PA, USA, 2017.
- Eaton, A.D.; Clesceri, L.S.; Greenberg, A.E.; Franson, M.A.H. Standard Methods for the Examination of Water and Wastewater, 23th ed.; American Water Works Association: Washington, DC, USA, 1995. [Google Scholar]
- Rámirez, M.; Bullón, J.; Andérez, J.; Mira, I.; Salager, J.L. Drop size distribution bimodality and its effect on O/W emulsion viscosity. J. Dispers. Sci. Technol. 2002, 23, 309–321. [Google Scholar] [CrossRef]
- Ghasemi, H.; Eslami, F. Design of industrial wastewater demulsifier by HLD-NAC model. Sci. Rep. 2021, 11, 16111. [Google Scholar] [CrossRef]
- Deng, S.; Bai, R.; Chen, J.P.; Jiang, Z.; Yu, G.; Zhou, F.; Chen, Z. Produced water from polymer flooding process in crude oil extraction: Characterization and treatment by a novel crossflow oil-water separator. Sep. Purif. Technol. 2002, 29, 207–216. [Google Scholar] [CrossRef]
- Rezakazemi, M.; Khajeh, A.; Mesbah, M. Membrane filtration of wastewater from gas and oil production. Environ. Chem. Lett. 2018, 16, 367–388. [Google Scholar] [CrossRef]
