

3D Model-Based Large-Volume Metrology Supporting Smart Manufacturing and Digital Twin Concepts
 , , and
, , and
Abstract
:1. Introduction
Problem Description and Identification of Research and Development Tasks
2. Background
“Manufacturing that improves its performance aspects with integrated and intelligent use of processes and resources in cyber, physical and human spheres to create and deliver products and services, which also collaborates with other domains within enterprises’ value chains”.
ISO 23247-1:2020: “Digital Twin <manufacturing> fit for purpose digital representation of an observable manufacturing element with a means to enable convergence between the element and its digital representation at an appropriate rate of synchronization.”
3. Materials and Methods
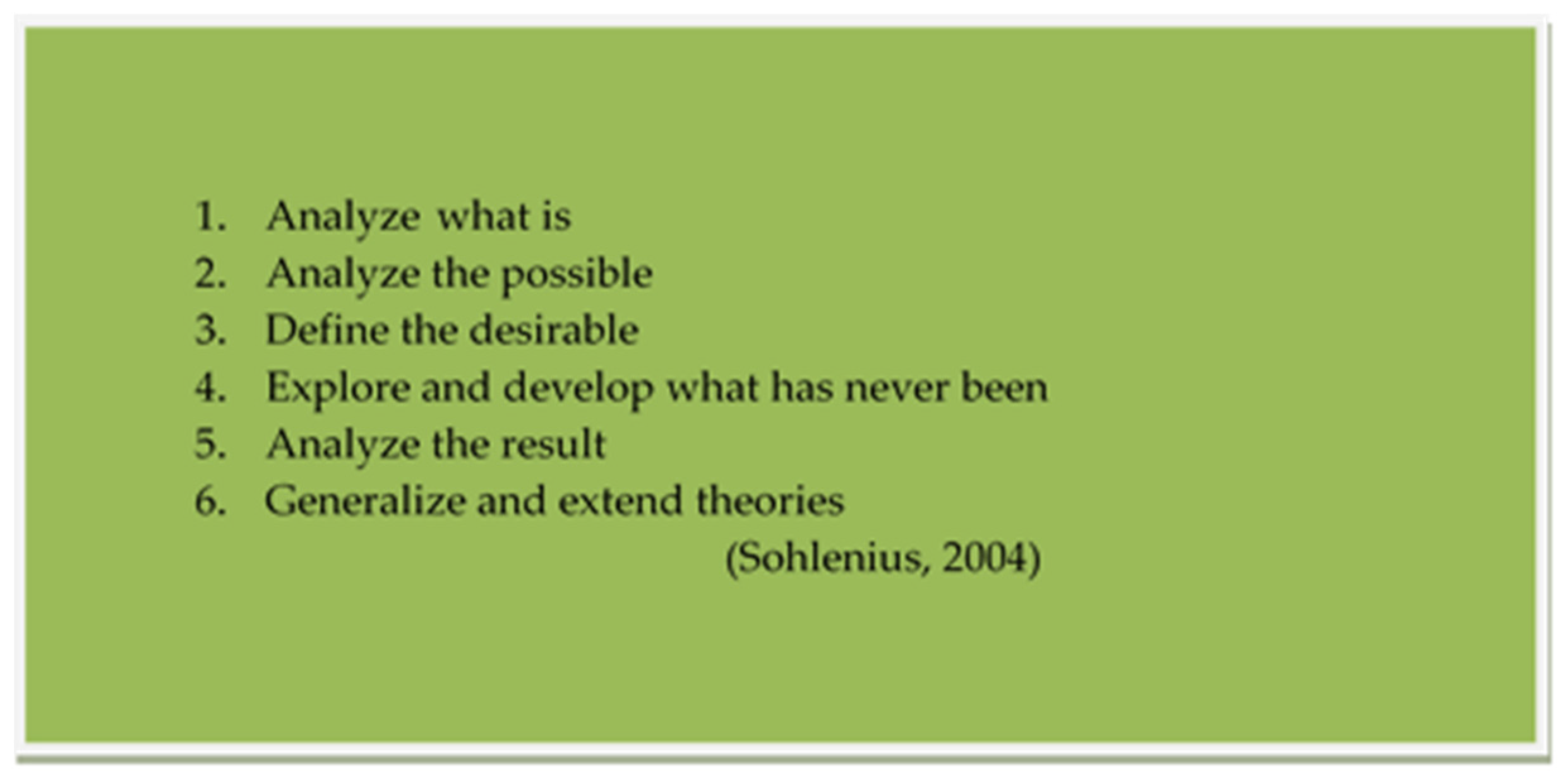
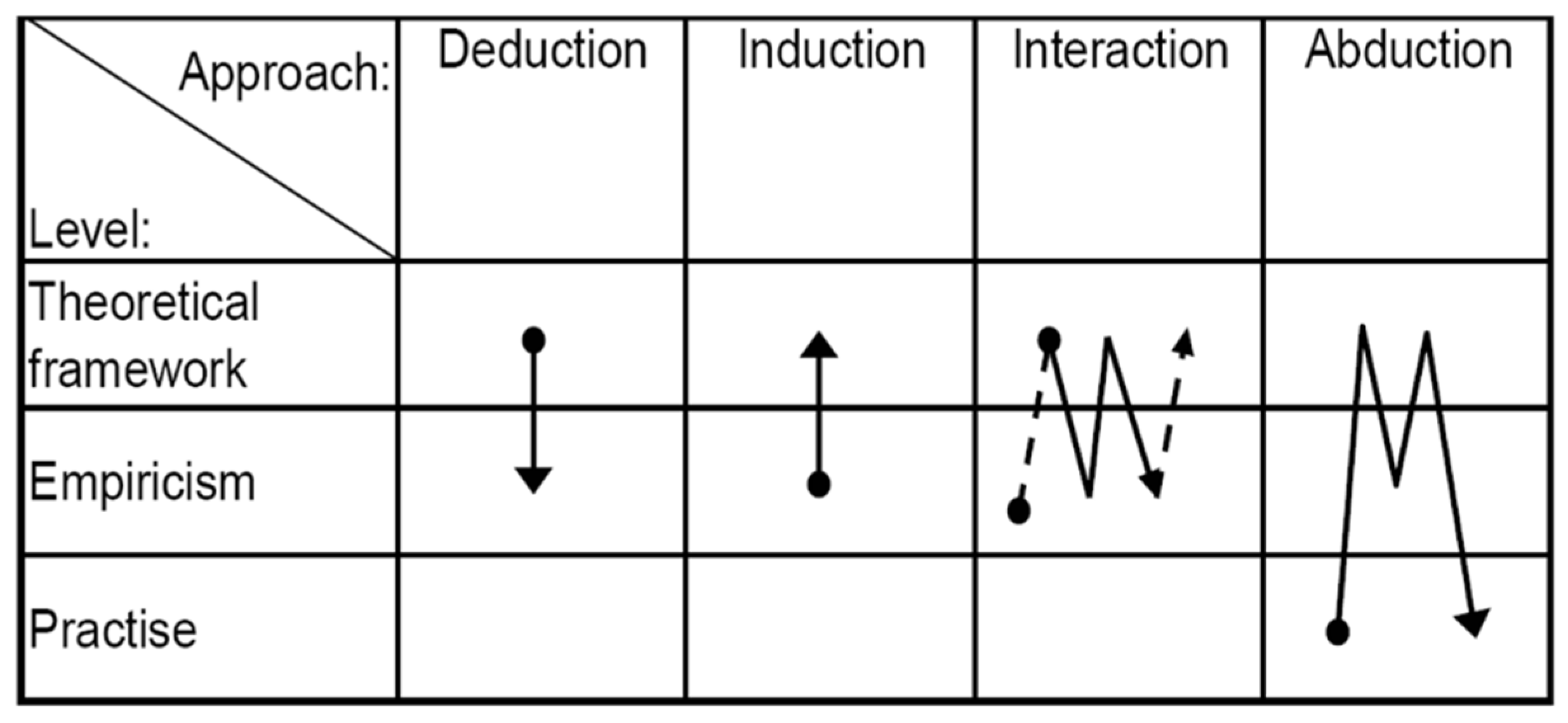
3.1. Research Approach and Methodology
