1. Introduction
In industries such as aerospace, capital goods, energy, and general engineering, measuring objects with large volumes (above 3 m
3) and a high level of accuracy (better than +/−0.1 mm/m, coverage factor
k = 1) [
1] is a challenging undertaking. Because these industries require a reliable measurement technology, measuring systems based on laser trackers (LTs) or on interferometry are usually used. For example, LT technology, in which a laser beam is reflected in a designated spherically mounted retroreflector (SMR), can achieve low measurement uncertainties for large volumes. The main feature of SMRs is their ability to reflect light in the direction of the incoming beam independently of the relative orientation. Moreover, ISO 10360-10:2021 encourages the use of laser trackers because it describes how to determine the accuracy of the given system under restrictive conditions. Furthermore, the integration of LTs into metrological software allows the achievable uncertainty to be predicted in such a way that users can better plan measurements to ensure they are of high quality [
2]. Several approaches focus on further optimising measurement uncertainty and process efficiency using LTs, such as multi-lateration [
3,
4,
5] and multi-sensor architectures [
6,
7]. However, a measuring process based on LTs entails several challenges: the significant costs of the equipment, the high mechanical stability requirements over the observation period, and the need for highly experienced operators [
8,
9].
A current alternative is photogrammetry, which allows dimensional measurements of large-scale volumes at a lower cost than LT technology and does not require operators to have extensive training. This technology has been used since the 19th century (e.g., mapping), and nowadays, it is very valuable in different sectors such as aeronautics, civil engineering, and manufacturing [
10,
11,
12,
13]. The issues related to this method include the absence of a normative foundation to determine the system’s accuracy [
1] and the lack of models to predict this accuracy. VDI/VDE 2634 is a well-defined protocol whose guidelines contain approaches to evaluating the accuracy of optical 3D measuring systems. While Part 1 (VDI/VDE 2634 Part 1 2002) contains the requirements for an assembly of measurement standards, ensuring the accuracy of their individual elements is challenging; thus, not all research centres or companies can develop such measurement standards accordingly. In some cases, to circumvent this difficulty, photogrammetry is compared with other technologies with similar levels of uncertainty (0.1 mm for measurements to 14.5 m) [
14]. Furthermore, on its website, one of the leading manufacturers of this technology, Geodetic, offers several examples of the performance of photogrammetry based on measurements of industrial workpieces under shop-floor conditions [
15]. VDI/VDE 2634 and industrial trials have demonstrated the reliability of portable photogrammetry and provide users with a reason to adopt it for measurement purposes. However, the lack of standardisation or guidelines on measuring large-scale artefacts is a major drawback.
In this research study, a high-accuracy measurement standard designed to evaluate laser-based methods was utilised; this standard can be used both to investigate the measurement capabilities of a portable photogrammetry system and to provide the international community with useful information for deciding whether to expand the existing standards and guidelines or to develop new ones. Moreover, a methodology for measuring this large-scale measurement standard has been developed, where the position from which images are taken and the placement of auxiliary elements are studied as key performance variables of the measuring process.