- Duan, M.; Wang, C.; Song, X.; Fang, S.; Ma, Y.; Tao, T. A block polyether designed quantitatively by HLD concept for recovering oil from wastewater. Chem. Eng. J. 2016, 302, 44–49. [Google Scholar] [CrossRef]
- Babak, V.G.; Stébé, M.-J. Highly Concentrated Emulsions: Physicochemical Principles of Formulation. J. Dispers. Sci. Technol. 2002, 23, 1–22. [Google Scholar] [CrossRef]
- Solans, C.; Pons, R.; Zhu, S.; Davis, H.T.; Evans, D.F.; Nakamura, K.; Kunieda, H. Studies on Macro- and Microstructures of Highly Concentrated Water-in-Oil Emulsions (Gel Emulsions). Langmuir 1993, 9, 1479–1482. [Google Scholar] [CrossRef]
- Mahadevan, E.G. Ammonium Nitrate Explosives for Civil Applications; Wiley Online Books; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2013; ISBN 9783527645688. [Google Scholar]
- Das, A.K.; Ghosh, P.K. Concentrated Emulsions. Investigation of Polydispersity and Droplet Distortion and Their Effect on Volume Fraction and Interfacial Area1. Langmuir 1990, 6, 1668–1675. [Google Scholar] [CrossRef]
- Hancsók, J.; Bartha, L.; Baladincz, J.; Kocsis, Z. Relationship between the properties of polyisobutenyl succinic anhydrides and their additive derivatives. Lubr. Sci. 1999, 11, 297–310. [Google Scholar] [CrossRef]