3.2. Analyze What Is and Analyze the Possible
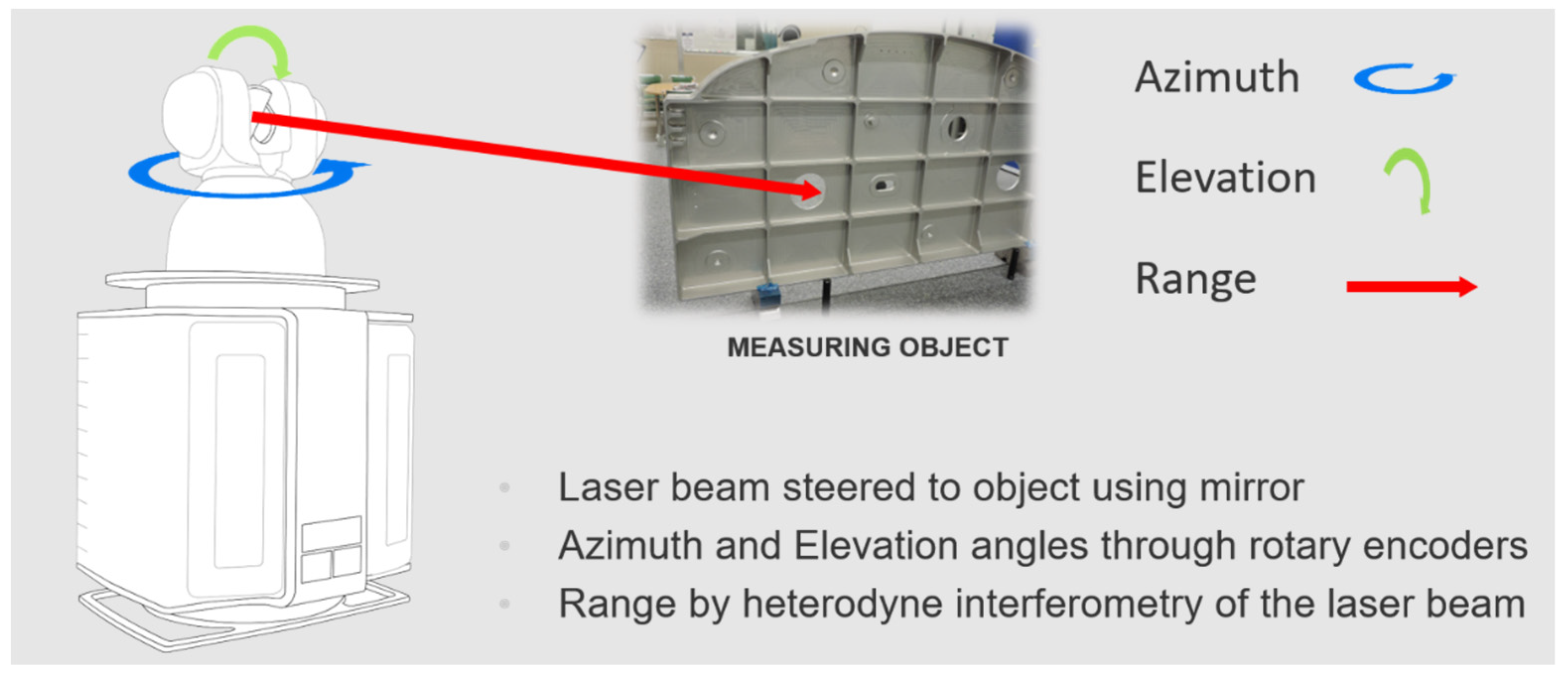
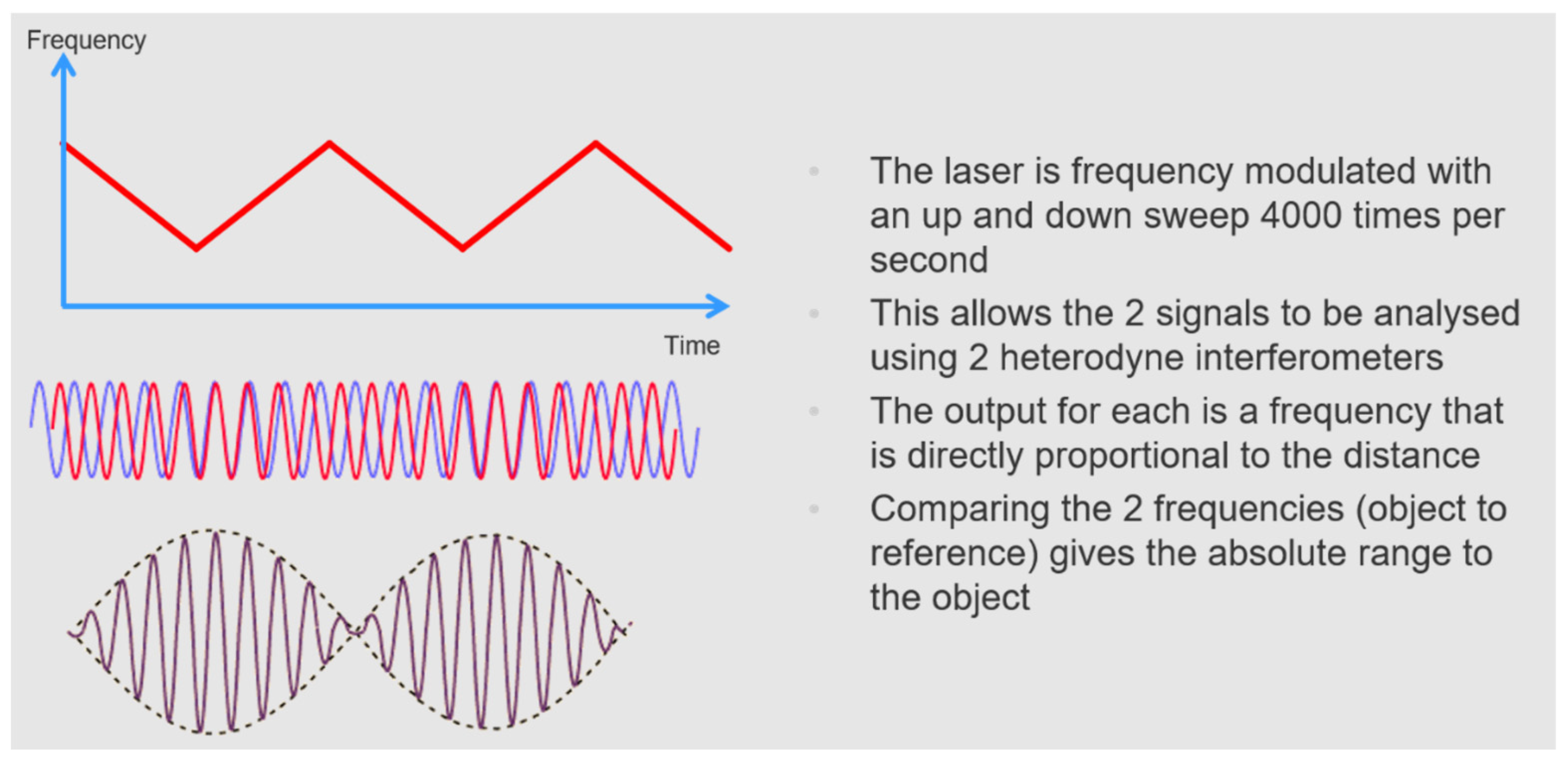
3.2.1. Laser Radar
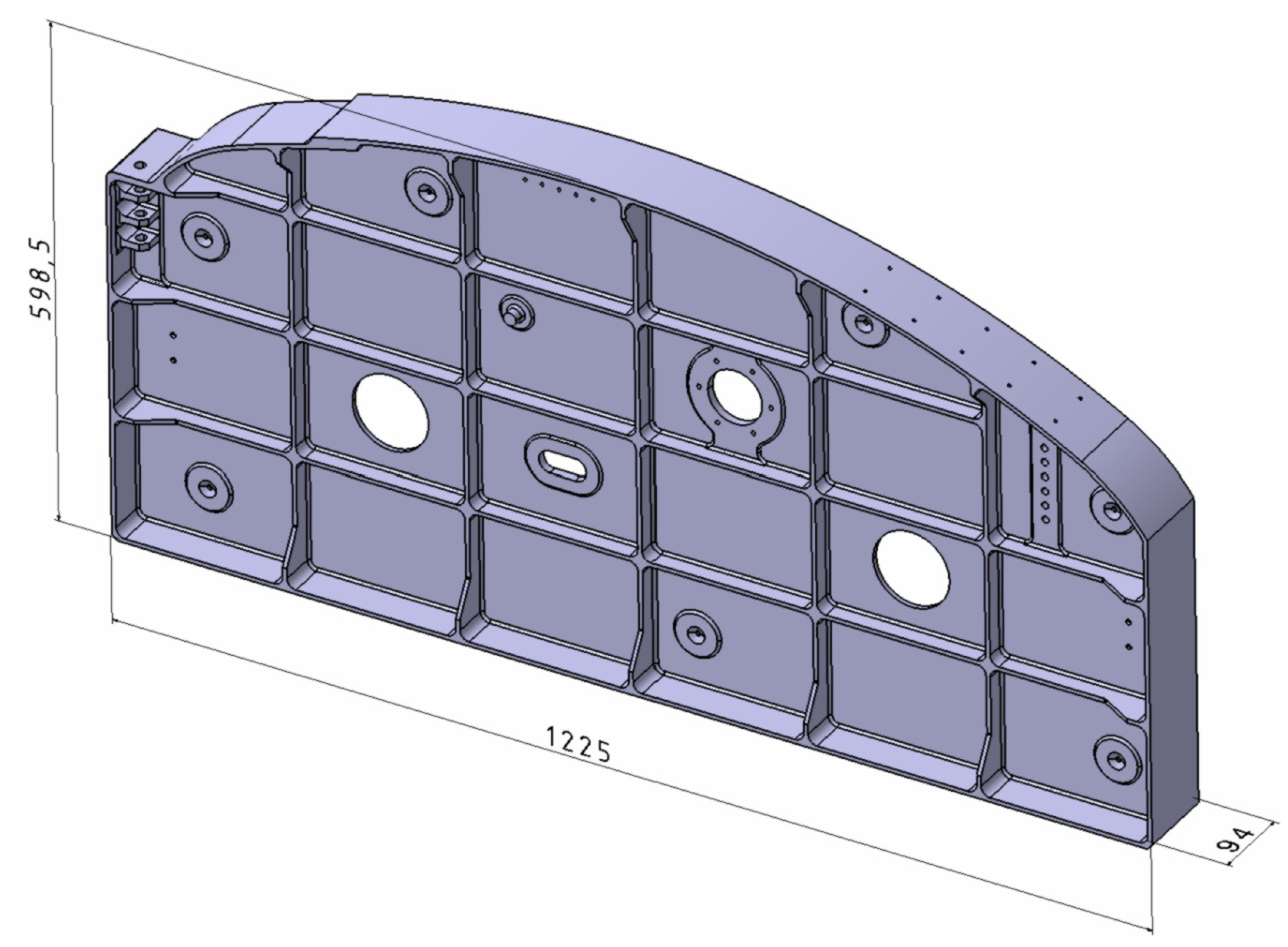
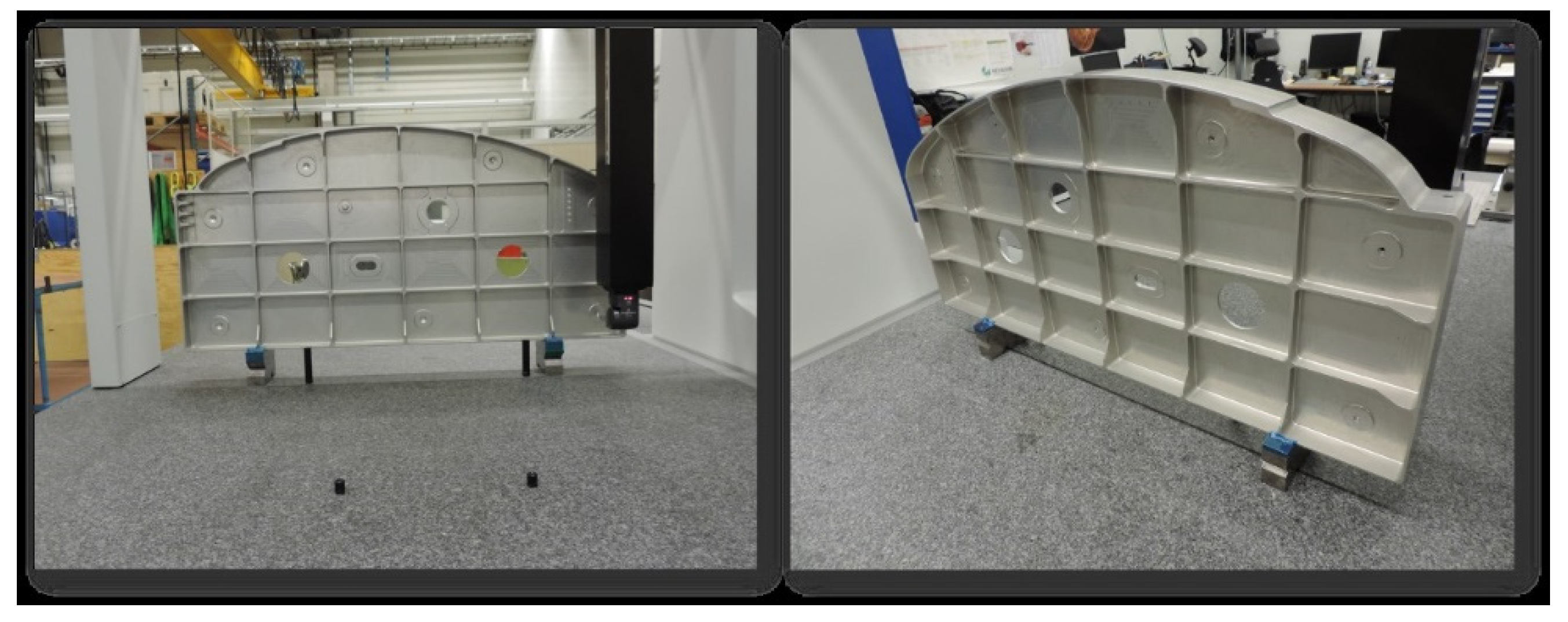
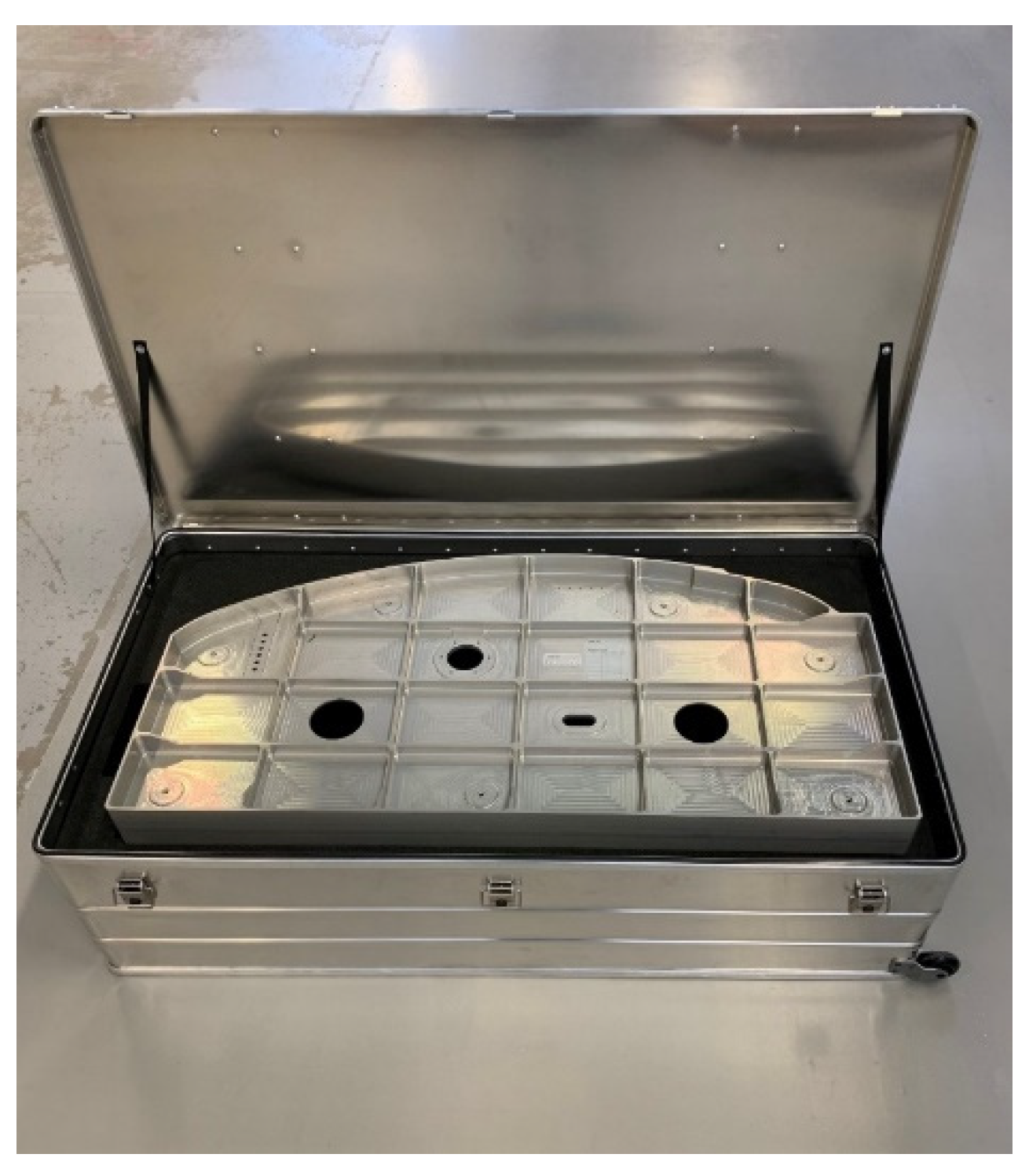
3.2.2. MPQP (Model based Process and Quality Planning) Test Artefact
- Determine the appropriate rate of calibration and verification (periodic inspection and maintenance interval)?
- Initial proposal: Once/half year and/or as needed.
- Determine the appropriate verification and validation frequency for measuring the MPQP test artefact in current production and in factory operations?
- Initial proposal: When not measuring product and process dimensional features, then measure MPQP artefact dimensional features. This will gather data, information, and knowledge about the performance and drift of the measurement systems over time.
