1. Introduction
Hospital-acquired infections (HAIs) have a tremendous economic and social impact nowadays due to loss of jobs and their elevated costs for health care. In 2016, USD 7.2 to 14.9 billion were spent on HAIs in the United States. Surgical site infections and infections with
Clostridioides difficile accounted for 79% of the cost of HAIs [
1]. The main microorganisms associated with HAIs are
Escherichia coli,
Staphylococcus aureus,
Enterococcus spp.,
Pseudomonas aeruginosa,
Klebsiella spp., and
Clostridioides difficile, among others. Meanwhile, their prevalence over time remains almost constant [
2]. Sanitization of medical personnel is one of the main strategies to reduce the incidence of HAIs. Another strategy is to provide effective and low-cost barriers that prevent the proliferation of pathogenic microorganisms in hospital environments, such as in coatings for walls, equipment surfaces, and clothing [
3]. Reusable and disposable textile clothing is the front barrier for medical personnel, where the incorporation of antimicrobial agents hinders the accumulation of pathogenic microorganisms, resulting in antimicrobial textiles.
Tanasa et al. have identified four large groups of antimicrobial textiles. They were identified as textiles with (i) antimicrobial functionality, (ii) antimicrobial polysaccharides, (iii) antimicrobial metallic nanoparticles, and (iv) antimicrobial synthetic compounds [
4]. However, considering their antimicrobial effectiveness and mechanisms of action, as well as their toxicity versus tolerance, textiles with antimicrobial functionality can be divided into several classes [
5]: (i) biostats, biocides (antibacterial, antifungal, antiviral), barriers, and antibiofilm; (ii) textiles with bound or leaching antimicrobial finishing; (iii) textiles made of natural or synthetic fibers or blends; (iv) textiles able to release compounds with biological activity; and (v) wearables and washing-resistant textiles.
Of particular interest is the use of antimicrobial metallic nanoparticles such as silver (AgNP), gold (AuNP), copper (CuNP), zinc (ZnNP), titanium (TiNP), and its oxides, as well as graphene to combat most common and proliferating pathogens in hospital environments resulting in HAIs. These nanoparticles stand out due to the high levels of effectiveness shown even at very low concentrations [
6,
7,
8,
9,
10,
11,
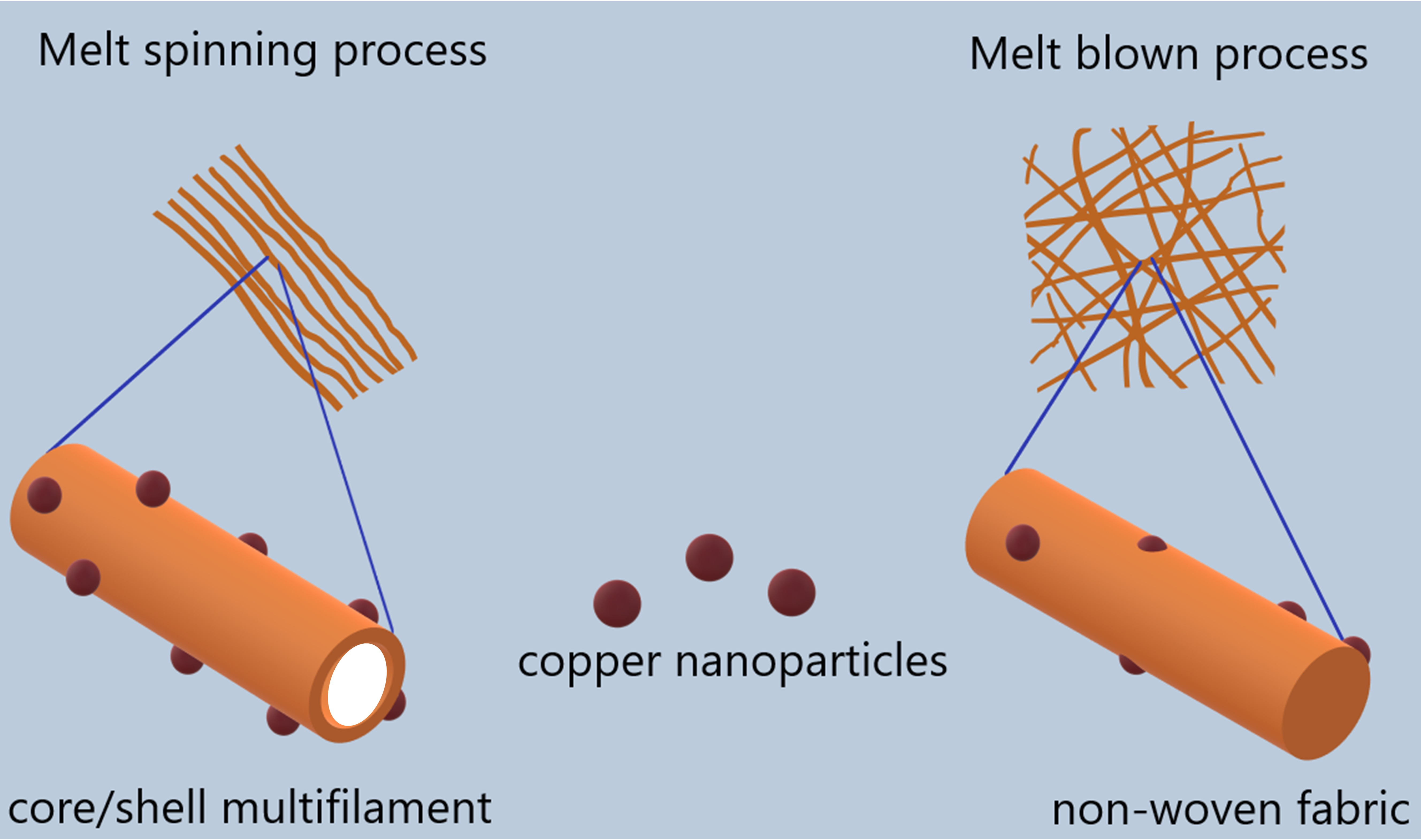
12]. Metallic nanoparticles can be incorporated or impregnated into fibers (either filaments of non-woven fabrics) to produce antimicrobial fibers. Textile filaments from synthetic polymers such as polyester (usually polyethylene terephthalate, PET) can be produced industrially through melt-spinning, while non-woven fabrics (NWFs) of the same can be fabricated by means of melt-blowing. It is well-known that other processes can result in filaments and NWF, but they are outside of the scope of this study.
With the growing demand for personal protective equipment (PPE) in the face of the pandemic events caused by SARS-CoV-2, the opportunity arises to develop materials with characteristics such as antimicrobial, antiviral, antifungal activity, etc. Zhou et al. used a kind of Cu
2O and Cu
2O@ZrP micro-nanocomposite by loading Cu
2O onto ZrP nanoflakes through an in situ polymerization method, and Cu
2O@ZrP composite could be successfully and uniformly integrated into PET fibers, presenting highly enhanced mechanical properties and antibacterial activities against
E. coli,
S. aureus, and
C. albicans compared to its control sample obtained by the melt-blending method. In addition, the dispersion of nano-Cu
2O@ZrP in the corresponding fabricated PET matrix was also compared and discussed in detail. The integration of Cu
2O and its nanohybrids through the in situ polymerization method yields high antibacterial activity at low contents such as 0.2 and 0.4%
w/
w. As is well known, Cu oxides possess higher antibacterial activity than their metallic counterparts. In addition, the integration within the layered structure of ZrP enhances the dispersibility in the fibers obtained [
13].