- Foudazi, R.; Masalova, I.; Malkin, A.Y. The rheology of binary mixtures of highly concentrated emulsions: Effect of droplet size ratio. J. Rheol. 2012, 56, 1299. [Google Scholar] [CrossRef]
- Bengtsson, L.A.; Frostemark, F.; Holmberg, B. Speciation, structural characteristics and proton dynamics in the systems NH4NO3·1.5H2O and NH4NO3·1.5H2O–(HNO3, NH4F, NH3)–H2O at 50 °C. J. Chem. Soc. Faraday Trans. 1994, 90, 559–570. [Google Scholar] [CrossRef]
- Masalova, I.; Foudazi, R.; Malkin, A.Y. The rheology of highly concentrated emulsions stabilized with different surfactants. Colloids Surf. A Physicochem. Eng. Asp. 2011, 375, 76–86. [Google Scholar] [CrossRef]
- Foudazi, R.; Masalova, I.; Malkin, A.Y. Flow behaviour of highly concentrated emulsions of supersaturated aqueous solution in oil. Rheol. Acta 2011, 50, 897–907. [Google Scholar] [CrossRef]
- Masalova, I.; Taylor, M.; Kharatiyan, E.; Malkin, A.Y. Rheopexy in highly concentrated emulsions. J. Rheol. 2005, 49, 839–849. [Google Scholar] [CrossRef]