A brief state of the art concerning large-scale measurement methods is presented below, focussing on portable photogrammetry; this technology has been evaluated at PTB’s facilities.
3. Material and Methods
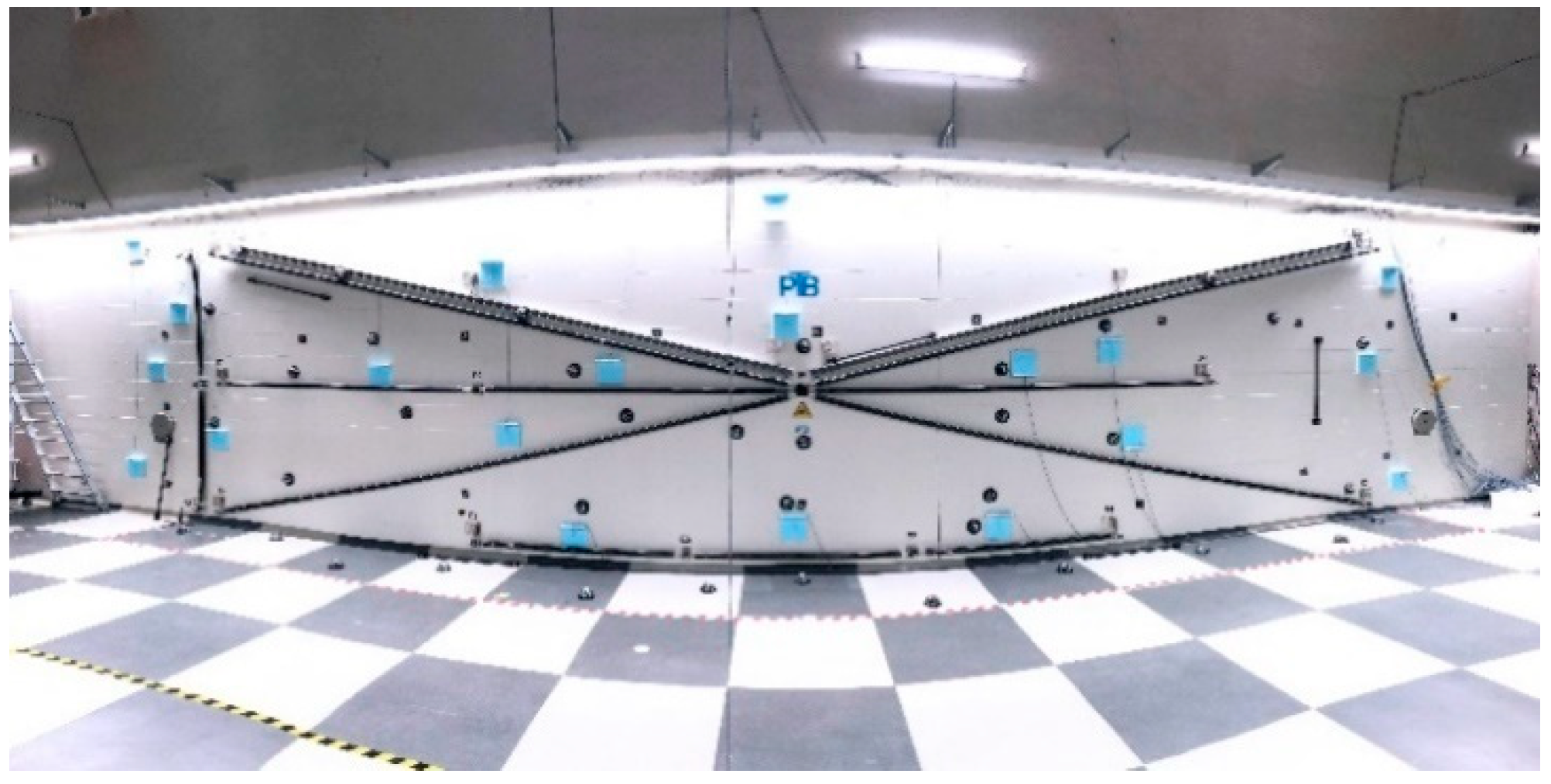
3.1. Description of the Reference Wall
In addition to the photogrammetry system itself, a key component of this research is the test facility. In 2011, PTB established a reference wall to evaluate the length measurement capabilities of laser trackers, which are coordinate measuring systems (CMSs) widely used in large-volume metrology. The tests of the length measurement errors follow ISO 10360-10:2021 and VDI/VDE 2617 Part 10, which require either that measurements of calibrated measurement standards span a defined volume performed from a single position, or that a 2D arrangement of measurement standards be measured from at least seven specified positions to derive a volumetric length measurement error for the laser tracker. PTB has chosen to implement the latter of these two methods. The reference wall comprises a set of 15 magnetic nests mounted on a designated wall in PTB’s decommissioned nuclear reactor building; these nests create a large-scale 2D artefact (see
Figure 2). The magnetic nests are attached to the wall via a setup of different spring blade elements to guarantee stress-free mounting and are connected via hollow carbon-fibre reinforced rods which have a low weight as well as a very low thermal expansion coefficient of only
. Each of the magnetic nests is designed to hold a spherical target
in diameter, which can be repeatedly positioned on three wedges on its perimeter. For different applications, a variety of targets are available such as polished and etched steel spheres, chalk-coated spheres, and sphere-mounted retroreflectors.
The reference wall allows the lengths between the nests to be calibrated with a comparably low calibration uncertainty. For this purpose, the individual lengths wee combined to form five groups: one vertical line (Line A), two diagonal lines (Lines B and C), and two horizontal lines (Lines D and E) at different heights of the wall. The lines connect either three or four nests (two or three calibrated lengths). Diagonal Lines B and C are approximately 12 m long, while Lines A, D, and E are about 3 m, 10 m, and 6 m long, respectively.
The individual lengths are calibrated by means of a self-tracking laser interferometer equipped with an environmental monitoring system which comprises sensors for the air temperature, the ambient air pressure, and the relative humidity. These sensors and the frequency of the laser’s light source are calibrated at PTB’s laboratories on a regular basis, thus ensuring a traceable calibration result. The measured lengths are corrected for the environmental influences on the air’s refractive index following the work of Edlén [
29] and the refined equations of Bönsch and Potulski [
30]. The calibration uncertainty of the lengths of the reference wall is
or better.
3.2. Portable Photogrammetry Equipment
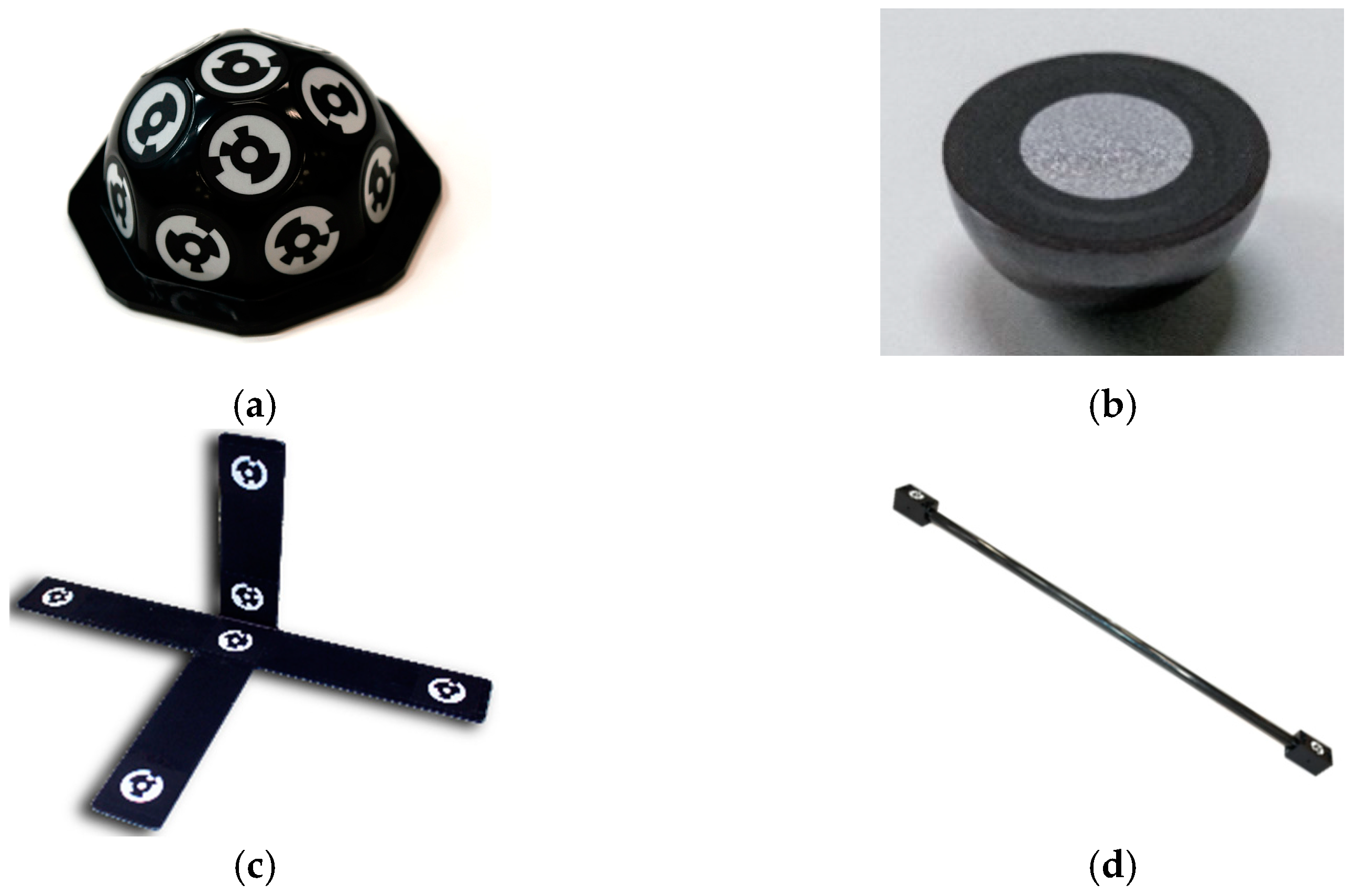
In this work, VSET, a commercial portable photogrammetry device manufactured by SORALUCE, has been used to represent portable photogrammetry. This device comprises a commercial Nikon D500 camera, a NIKON AF NIKKOR 24 MM F/2.8D prime lens, a NISSIN MF18 flashlight, six carbon fibre scale bars, several non-coded targets, coded targets, and a PC.
The coded targets are divided into three groups: one cross-point, the extremes of the scale bars, and 60 structures in the shape of an igloo, each of which is covered by 14 coded markers. The measurement starts from the cross-point (see