Zhu et al. prepared an antimicrobial PET masterbatch using a magnesium-based antimicrobial agent (MAA, MgO) as the functional material by melt-blending. A kind of antimicrobial fabric was prepared using PET masterbatch and pure PET resin by high-speed melt-spinning and weaving technology with contents of 1, 2, 3, 4, and 5%
w/
w of MAA. A series of techniques was used to characterize the fibers and fabrics, and the antimicrobial property of the fabrics was tested against
E. coli,
S. aureus,
C. albicans, and
A. niger using the alive-microorganisms-counting method. Additionally, the physico-mechanical properties of fabrics were also tested, and the antimicrobial properties, after washing, were found to diminish very slowly after 50 cycles [
14].
Yeo and Jeong prepared continuous bi-component core–shell fibers using a melt-spinning method with polypropylene and silver nanoparticles. The melt-spun fibers were characterized using different techniques. The antibacterial effect was evaluated by the AATCC 100 test. The DSC thermograms and X-ray diffraction intensity pattern results indicated that the crystallinity of polypropylene, including silver nanoparticles, decreased slightly compared with that of pure polypropylene fibers. SEM micrographs showed that the average diameter of the silver nanoparticles was approximately 30 nm, and that some particles had aggregated. The fibers contained silver in the central part (core) and did not show antibacterial effects. However, the silver fibers added to the shell part showed excellent antibacterial effects against different bacteria using concentrations of 0.3 and 5%
w/
w [
15].
Other studies have dealt with polymer fibers containing metal nanoparticles. However, the authors have focused on processability and physical properties rather than antimicrobial properties in these cases. Guerra et al. prepared potential antimicrobial PET-AgNP nanocomposite filaments for textile applications, incorporating AgNP in a PET matrix at different concentrations by extruding the PET resin with specific amounts of a 10% (
w/
w) AgNP/PET masterbatch. Then, rheological characterization was carried out, and filaments were produced for mechanical, optical, and thermal analyses. Incorporating up to 0.20% (
w/
w) of AgNP in the polymeric matrix did not significantly alter the overall properties of the PET nanocomposites. Beyond this quantity, the processability of the polymeric nanocomposite for forming filaments was compromised [
16].
Meanwhile, Guzman et al. described the preparation and characterization of a bactericidal synthetic fiber composed of recycled polyethylene terephthalate (rPET) and CuNP through an extrusion process using triethylene glycol as a solvent, which allowed for mixture to be fluidized through the extruder. The degree of dispersion of the nanoparticles in the PET matrix was studied using X-ray diffraction and scanning electron microscopy. X-ray fluorescence was used to demonstrate the presence of copper in the polymer matrix of the fiber. At the same time, the mechanical properties of the obtained fiber were evaluated [
17].
On the other hand, non-woven fabrics have found many applications due to their intrinsic properties like filtration, absorbency/repellent, antimicrobial/antiviral, lightweight, pore size control, and thermal/acoustic insulation, among others. However, some of these properties require additives, usually applied externally or on the finished product, to reduce the additive content use. The need to wear a face mask in public spaces was implemented during the 2019 coronavirus pandemic to lower infections between populations. Different approaches were tested to increase the effectiveness of these products from a scientific and industrial point of view.
One study by Abazari et al. aimed to impregnate the masks with silver nanoparticles through a sonochemical treatment. Therefore, the polypropylene NWF substrates were treated at different sonication times and AgNP concentrations. Different parameters, such as AgNP release, filtration efficiency, pressure drop, electrical conductivity, and antibacterial activity against
E. coli and
S. aureus, were evaluated in the treated masks. The results showed that by using longer sonication times and greater concentrations of the AgNP precursor a more significant and stable coating and higher antibacterial activity were obtained without sacrificing cytotoxicity towards
Artemia nauplii cell lines. The above suggests its potential application for protection masks against different pathogenic entities [
18]. In another work by Ferreira et al., different polypropylene NWFs were characterized by their structural, physicochemical, and comfort-related properties to obtain three-layer masks. The NWF selected for the interlayer was functionalized using three different methods with 0.3 and 1.2%
w/
w of zinc oxide nanoparticles (ZnO NPs). The functionalized fabrics obtained by dry pad immersion revealed the most promising data, with 0.017 ± 0.013%
w/
w ZnO NPs located mainly on the fiber surface and being capable of completely eradicating
S. aureus and
E. coli colonies within the 24 h tested (ISO 22196) in addition to contributing to the inhibition of the growth of a substitute for the SARS-CoV-2 virus (ISO 18184 standard). The developed three-layer, multi-scale fibrous structures with antimicrobial capabilities have immense potential as functional protective masks [
19]. The applications of silver, copper, and zinc ions as well as metallic particles of Cu, Ti, and Zn oxides are useful antimicrobial reagents for the biofunctionalization of various materials and their surfaces. In this sense, aqueous dispersion of synthetic copolymers based on acrylics and the above-mentioned nanoparticles were used to modify the surface of NWFs of polyester and polylactic acid (PLA). The antimicrobial (antibacterial and antifungal) properties of the textile materials (fabrics and non-wovens) functionalized with the above-mentioned active agents exhibiting antimicrobial properties (CuSiO
3, TiO
2, ZnO, or ZnO∙SiO
2) were highly dependent on the content of the agents in water dispersions. These new functionalized, non-woven polymeric textile materials can find practical applications in manufacturing filters for hospital air conditioning systems, the automotive industry, and air purification devices [
20]. Gabbay et al. conferred that cotton and polyester fibers exhibit a broad spectrum of properties against bacteria, viruses, and fungus using impregnation or coating with cationic copper. This platform allows for the mass production of woven and non-woven fabrics such as sheets, pillow covers, gowns, socks, and air filters, among others, without the need to alter any industrial procedures or machinery—only the introduction of copper oxide-treated fibers containing 3–10%
w/
w. These authors point out that impregnated fibers do not interfere with handling end products, washing cycles, color changes, press, etc. At the same time, antimicrobial fabrics can alleviate athletes’ feet or decrease bacterial colonization in a clinical setting; additionally, they do not have skin sensitizing or adverse effects [
21].