- Yaron, P.N.; Scott, A.J.; Reynolds, P.A.; Mata, J.P.; White, J.W. High Internal Phase Emulsions under Shear. Co-Surfactancy and Shear Stability. J. Phys. Chem. B 2011, 115, 5775–5784. [Google Scholar] [CrossRef]
- Ortiz, M.; Alvarado, J.G.; Zambrano, F.; Marquez, R. Surfactants produced from carbohydrate derivatives. A review of the biobased building blocks used in their synthesis. J. Surfactants Deterg. 2022, 25, 147–183. [Google Scholar] [CrossRef]





























{kind=link}
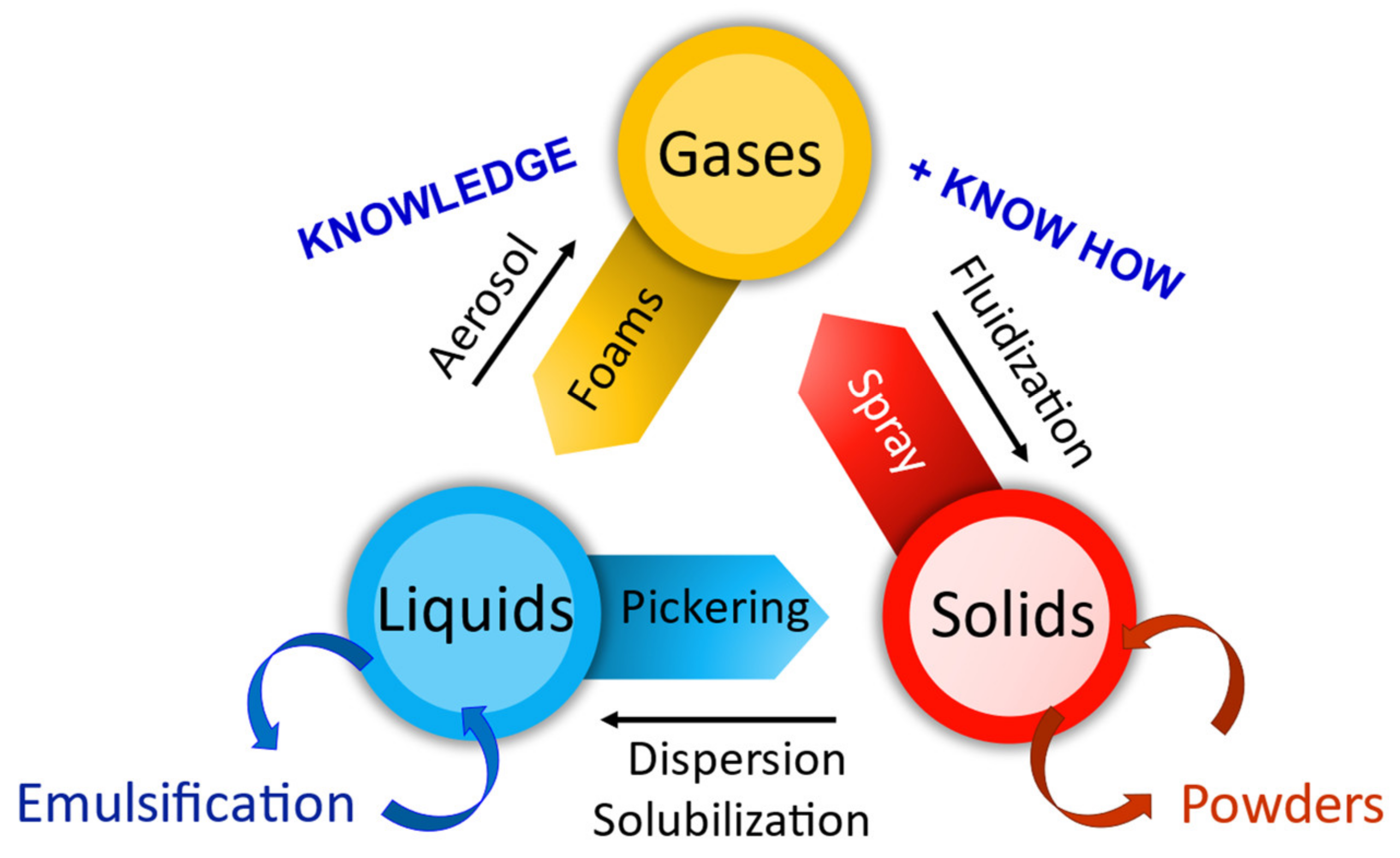{kind=link}
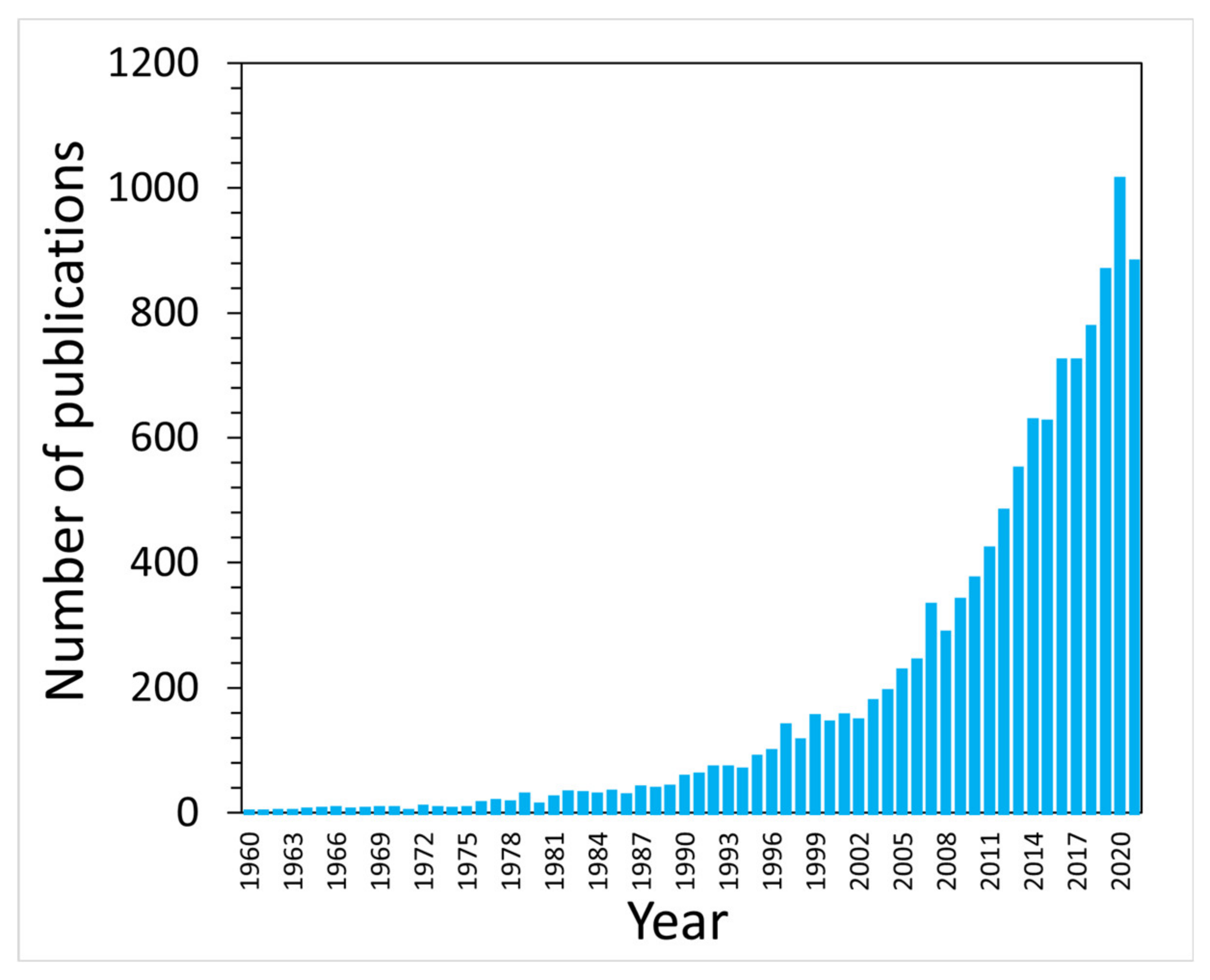{kind=link}
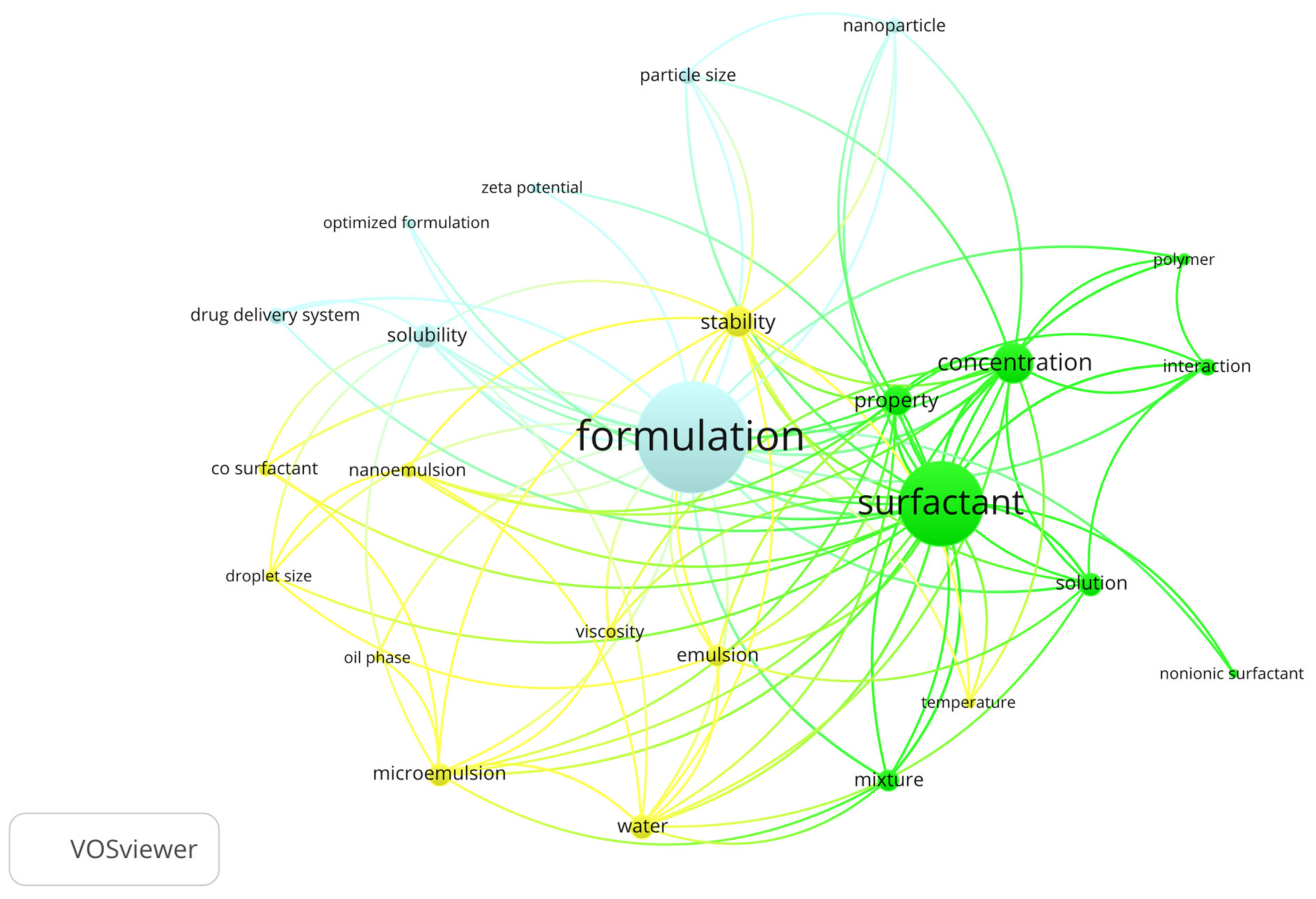{kind=link}
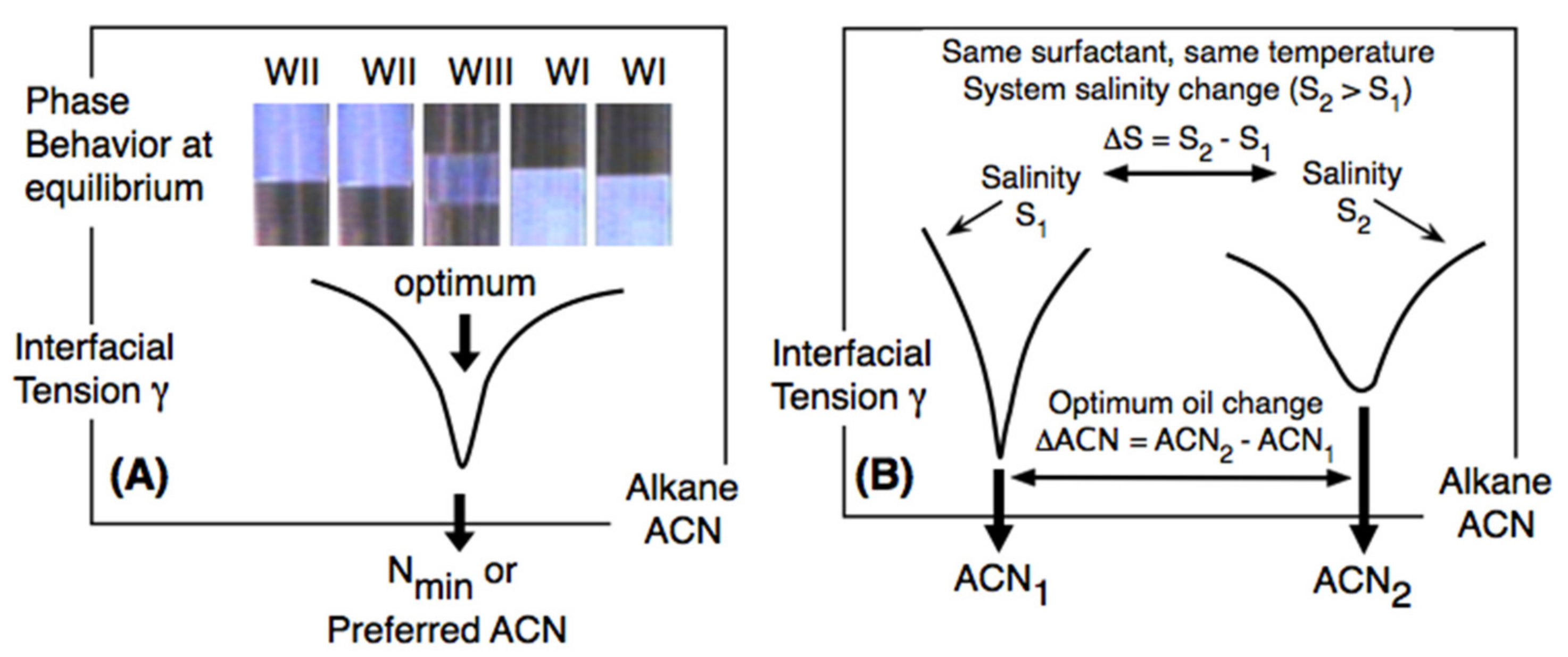{kind=link}
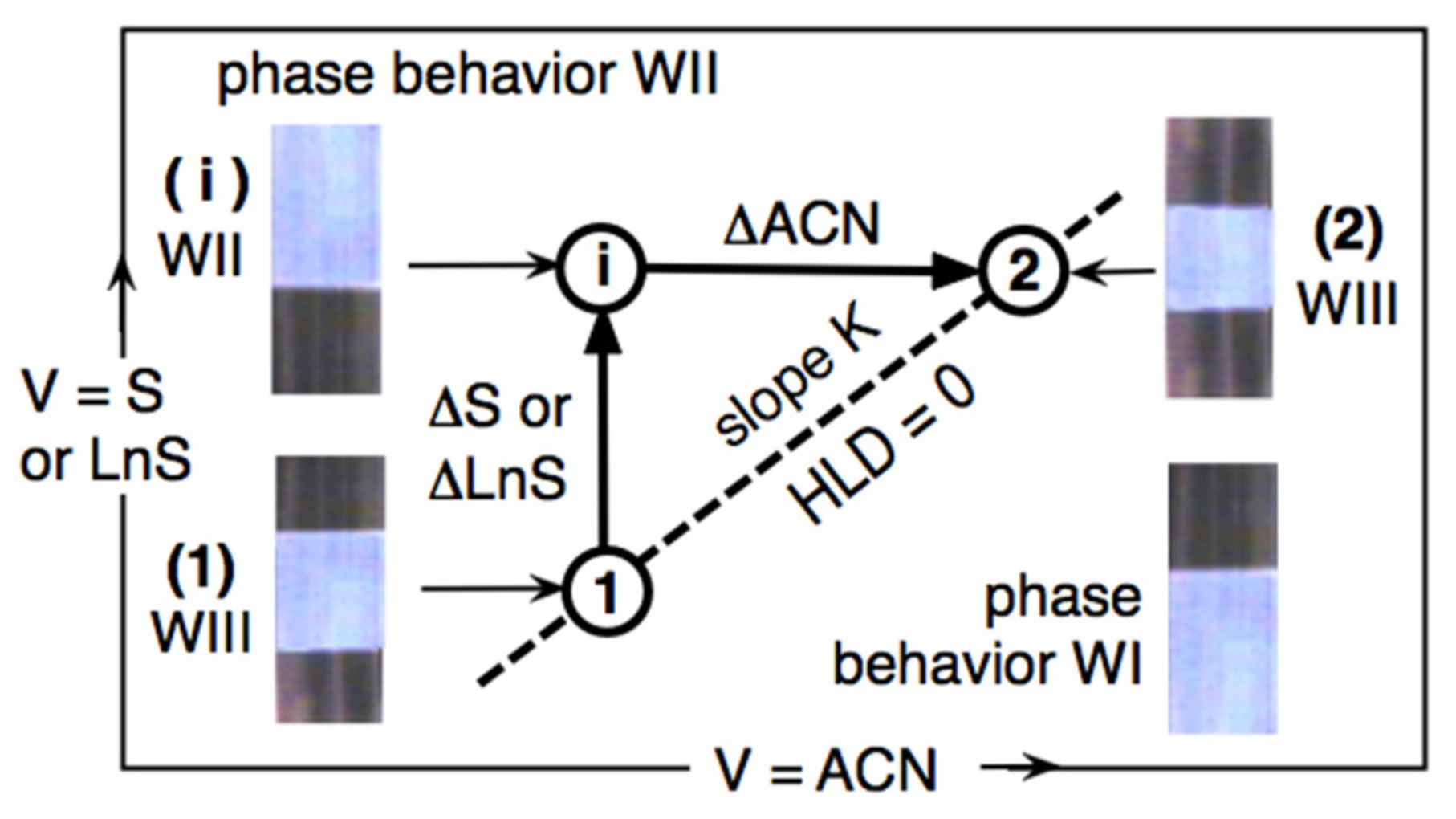{kind=link}
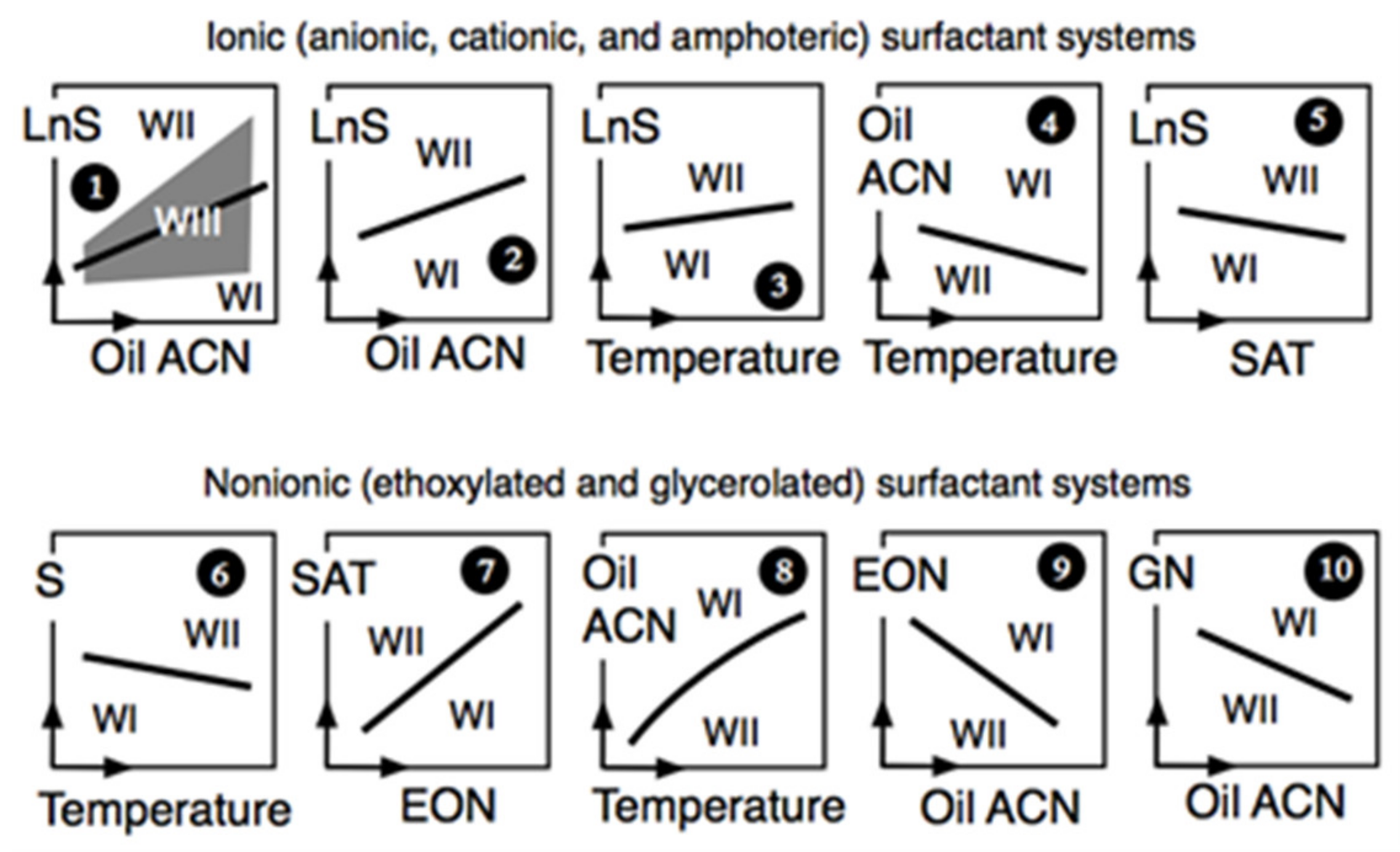{kind=link}
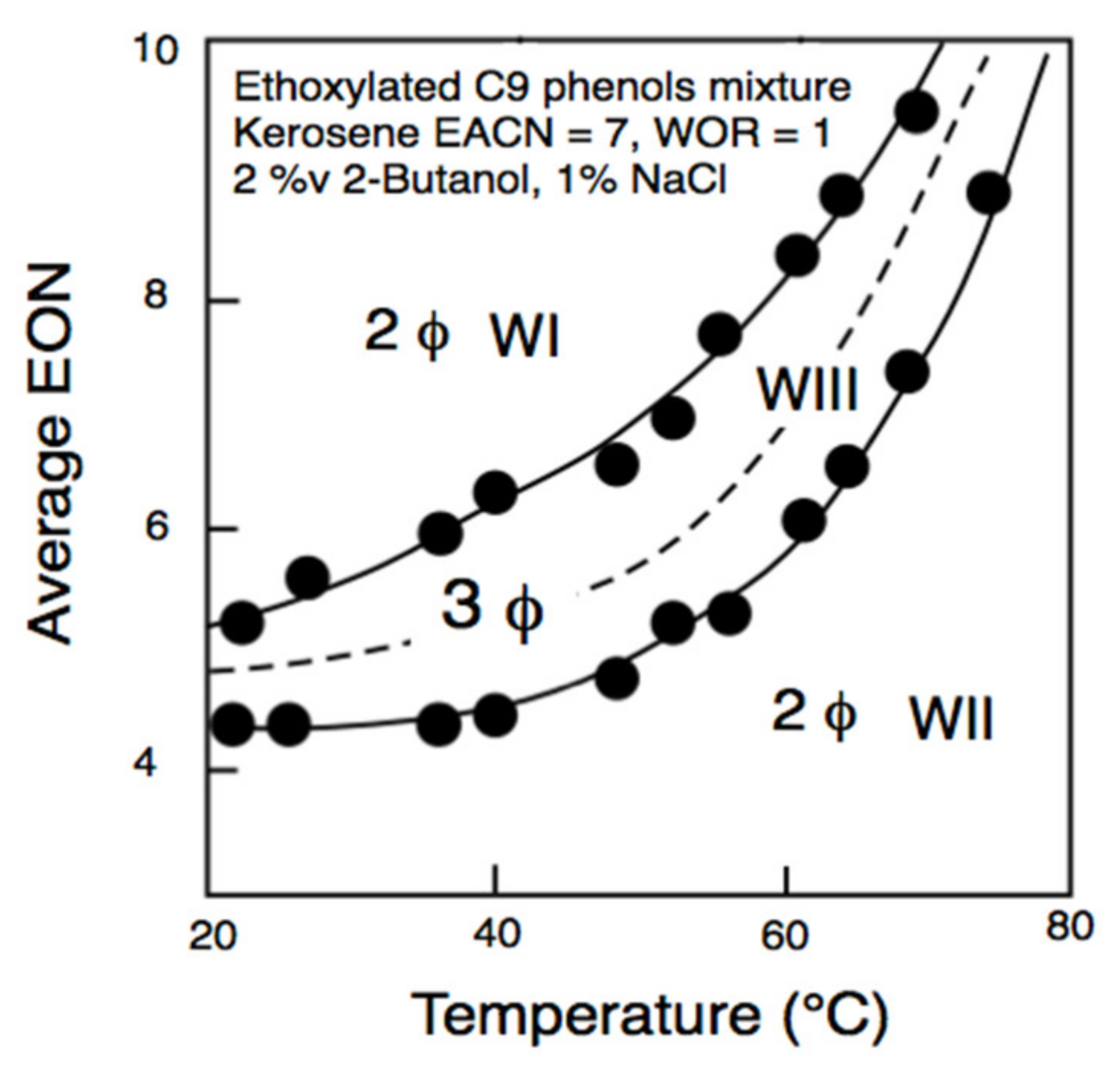{kind=link}
{kind=link}
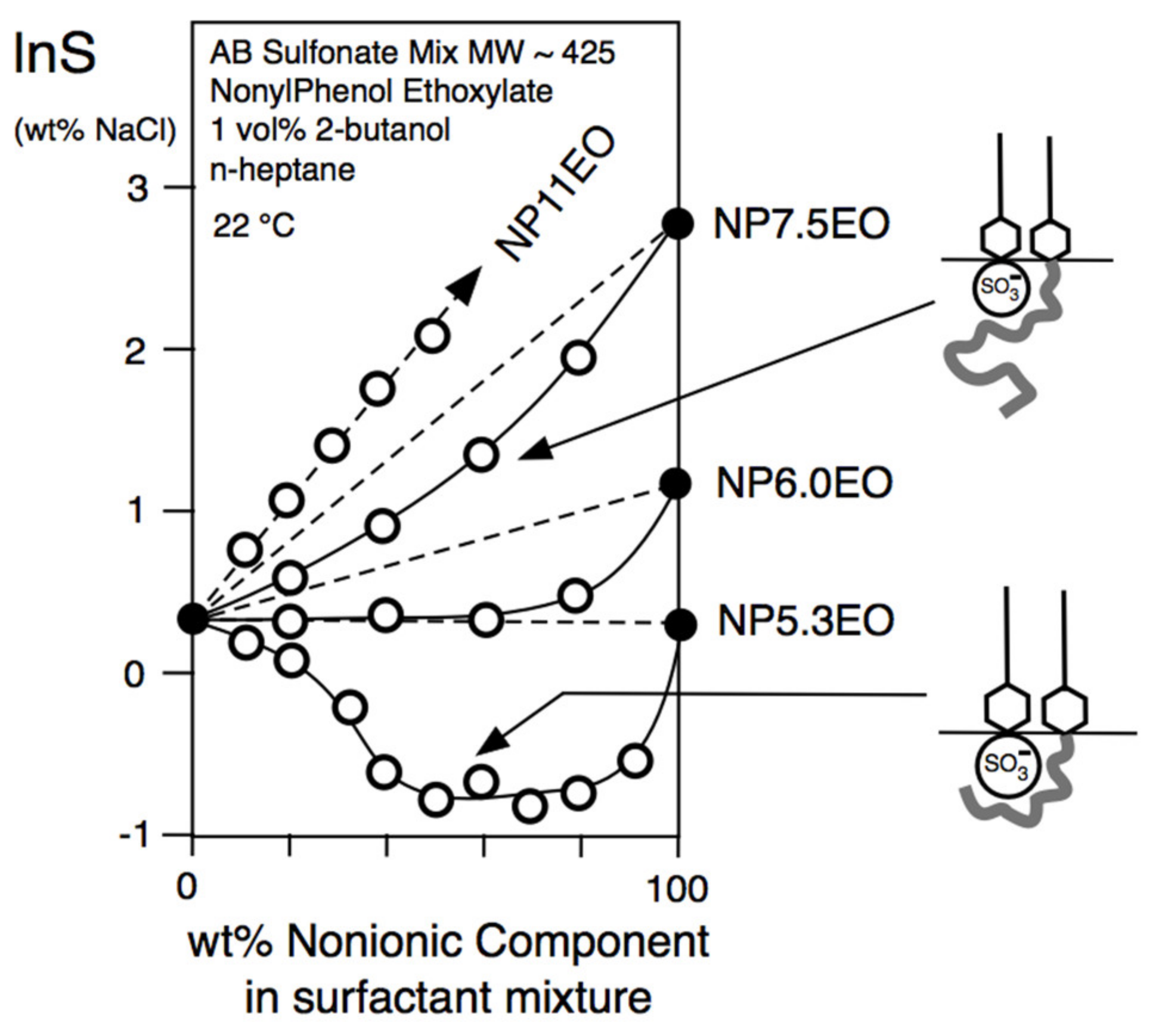{kind=link}
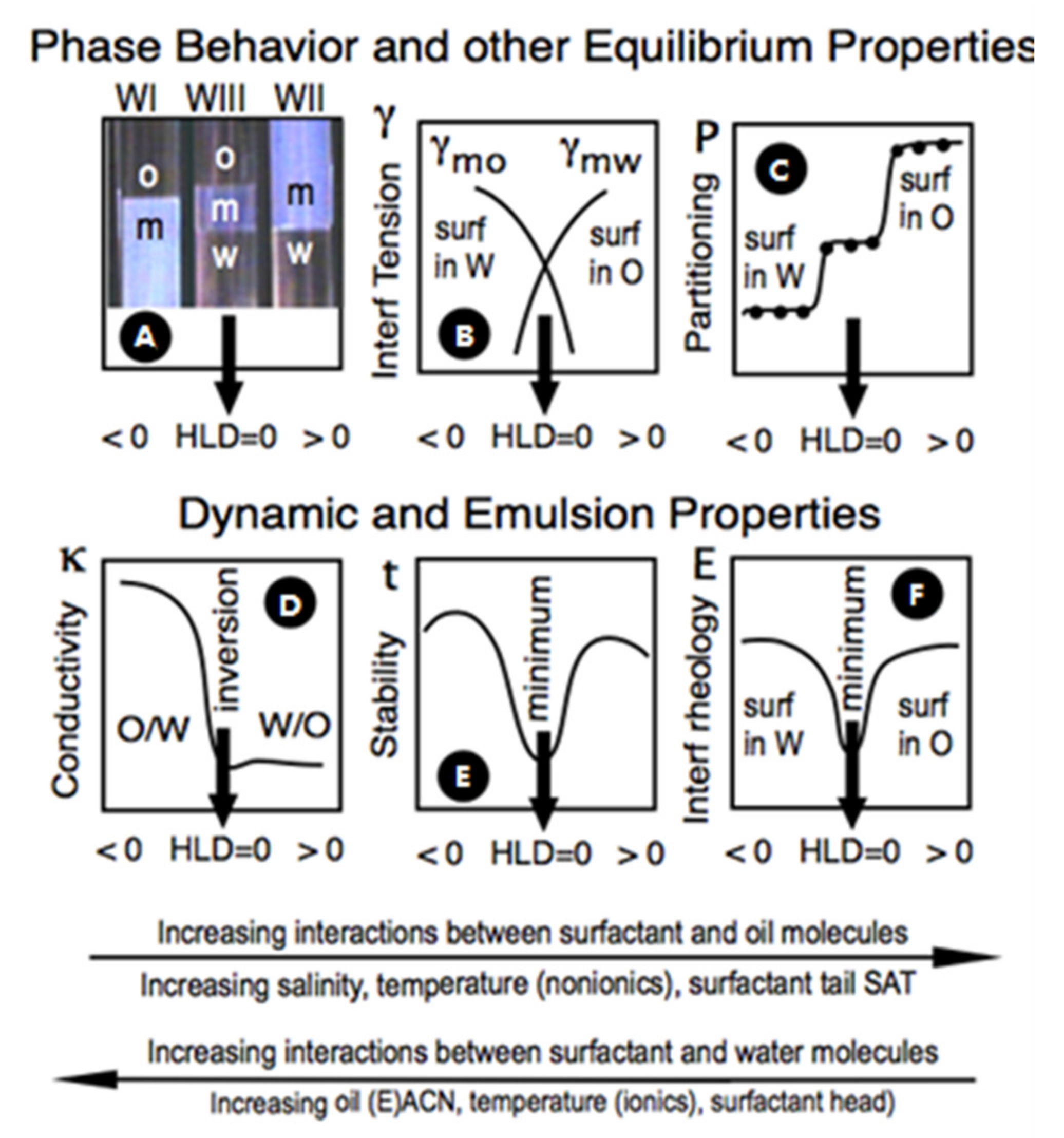{kind=link}
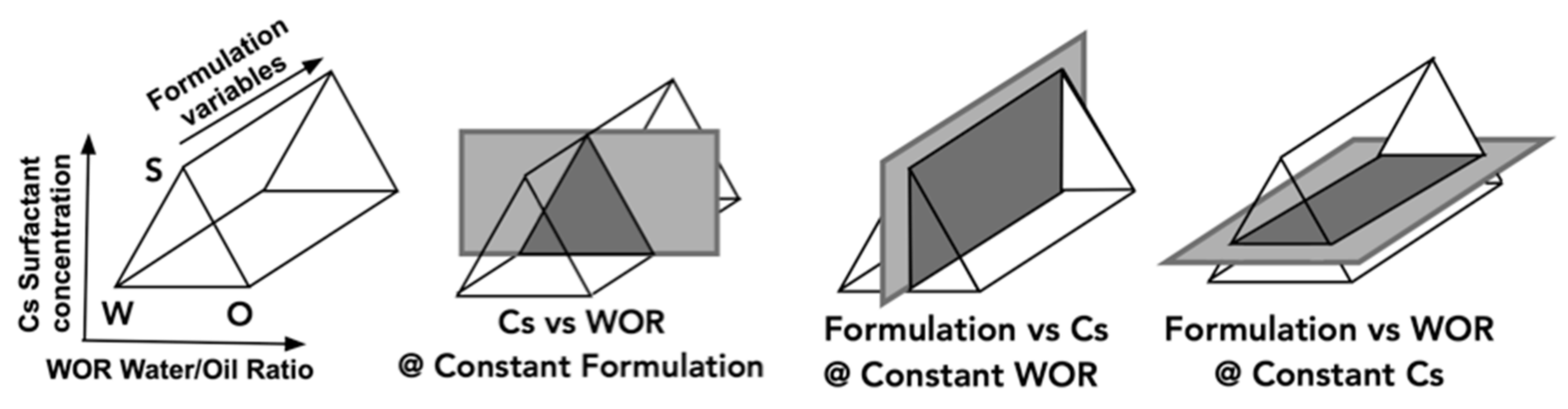{kind=link}
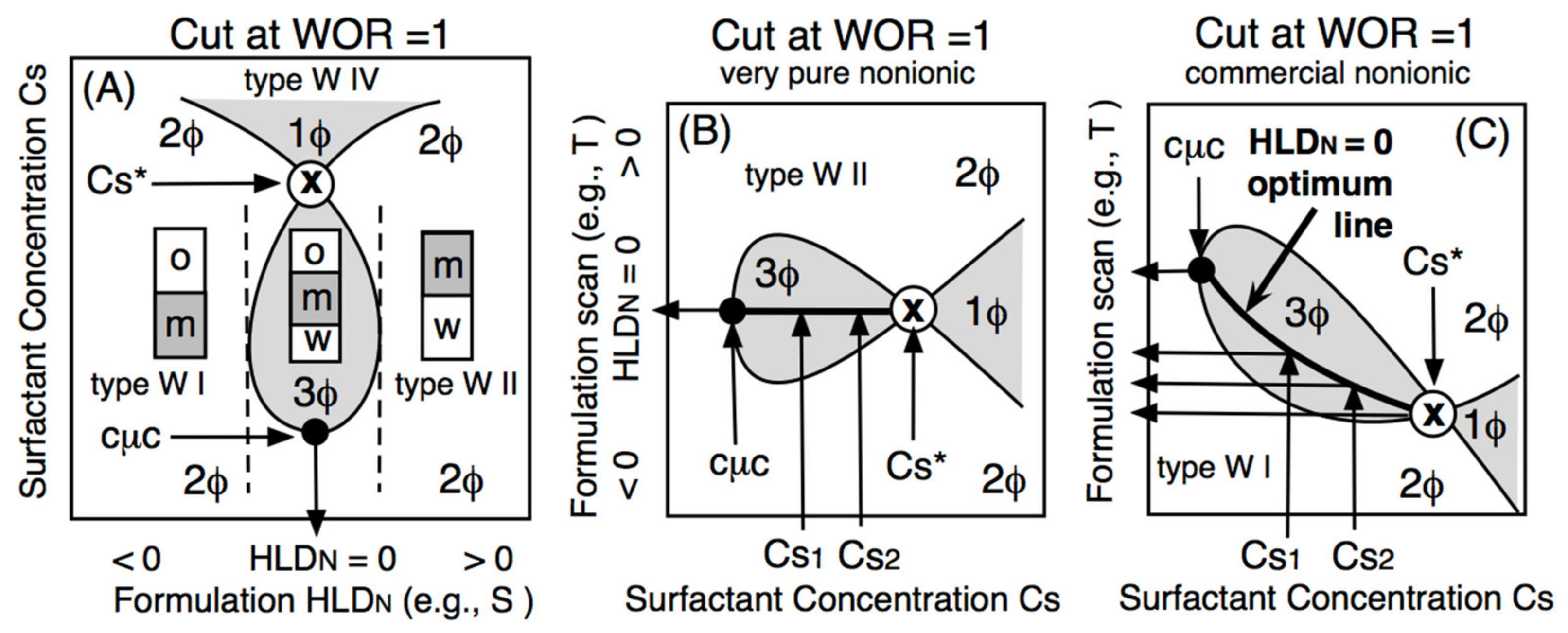{kind=link}
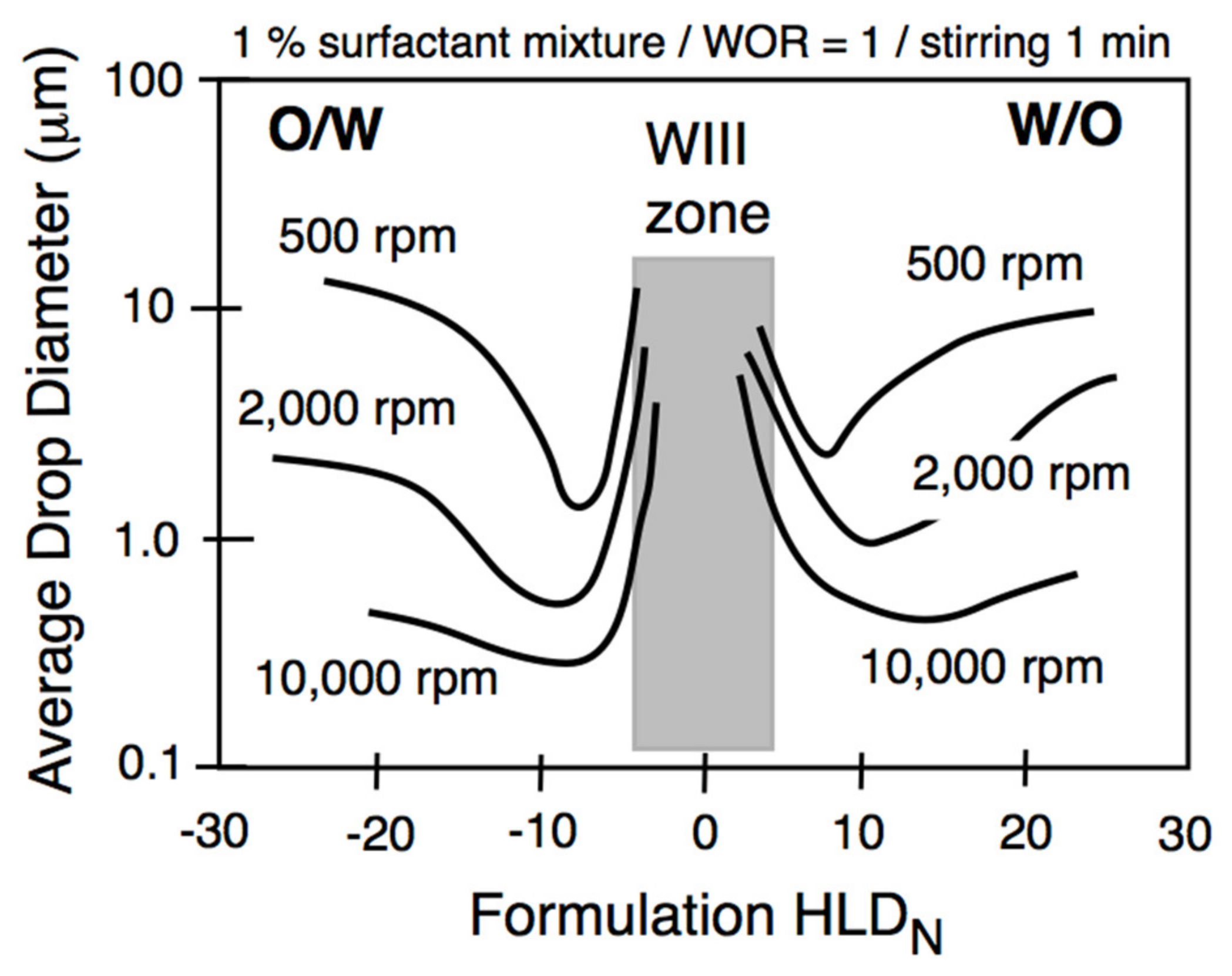{kind=link}