Figure 3c) to reference the distances of the non-coded targets from the coordinate system’s origin. The origin is defined by six coded targets attached to the cross-point. The function of the scale bars is to provide the size reference of the measurement field (see
Figure 3d). The distances between the coded markers have been calibrated using a Zeiss Accura CMM, thus ensuring the traceability of the measurement. Instead of a tactile probing system, an optical 2D image sensor (Zeiss ViScan) was used to measure the centre of the coded markers. To maintain the dimensions of the scale bars over time and to prevent thermal distortions, carbon fibre material was used to connect the markers at the extremes of the bar. The remaining coded targets were placed on the surfaces of 60 igloo-shaped structures to support the process of matching pictures (see
Figure 3a) and computing the camera positions. The use of these elements is relevant because the image matching quality and the overall accuracy of the measurement process depends on an adequate distribution of the elements throughout the measurement field. As mentioned above, correct overlap between pictures is of utmost importance to allow the relative position of the cameras to be calculated with low uncertainty. The igloo-shaped structures allow the common point between the images to be identified in the first run and enable the software to assign a virtual label to the non-coded targets in order to identify them in the following pictures. Once the measurement has been finished, a second optimisation step is carried out to improve the position of the camera, the elements, and the non-coded and coded targets. Zatarain et al. and Mendikute et al. explained in detail all the algorithms needed to carry out a bundle adjustment in their research [
27,
28].
To use the photogrammetric system on the reference wall, a set of suitable targets is required which can be measured by means of photogrammetry while also fitting the nests at the calibrated lengths of the reference wall. For the measurements, 15 commercially available retroreflective targets centred on hemispherical balls (see
Figure 3b) were used. The centring accuracy of the retroreflective target dots is specified as +/− 0.0127 mm by the manufacturer. The nominal diameter of the targets 38.1 mm (1.5″) is the same as the diameter of the sphere-mounted retroreflector used for the calibration of the reference wall. In this way, the calibrated distances between the nests can be directly compared with the results obtained from the photogrammetry measurements.
3.3. Method of Measuring the Reference Wall Using Photogrammetry
This study aimed to compare measurement techniques in a large-volume metrology scenario. As mentioned above, a reference wall is a suitable, independent, and readily available facility for carrying out this comparison. Previously, portable photogrammetry was accompanied by tests to design an optimal path planning procedure for the measurement of this facility (i.e., the reference wall). First, two tests validated the rules mentioned above concerning the placement of the elements and the positions from which the photos must be taken, respectively. In both cases, a simple scenario was designed to obtain the correct indications to apply when the path planning procedure for the reference wall was performed.
In accordance with these indications, three phases were defined. First, the elements were placed in such a way that robust extrinsic parameters were obtained from the target. Second, the user calculated the position of the auxiliary elements. Third, each target was captured from at least three positions in the shape of a triangle (triangulation).