Comparison of the processing of polymeric nanocomposites with metallic nanoparticles using melt-spinning and melt-blowing techniques and the evaluation of their antimicrobial activity using the same nanocomposite and antimicrobial agent contents is important because these materials would not require a finishing treatment and have an inherent antimicrobial function. The relevance of this study lies in the feasibility of testing both processing methods and comparing the performance of the prototypes obtained against a series of microorganisms of clinical interest. Therefore, in the present study, the behavior of polymeric nanocomposites based on CuNP and polyester is studied to determine their viability of being converted into a textile using two different techniques, such as melt-spinning and melt-blowing. Furthermore, we aim to subsequently evaluate their structural, morphological, and antimicrobial properties against various pathogenic microorganisms, depending on the CuNP content and the method of obtaining the textile. The results will determine whether these textiles can be used to manufacture personal protective equipment that help mitigate the proliferation of pathogens for medical personnel, hospital textiles, and air filters, among others.
2. Materials and Methods
Commercial copper nanoparticles (CuNP) with a purity of 99.8%, an average diameter of 25 nm, and hemispherical geometry were used, according to data from the supplier SkySpring Nanomaterials (Houston, TX, USA). The polyethylene terephthalate resin (PET) used was provided by Indorama Ventures Inc. company (Queretaro, Mexico) and used in the injection molding process with an intrinsic viscosity (IV) of 0.82 ± 0.02, melting temperature of 252 °C, and about 12% composition of solids. To avoid oxidation of CuNP, they were previously mixed with mineral oil in an inert nitrogen atmosphere and kept under mechanical stirring for 1 h. Subsequently, they were added to a determined amount of previously dried polyester resin and mixed uniformly to coat the resin pellets. This mixture of resin and CuNP was processed by melt-mixing to obtain a masterbatch with a concentration of 1% by weight, as described below.
Masterbatch preparation (PET/1% CuNP). To obtain a uniform dispersion of 1%
w/
w CuNP in the polyester resin, the ultrasound-assisted melt extrusion (USME) technique was used, for which a Thermo Scientific twin-screw extruder model Prism TSE 24-MC (Karlsruhe, Germany) was used, which had a screw diameter of 24 mm and an L/D ratio 40:1, with 2 intensive mixing zones. A flat temperature profile of 260 °C was used. An accessory was attached to the extruder die to apply ultrasound waves of variable frequency between 15 and 50 kHz, with a power of 750 W, as described previously [
22]. The material processed this way was cooled, cut, and placed in an oven at 120 °C for 12 h to promote its recrystallization before being processed using melt-spinning and melt-blowing techniques.
Fibers preparation. The preparation of multifilament fibers and non-woven fabrics was carried out in a multi-functional laboratory in pilot melt-spinning systems from Fiber Extrusion Technology (Leeds, UK) using the FET-100 Extrusion, FET-101 Multifilament, and FET-102 Non-woven modules, which have two single-screw extruders with a screw diameter of 25 mm and 20 mm, respectively, both with an L/D ratio of 30:1.
Multifilaments by melt-spinning. In this case, the two extruders were used. The purpose of performing co-extrusion was to obtain a fiber with a core–shell configuration and expose the CuNP on the surface of the fiber. To achieve this objective, neat polyester resin was fed into one extruder to form the core, and the PET/1% CuNP masterbatch was fed into the other extruder and mixed with more polyester resin to dilute its concentration until obtaining final concentrations of 0.1, 0.25, and 0.5% by weight directly during the extrusion process. In both extruders, a temperature of 295 °C was used throughout the barrel, dosing pump, head, and spinneret. The multifilaments obtained were cooled with air and subjected to stretching using three rollers operating at different temperatures (25, 90, and 110 °C) and speeds (100, 120, and 240 mpm), respectively. They were collected in the winder using a speed of 300 mpm to obtain a stretching ratio of 3:1. A circular spinneret with 18 holes with a diameter of 0.125 mm and a length of 1.4 mm was used.
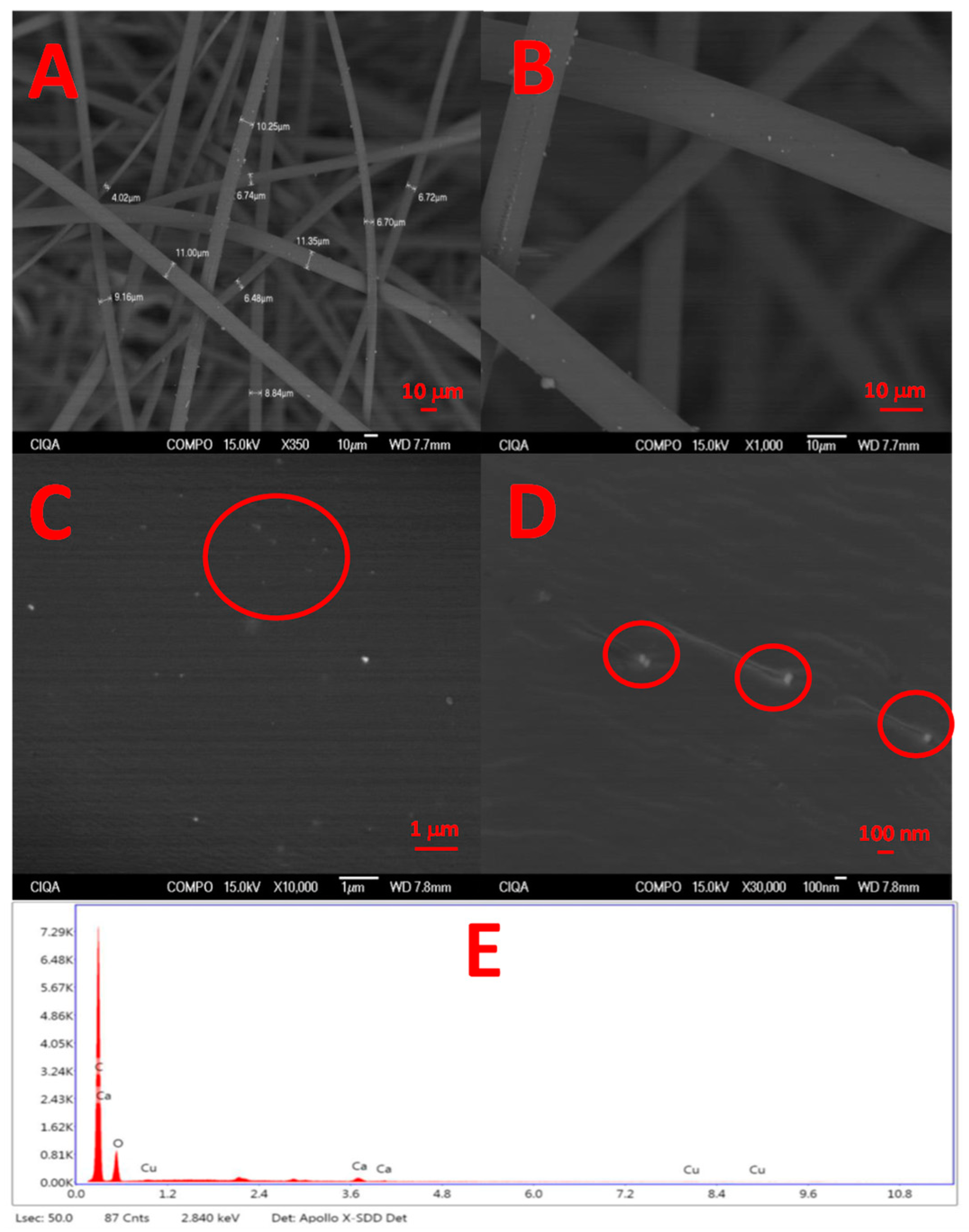
Non-woven fabrics by melt-blowing. In this case, only the 25 mm extruder was used, where the PET/1% CuNP masterbatch was mixed with more polyester resin to dilute its concentration until obtaining final concentrations of 0.1, 0.25, and 0.5% w/w directly during the extrusion process. A temperature of 295 °C was used throughout the barrel, dosing pump, head, and spinneret. An airflow of 1000 L/min was used at 300 °C to stretch the filaments and form the non-woven fabric. The filaments were deposited on a conveyor belt advancing at a speed of 0.6 mpm and were finally collected in a winder on a cardboard core. A straight spinneret with 41 holes with a diameter of 0.250 mm and a length of 2.4 mm was used.
