In 2005, the worldwide production of different types of glass was about 130 million tons; the three largest producers were the European Union with about 33 million tons, followed by China with 32 million tons and the USA with 20 million tons [
9]. The overall quantity of glass produced in the world has not increased significantly in the last decade, since in 2020, a paper estimated the global production to be still around 130 million tons [
10]. Europe is still the world’s largest producer of glass with plants producing different types of glass products. Currently, more than 35 million tons of glass are produced each year and consequently, more than 10 million tons of CO
2 are emitted [
11]. Glass Alliance declared 39.53 million tons were produced by all sectors in Europe27 + the United Kingdom in 2022. The number of employees for all sectors in 2022 was 181.500, including the processor sector (companies that transform raw flat glass into insulating windows, architectural and structural units, laminated and toughened glass, etc.) [
12]. In the European Union, Italy is the second largest producer of glass after Germany.
It is important to specify that, for most sectors of origin (obviously excluding extreme cases of special glass such as glass for the conditioning of hazardous or nuclear waste, and the like), glass waste is hardly considered an environmental issue; on the contrary, it is a precious secondary resource. Since glass, being a permanent material, is 100% recyclable countless times, glass cullet (after a pre-treatment that removes impurities coming from non-idealities in post-consumer collection logistics) can typically be returned to the production cycle, in the melting furnace. This is particularly important and extensively exploited for the hollow and flat glass, or glass wool sectors, because it has the advantage, as reported below, of reducing energy consumption and avoiding CO
2 emissions from chemical reactions of carbonate raw materials. Alternatively, glass waste can be downcycled to applications that are still environmentally very positive such as the filling of roadbeds [
13] or for the production of geopolymers [
14].
2.1. The Container Glass Sector
The hollow glass sector is a primary industry, with products sold to other industries (B2B—business to business); glass products are sold to other companies that use them as packaging for their goods, e.g., consumer products such as wine, beer and food, or more valuable goods like perfumes, cosmetics and pharmaceuticals. Glass production is a capital-intensive activity: only large companies with large capital reserves can enter into the market. There is a long investment cycle: container glass furnaces can last up to 15 or more years; after this period, a partial or complete reconstruction of the structure is required. A simple furnace reconstruction can cost around EUR 3–5 million (for a furnace that can produce 250 tons/day); the construction of the entire industrial site dimensioned for a 200 tons/day production, costs around EUR 40–50 million.
In the European Union, the container glass sector is the largest among the various glass sectors, with more than 50–60% of total production. The term “container” refers to all packaging containers: bottles (about 75% of the market, considering tons sold), food jars (20% of the market), and containers for perfumes, cosmetics, and the pharmaceutical and technical sectors (5% of the market). In 2005, production in the European Union-25 was 20 million tons. A single production site typically produces around 300–600 tons per day. Glass Alliance declared 24.50 million tons for the container sector in 2022, produced in Europe27 + the United Kingdom [
12].
Although exposed to international competition, especially for alternative materials like plastic or aluminum, the hollow glass industry is typically characterized by a short-range market with the production sites strategically positioned “close” to their largest customers; except for the perfume sector, most of the products are sold within 500 km from the production site. This is due to the high cost of transporting empty containers, linked mainly to the high specific weight of the material; sales prices would not otherwise compensate for such transport costs because of this, imports and exports of empty bottles tend to be limited, unlike glass packaged goods, which are exported in large quantities because of the high added value of their content.