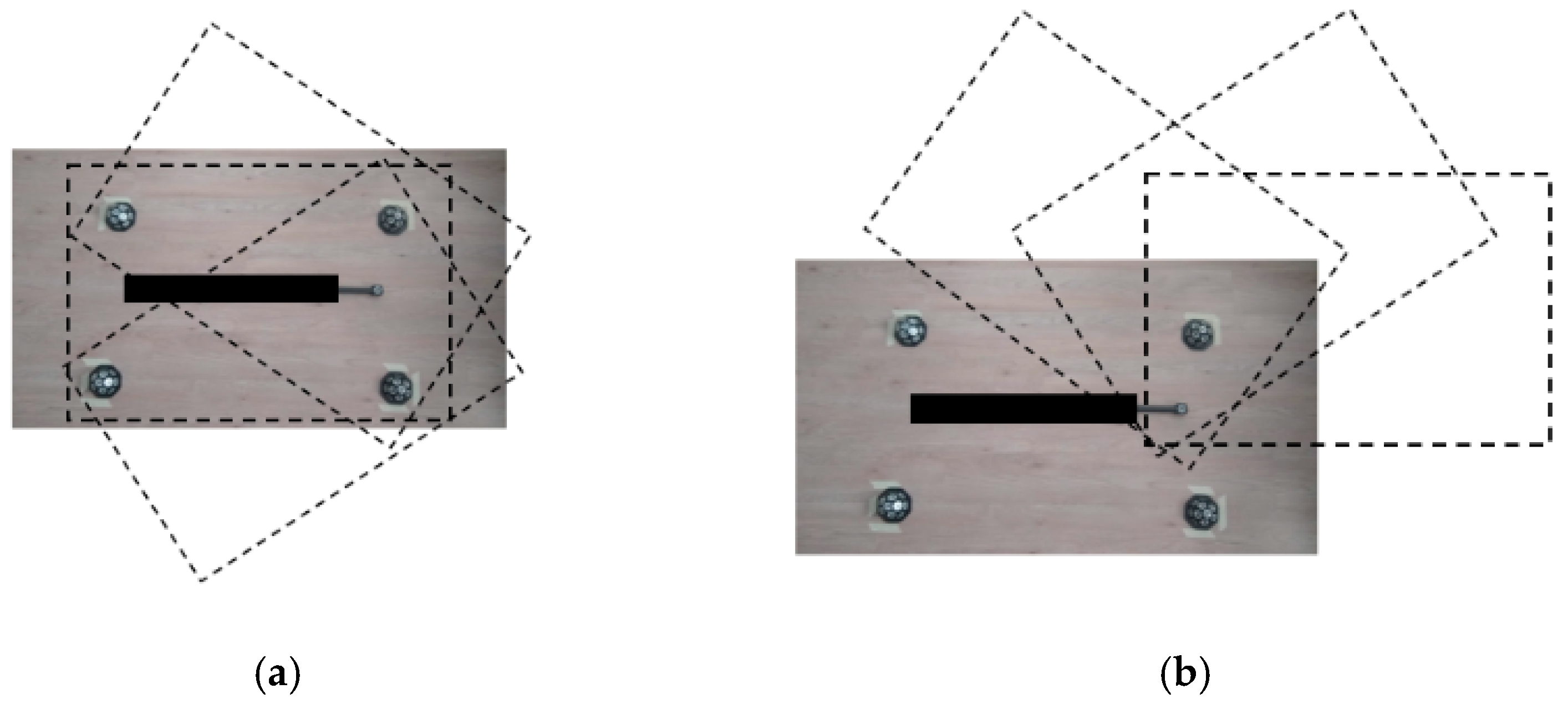
To show the importance of these variables, two levels of extrinsic parameters and two levels of the triangulation network were obtained using a down-scaled scenario to measure an artefact 1 m in length (see
Figure 4). In the first case, one or three auxiliary elements were used to calculate the extrinsic parameters (position of the camera), while in the second case, the triangulation of the cameras (network) was changed from a narrow volume (
) to an optimal position based on the recommendation of 90° between the camera positions (
).
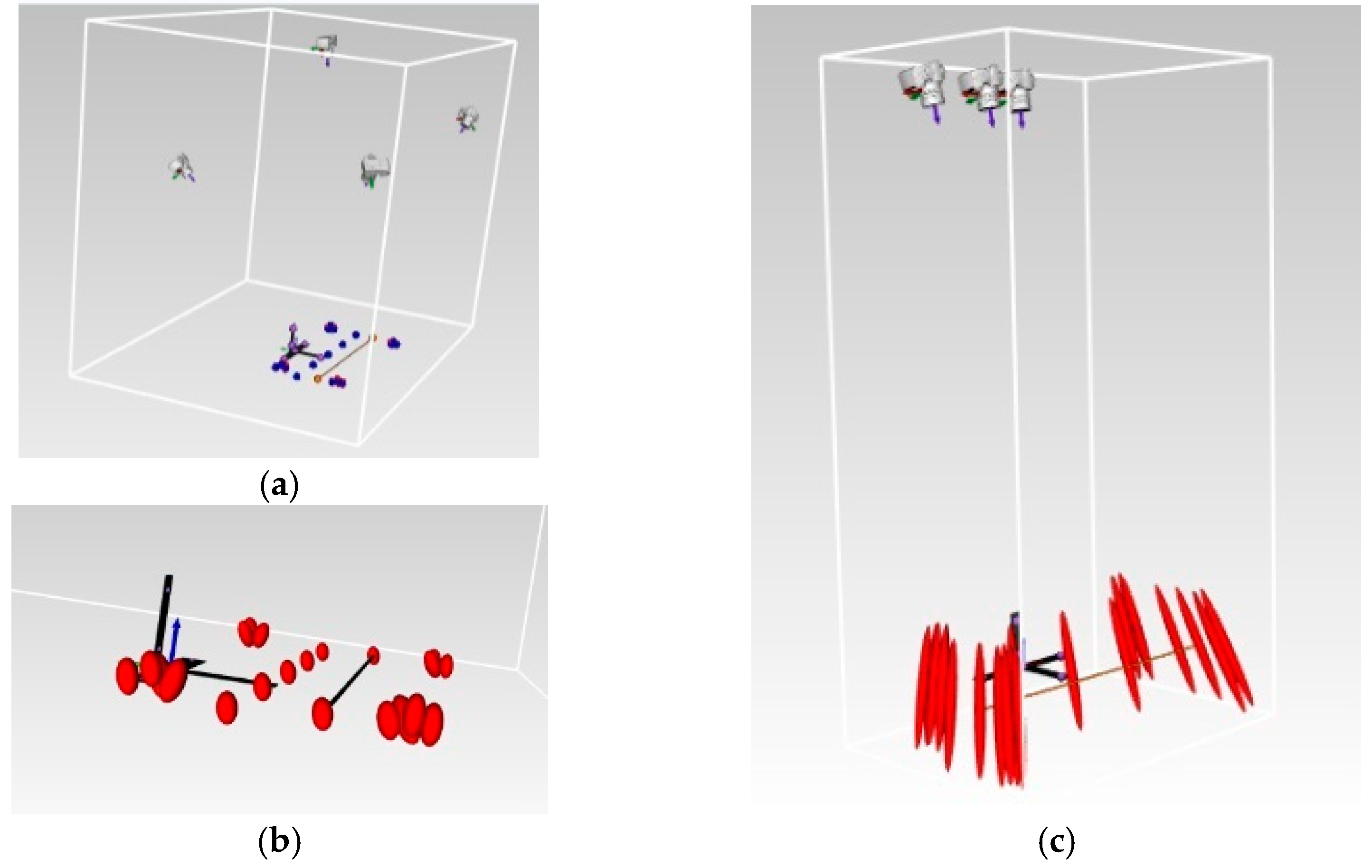
Figure 5 shows both networks applied to measure a small-scale volume. Each case was repeated three times; the LME and its standard deviation are the results. To reduce the amount of information, only the average of each scenario is shown.
To complement the experimental results, a virtual model was simulated using the Monte Carlo method in order to analyse the uncertainty of two processes: the 6-degree-of-freedom (6DoF) camera pose calculation, and the optical target 3D coordinate computation by triangulation. Each one of the processes was simulated independently, so that the first qualitative evaluation was performed on the influence of the relevant process variables (i.e., the spatial 3D arrangement of the auxiliary optical targets for 6DoF camera pose computation, and the relative 6DoF camera poses for 3D optical target computation by triangulation). The inherent covariance in portable photogrammetry between the 6DoF camera poses and 3D target coordinates was not considered in these simulations. Target detection uncertainty was adopted as the main error source to propagate in the Monte Carlo simulation of each process. Image detection uncertainty was estimated at 0.1 pixel (standard deviation), according to the mean retroprojection