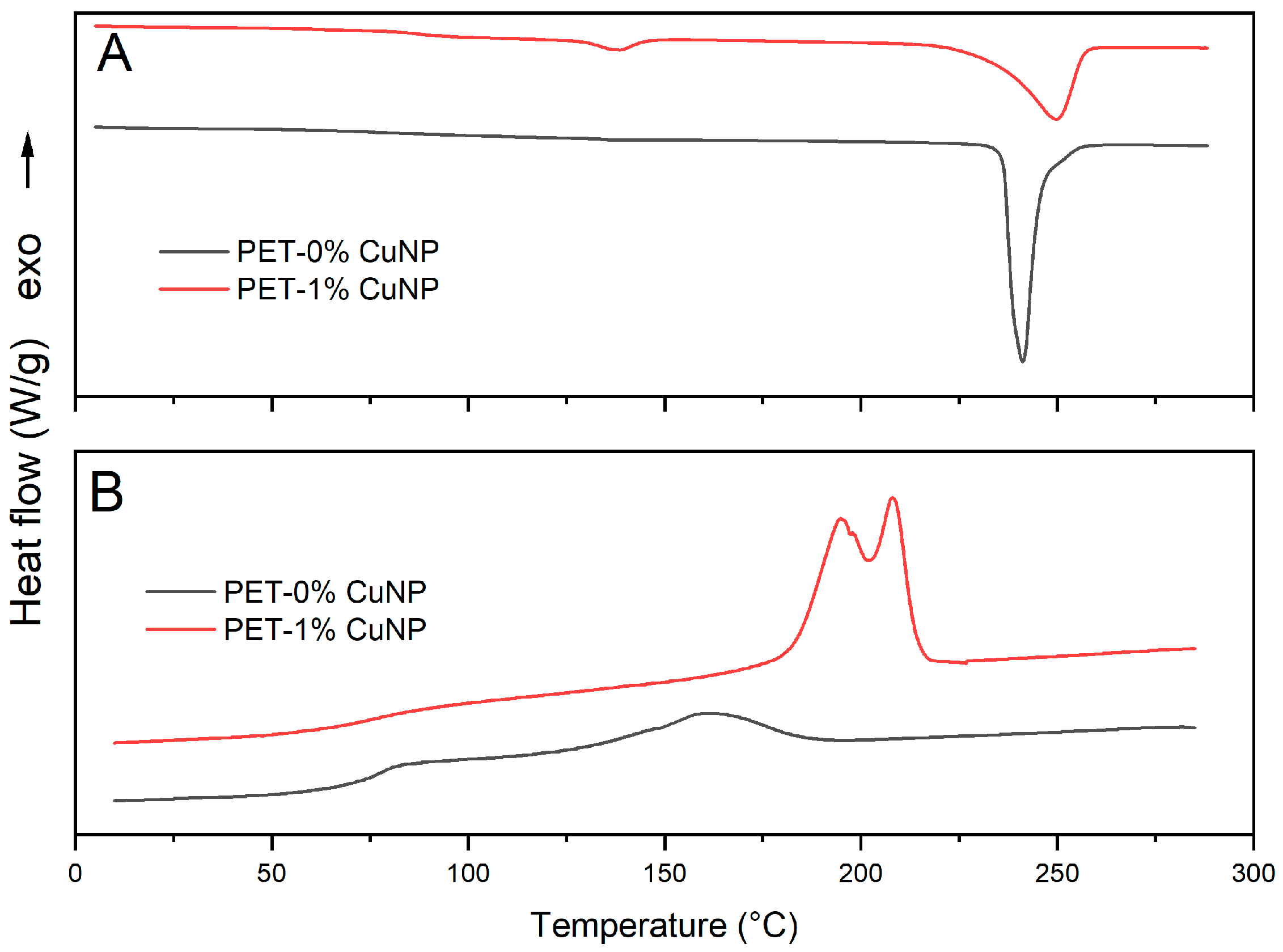
Characterization. Differential scanning calorimetry (DSC) was used to determine the main transition temperatures of the PET and PET/CuNP masterbatch. DSC Discovery Series 2500 equipment from TA Instruments (New Castle, DE, USA) and a heating/cooling rate of 10 °C/min in a range of 10–300 °C were used in addition to inert atmosphere with nitrogen gas with a flow of 50 mL/min.