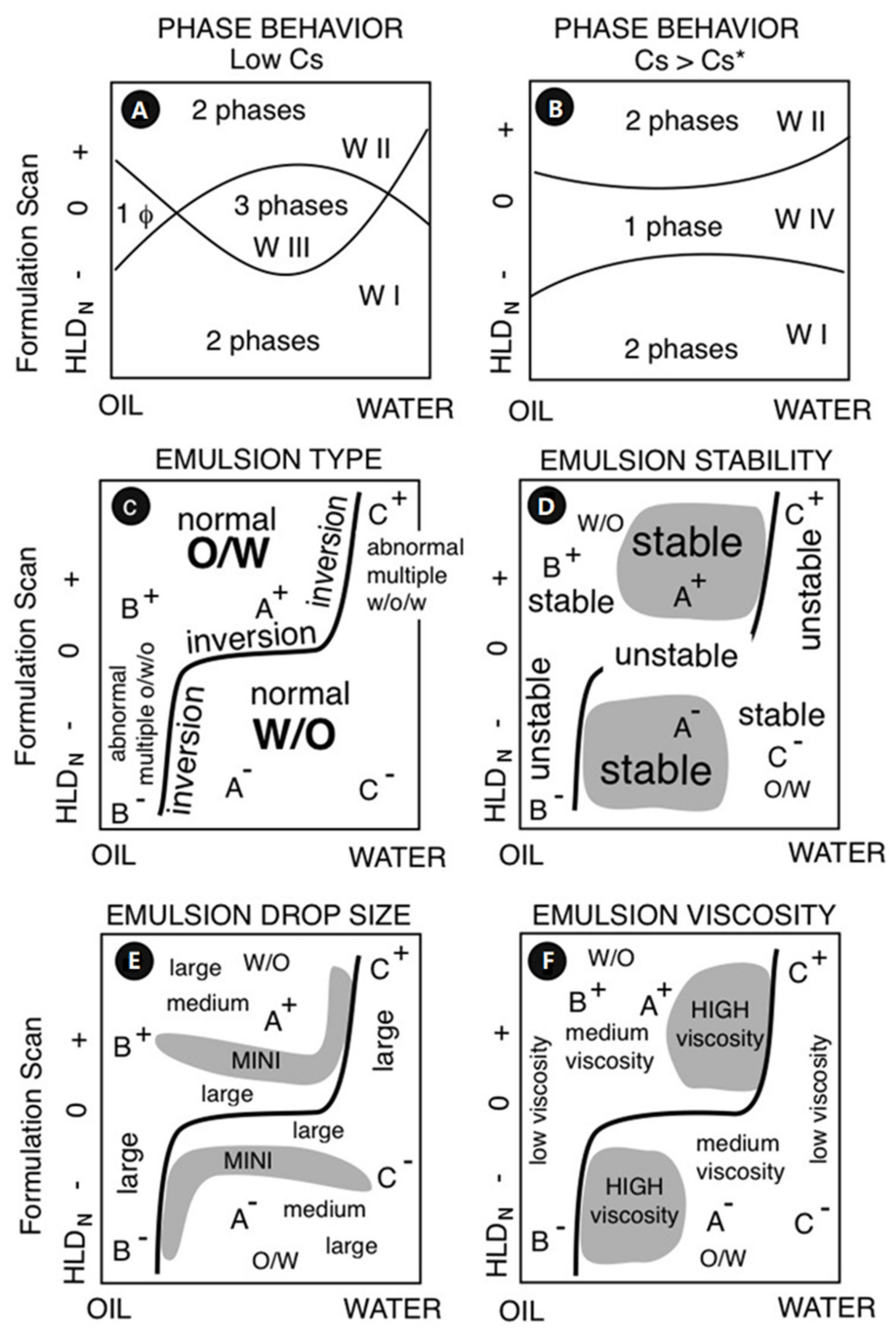{kind=link}
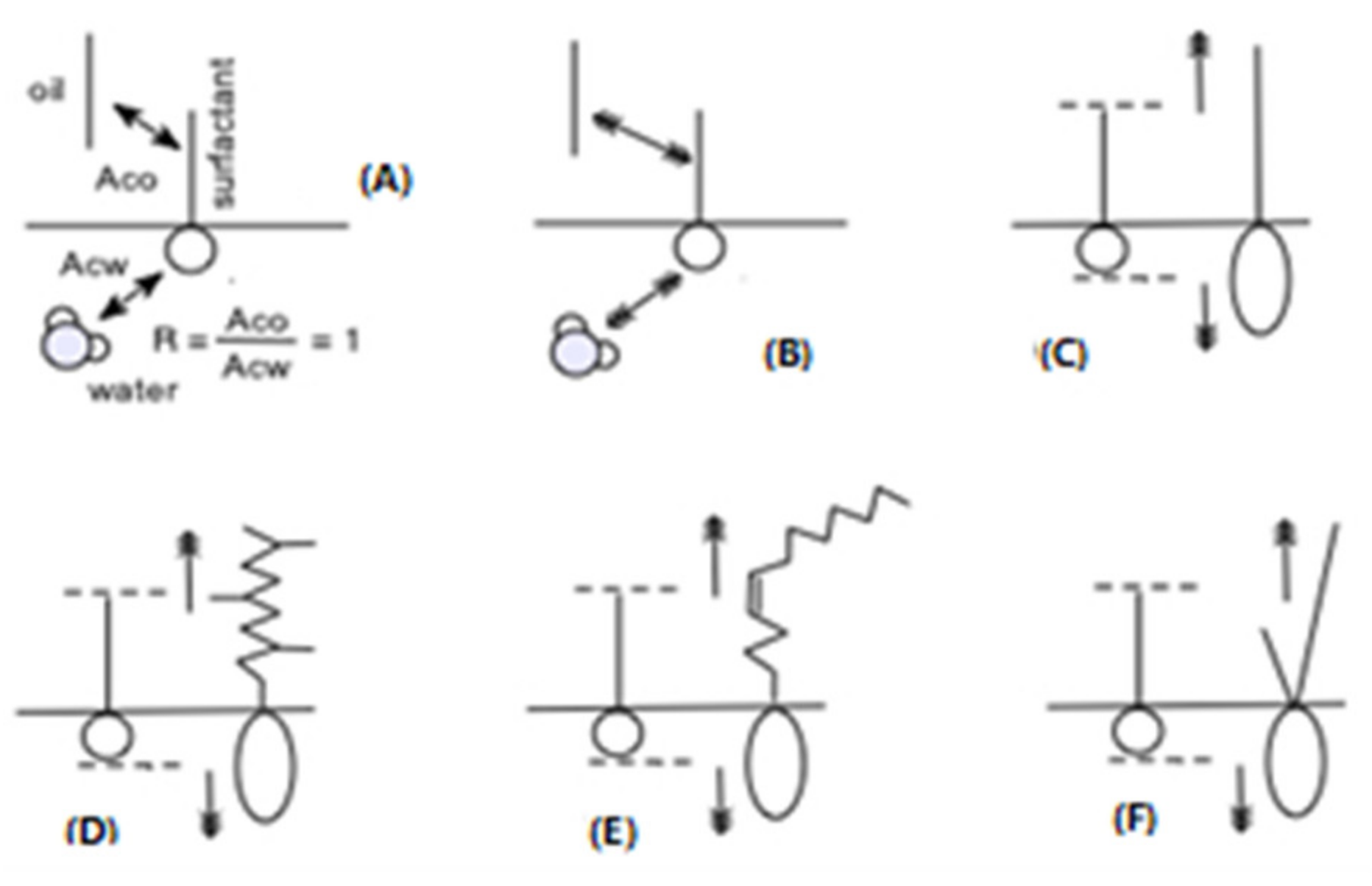{kind=link}
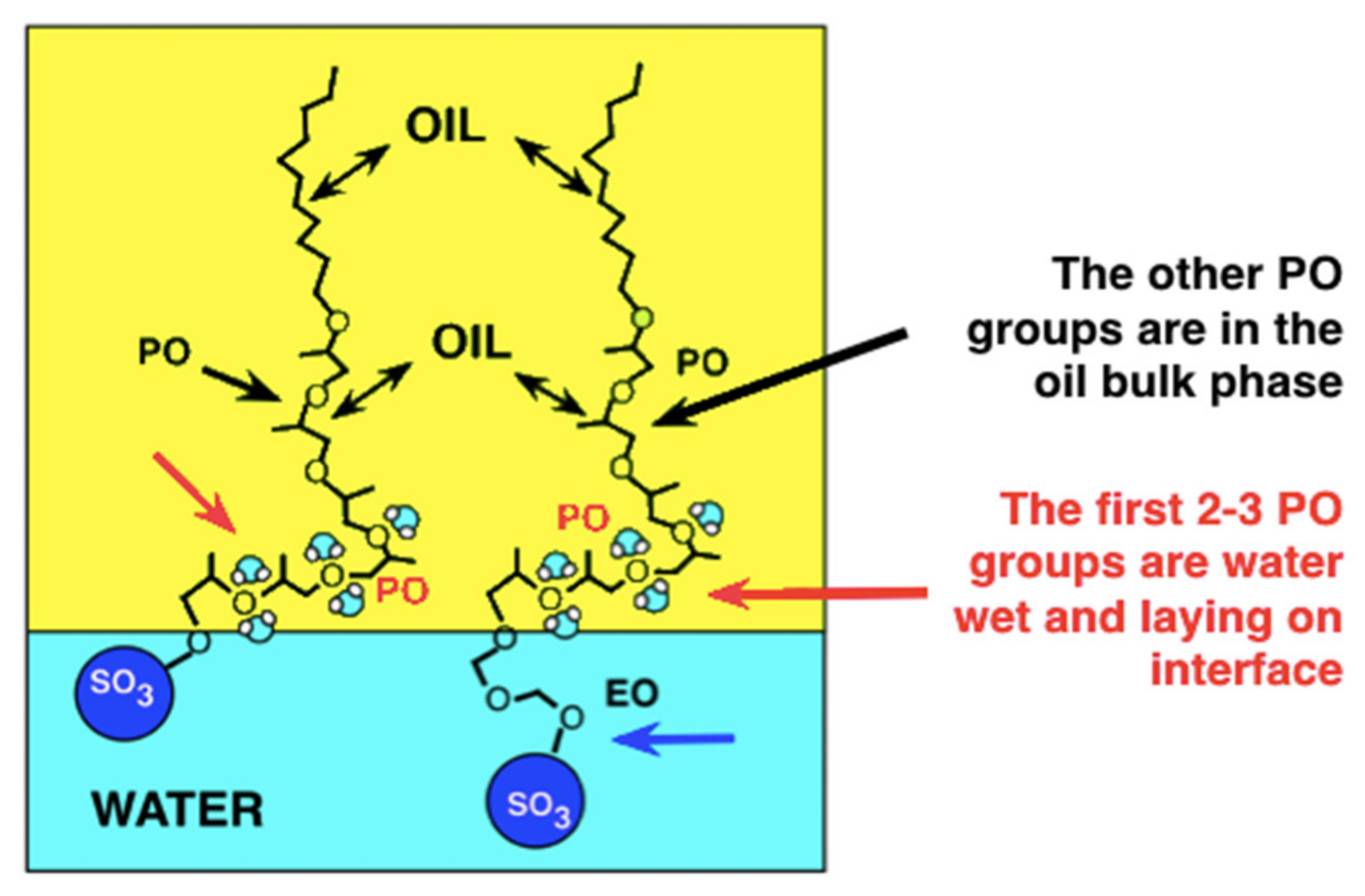{kind=link}
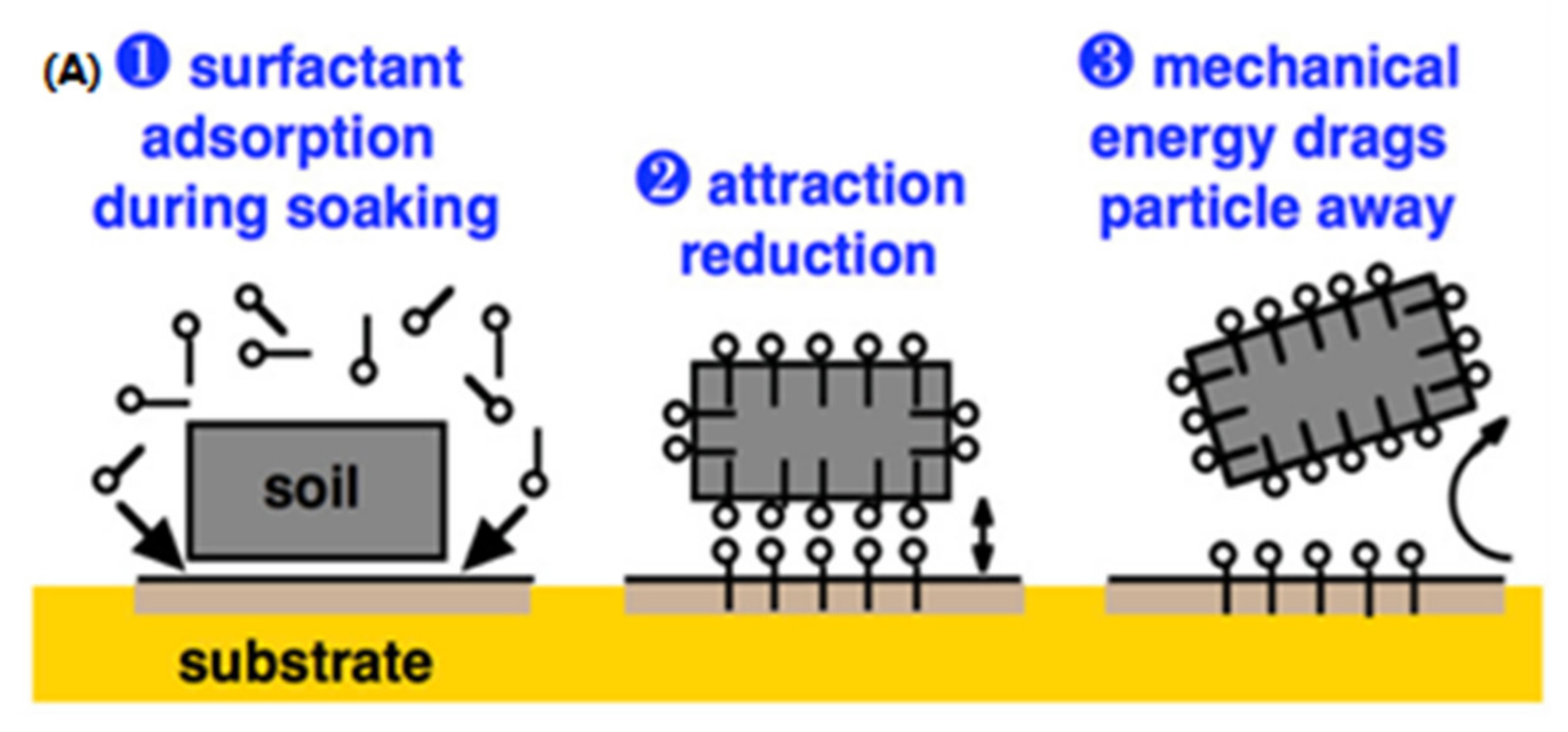{kind=link}
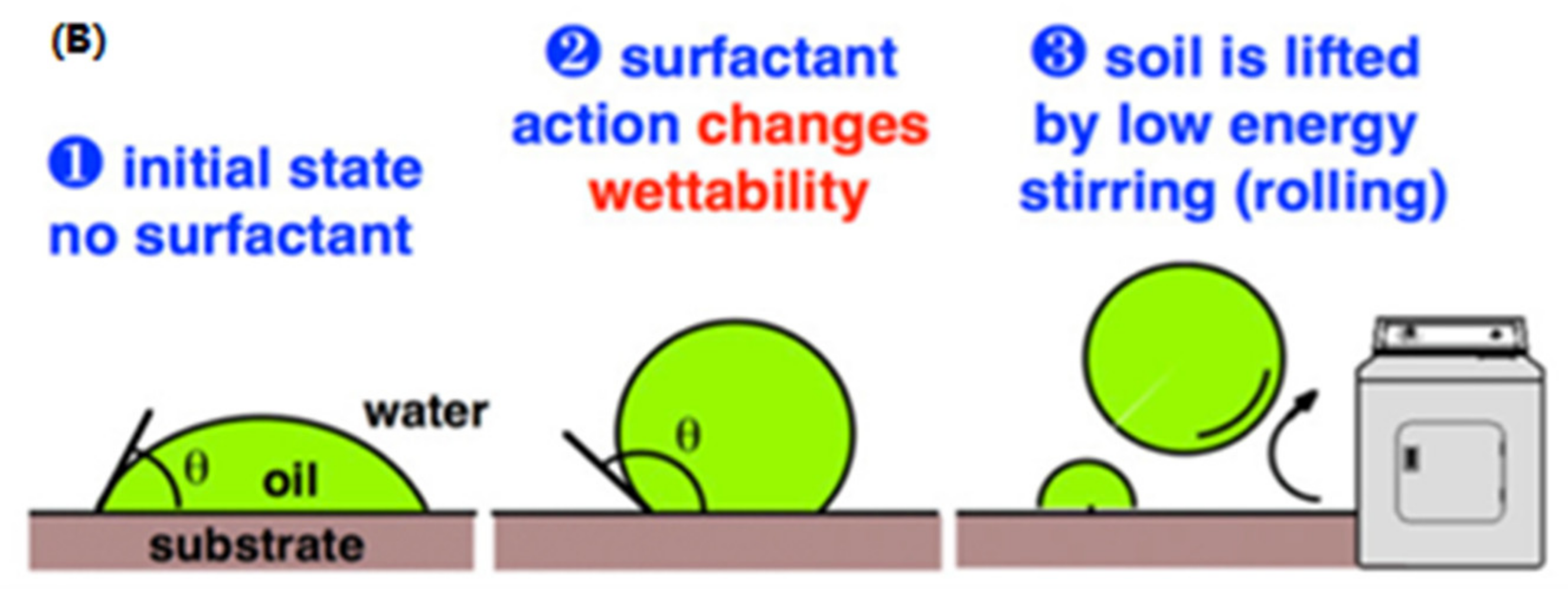{kind=link}
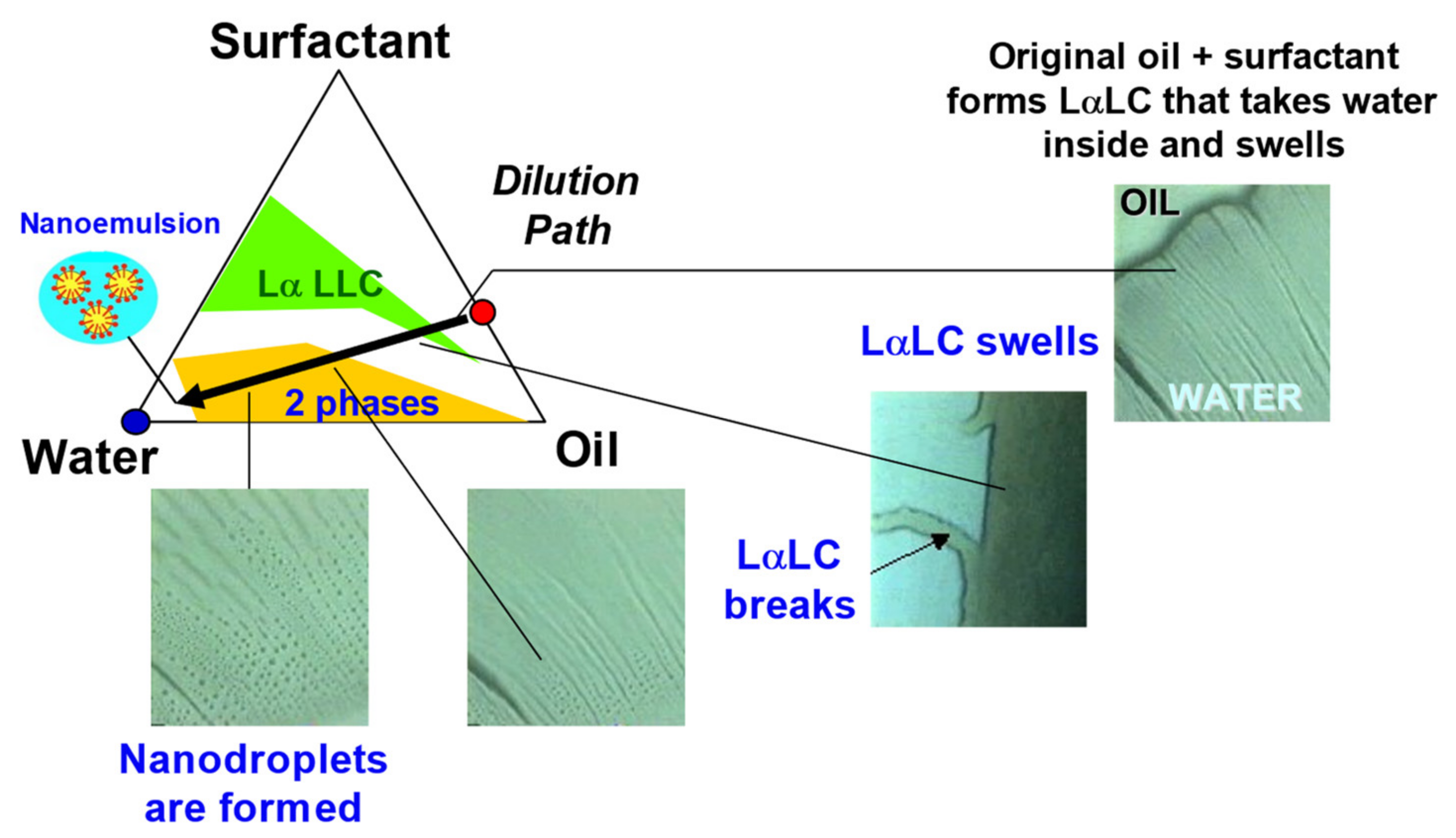{kind=link}
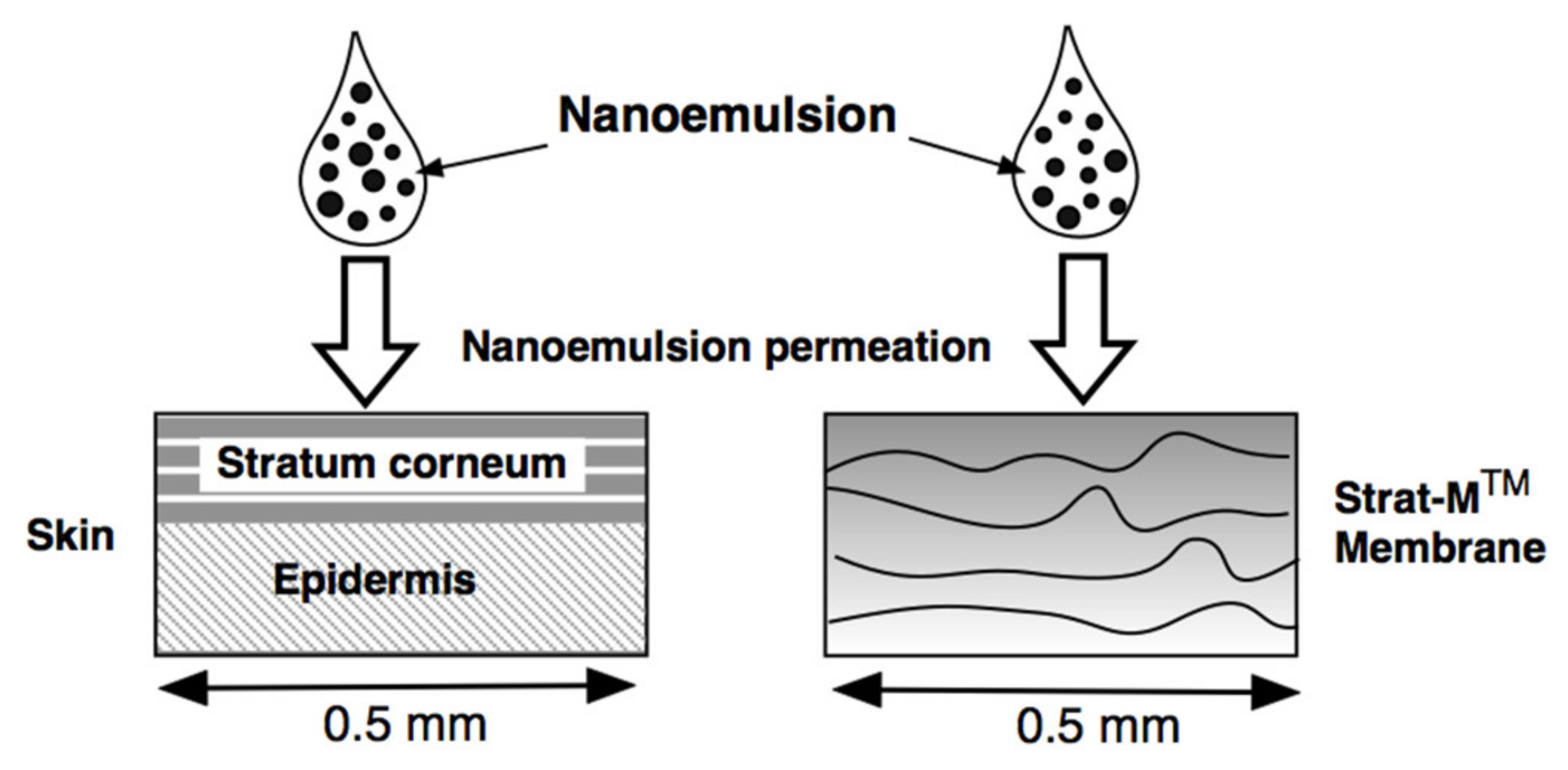{kind=link}
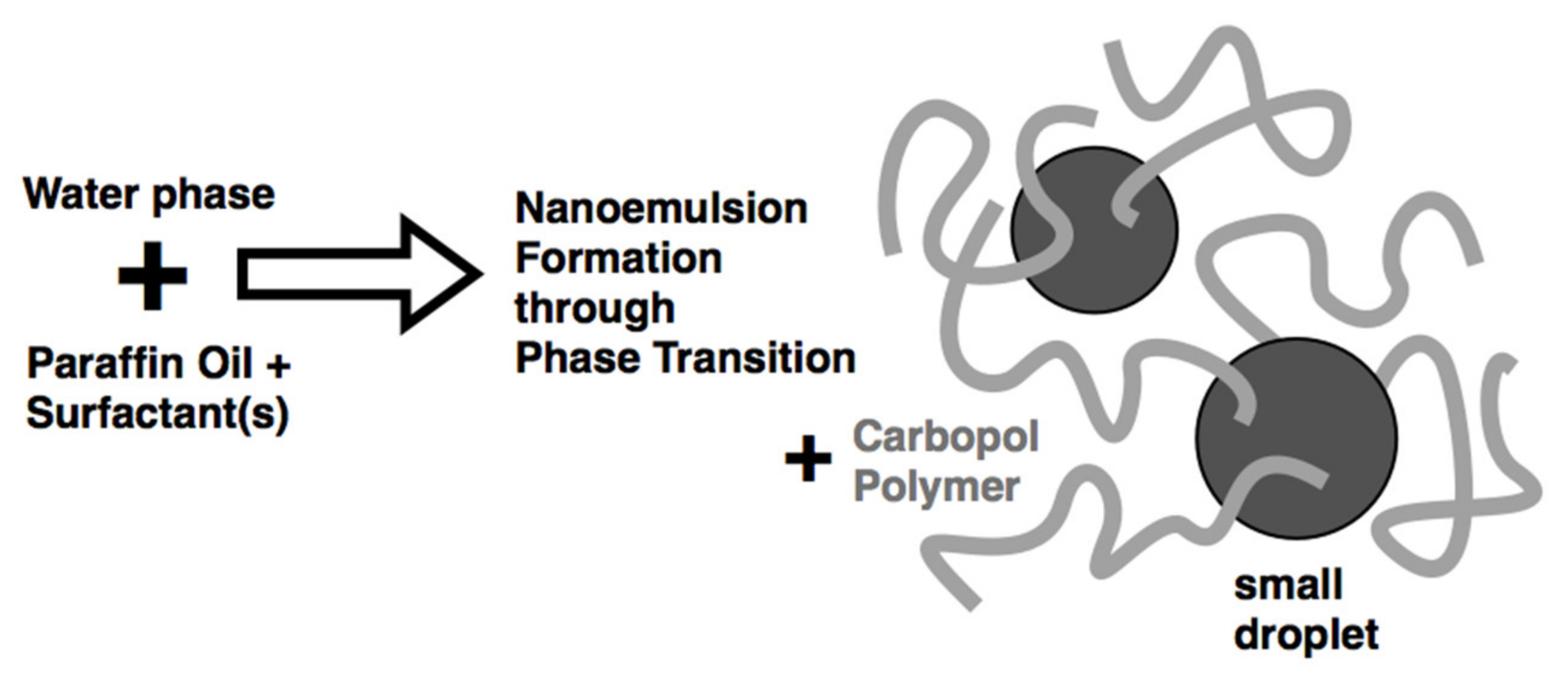{kind=link}
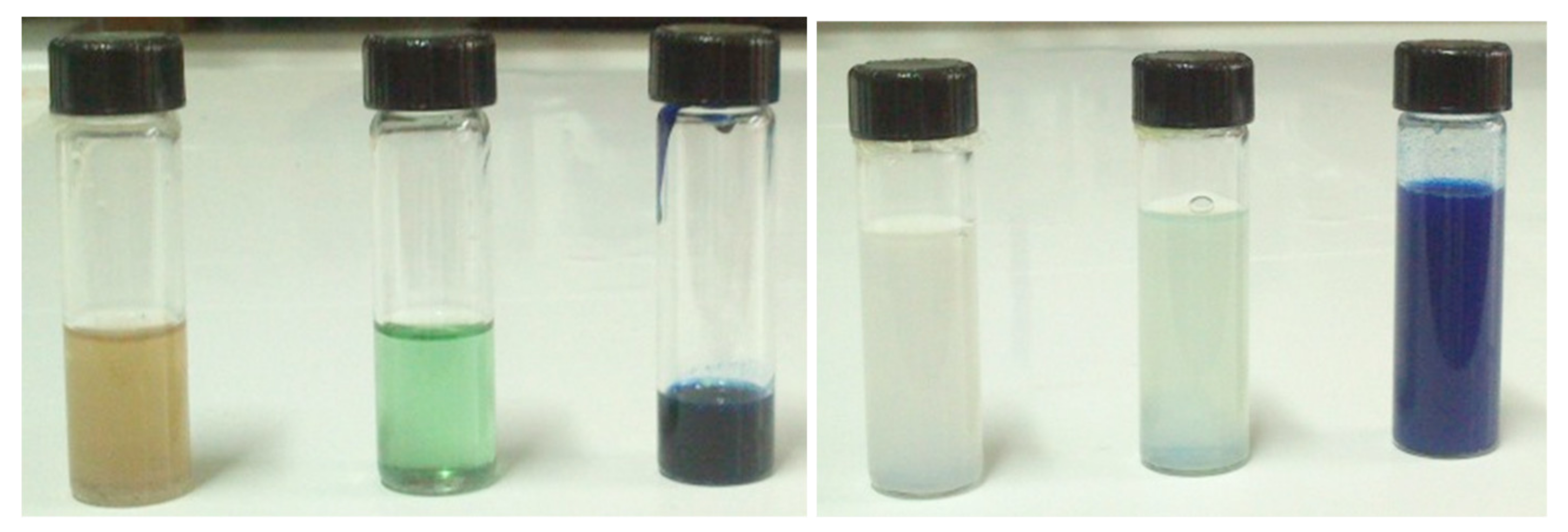{kind=link}
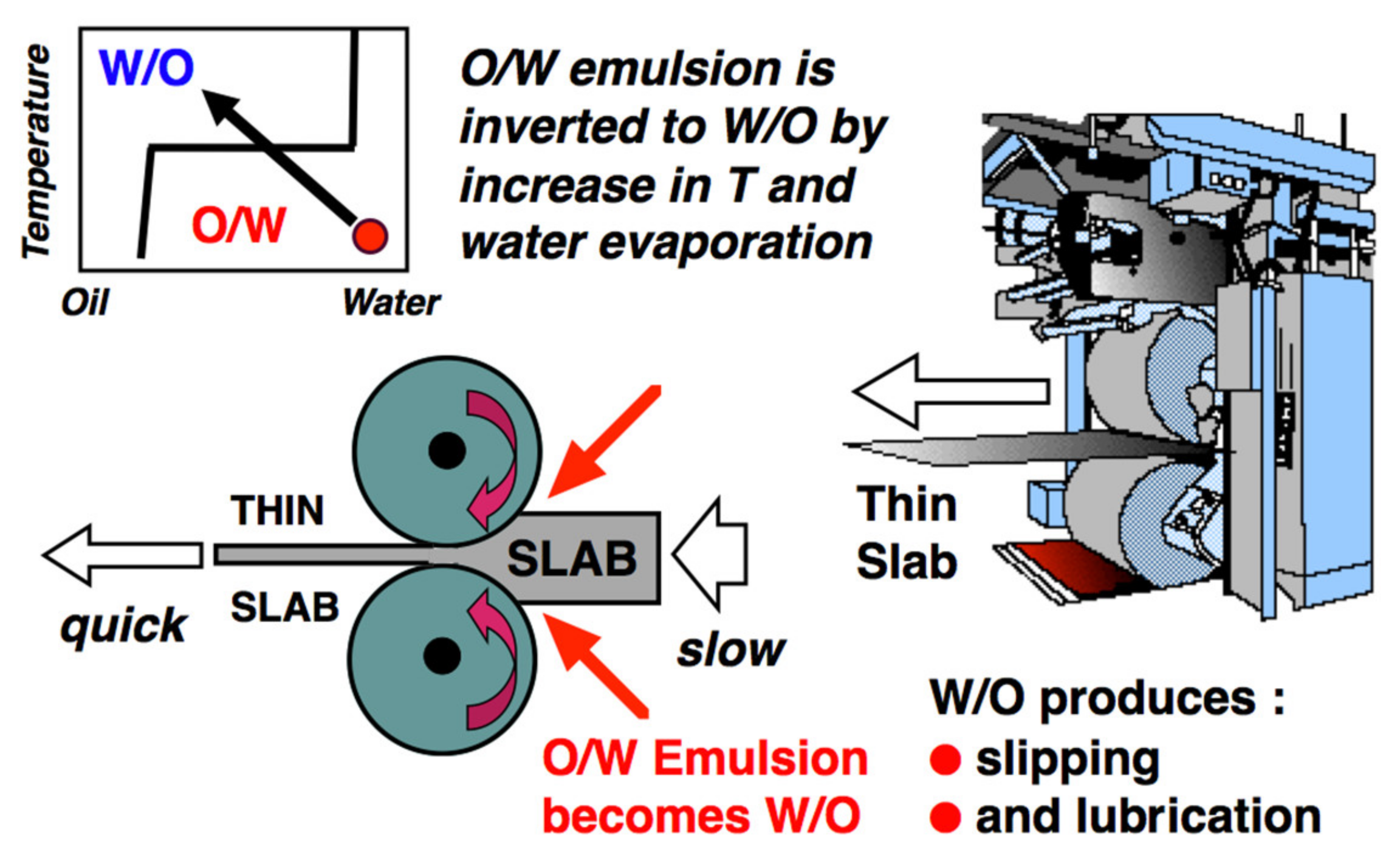{kind=link}
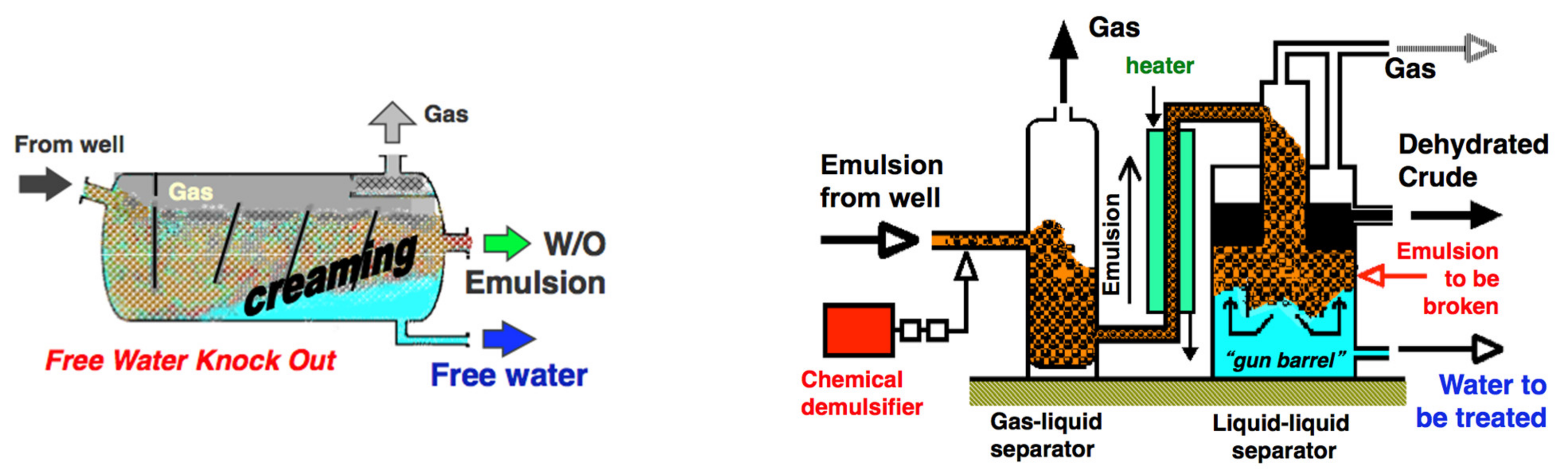{kind=link}
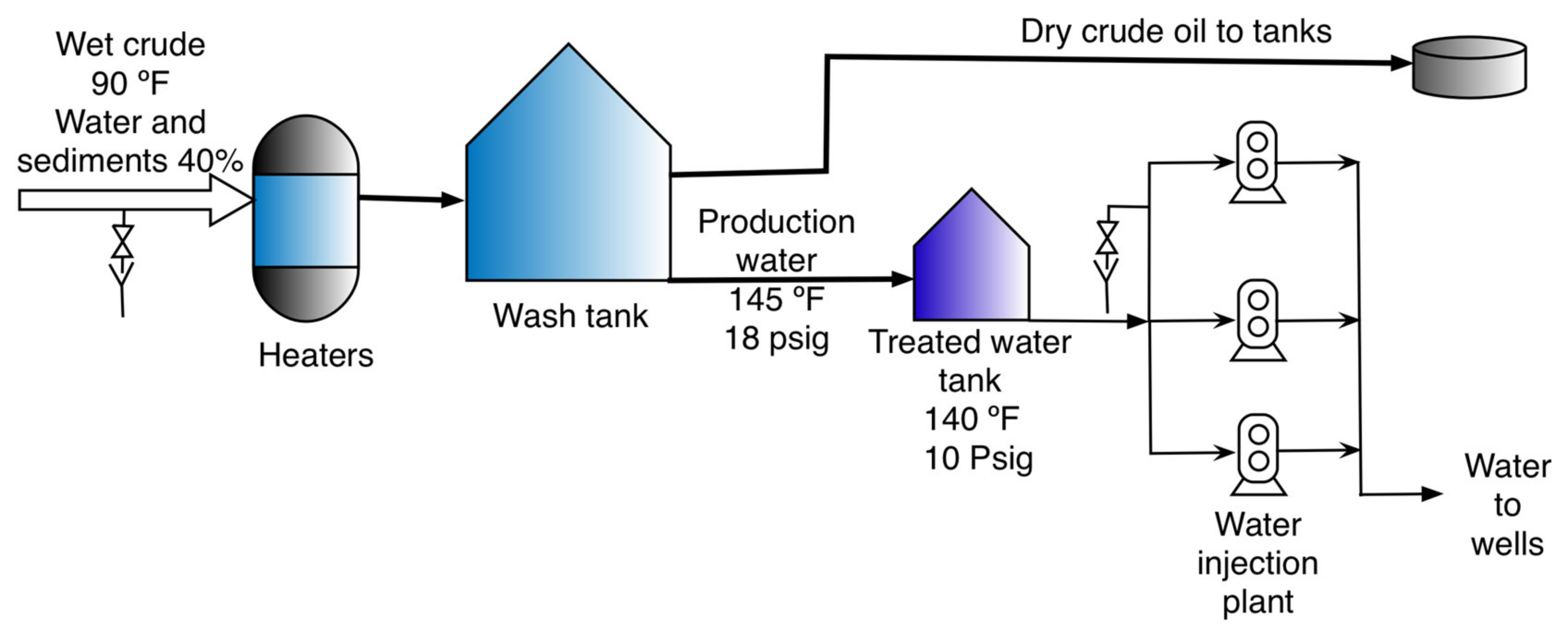{kind=link}
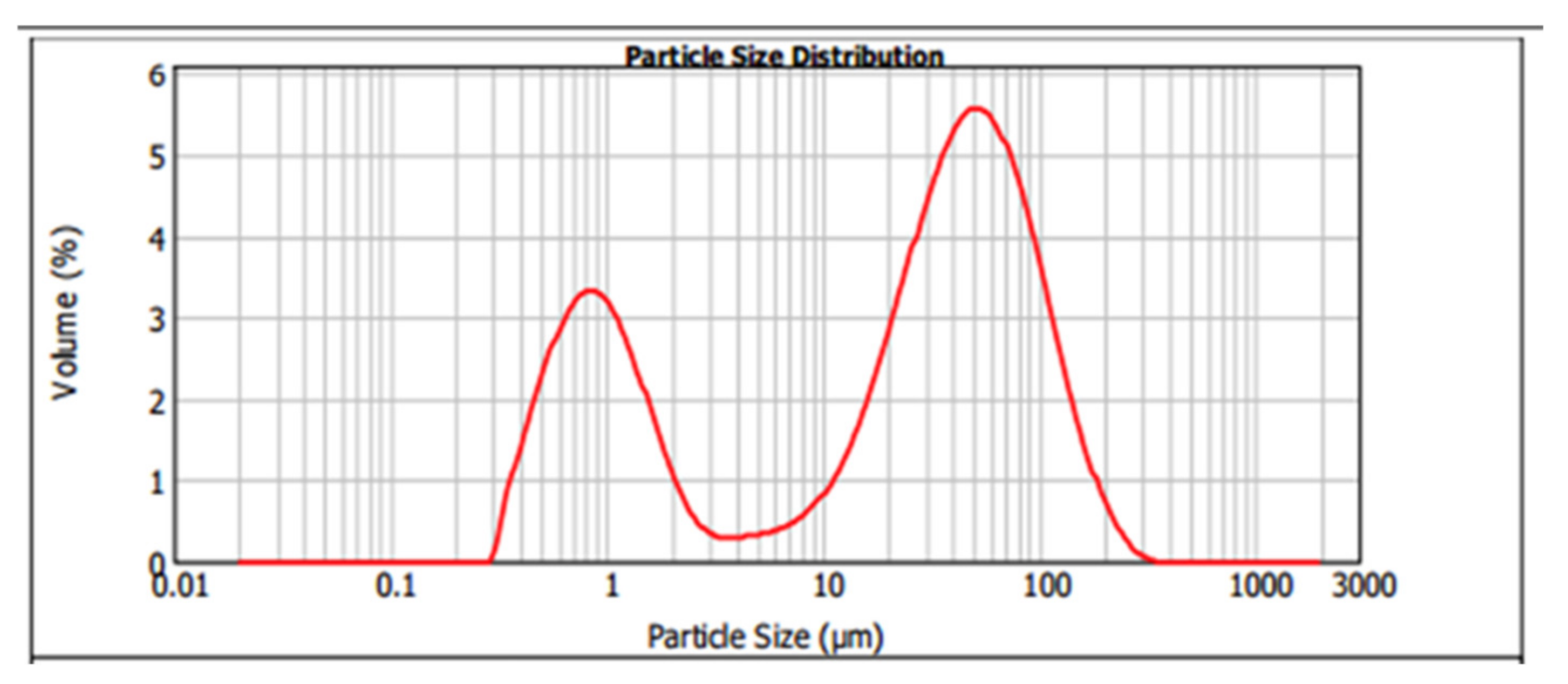{kind=link}
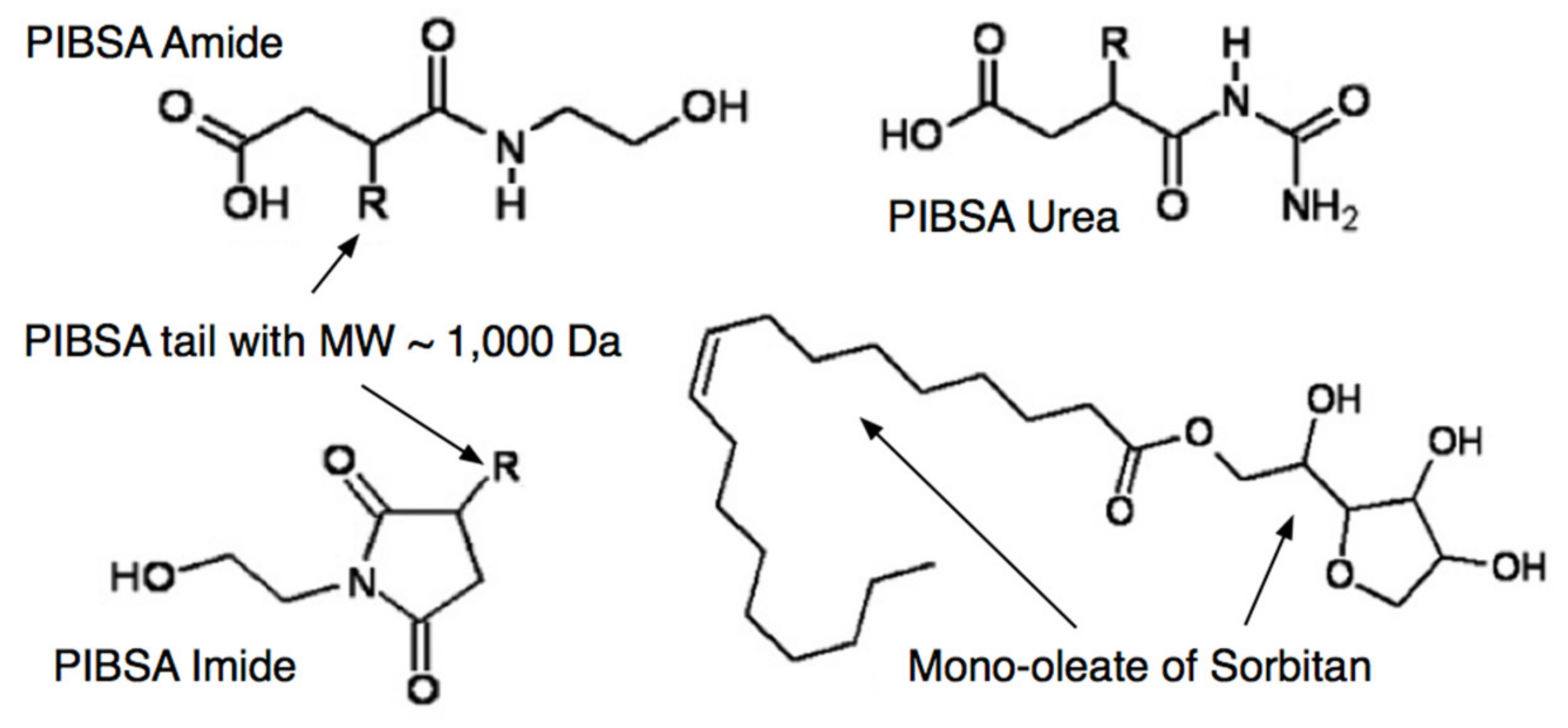{kind=link}
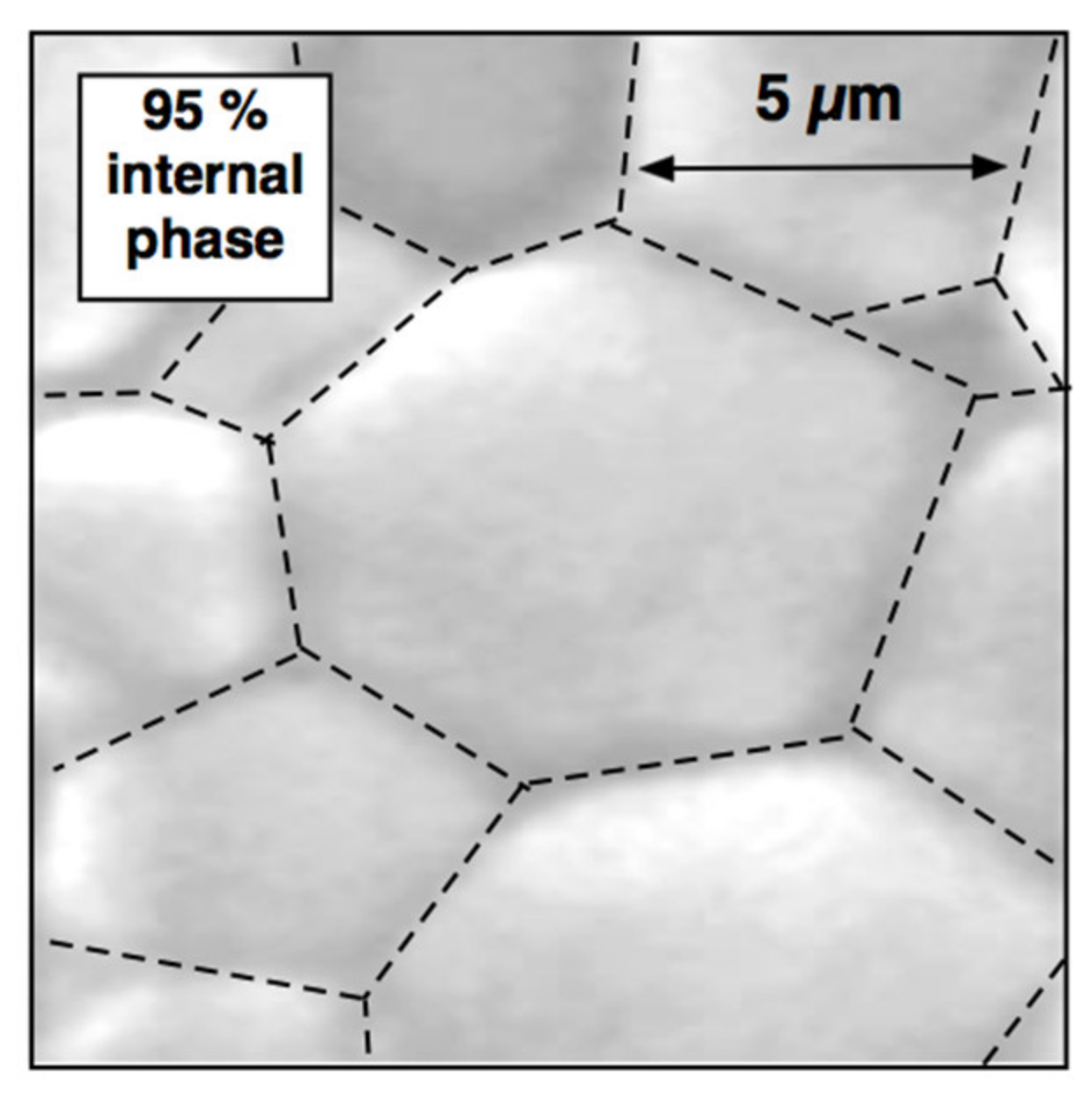{kind=link}
| Author | No. of Publications Dimensions (Scopus) | University |
|---|---|---|
| Jean-Louis Salager | 78 (94) | University of the Andes, Venezuela |
| Gary Arnold Pope | 64 (64) | The University of Texas at Austin, U.S. |
| Edgar Joel Acosta | 45 (49) | University of Toronto, Canada |
| David A Sabatini | 43 (46) | University of Oklahoma, U.S. |