error observed in the residual error distribution of the joined bundle of the self-calibrated portable photogrammetry minimisation problem. An even detection uncertainty was assumed, regardless of the target size and location at the image plane, for all targets in all images.
This simulation tool converts the estimate validated in a small-scale scenario into large scales to reduce the number of trials required.
Figure 5 shows red ellipses with the shape of the uncertainty considering the influence of the camera positions, which are the key variables for an optimal network configuration. If the relative positions between the points of view create a pyramid shape (an efficient network) where one vertex is the target, the estimated uncertainty is reduced [
9]. If the relative positions are quite close among the points of view (a deficient network), the estimated uncertainty is oriented to the centre of the positions and is larger than for the previous situation.
The plan carried out to measure the reference wall was divided into four different conditions or scenarios (see
Figure 5). Each condition was measured three times to obtain a reliable result. The expected results are shown in
Table 1.
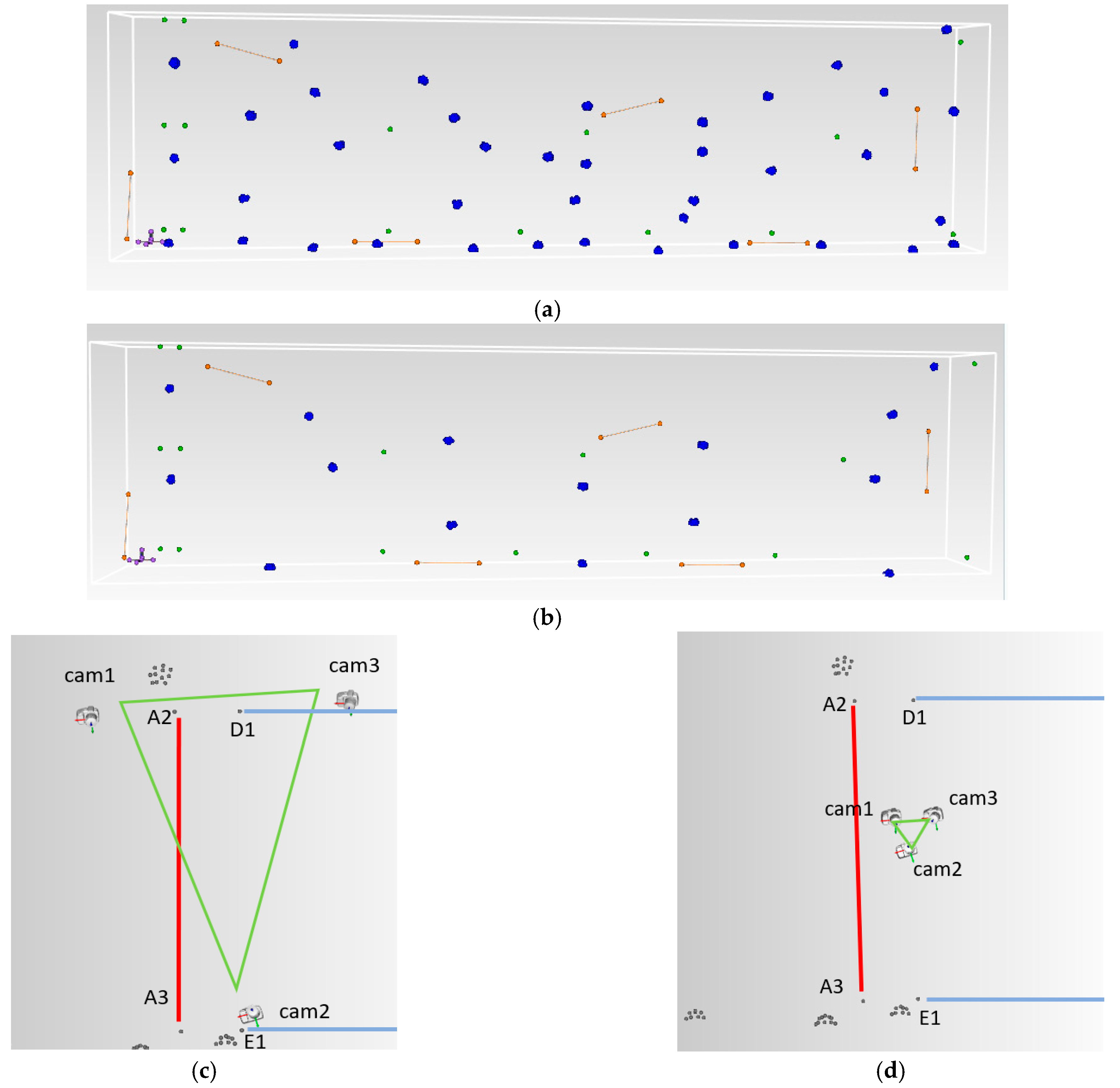
Figure 6a shows the positions where auxiliary elements must be placed to obtain a robust extrinsic parameter. Using these elements, two networks were tested:
Figure 6c (an efficient network) and
Figure 6d (a deficient network in which the camera positions were closer to each other). Some of the auxiliary elements were then removed from the wall, leaving