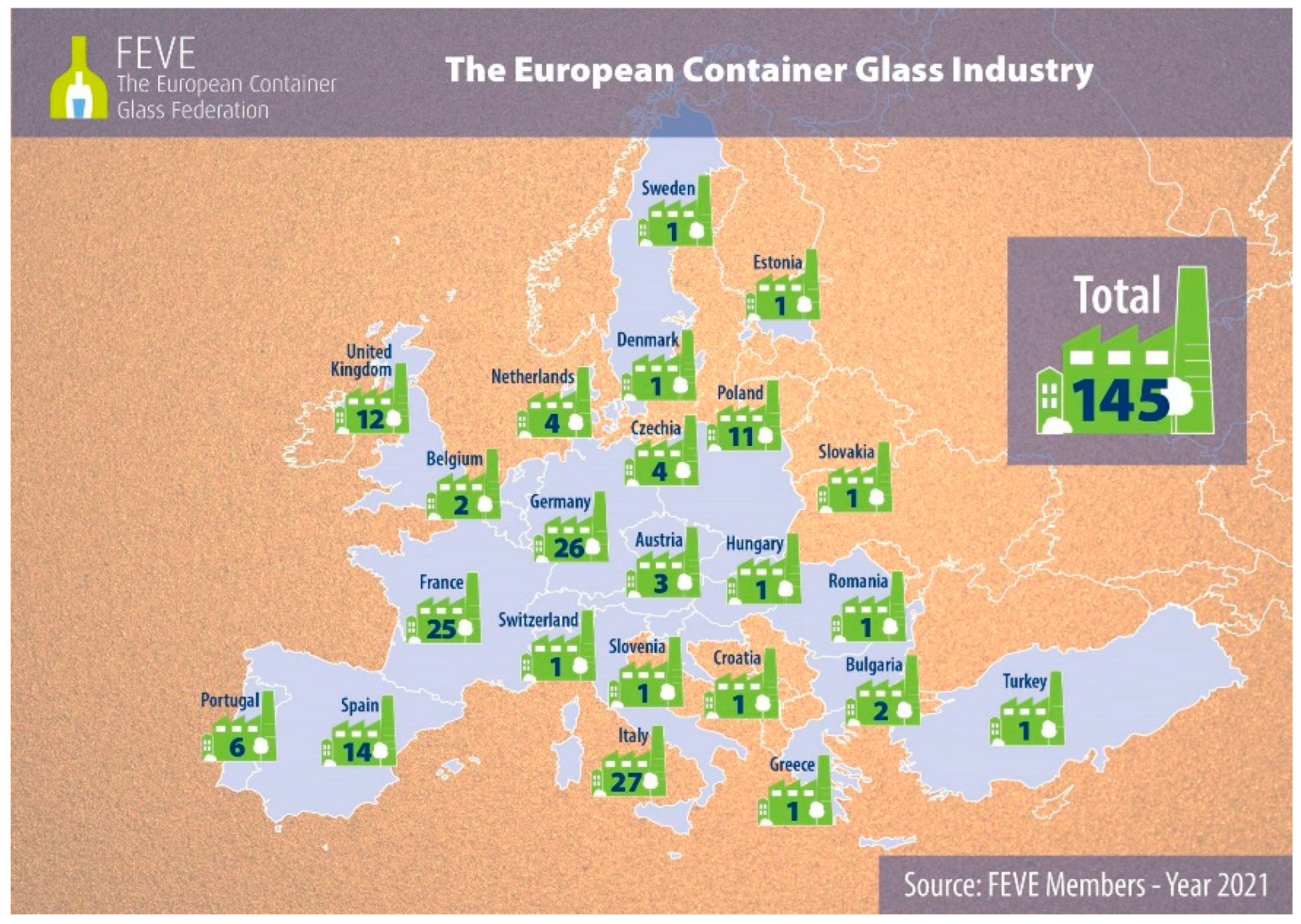
In Europe, there are currently 145 glass production sites for container glass; the highest number of factories is located in Italy, with 27 plants, as shown in
Figure 1 [
15].
European manufacturers of glass containers for food and beverages, and bottles for perfumery, cosmetics and pharmaceutical markets—members of the European Federation of Glass for Containers (FEVE)—produce 22 million tons, equivalent to over 80 billion containers per year. Their almost 150 production plants are located in 23 European countries. They generate 125,000 jobs across Europe of which 44,000 are direct jobs in the glass industry. For each direct job, 1.9 indirect jobs are created. Glass production generates about 6100 jobs per million tons of glass produced. The industry invests around 610 million euros each year to decarbonize its plants. The European hollow glass industry emits about 11 million tons of CO2 annually out of the total 2 billion tons declared with the European Emissions Trading System, representing 0.5% of all European CO2 emissions.
The glass production process begins with the preparation of the batch mixture, consisting of:
a mixture of virgin raw materials consisting of quarry minerals (silica sand, feldspar sand, dolomite, marble) and inorganic chemical synthesis products (soda Solvay, sodium sulfate);
glass cullet, partly from the plant’s quality control-rejected production (internal cullet), partly purchased from external suppliers, that acquire raw glass waste coming from the separate collection of municipal solid waste (which cannot be recycled directly in glass plants) and then the main contaminants are removed, such as fragments of ceramics, plastics, metals, lead glass, glass ceramics, etc., in dedicated treatment plants, thus producing a secondary raw material called “furnace ready” cullet.
For both the hollow and flat glass sectors, the so-called soda lime silicate glass is produced.
Table 1 gives typical ranges for the various components of its chemical composition, expressed as constituent oxides. Knowing the yield factor, which is the ratio between the weight of the produced glass and the weight of the raw materials and cullet mixture, whose value is lower than 1 due to the release of CO
2 from some raw materials (namely soda ash, limestone and dolomite) through the chemical reactions that take place in the melting phase, it is possible to obtain the precise composition for the particular cases [
16].
The compositions in terms of element weight percentages, limited to flat glass, are shown in
Table 2.