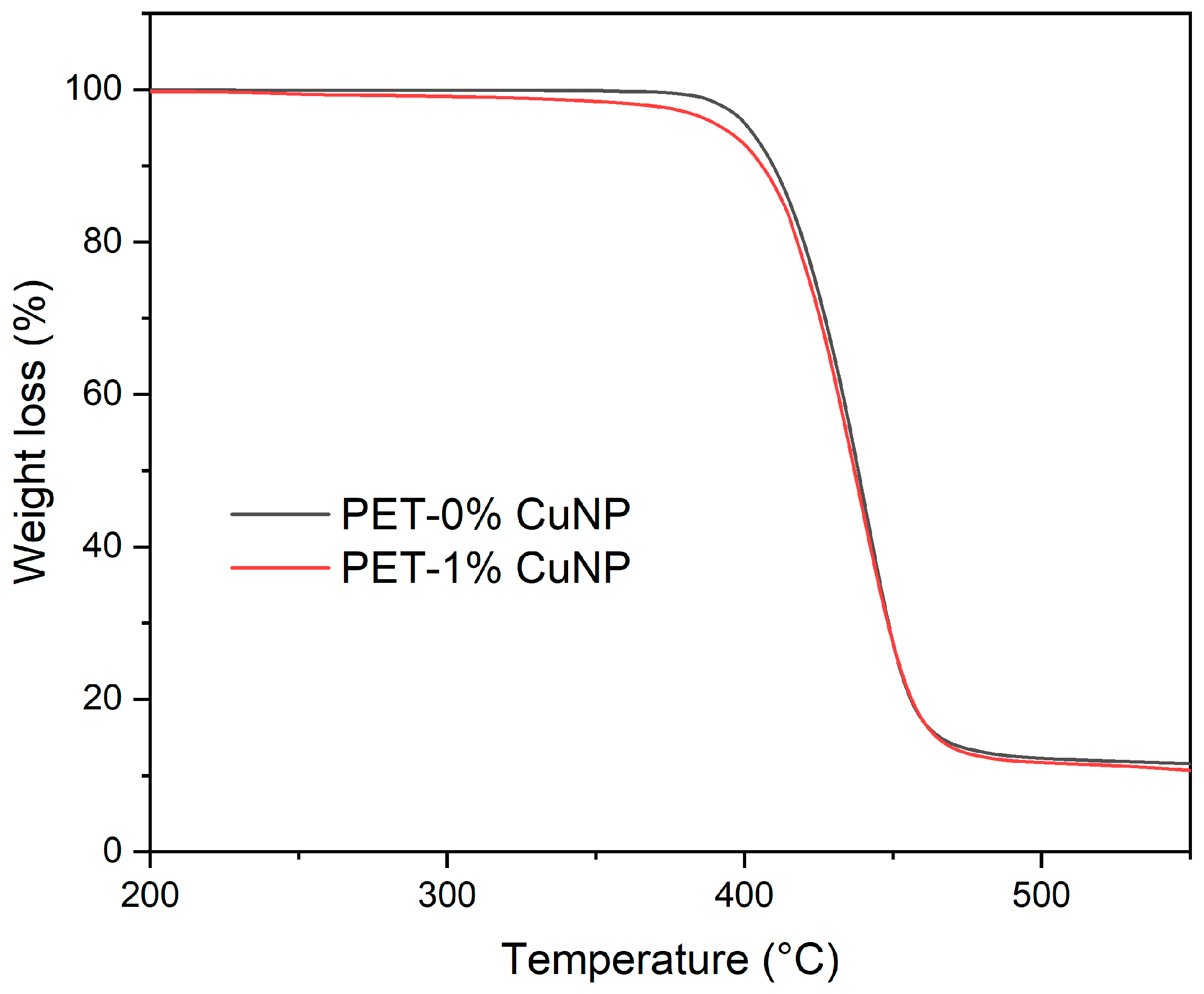
Thermal stability of the material during the subsequent melt-spinning and melt-blowing processes was analyzed by a thermogravimetric analyzer (TGA) model Q500 from TA Instruments (New Castle, DE, USA); the analysis conditions were heating from 25 to 800 °C at a rate of 10 °C/min, a nitrogen flow of 50 mL/min, and use of approximately 8–10 mg of each sample.
The denier of the multifilaments was calculated according to the linear mass ratio (gr) of each 9000 m of fiber obtained in the melt-spinning process. Likewise, the density of the NWF was determined in 10 × 10 cm samples; in both cases, an OHAUS Explorer (Newark, NJ, USA) analytical balance was used with a resolution of 0.0001 g.
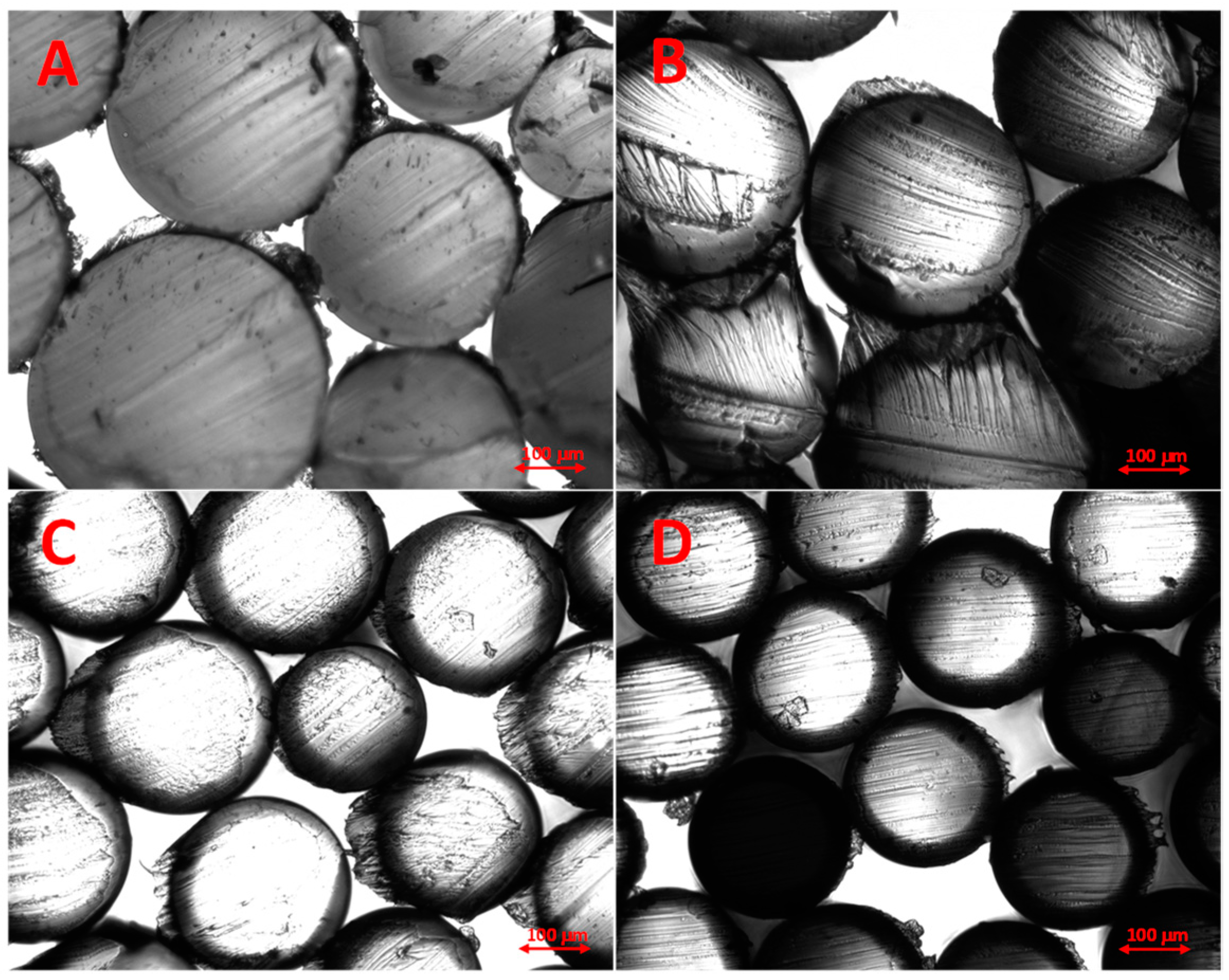
Samples obtained through the melt-spinning processes were observed through an Olympus BX53 optical microscope (Tokyo, Japan), which has a digital camera attached that allowed for the capture of images.