Design Definition and Functional Specification
Material and Surface Treatment
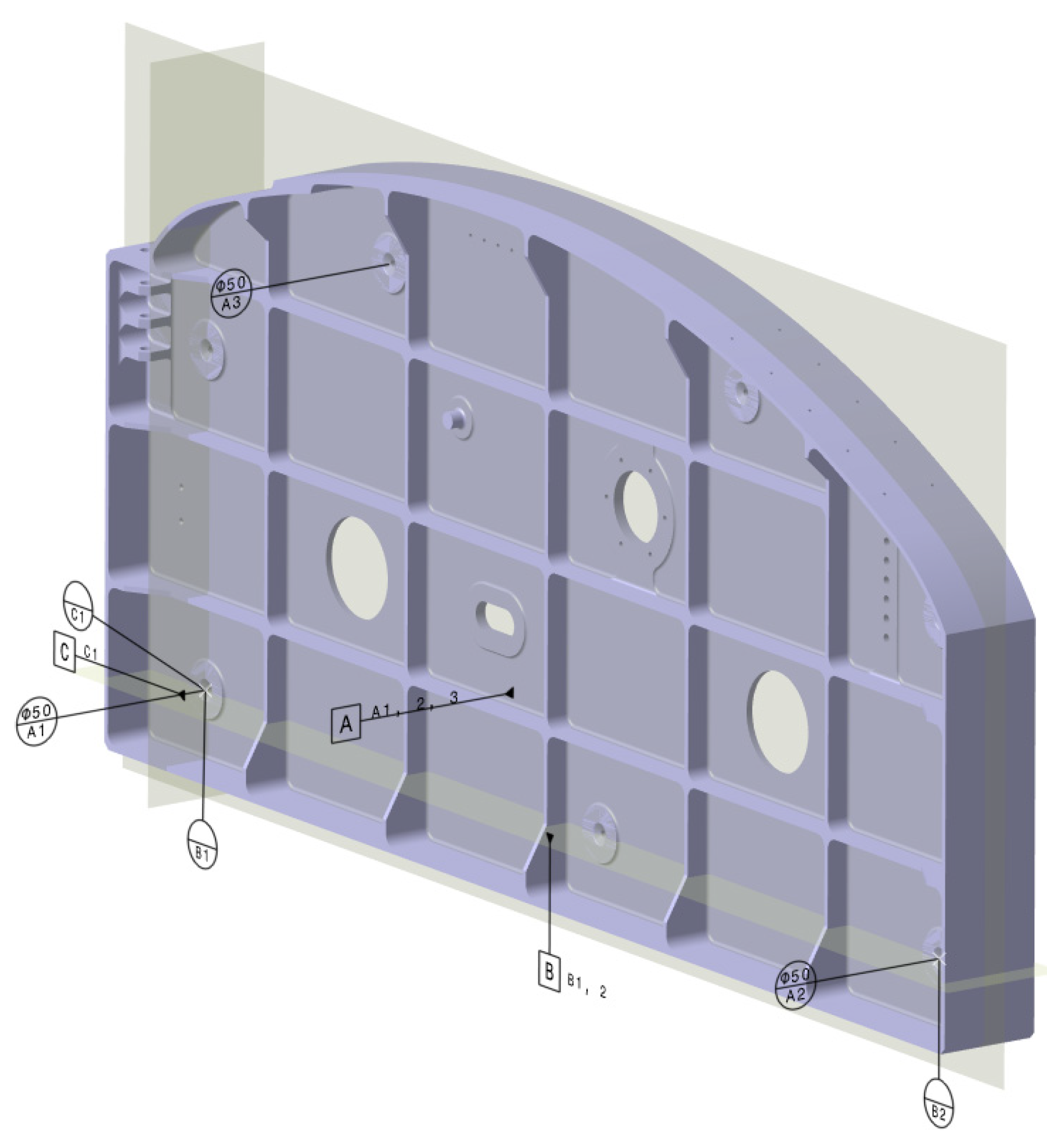
Main Datum Reference System
MPQP Data and Information Access and Further Reading
3.2.3. The Current Saab Dimensional Management and Metrology Process
3.3. Analyze the Desirable and Explore What Has Never Been
- It entails secured and fast communication within the data and information flow while initiating and maintaining the digital thread and its traceability.
- It simplifies the preparation of dimensional inspection projects in 3rd party metrology software packages.
- After a new CAD revision, it will simplify the update of an existing dimensional inspection project in metrology software packages.
- The dimensional and geometrical deviation management will become more efficient, e.g., when a designer can access the measuring results directly from the CAD MBD platform and analyze the result in its complete context.
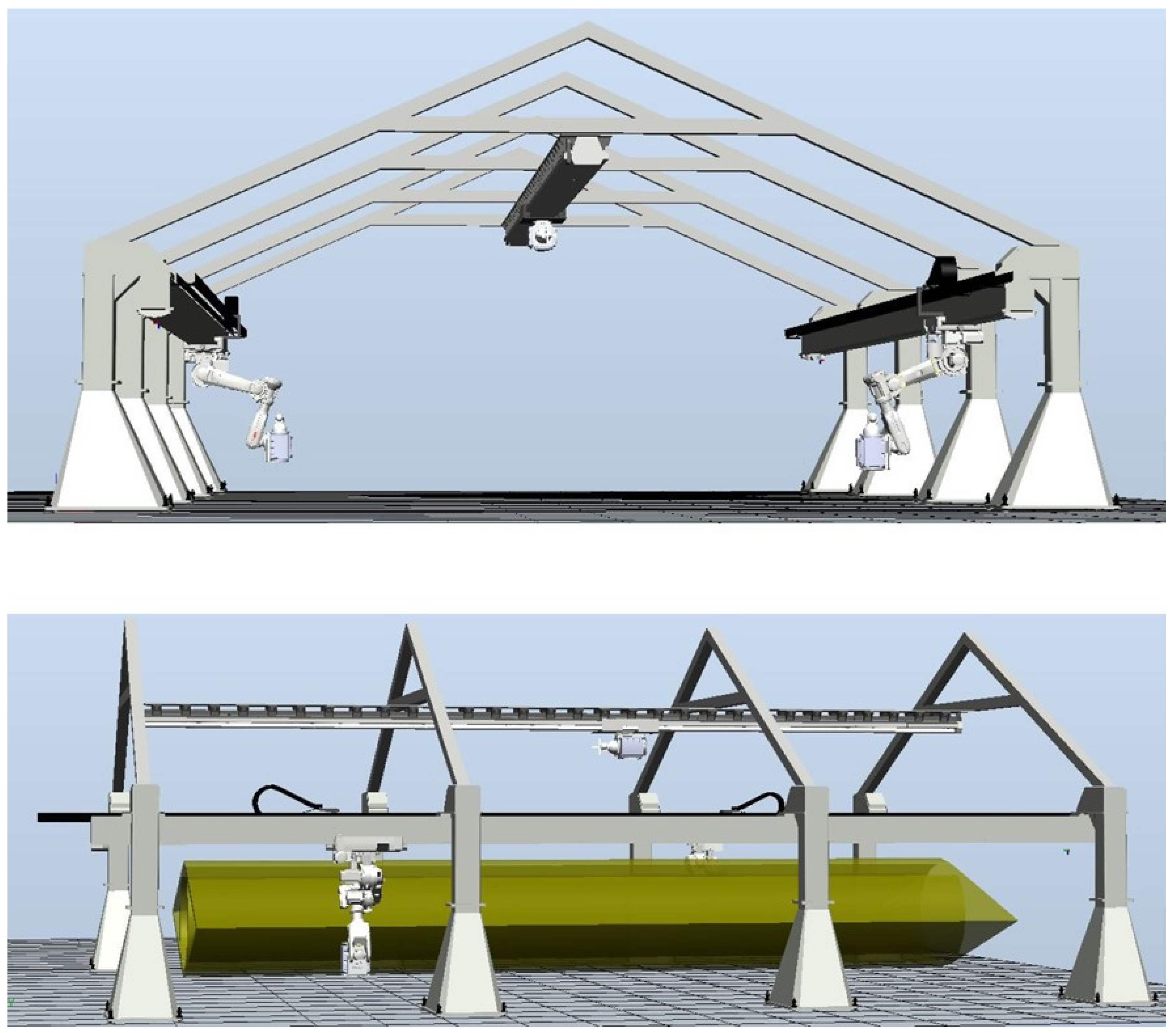
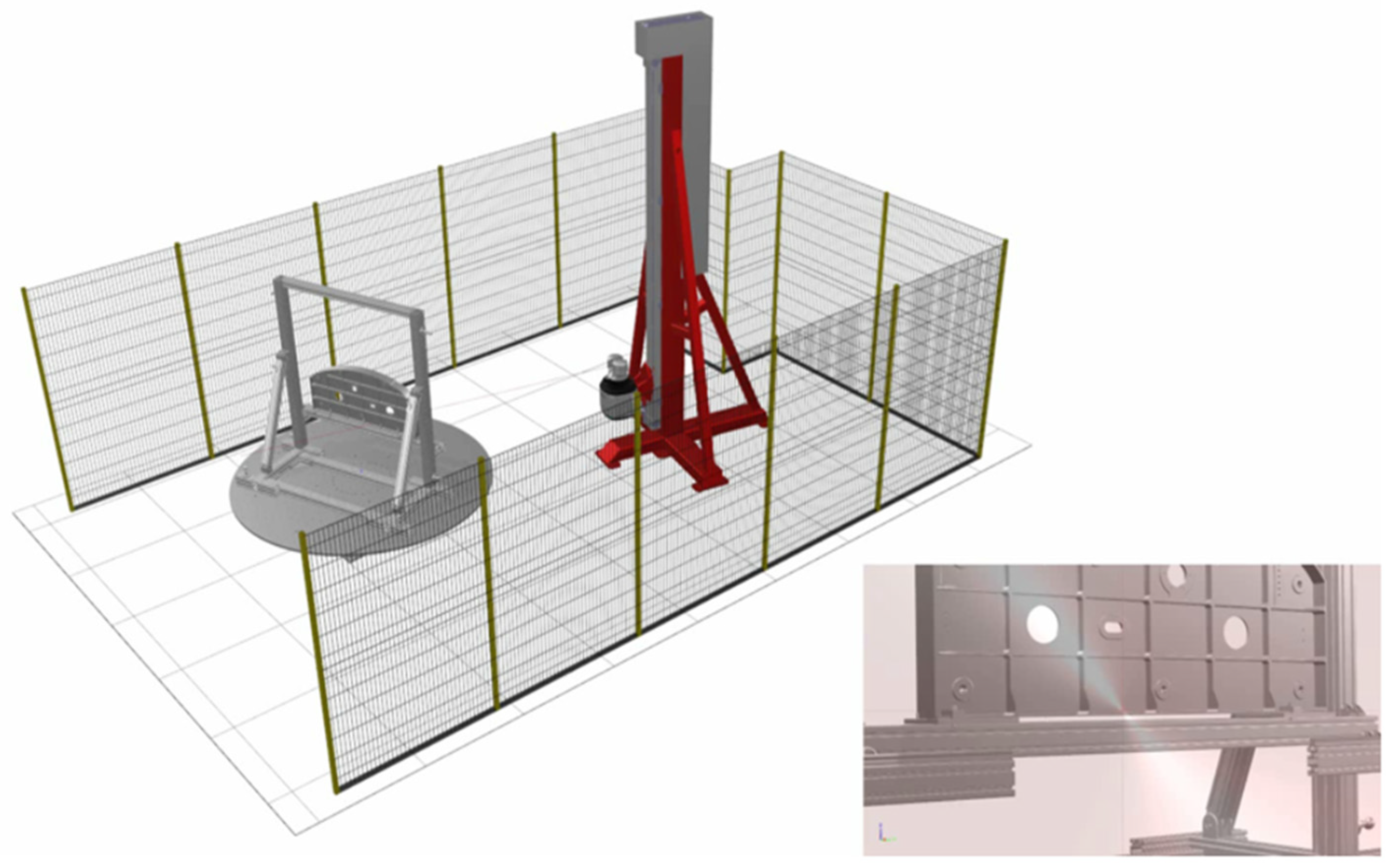
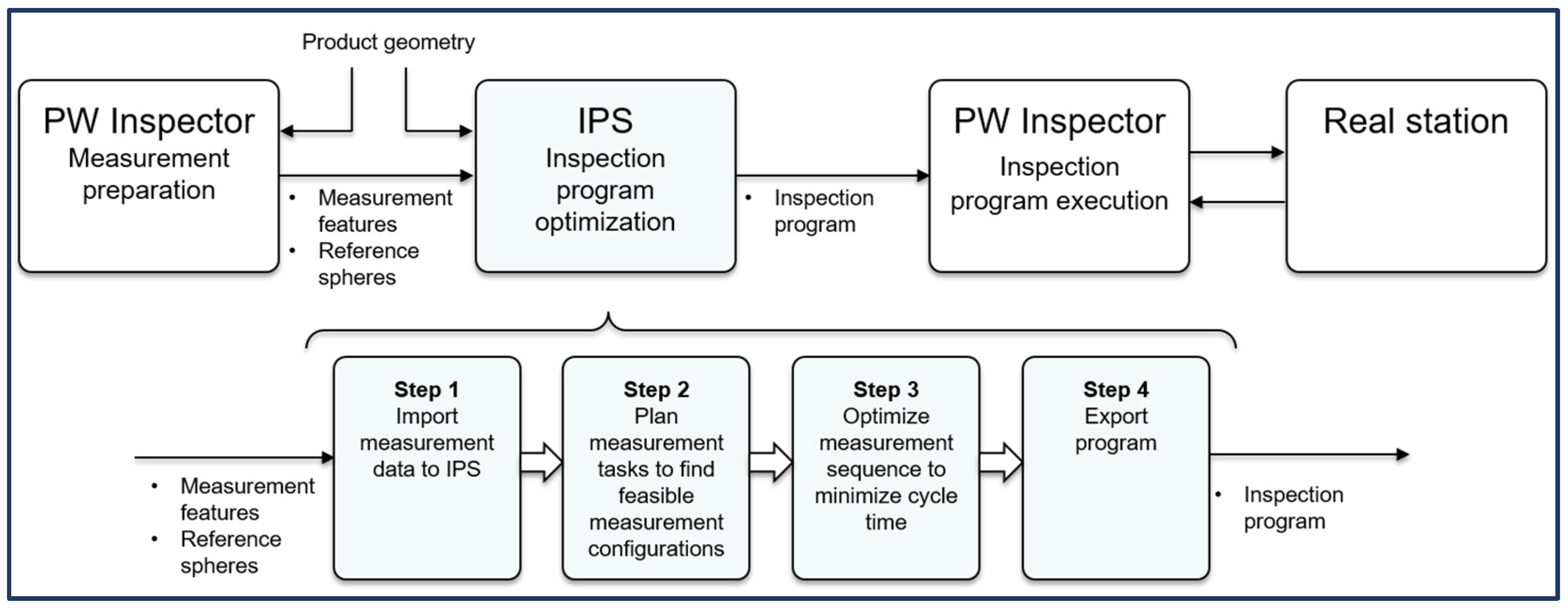
3.4. Functional Description of the Automated LVM System
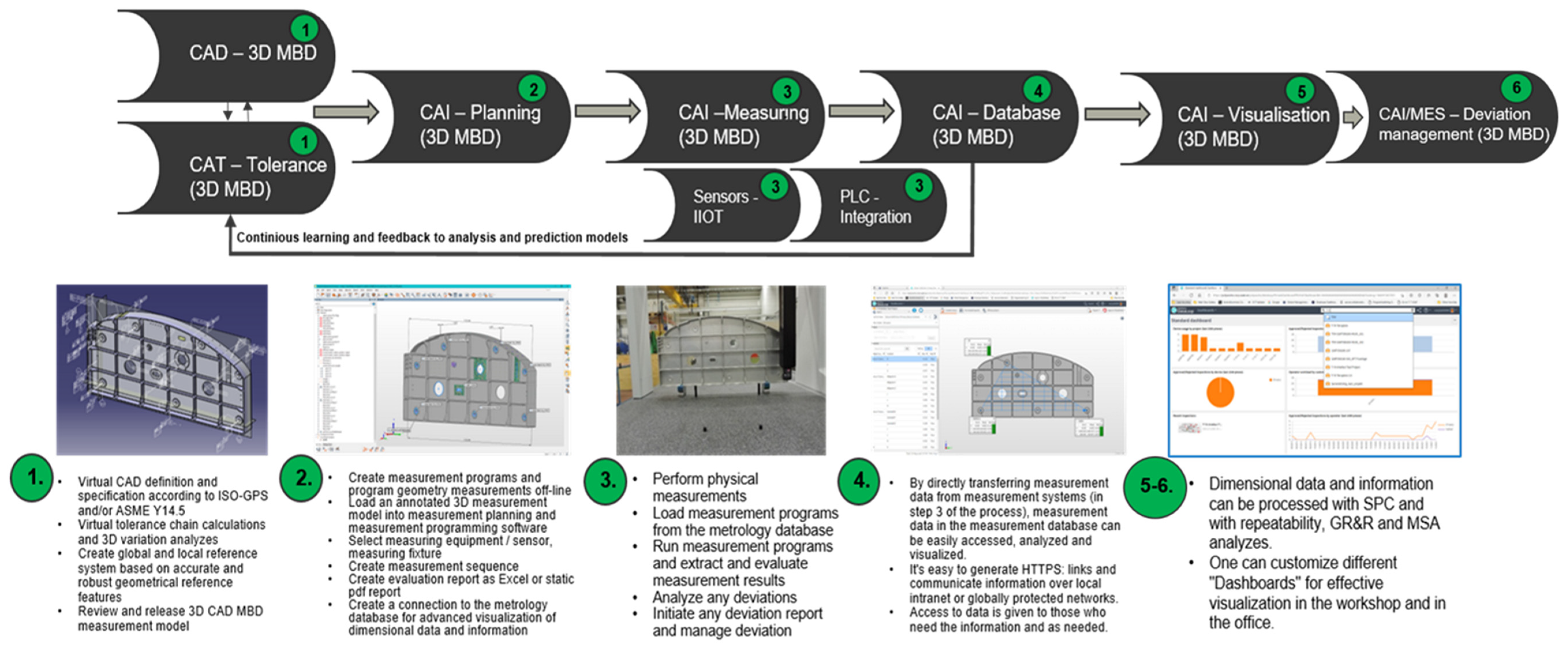
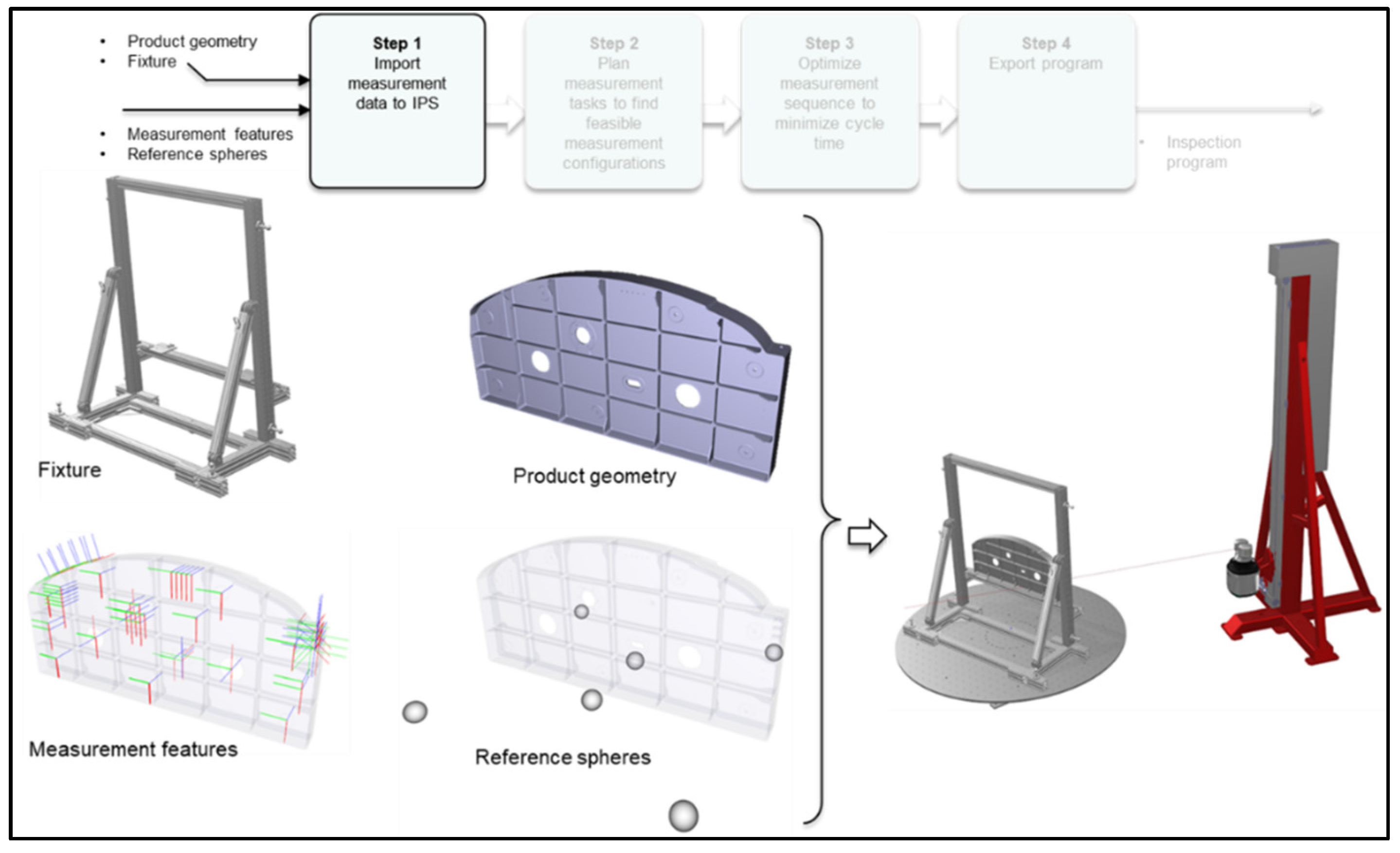