The mixture of minerals and cullet is called “batch” and is prepared on-site in large mixers. It is distinguished between “raw batch”, meaning the mixture of only virgin raw materials, and “mixed batch” when it also includes cullet. The batch can be humidified with water or caustic soda to reduce particle segregation during transport via conveyor belts from the mixer to the furnace. The batch preparation is an all-electric phase that consumes about 4 percent of the total energy required by the plant [
18]. In the melting phase, the batch is fed into the so-called melting tank. There, temperatures over 1500 °C are reached by burning fuel and using electric boosting via electrodes submerged in the melt. After the mixture is melted and homogenized, the refining phase takes place (elimination of the gas bubbles trapped inside the melt). The final molten glass comes out of the furnace at a temperature of around 1350 °C from a submerged duct called the “throat”, which connects the melting basin with the “working-end” (or forehearth).
The working end has the task of pre-conditioning the glass before it enters the channels: the molten glass is cooled gradually and homogeneously to achieve the correct working viscosity. To ensure an optimal gradient, the glass temperature is detected with special immersion probes, connected to the automatic regulation system, and several small burners are installed along the walls of the forehearth; submerged electrodes are sometimes also used for heating purposes. Like the working end, channels and feeders are also equipped with burners for heating and air-cooling systems (chimneys with adjustable dampers, fans for forced cooling, etc.) for cooling. In the terminal part of the channels, the system responsible for the formation of the glass gobs is installed, and suspended from above. It consists of a pair of concentric cylindrical components called the tube and plunger, made in refractory material, immersed in the glass bath: the tube is a rotating cylinder driven by an electric motor, which mechanically stirs the molten glass near the outlet orifice (called the spout), making the temperature profile homogeneous; the plungers are refractory punches (one per spout) pushing/extruding the vitreous mass through one or more spouts at the base of the channel. Below the spout, the glass gob is cut by mechanically driven metal shears. The forming process can be blow–blow or press–blow. Currently, the most commonly used automatic forming machines are of the IS type (with independent “individual sections”). The manufacturing process for a single section and each gob in the blow–blow case can be outlined as follows:
The gob is cut from the shears and falls into the gob distributor, the lubro-refrigerated system that directs the drops to almost zero friction towards the various sections of the forming machine;
The drop falls by gravity to the bottom of the mold;
During settling time, the container mouth/finish is formed;
A punch opens a first small cavity inside the mouth, then retracts, and compressed air is blown inside, thus forming the blank by blowing;
The blank mold opens and the blank is transferred by overturning to the finishing mold;
The finishing mold closes, the blank undergoes temperature homogenization and the blowing head is positioned;
The blank is blown with compressed air until the final shape is obtained;
The mold opens and the container is placed by push-outs onto the exit conveyor.
The blank and the finishing mold are cooled with forced air from a dedicated fan system. To prevent the glass from sticking to the molds, the molds are generally lubricated using an oxyacetylene flame in oxygen defect, which develops carbon black on the contact surface; if necessary, the molds can also be manually lubricated with graphite oil using specific swabbing tools.
Subsequently, the containers undergo a hot-end treatment, annealing and a cold-end treatment: the still red, hot hollow glass products formed by the IS machines pass first through the hot treatment hood. Here, they are invested by a spray of SnCl4 or mono-butyl-tin–tri-chloride, to cover the outer surfaces with a thin film of SnO clusters. It acts as a “primer of adhesion” for the protective anti-friction treatment (cold treatment), deposited later. The hot-end-treated products are then fed by a cross-conveyor inside the annealing tunnel (or lehr), where they are kept for an appropriate period at a temperature regime sufficient to relax the thermal stresses generated by the inhomogeneous and sudden cooling imparted by the molds. Then, they are allowed to cool in a controlled manner up to about 100 °C, the temperature at which they exit the tunnel. The annealing furnace is divided into zones, each one characterized by a specific temperature. The section with the highest temperature is located at the entrance. The annealing furnace is heated by natural gas combustion. Depending on the furnace, the burners are blown air or venturi type. The oxidizing air is taken directly from the working environment. The combustion gases leaving the annealing furnace are dispersed in the environment.