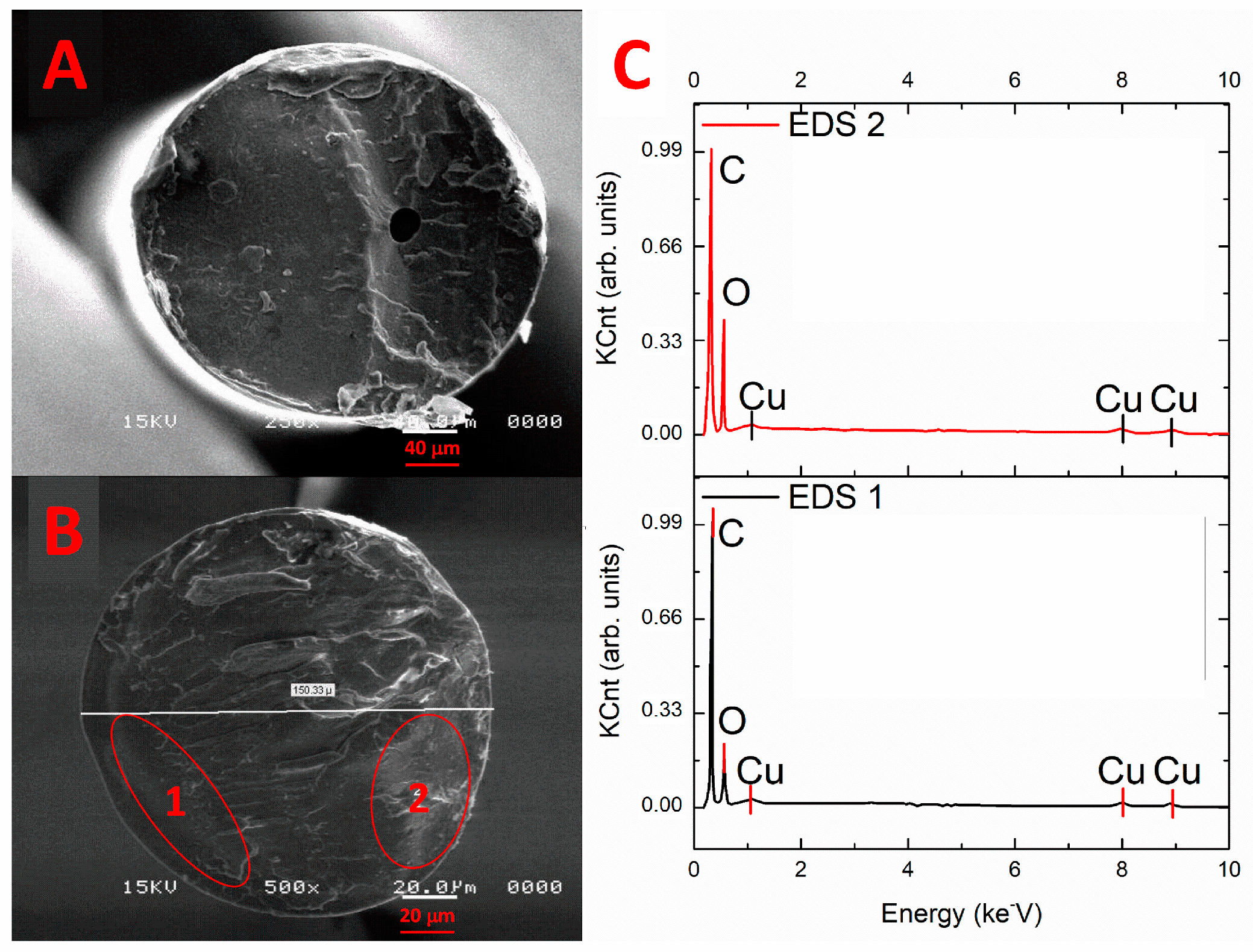
The chemical analysis and morphology observation of the samples was carried out using a field emission scanning electron microscope JEOL, model JSM-7401F (Tokyo, Japan). The operating conditions were 2.0 kV acceleration voltage and a working distance of 8 mm. The multifilament samples were previously cryo-fractured by introducing filaments in liquid nitrogen for about 10 min and then fractured with the aid of a couple of tweezers. For NWF, a sample of about 1 cm × 1 cm was cut with scissors at room temperature. Both samples were placed on a sample holder with double-sided adhesive tape and coated with gold-palladium by ion sputtering about 60 s before observation.
The evaluation of the antibacterial activity of the materials was made, taking the JIS Z2801 as reference [
23]. The test was performed for two microorganisms of clinical importance,
Staphylococcus aureus ATCC-29213 and
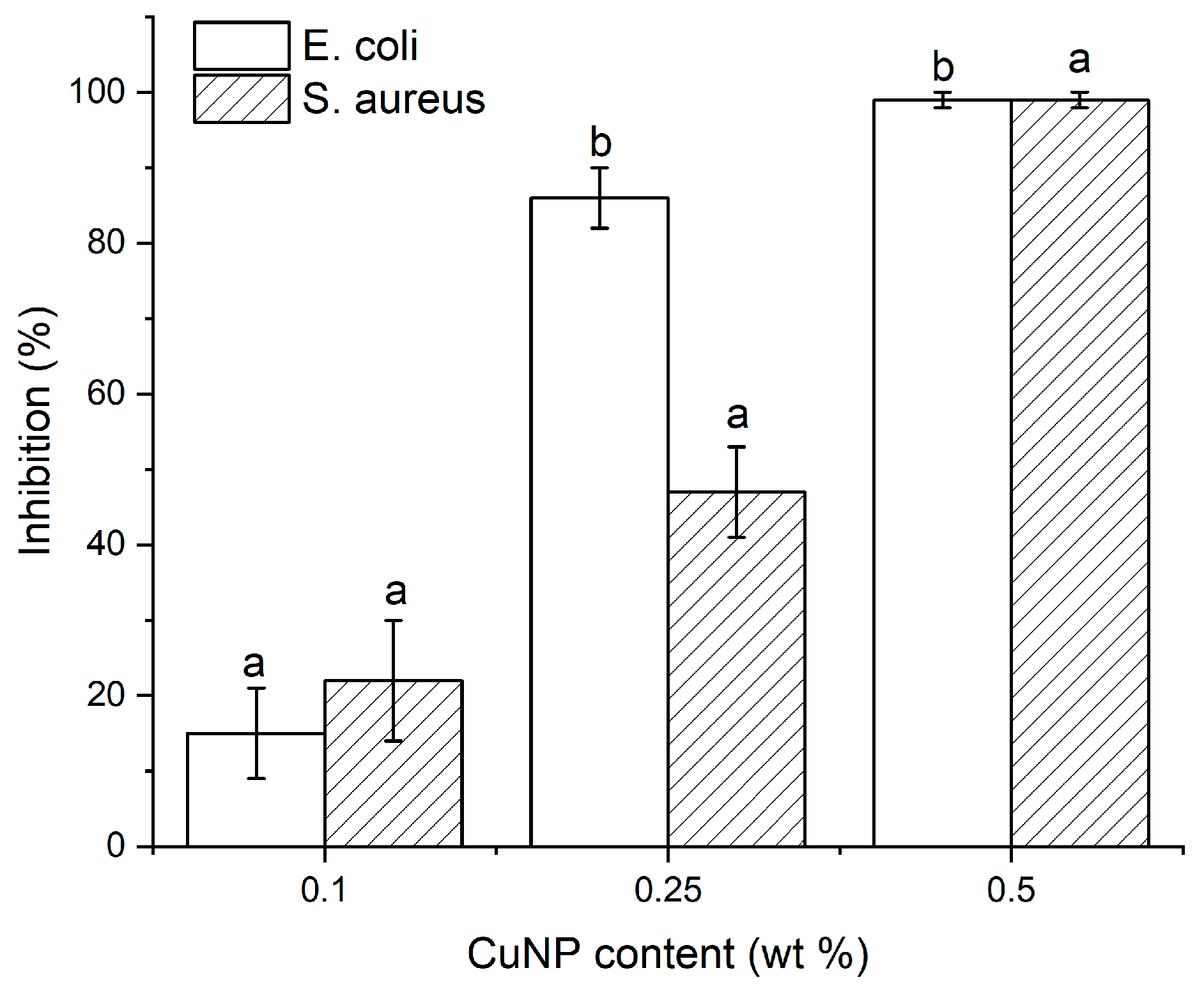
Escherichia coli ATCC-25922. For the test, samples of 0.5 g under aseptic conditions were inoculated with 4 mL of a microorganism suspension in trypticase soy broth, equivalent to 50,000 colony forming units per mL (CFU/mL). Subsequently, the samples were incubated at a temperature of 37 °C and 90% humidity for 24 h. At the end of the incubation time the population of microorganisms present in the samples was determined (the tests were performed in triplicate) and the antibacterial activity (R) was calculated using Equation (1):
where B0 and Bt are the amounts in CFU/mL of bacteria that survive in the presence of the reference (material without antimicrobial agent) before and after 24 h of incubation, respectively. Mt is the amount of bacteria that survive after 24 h of incubation in the presence of the antimicrobial material (material with antimicrobial agent). Additionally, the inhibition to bacterial growth (GI) was determined by means of Equation (2):