- First, one starts the offline programming by reading the complete and unambigously specified 3D modeled MPQP test artefact in 3rd party metrology software.
- Then, information about the dimensional measurements in CSV file format is generated and exported. Currently this is a manual file transfer operation, which will be automated in the future by a direct protocol-based interface.
- The software package then generates the optimized path and sequence for the dimensional measurements. One CSV file and multiple text files to be exported and imported in 3rd party metrology software are generated. There is one macro to manage the update of the measuring sequence.
- Now a measuring program including textfiles that are being communicated and translated to OPC-UA language for PLC control is completed.
3.5. System Calibration Procedure and Method to Update the Digital Twin
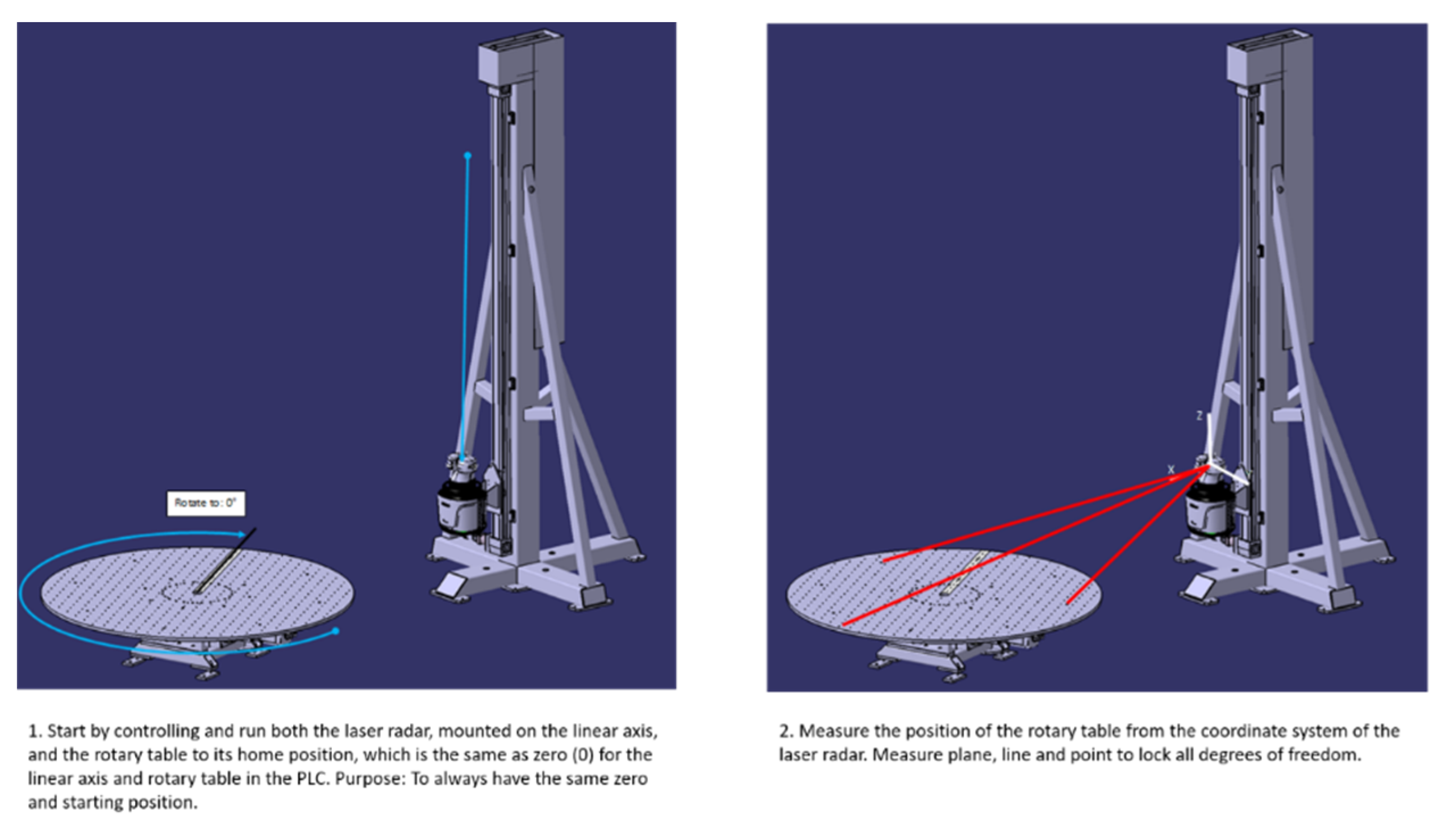
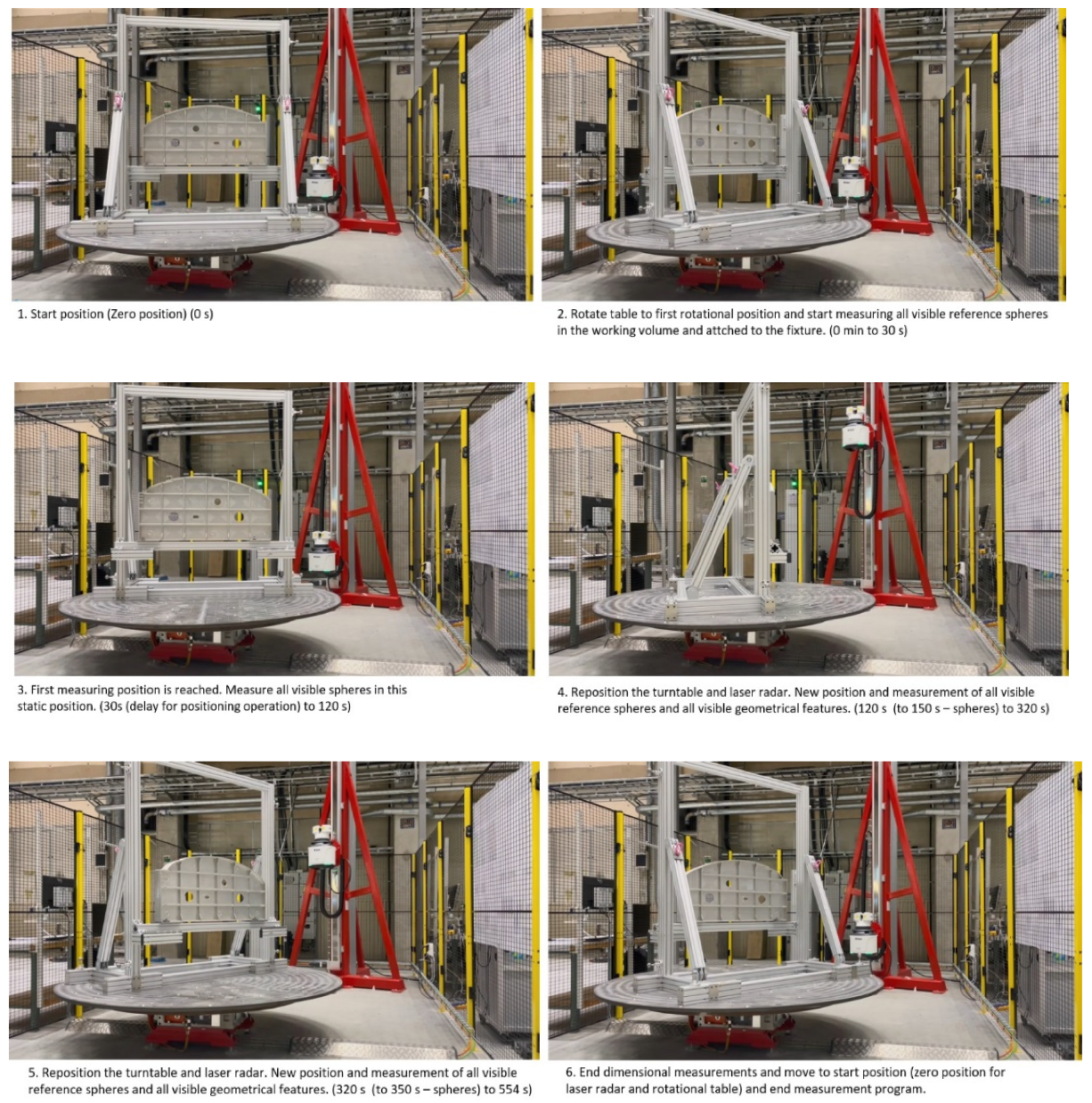
- Start by controlling and running both the laser radar, mounted on the linear axis, and the rotary table to its home position, which is the same as zero (0) for the linear axis and rotary table in the PLC. The purpose of this is to always have the same zero and starting position.