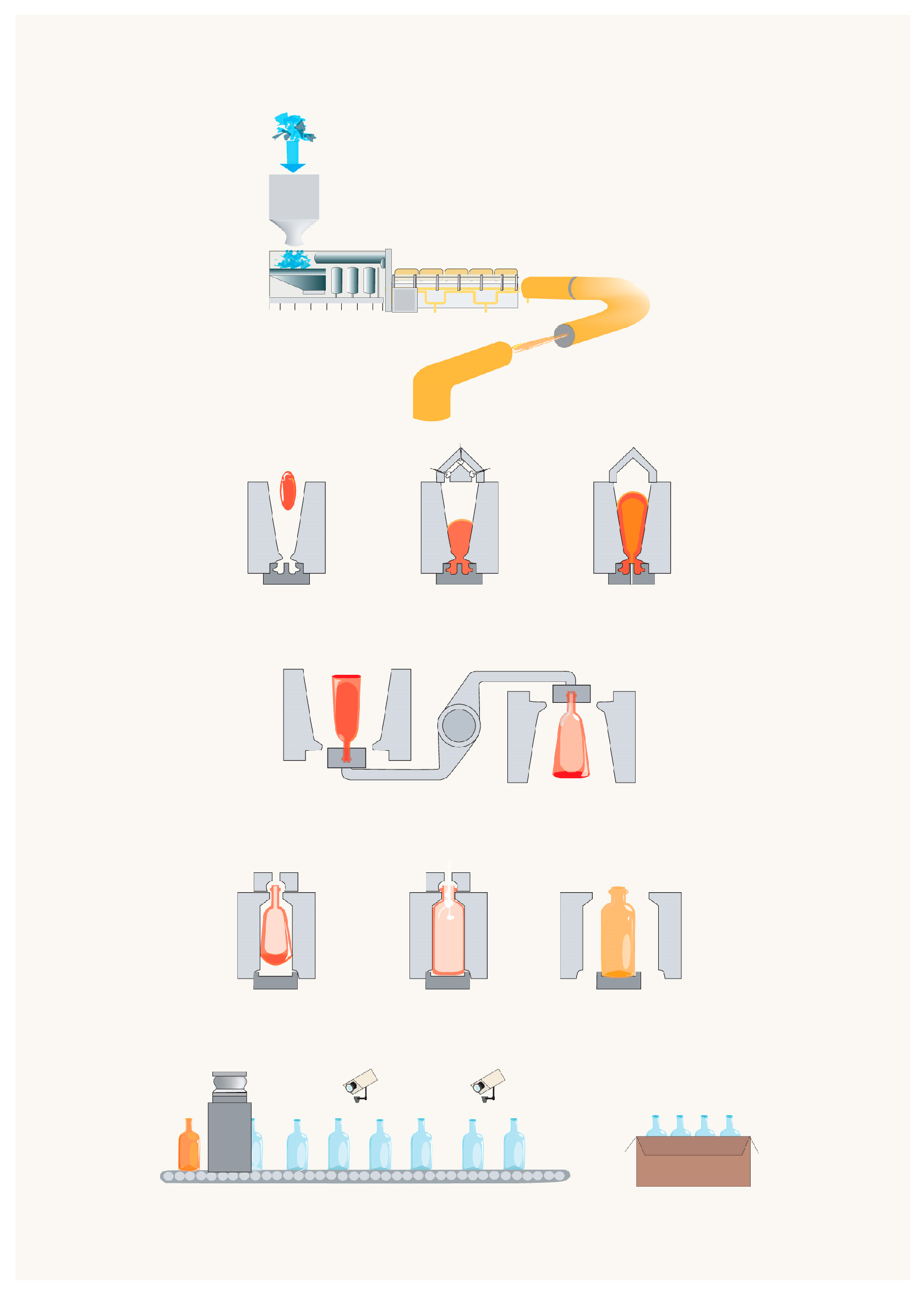
Downstream of the annealing lehr exit, auxiliary cooling fans are installed. Then, the external surfaces of the products are sprayed with an aqueous dispersion of an organic compound (usually polyethylene derivatives), called cold end treatment It clings to the clusters of SnO deposited by the hot treatment and forms an anti-friction film; it has the function of reducing the friction between the products (or with foreign surfaces) in the subsequent stages of the life of the container, with the ultimate aim of preserving the surfaces as much as possible from scratches and cracks, which would impair their mechanical strength. When the product is cold, an accurate automatic in-line quality control is carried out to verify the conformity of the container to the product specifications. The containers not considered suitable are eliminated from the line and consequently recycled in the same production process, to be re-molten as internal cullet. In the end, products are packaged and stored. The process is schematized in
Figure 2.
According to data extracted from energy diagnosis by ENEA [
19], the process energy consumption is divided as follows:
Preparation of the batch mixture: <5%.
Melting: >60%.
Fabrication (working end, conditioning channels, forming, hot end treatment, annealing and cold end treatment): >10%.
Final phases: <5%
Auxiliary services (compressors, fans, pumps, chillers, pollution control system, etc.): >10%
General services (lighting, winter heating, summer cooling, etc.) <5%.
It is evident how, in order to decarbonize the process, it is necessary to focus on the melting phase, more precisely on the melting furnace.








{kind=link}
{kind=link}
{kind=link}
{kind=link}