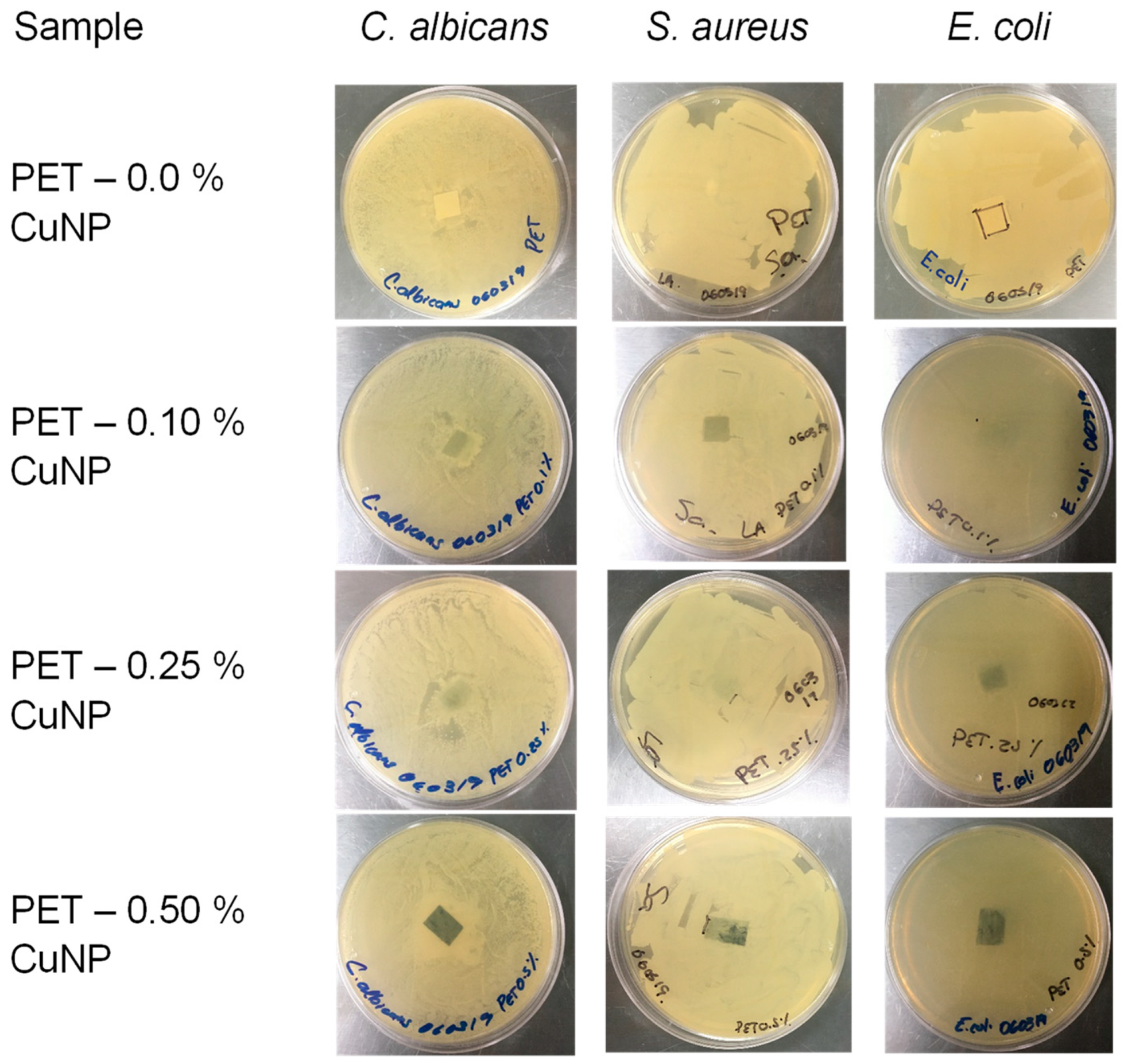
In the case of non-woven fabrics, the agar diffusion tests were carried out using strains of Staphylococcus aureus (S. aureus), Escherichia coli (E. coli), and Candida albicans (C. albicans). During the procedure, the turbidity of the suspension was adjusted to the McFarland turbidity standard of 0.5. At this absorbance, the bacteria concentration was standardized to approximately 1.5 × 108 CFU/mL and was used as a working microbial solution to inoculate the culture medium. A portion of approximately 1 × 1 cm of the different samples was placed in the center of the culture medium. The JIS and agar diffusion standards specify the use of 2 reference microorganisms, like S. aureus and E. coli, as representative groups of Gram (+) and Gram (−) microorganisms, while C. albicans is considered a microorganism of great importance in the health sector.
Data were statistically analyzed using a one-way variance analysis (ANOVA) followed by Tuckey’s test. The significance level was set at 5%, and OriginPro software (version 2021) was used for the analysis.
4. Discussion
Polyester fiber is the most important synthetic fiber in the world in terms of production due to its low cost, ease of processing, and excellent performance. Among its properties, polyester is a strong fiber (4.5 g/den) [
25]. The growing demand to increase the properties of previously known fibers and to create new fields in the application of textile materials has caused the rapid growth of microfiber technology and the increasing potential of the textile industry [
31].