- Measure the position of the rotary table from the machine coordinate system of the laser radar. Measure plane, line, and point to lock all degrees of freedom.
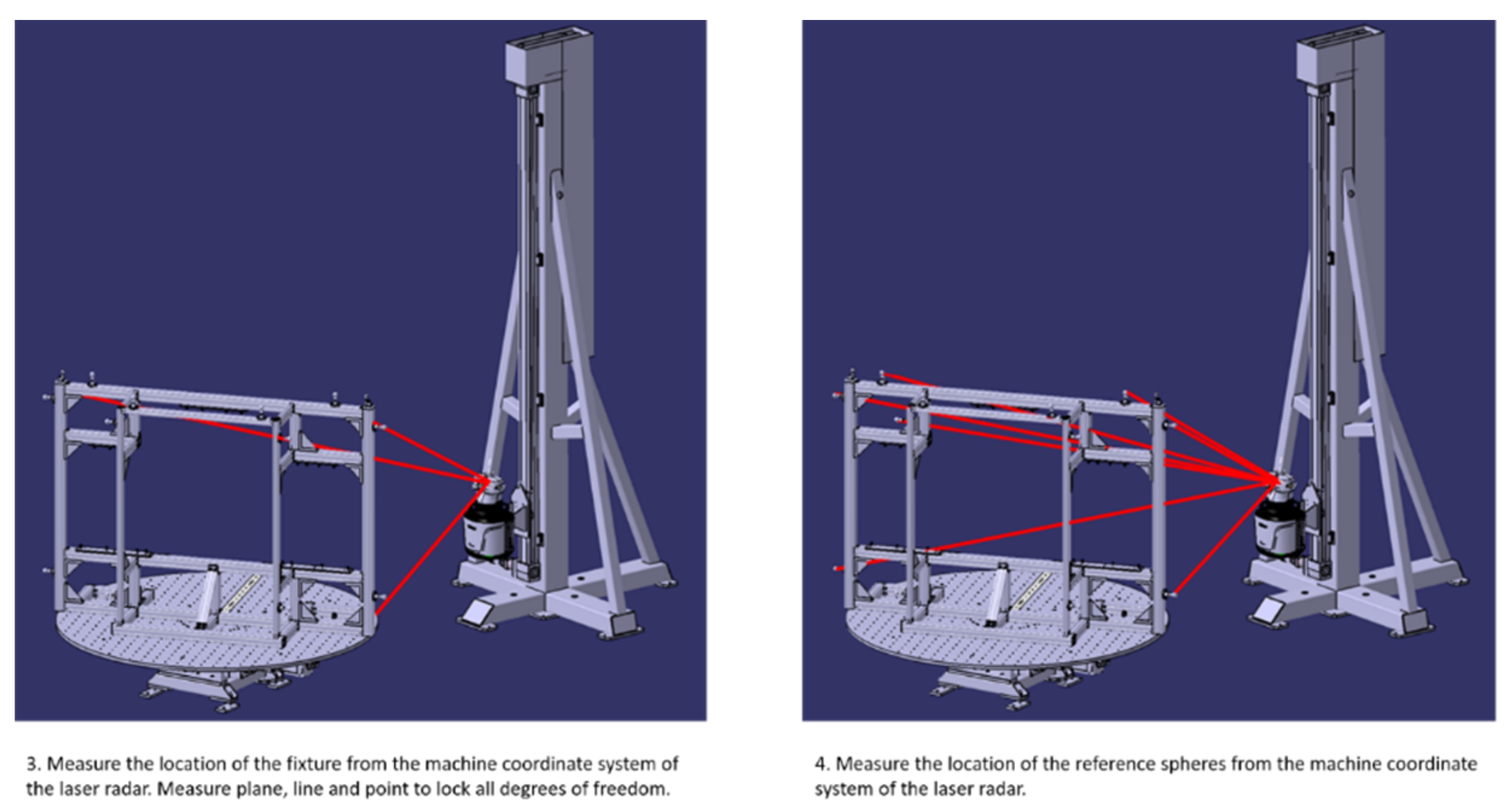
- 3.
- Measure the location of the fixture from the machine coordinate system of the laser radar. Measure the plane, line, and point to lock all degrees of freedom.
- 4.
- Measure the location of the reference spheres from the machine coordinate system of the laser radar.
- 5.
- Define and construct the physical and real linear axis transportation line:
- Drive the laser radar upwards to the 2-metre position.
- Measure the reference spheres for correct positioning against the position of the laser radar in the home position.
- Create points in the origin of the laser radar in the home position and in the position of 2 metres.
- Create a 3-metre-long line that starts at the point in the home position and that intersects the point that is located at the 2-metre position.
3.6. Development of Laser Radar Off-Line Programming and Simulation Capabilities
- Define the inspection task by breaking down product and process requirements to geometrical inspection features, e.g., a hole, a slot, on a part and subassembly level.
- Create parameterized inspection rules that define how a feature should be measured, i.e., number of surface points, distribution, coordinate and reference system, inclination angles.
- Perform dimensional feature accessibility analysis to find a set of LR configurations that can reach all inspection points with line-of-sight configurations.
- Plan by math-based algorithms for motion planning and combinatorial optimization of the collision free motions and sequence of the measurement equipment to visit each feature, and
- Generate the control code, e.g., a number of CSV files, consumed by 3rd party metrology software (the master program) to instruct the equipment to perform the actual dimensional measurements.
3.6.1. Initial Study and Development Work
3.6.2. Extended Study and Current State of the Work
- Automatically find feasible measurement configurations
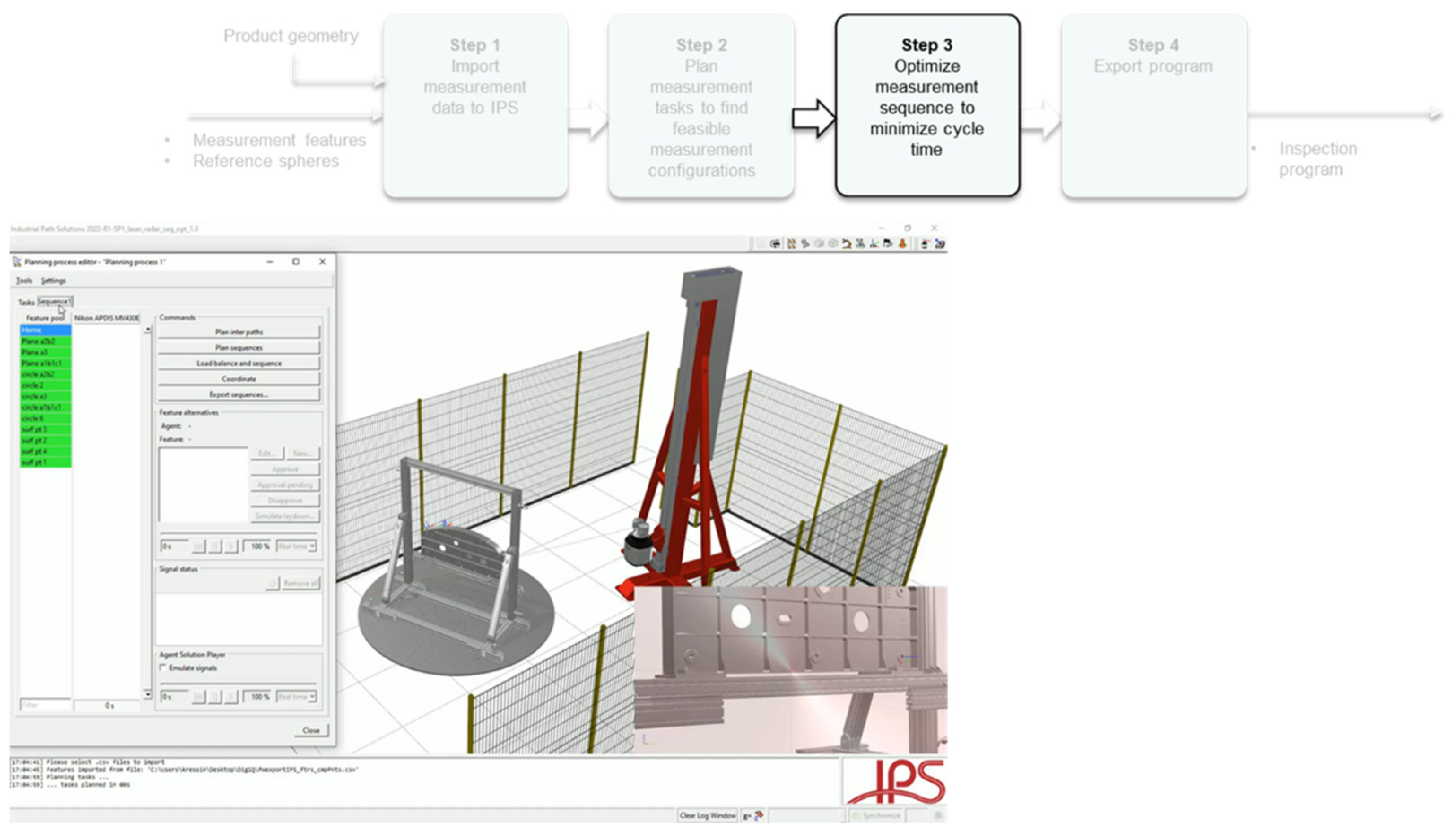
- Automatic sequence optimization to minimize cycle time
- Customizable code export
- Kinematically reachable.
- Collision-free (No direct problem in this application).
- An infrared laser beam ray can be cast from the laser radar to the feature without any obstacles in the way, i.e., verification and validation of the line-of-sight.
- The measurement angle towards the nominal axis of the feature (θ) must be within an allowed range; this is dependent on which geometrical feature is to be inspected.
- A certain number of reference spheres must be visible.