| Kishore Kumar Mohanty | 43 (44) | The University of Texas at Austin, U.S. |
| Javed Ali | 36 (49) | Jamia Hamdard, New Delhi, India |
| Jeffrey H Harwell | 35 (34) | University of Oklahoma, U.S. |
| Mojdeh Delshad | 31 (31) | The University of Texas at Austin, U.S. |
| Sanjula Baboota | 30 (39) | Jamia Hamdard, New Delhi, India |
| Eliana Barbosa Souto | 29 (N.R.) | University of Coimbra, Portugal |
| Farhan Jalees Ahmad | 27 (17) | Jamia Hamdard, New Delhi, India |
| Type of Surfactant | Molecular Formula |
|---|---|
| Alkyl benzene sulfonate ABS | R-Փ-SO3− |
| Alpha olefin sulfonate AOS including hydroxy sulfonate | R-CH = CH-CH2- SO3− |
| R-CH(OH)-CH-CH2-SO3− | |
| Secondary alkane sulfonate SAS | R1-CH(SO3−)R2 |
| Internal olefin sulfonate IOS including hydroxy sulfonate | R1-CH = CH-CH(SO3−)R2 |
| R1-CH(OH)-CH-CH2(SO3−)R2 | |
| Alcohol ethoxy sulfate AES | R-O-[CH2-CH2-O]n-SO3− |
| Alcohol ethoxy sulfonate AES | R1-O-[CH2-CH2-O]n-O-CH(R2)CH2SO3− |
| Alcohol ethoxy carboxylate AEC | R1-O-[CH2-CH2-O]n-O-CH(R2)CH2COO− |