Figure 6b. Afterwards, the efficient and deficient network measurements were repeated with fewer auxiliary elements. The number of auxiliary elements was chosen to represent a measurement in the case of the minimum number of elements (low-level scenario), while creating a dense network of auxiliary elements for the high-level scenarios (14 and 33 auxiliary elements, respectively). Although it would have been possible to quantify this second variable, concrete values were selected on the basis of experience.
4. Results
As explained in the previous section, before taking the measurements of the reference wall, two downscaled tests were carried out using a smaller measurement volume to prepare for the measurements; this had the added benefit of reducing the number of trials required.
The first test was performed to demonstrate the influence of the number of auxiliary elements used on the uncertainty of the measurement process. The difference in the observed standard deviations of the LME, as shown in
Table 2, underlines the importance of calculating the targets’ positions using sufficient auxiliary elements. Furthermore, the simulations used to validate the design of the path planning procedure predicted the correct trend, although they were not able to reproduce the exact values. For the Monte Carlo simulations, the image detection uncertainty was considered to be the main uncertainty contribution, assuming a normal distribution with the standard deviation of
.
When we considered the differences between the two network scenarios investigated (efficient and deficient), the results were quite similar to those of the previous test. The results in
Table 2 show a reduction in the deviation when using an efficient network; however, the improvement is minimal, given the influence of the number of auxiliary elements used.
After evaluating the predictions of the simulations, measurements of the reference wall were carried out accordingly.
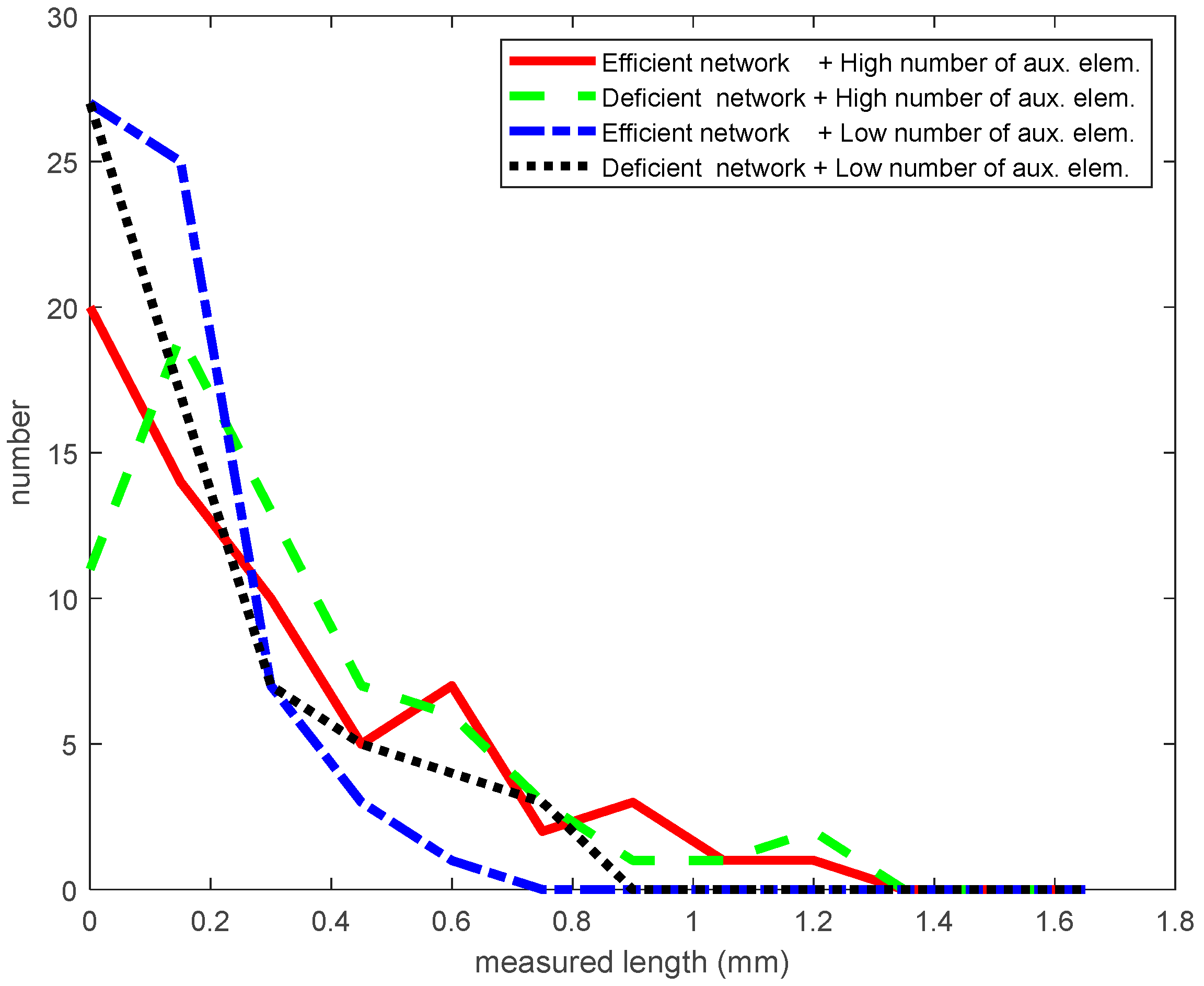
Figure 7 and
Table 3 show a summary of the results. The average number of photos per test was 230 in Scenario 1, 185 in Scenario 2, 130 in Scenario 3, and 125 in Scenario 4.