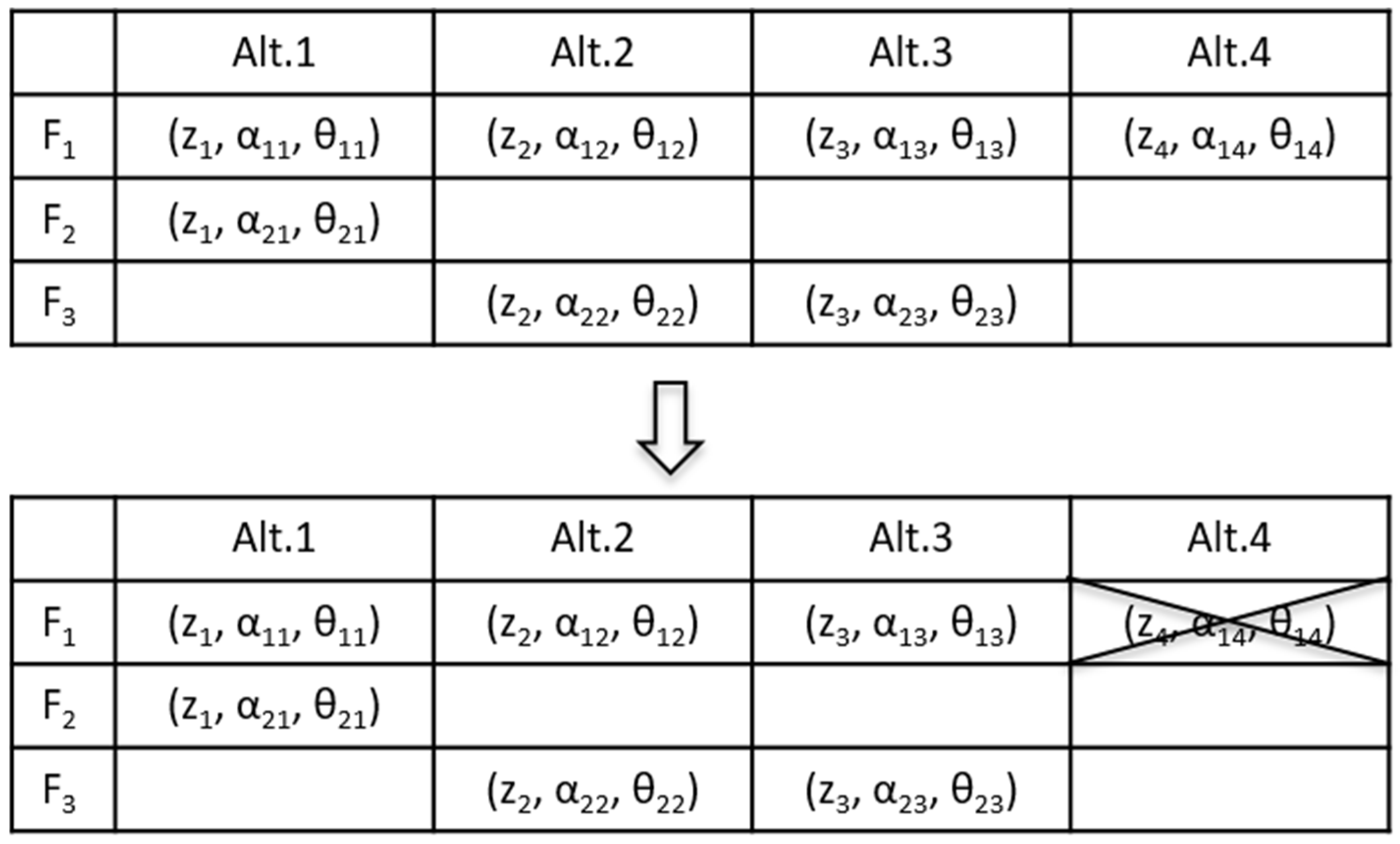
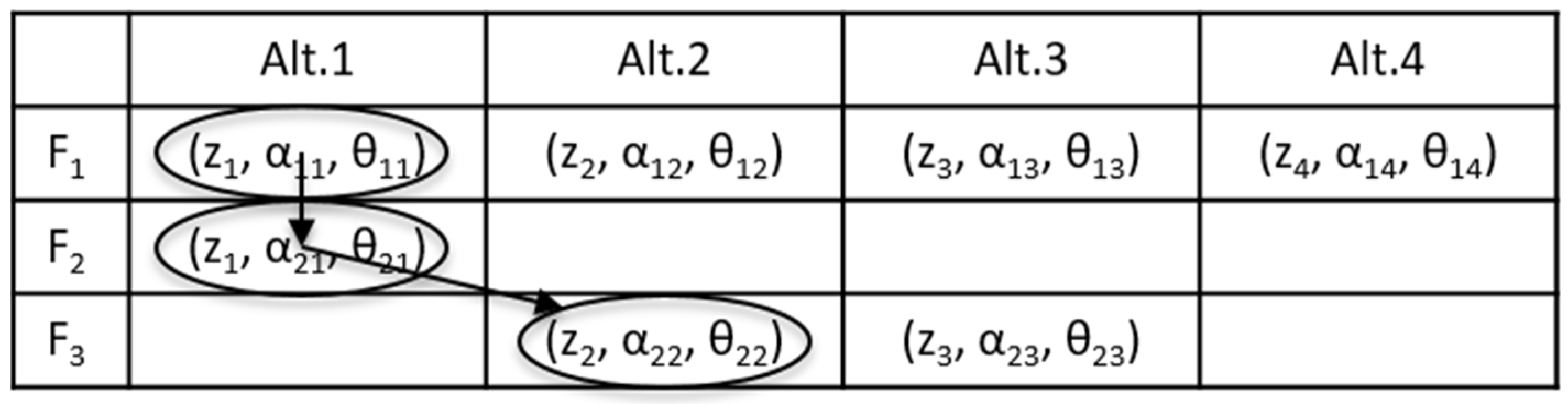
- Optimize the visiting order for all geometrical feature measurements
- Optimize configuration alternatives.
- Automatic path planning.
- Automatically add measurement of reference spheres each time the linear axis or turn table moves, i.e., repositioning of the LR unit, and/or linear axis and or the rotational table.
- ○
- Min and max number of spheres
- ○
- Possibly add criterion for measuring many spheres in first position, and re-measure the same spheres in the following positions.
- The program export is customized using scripts outside the IPS core.
- For N measurement positions, a total of (N+8) files are exported.
- The exported files are then passed on to another software, in this case to Polyworks Inspector, for program execution in the real station.
3.6.3. Verification and Validation of the Digitized Data and Information Workflow
- tgt = Reference target spheres
- Planes
- Circles
- Comparision points, i.e., surface points = surf pt
4. Results
5. Discussion
- Enhanced handling of measurement parameters for different dimensional features. Laser radar scanning parameters will be controlled through a novel script.
- How to export theoretical measurement uncertainty based on the virtual simulations and gathered virtual absolute distances from the laser radar to the measurement object, by using Equation (1), i.e.,