| Extended alkyl-propoxy-sulfonate Extended alkyl-propoxy-ethoxy-sulfonate | R-O-[CH(CH3)-CH2-O]m-SO3− |
| R-O-[CH(CH3)-CH2-O]m-[CH2-CH2-O]n SO3− | |
| Extended alkyl-propoxy-ethoxy-carboxylates | R-O-[CH(CH3)-CH2-O]m-[CH2-CH2-O]n COO− |
| Component | Function | % |
|---|---|---|
| Sodium dodecyl benzene sulfonate | ABS surfactant | 15 |
| Tridecanol + 8EO | Nonionic surfactant (Ca++ resist.) | 5 |
| Oleic soap | Antifoamer | 3 |
| Hidrofobic silica | Antifoamer | 0.5 |
| Sodium tripolyphosphate | Builder-sequestering (Ca++) agent | 50 |
| Silicate (alkaline) | Builder | 15 |
| Sodium sulfate + water | Cohesion charge | 7 |
| Carboximethylcellulose | Antiredeposition agent | Variable |
| Protease, Lipase, Cellulase, Amylase | Enzymes | Variable |
| Perborate | Whitening agent | Variable |
| EDTA | Perborate activator | Variable |
| Fluorescence agents | Brightness | Variable |
| Perfume | Sensory | Variable |
| Extended Surfactant * | Surfactant conc. (%) | Oil | NaCl (%) | T (°C) | IFT (mN/m) | Detergency (%) | Reference |
|---|---|---|---|---|---|---|---|
| H/12/12/2/S | NR | Hexadecane | NR | NR | NR | 98 | [347] |