Guerra et al. report the preparation of PET/Ag polymeric nanocomposites with different concentrations of Ag obtained by melt-mixing and subsequent dilution from a masterbatch [
16]. During the thermal analysis of the nanocomposites obtained, they reported similar values for the T
g, T
c, and T
m of the polymer with and without adding Ag nanoparticles, similar to the results obtained in this study. However, the increase in the T
m of the 1% (
w/
w) PET/CuNP sample suggests that the Cu nanoparticles act as nucleation agents. Mata-Padilla et al. prepared polymer nanocomposites by ultrasound-assisted melt extrusion based on PP/Cu with different Cu contents. Through thermal analysis and particularly during non-isothermal crystallization at different rates, it was observed that the presence of CuNP promotes an increase in the rate and temperature of crystallization as the content of copper nanoparticles increases [
32]. Other reports in the literature suggest that the main thermal transitions in polymeric nanocomposites are modified, particularly the crystallization and melting temperatures, due to the presence of metallic nanoparticles because these can promote the nucleation of polymeric crystals on their surface by acting as nucleation agents, even in very low concentrations < 5% (
w/
w) [
33,
34].
During the synthesis of PET and hybrids of PET-Ag/TiO
2 nanoparticles, degradation was observed in a single step and within the same temperature range for the pure polymer; meanwhile, the nanocomposite exhibited several weight loss events. The first occurring at a temperature of 253 °C equivalent to 9% by weight, and subsequently at 420 °C a loss of 84% by weight was observed and this is attributed to the thermal decomposition of PET derived from the byproducts present after the synthesis [
35]. On the other hand, adding OMMT and/or SiO
2 at 0.5, 1, and 2% (
w/
w) in PET promotes a single degradation event in the same temperature interval as our sample [
36].
Analysis of the dispersion of Cu in the nanocomposites and elemental analysis was performed using SEM in samples of LLDPE/Cu. The elemental analysis presents peaks associated with elemental copper and small traces of oxygen, suggesting partial oxidation of the particles upon contact with the environment [
37].
The morphology of PP/CuO composites was analyzed by SEM. The size of the CuO particles was determined to be approximately less than 5 microns and the aggregation of CuO could have formed due to their high surface energy caused by the size effect of the particles. Furthermore, in a small amount, CuO is uniformly dispersed in PP matrix [
27,
33]. Zhou et al. showed similar results using SEM images of Cu
2O@ZrP hybrids on the surface of PET fibers, in addition to pointing out that melt-blending or in situ polymerization processes do not destroy the structure of Cu
2O@ZrP hybrids [
13].
The addition of Cu
2O and Cu
2O@ZrP hybrids to a PET matrix and transformation in fibers using concentrations of 0.1, 0.2, 0.4, and 0.6% was performed by Zhou et al. and tested against
E. coli,
S. aureus, and
C. albicans. Their results showed a microbial reduction of >99% for
E. coli and
S. aureus; meanwhile,
C. albicans required a higher content of 0.6% to obtain a microbial decrease of 97% [
13]. As expected, the design of the (textile) fiber has a significant influence on the inhibition of the growth of the microorganisms since, as shown previously, when the CuNP are confined to the outside of the filament (forming a shell with a high content of nanoparticles) the possibility of interaction with the cell wall of the microorganism increases and therefore can induce more significant damage, influencing the reproductive cycle. For its part, when the nanoparticles are dispersed throughout the cross-section of the filament, the possibility of interaction with the cell wall decreases; therefore, the antimicrobial properties also decrease at the same concentration. It has also been noted that the structure of the cell walls of Gram-positive and Gram-negative bacteria play an important role in susceptibility to various antimicrobial agents, with Gram-positive bacteria being more resistant than their Gram-negative counterparts [
38,
39].
Various reports in the literature have shown compelling evidence that metallic nanoparticles, their oxides, and alloys have antimicrobial activity and that this can be maintained when incorporated into a polymer matrix [
6,
7,
31,
38,
40,
41]. However, in the field of textiles, the addition of these nanoparticles has predominated at a stage subsequent to the manufacturing of the textile itself, mostly through impregnation methods [
42,
43]. Few reports in the literature have successfully tested the incorporation of nanoparticles in a polymeric matrix capable of being transformed into a textile and verifying that the antimicrobial activity is maintained [
13,
14,
15].
The demand for functional textiles, particularly in the medical and healthcare sectors, requires the development of new materials that can efficiently satisfy these needs in an economical, safe, and sustainable manner. From previous results, two fundamental aspects are derived. The first indicates a close relationship between the size of the copper nanoparticles and their antibacterial properties because the probability of interaction with the cell wall of bacteria increases. This phenomenon occurs due to the adhesion of the fibers and CuNP exposed on the surface to the cell membrane of the
S. aureus and
E. coli strains in a way that damages the permeability and respiration of the bacteria. The inhibition in the growth/reproduction of bacteria is caused by the interaction of CuNP with sulfur-containing compounds, such as DNA, as proposed by [
28,
29,
38]. The other aspect that is important to highlight is the design of the fiber itself [
24] since by choosing a configuration of core (inert) and shell (active) the different concentrations of CuNP were confined in the shell of the filament, increasing the possibility of interaction with the cell wall of bacteria. The previous results could be very different if the entire cross-section of the filament contained the CuNP, since those found inside could not participate directly or come into direct contact with the cell wall of the bacteria, significantly reducing the inhibition of the growth of microorganisms, as shown in the NWF. To enhance the antimicrobial activity of NWF, two options arise: a change in fiber cross-section, for example, delta shape, or obtaining bi-component core/shell NWF [
24,
27].
5. Conclusions
By incorporating CuNP into a polyester resin, it was possible to modify its main thermal transitions, particularly the melting and crystallization temperature, without compromising its thermal stability. The above results suggest that the nanocomposite can be processed by melt-spinning and melt-blowing. Filaments with a core/shell configuration and NWF were obtained with concentrations of 0.1, 0.25, and 0.5% w/w CuNP. The denier and grammage increased as the nanoparticle content in the samples increased; nevertheless, only TD and DPF showed statistically significant differences. Through optical microscopy, it was possible to demonstrate a core/shell configuration formation.
On the other hand, the presence of CuNP was evident in the samples in both presentations, showing that the nanoparticles are homogeneously distributed and that some of them are exposed on the surface. Bacterial growth inhibition tests show that E. coli is more susceptible than S. aureus. When 0.5% CuNP is used in the core/shell multifilament, both bacteria exhibit an inhibition close to 100%, evidencing a bactericidal effect with a significant difference (p ≤ 0.05). When an NWF is obtained, the inhibitory effect decreases significantly even against C. albicans and S. aureus; however, against E. coli, the samples have a high capacity to inhibit growth, even when using very low concentrations of CuNP. The design of the (textile) fiber has a significant influence on inhibiting the growth of the microorganism since if the antimicrobial additive is confined to a surface layer of the fiber (core/shell multifilaments) instead of dispersing throughout the cross-section of the fiber (NWF), the antimicrobial effect is increased.



 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}