- Planning of tasks, i.e., more information about when a feature is infeasible if, for example, reference spheres cannot be observed or for other reasons.
- Planning of sequence, i.e., more information about which features are seen in each position. This could be solved partially by program export, but it would be beneficial to see in GUI (Graphical User Interface).
- Reference spheres
- ○
- Maximize volume between chosen spheres, or based on stability analysis
- ○
- Possibility to set measurement time for reference spheres.
- ○
- Possibility to optimize position of reference spheres. Currently possible in a semi-automatic way, by moving the spheres and then replanning.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
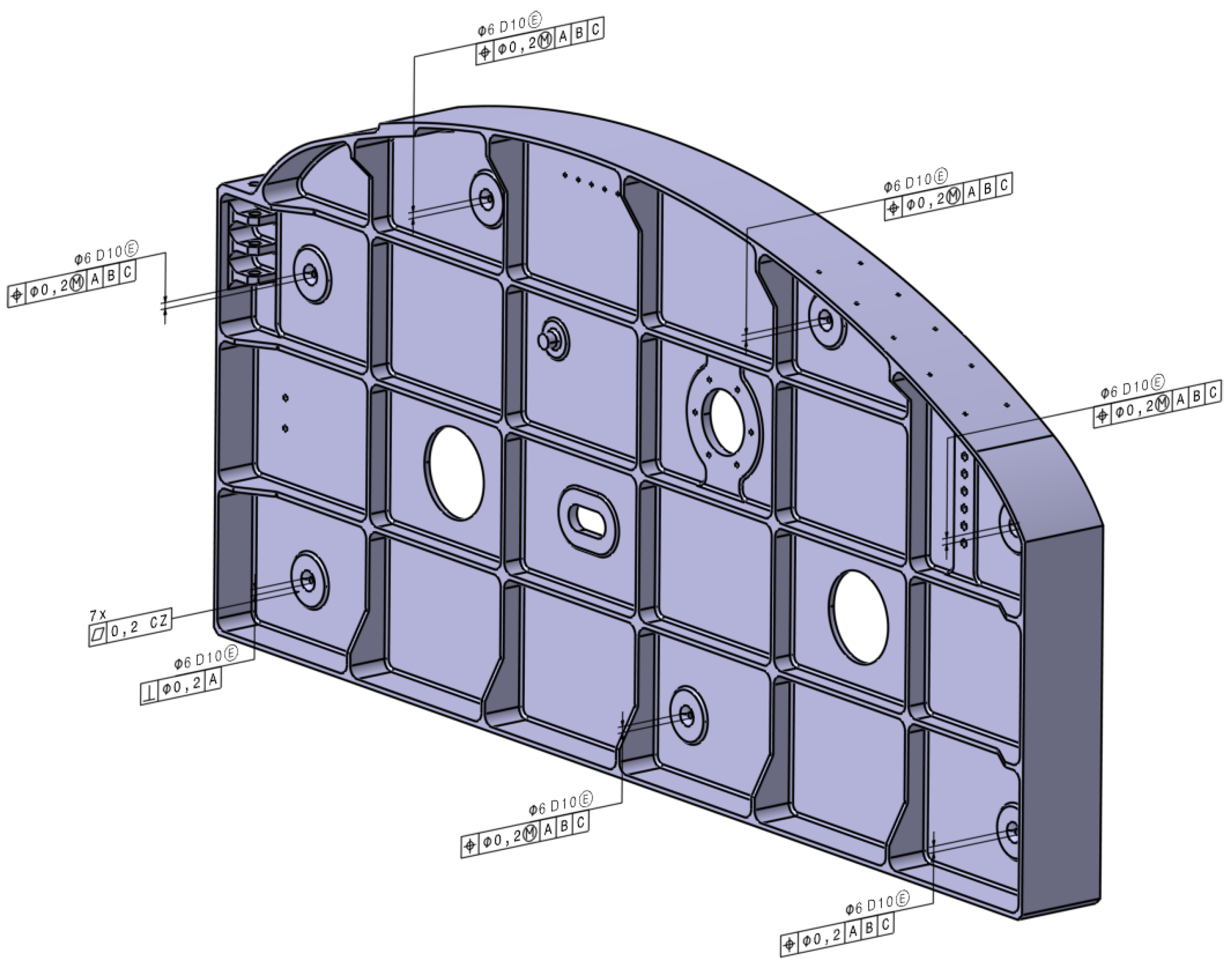
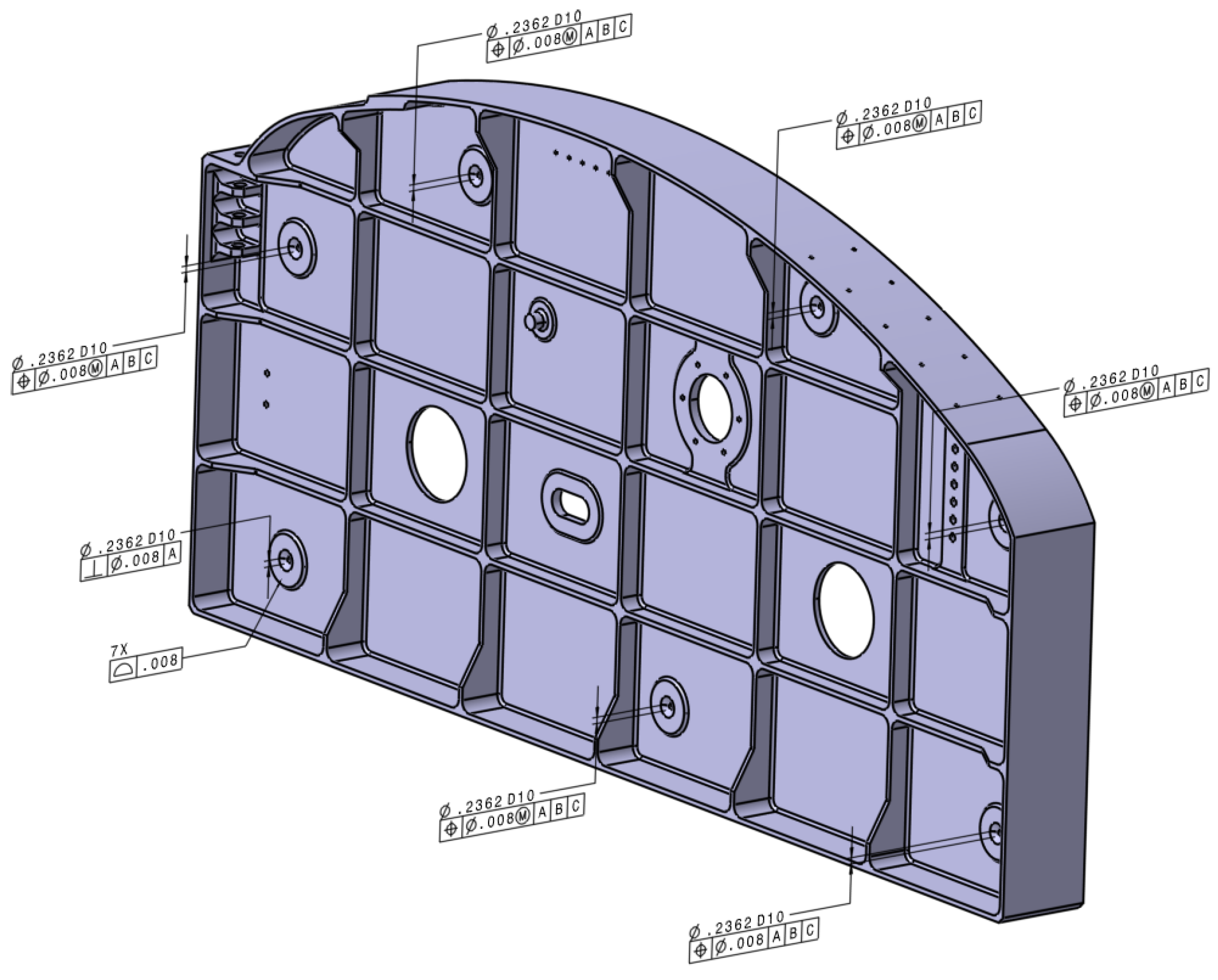
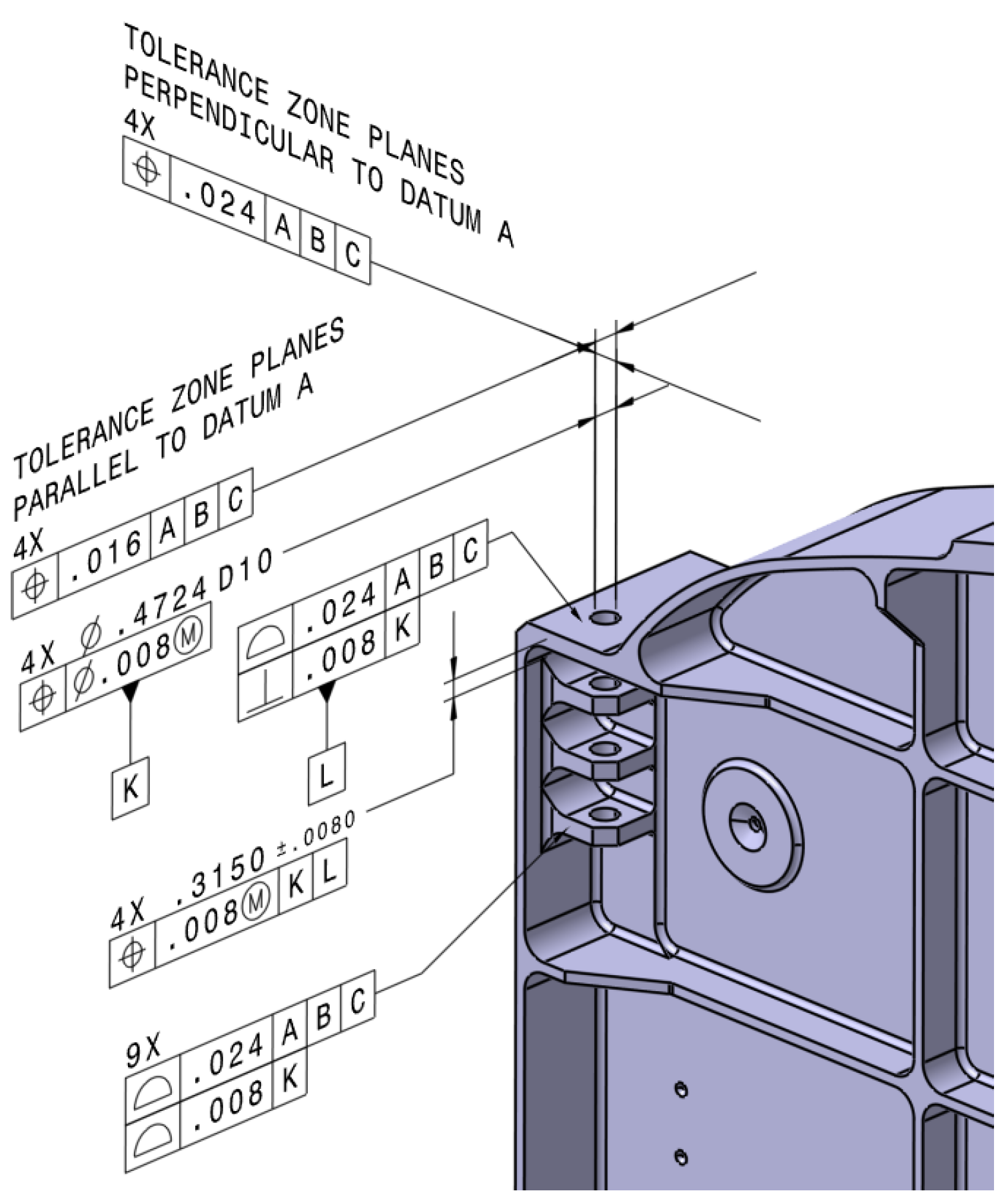
Appendix A.1. Toleranced Features
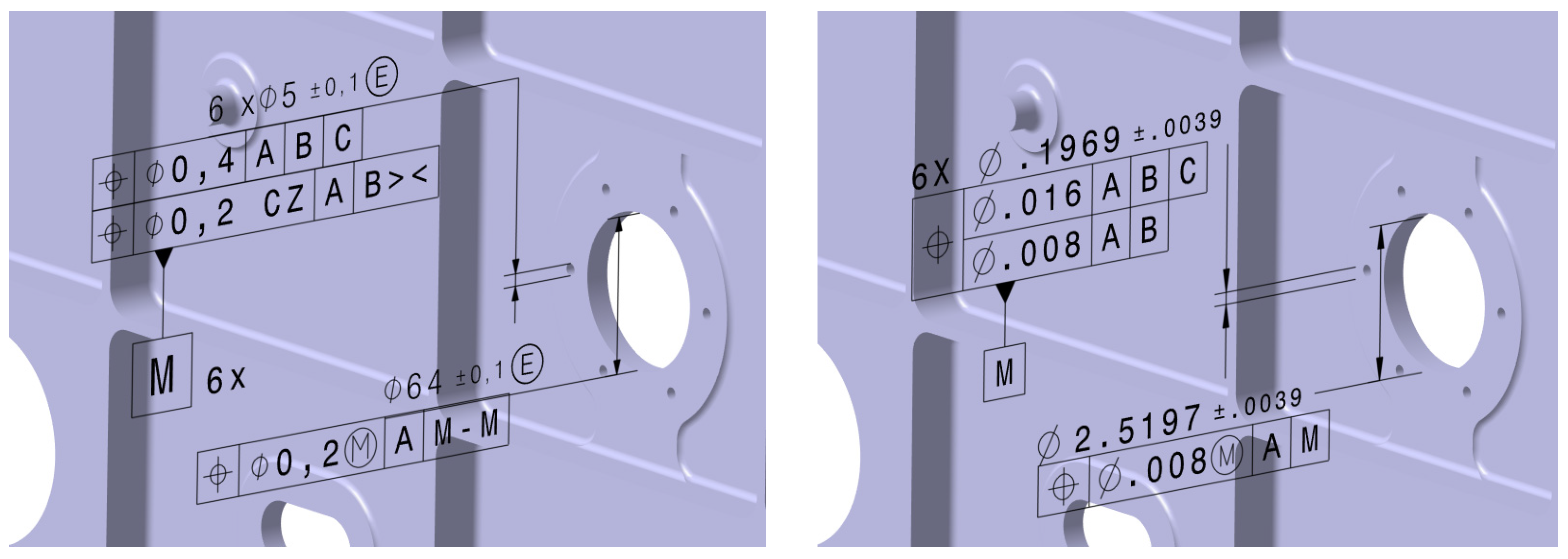
Appendix A.1.1. Tooling Interface


Appendix A.1.2. Web Cutouts


Appendix A.1.3. Hinge Line


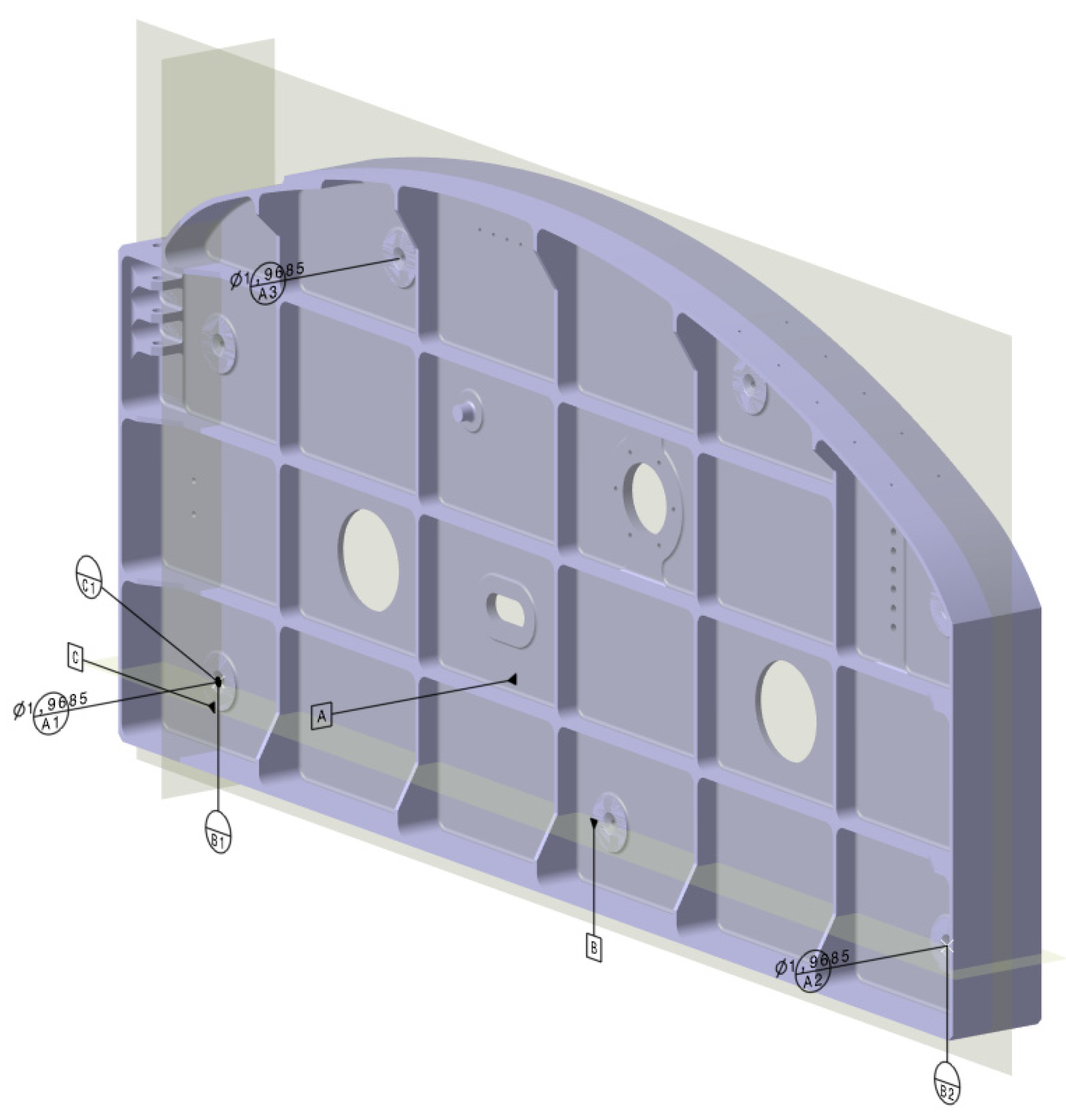
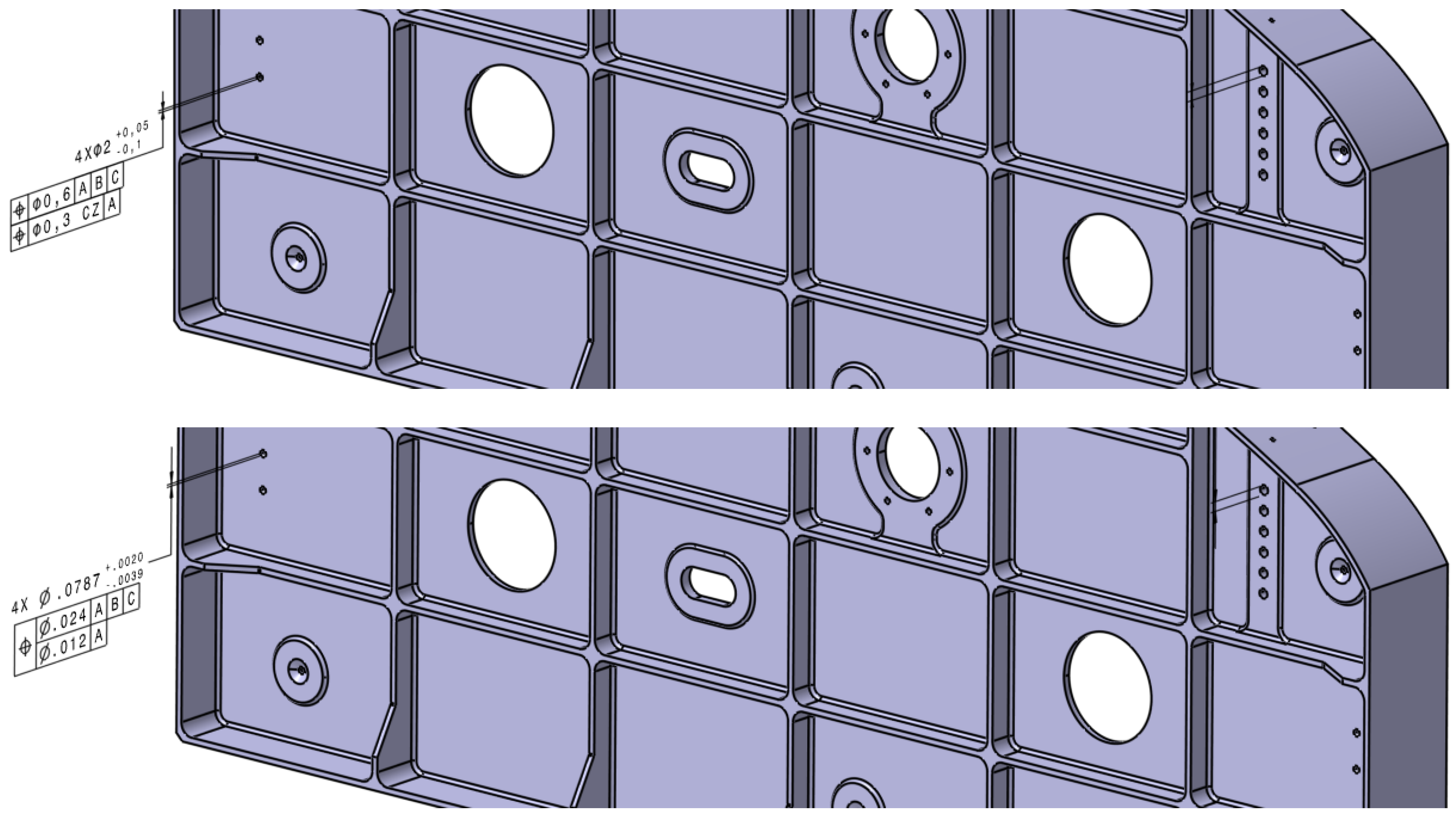
Appendix A.1.4. Flange Holes

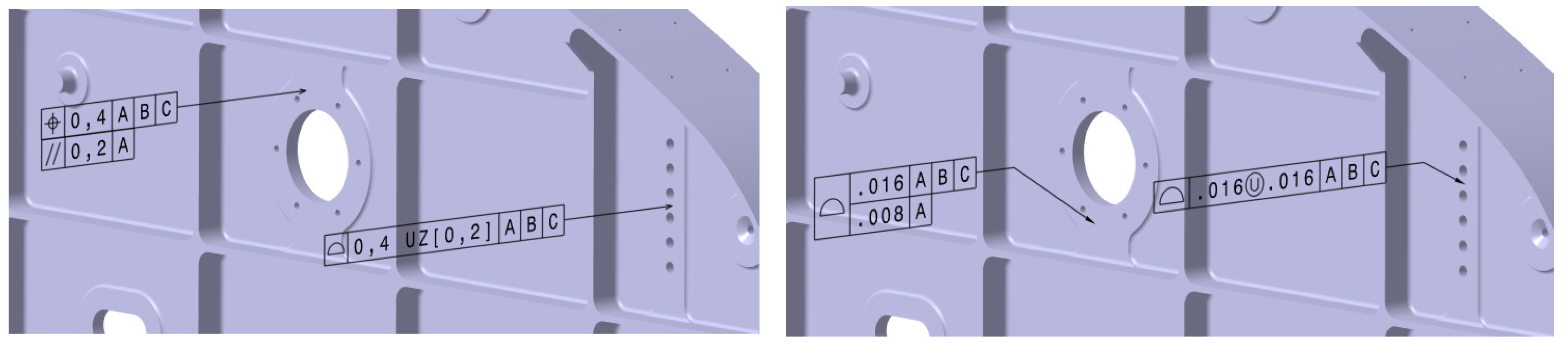
Appendix A.1.5. Satellite Hole Pattern

Appendix A.1.6. Wide Hole Pattern

Appendix A.1.7. Pin

Appendix A.1.8. Upper Flange

Appendix A.1.9. Aft Web Surfaces

References
- Information about the eT-7A Aircraft Program, Saab AB Homepage. 18 March 2022. Available online: https://www.saab.com/products/T-7A (accessed on 28 September 2022).