| A/12-13/8/0/S | 0.2 | Hexadecane | 12 | 30 | 0.011 | 93 | [348] |
| A/10/18/2/S | 0.25 | Canola oil | 5 | 25 | 0.008 | 93 | [349] |
| A/14-15/8/0/S | 0.06 | Canola oil | 4 | 25 | 0.08 | 93 | [350] |
| A/12-13/4/0/S | 0.1 | Palmitate | 5 | 40 | 0.02 | 78 | [351] |
| A/14-15/8/0/S | 0.1 | Palm oil | 8 | 10 | 0.08 | 45 | [305] |
| A/10/4/0/S | 0.1 + C8OH | Canola oil | 2 | 10 | 0.08 | 98 | [304] |
| A/14-15/8/0/S | 0.1 + C8OH | Canola oil | 2 | 25 | 0.04 | 92 | [117] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salager, J.-L.; Marquez, R.; Bullon, J.; Forgiarini, A. Formulation in Surfactant Systems: From-Winsor-to-HLDN. Encyclopedia 2022, 2, 778-839. https://doi.org/10.3390/encyclopedia2020054
Salager J-L, Marquez R, Bullon J, Forgiarini A. Formulation in Surfactant Systems: From-Winsor-to-HLDN. Encyclopedia. 2022; 2(2):778-839. https://doi.org/10.3390/encyclopedia2020054
Chicago/Turabian StyleSalager, Jean-Louis, Ronald Marquez, Johnny Bullon, and Ana Forgiarini. 2022. "Formulation in Surfactant Systems: From-Winsor-to-HLDN" Encyclopedia 2, no. 2: 778-839. https://doi.org/10.3390/encyclopedia2020054