If we examine the results obtained (
Table 3), there is a trend that was not anticipated by the expected results (
Table 1). The efficient network shows poorer results than the deficient network. This trend will be discussed in the next section, as well as the outliers at the centre of
Figure 8 (at a measured length of approx.
).
The average time used for measuring the reference wall was approximately 1 h with an additional hour to place the elements and set up the camera.
As mentioned in the previous section, one of the studied variables did not follow the expected trend. The LME and the average error between the high and low numbers of auxiliary elements contradicts the expected behaviour predicted in
Figure 8. Studying the procedures of the tests allowed a possible reason for the results to be identified. In Scenarios 1 and 2, the user took photos at a closer distance than in Scenarios 3 and 4, as this was possible due to the number of auxiliary elements (see
Table 4 to identify the scenarios). Consequently, an excessive drift may have been generated, which would have resulted in larger length measurement errors.
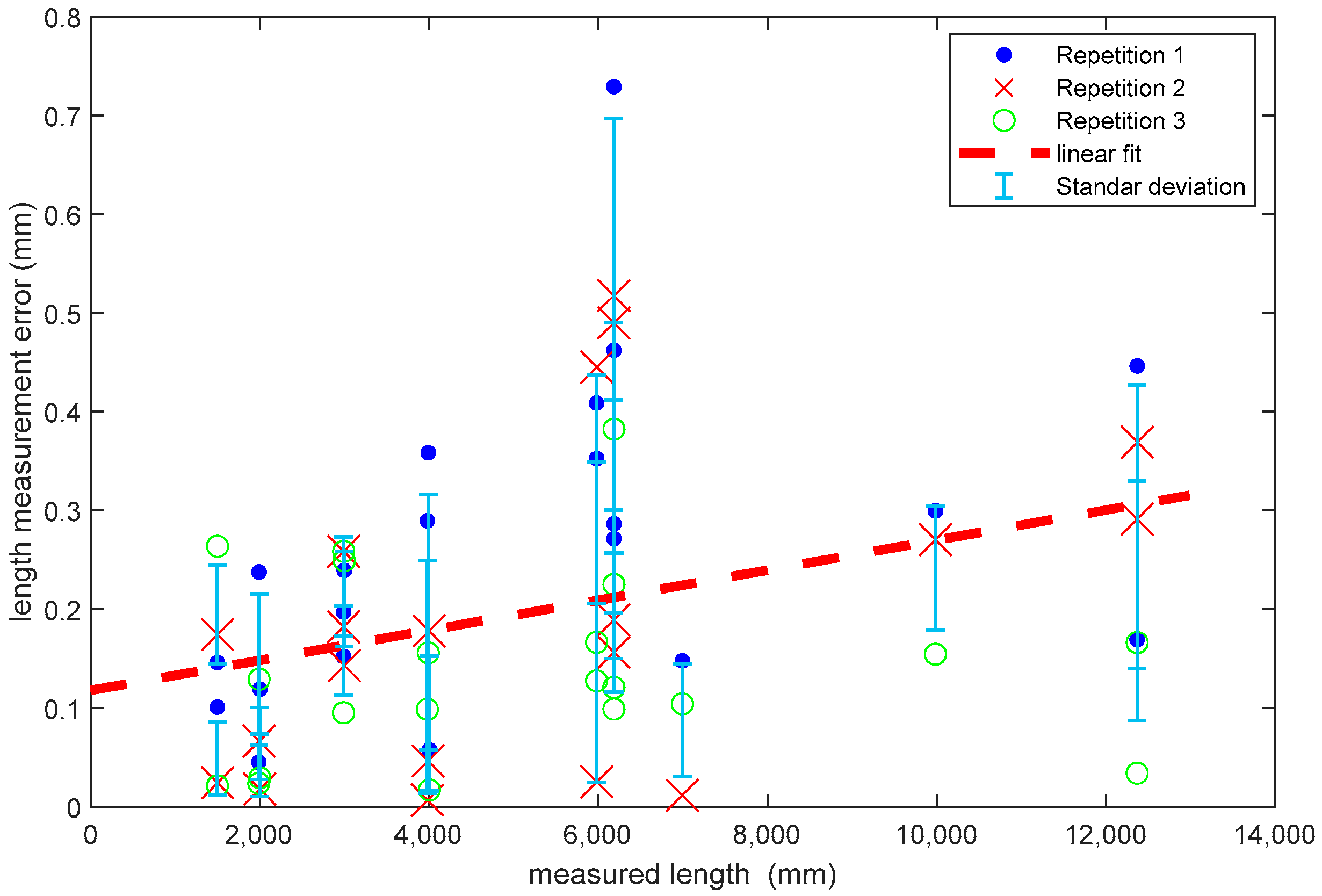
An additional deviation requires explanation: As can be seen in
Figure 8, the linear trend of the length dependency of the observed errors shows significant scatter and a deviation at approximately
in length. All the points which take the centre point of the measurement standards of the reference wall into account deviate from the linear trend (as well as some other points). Here, the positions of the auxiliary elements and the number of photos of this target are the likely cause of this deviation. The user took more photos of the outlying regions of the reference wall than of the centre, as there were more elements in these regions.