- John, A. Tirpak, Boeing Rolls out Production T-7A, First New Jet Trainer in 60 Years. Air Force Magazine. 28 April 2022. Available online: https://www.airforcemag.com/boeing-rolls-out-production-t-7a-first-new-jet-trainer-in-60-years/ (accessed on 28 January 2022).
- Nikon Metrology Products Homepage. 26 April 2022. Available online: https://www.nikonmetrology.com/en-gb/3d-metrology/large-volume-metrology-apdis-mv4x0 (accessed on 28 January 2022).
- Nikon, Automotive. 2021. Available online: https://industry.nikon.com/en-gb/blog/laser-radar-helps-automotive-manufacturers-push-the-accelerator/ (accessed on 28 January 2022).
- Metrology News, 25 May 2022, Laser Radar Heralds a Paradigm Shift In Automotive Metrology. Available online: https://metrology.news/laser-radar-heralds-a-paradigm-shift-in-automotive-metrology/ (accessed on 28 January 2022).
- Kiraci, E.; Franciosa, P.; Turley, G.A.; Olifent, A.; Attridge, A.; Williams, M.A. Moving towards in-line metrology: Evaluation of a Laser Radar system for in-line dimensional inspection for automotive assembly systems. Int. J. Adv. Manuf. Technol. 2017, 91, 69–78. [Google Scholar] [CrossRef] [Green Version]
- Vlaeyen, M.; Haitjema, H.; Dewulf, W. Uncertainty-Based Autonomous Path Planning for Laser Line Scanners. Metrology 2022, 2, 479–494. [Google Scholar] [CrossRef]
- Kortaberria, G.; Mutilba, U.; Gomez, S.; Ahmed, B. Three-Dimensional Point Cloud Task-Specific Uncertainty Assessment Based on ISO 15530-3 and ISO 15530-4 Technical Specifications and Model-Based Definition Strategy. Metrology 2022, 2, 394–413. [Google Scholar] [CrossRef]
- Salicone, S. New Frontiers in Measurement Uncertainty. Metrology 2022, 2, 495–498. [Google Scholar] [CrossRef]
- Information about the Gripen E Aircraft Program, Saab AB Homepage. 18 March 2022. Available online: https://www.saab.com/products/gripen-e-series (accessed on 28 January 2022).
- Vinnova Homepage, 18 March 2022, Digi-Q Research Project Information. Available online: https://www.vinnova.se/en/p/digital-quality-assurance-for-sustainable-industry/ (accessed on 28 January 2022).
- IPS (Industrial Path Solution) Homepage. Realize the Potential of the Virtual World. 18 March 2022. Available online: https://industrialpathsolutions.se/#top (accessed on 28 January 2022).
- IPS (Industrial Path Solution). Inspection Path Planner Homepage. 18 March 2022. Available online: https://industrialpathsolutions.se/ips-inspection-path-planner (accessed on 28 January 2022).
- Metrologic Group Homepage, i-Robot is Now Compatible with the Newest NIKON APDIS Laser Radar. 19 January 2021. Available online: https://www.metrologic.group/i-robot-is-now-compatible-with-the-newest-nikon-apdis-laser-radar/ (accessed on 28 January 2022).
- Jones, D.; Snider, C.; Nassehi, A.; Yon, J.; Hicks, B. Characterising the Digital Twin: A systematic literature review. CIRP J. Manuf. Sci. Technol. 2020, 29, 36–52. [Google Scholar] [CrossRef]
- Shao, G.; Helu, M. Framework for a digital twin in manufacturing: Scope and requirements. Manuf. Lett. 2020, 24, 105–107. [Google Scholar] [CrossRef] [PubMed]
- Maggiano, L. Manufacturing net. How Digital Twins for Metrology Enables Smart Manufacturing. 30 May 2018. Available online: https://www.manufacturing.net/operations/article/13228531/how-digital-twins-for-metrology-enables-smart-manufacturing (accessed on 28 January 2022).
- Metrology News. Digital Twins—More Than Just A Software Solution. 1 August 2022. Available online: https://metrology.news/digital-twins-more-than-just-a-software-solution/ (accessed on 1 August 2022).
- Maropoulos, P.; Guo, Y.; Jamshidi, J.; Cai, B. Large-volume metrology process models: A framework for integrating measurement with assembly planning. CIRP Ann. 2008, 57, 477–480. [Google Scholar] [CrossRef]
- Zhao, Y.F.; Xu, X.W.; Kramer, T.R.; Proctor, F.M.; Horst, J.A. Dimensional metrology interoperability and standardization in manufacturing systems. Comput. Stand. Interfaces 2011, 33, 541–555. [Google Scholar] [CrossRef]
- Zhao, Y.; Brown, R.; Kramer, T.R.; Xu, X. Information Modeling for Interoperable Dimensional Metrology; Springer: London, UK, 2011. [Google Scholar] [CrossRef]
- Salman, R.; Carlson, J.S.; Ekstedt, F.; Spensieri, D.; Torstensson, J.; Söderberg, R. An Industrially Validated CMM Inspection Process with Sequence Constraints. Procedia CIRP 2016, 44, 138–143. [Google Scholar] [CrossRef]
- The Traveling Salesman Problem (TSP) Explained by Using the Held–Karp Algorithm, Also Called Bellman–Held–Karp Algorithm. Available online: https://en.wikipedia.org/wiki/Held%E2%80%93Karp_algorithm (accessed on 28 January 2022).
- Popular Science Description of the TSP Explained. Available online: https://mathonweb.com/entrtain/tsp/t_tsp.htm (accessed on 28 January 2022).
- Goher, K.; Shehab, E.; Al-Ashaab, A. Model-Based Definition and Enterprise: State-of-the-art and future trends. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 2288–2299. [Google Scholar] [CrossRef]
- STEP AP242 Project Homepage. 23 December 2022. Available online: http://www.ap242.org/ (accessed on 20 December 2022).
- ISO Homepage. ISO23952:2020 Quality Information Framework (QIF). 23 December 2022. Available online: https://www.iso.org/standard/77461.html (accessed on 20 December 2022).
- Wärmefjord, K.; Söderberg, R.; Schleich, B.; Wang, H. Digital Twin for Variation Management: A General Framework and Identification of Industrial Challenges Related to the Implementation. Appl. Sci. 2020, 10, 3342. [Google Scholar] [CrossRef]
- Herzog, E.; Tingström, J.; Nordling Larsson, Å. Genesis—An Architectural Pattern for Federated PLM. In Proceedings of the 19th Annual Conference on Systems Engineering Research. Transdisciplinary Nature of SE: Impact on Traditional and Novel Applications, Virtual, 24–26 March 2022; Norwegian University of Science and Technology: Trondheim, Norway, 2022. [Google Scholar]
- ISO SMCC (Smart Manufacturing Coordinating Committee). Whitepaper, Publication Date November 2021, Edition 1. 28 March 2022. Available online: https://www.iso.org/files/live/sites/isoorg/files/store/en/PUB100459.pdfP (accessed on 20 December 2022).
- ISO 23247-1:2021, Automation Systems and Integration—Digital Twin Framework for Manufacturing—Part 1: Overview and General Principles. Available online: https://www.iso.org/standard/75066.html (accessed on 20 December 2022).
- Sohlenius, G. Systemic Nature of the Innovation Process in Industrial Production—Our Engine of Welfare. Forthcoming. Doctoral Thesis, Tampere University of Technology, Tampere, Finland, 2004. [Google Scholar]
- Bagge, M. An Approach for Systematic Process Planning of Gear Transmission Parts [Internet] [Licentiate Dissertation]. [Stockholm]: KTH; 2009. (Trita-IIP). Available online: http://urn.kb.se/resolve?urn=urn:nbn:se:kth:diva-9942 (accessed on 20 December 2022).
- Lindqvist, R. Geometrical and Dimensional Measurement Planning: A Systematic and Holistic Approach [Internet] [Licentiate Dissertation]. [Stockholm]: KTH Royal Institute of Technology; 2011. (Trita-IIP). Available online: http://urn.kb.se/resolve?urn=urn:nbn:se:kth:diva-42163 (accessed on 20 December 2022).
- Schleich, B.; Anwer, N.; Mathieu, L.; Wartzack, S. Shaping the digital twin for design and production engineering. CIRP Ann. 2017, 66, 141–144. [Google Scholar] [CrossRef]
- RD&T (Robust Design and Tolerancing) Homepage. 2 September 2022. Available online: http://rdnt.se/ (accessed on 28 September 2022).
- Cetol 6σ Homepage. 2 September 2022. Available online: https://www.sigmetrix.com/products/cetol-tolerance-analysis-software/ (accessed on 28 September 2022).
- InnovMetric Software Inc. PMI+Loop Computer Application. Available online: https://www.innovmetric.com/products/polyworks-pmi-loop (accessed on 28 September 2022).






































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product model/name: | MV430E |
| Range: | 0.5 m to 30 m |
| Data Rate: | 4000 Hz |
| Scanning Speed *: | 1000 pts/s, 1 s/cm2 |
| Feature Measurement: | Enhanced Feature Scan ** |
| Vibration Measurement: | 2000 Hz Maximum: 1 µm/m sensitivity |
| Environmental: | IP54 |
| Range | Azimuth | Elevation | |
|---|---|---|---|
| Working limit: | 0.5 m to 30 m | ±180° | ±45° |
| Accuracy (MPE): | 20 µm + 5 µm/m | 13.6 µm/m | |
| Average range (m) | 0.5 | 1 | 2 | 5 | 10 | 20 | 30 |
| MPE (µm) * | 33 | 40 | 57 | 115 | 216 | 420 | 625 |
| Typical (µm) **: | 17 | 20 | 28 | 58 | 108 | 210 | 313 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lindqvist, R.P.; Strand, D.; Nilsson, M.; Collins, V.; Torstensson, J.; Kressin, J.; Spensieri, D.; Archenti, A. 3D Model-Based Large-Volume Metrology Supporting Smart Manufacturing and Digital Twin Concepts. Metrology 2023, 3, 29-64. https://doi.org/10.3390/metrology3010002
Lindqvist RP, Strand D, Nilsson M, Collins V, Torstensson J, Kressin J, Spensieri D, Archenti A. 3D Model-Based Large-Volume Metrology Supporting Smart Manufacturing and Digital Twin Concepts. Metrology. 2023; 3(1):29-64. https://doi.org/10.3390/metrology3010002
Chicago/Turabian StyleLindqvist, Richard P., Daniel Strand, Mikael Nilsson, Victor Collins, Johan Torstensson, Jonas Kressin, Domenico Spensieri, and Andreas Archenti. 2023. "3D Model-Based Large-Volume Metrology Supporting Smart Manufacturing and Digital Twin Concepts" Metrology 3, no. 1: 29-64. https://doi.org/10.3390/metrology3010002