However, the rest of the deviation shows an increasing trend with an increase in the measured length. Furthermore, an improvement resulting from the choice of the network can be observed.
Moreover, a novice (less experienced) user carried out the experiments, so the results were not significantly affected by the user’s knowledge. Nevertheless, after finding a different trend than expected, two corrections were suggested by an experienced photogrammetry user; after implementing these corrections, Scenario 1 was repeated. The first suggestion was to take photographs at greater distances, since the user took photos in Scenario 1 and 2 at closer distances than in Scenario 3 and 4. The system provider issued a guideline to less experienced users to modify the number of auxiliary elements while maintaining the approximate distance during the measurement of the reference wall. The second suggestion was to increase the number of photos taken from the highest position because, in the first set of measurements, the operator used a ladder, but only at the corners of the reference wall.
The results show an improvement in terms of the average error and LME with respect to Scenario 1 (see
Table 5). Considering the repetition for Scenario 1, the results show the expected trend of less deviation with respect to the nominal length using the combination of high-level extrinsic parameters and an efficient network.
5. Discussion
If we consider the results of these 14 trials under the conditions studied, the network can be identified as the variable with the greatest influence on the accuracy of the measurement process (i.e., with a greater influence than the number of auxiliary elements). However, considering both variables will always improve the photogrammetry results. For example, to measure the wing of an aeroplane or the blades of a wind turbine, it is advisable to ensure a uniform distribution of auxiliary elements with approximately one auxiliary element (see
Figure 3) per
and four pictures. Furthermore, the user must ensure that the photos are taken from an appropriate distance (roughly
is advisable). However, the remaining recommendations must also be followed, such as sufficient overlapping and the choice of a strong network. Complex geometries may require the different points of view to be studied in greater detail to obtain a reliable solution.
Table 6 contains a proposal for reporting the capabilities of portable photogrammetry systems. Here, the following points should be included: the length measurement error, the average error, the preparation time, and the measuring time. This enables the user to evaluate the system by comparing these four parameters. Furthermore, it can be useful to provide the number of auxiliary elements, the number of scale bars, and the number of images. Although the training time also constitutes key information, this parameter significantly depends on the operator. For the portable photogrammetry system used in this study, users currently need between one and two hours to start measuring, and two days of lessons to learn to avoid the most common mistakes and possible ways to avoid them. In the case that users do not know how to interpret metrological data, extra training will be needed.
This table provides additional and complementary information to that reported by Martin et al. [
14] when comparing different portable photogrammetry systems with a laser-tracker. Indeed, despite the uncertainty figures estimated for each work are not directly comparable (LME values in this work and the spatial coordinate errors used by Martin et al.), it should be noted that the evaluation results obtained here are consistent and in the same order of magnitude to those observed previously by [
14].
6. Conclusions
Portable photogrammetry is a measurement technology with high potential for measuring large-scale volumes with high accuracy, but validating the performance of the system for these dimensions is difficult. In this study, the potential of portable photogrammetry was demonstrated by measuring an artefact comprising measurement standards up to 12 m in length. To guide users in the evaluation of the photogrammetry systems, a table to report the results has been proposed that will simplify the comparison of different portable photogrammetry systems under similar conditions. The artefact used allows distances in the same LVM range to be measured; thus, portable photogrammetry should be tested in a more suitable way than with smaller artefacts only.
Moreover, to test the influence of the user, measurements were carried out in different scenarios. The simplicity of portable photogrammetry for measuring large-scale volumes is a double-edged sword because, while it is easy to obtain results, their accuracy may be unsatisfactory—a situation which is far from optimal if undetected. Good practices have been explained to help users achieve the best possible results.
Focussing on the interface between the user and the system, this research has investigated how to correctly use the auxiliary elements and calculate robust camera positions, and how the correct network of camera positions (triangulation) reduces the uncertainty of the calculated target positions. These aspects help to ensure that the successful use of photogrammetry is dependent on the user’s skills only to a small extent.
Portable photogrammetry has high potential to be used for LVM measurements, as do laser-based methods, but only when good practices are followed.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}