
Effect of Post-Drawing Thermal Treatment on the Mechanical Behavior of Solid-State Drawn Poly(lactic acid) (PLA) Filaments


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
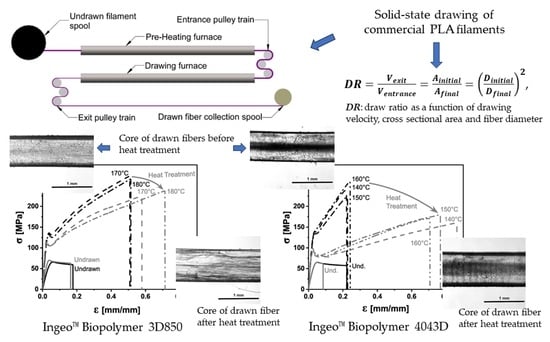
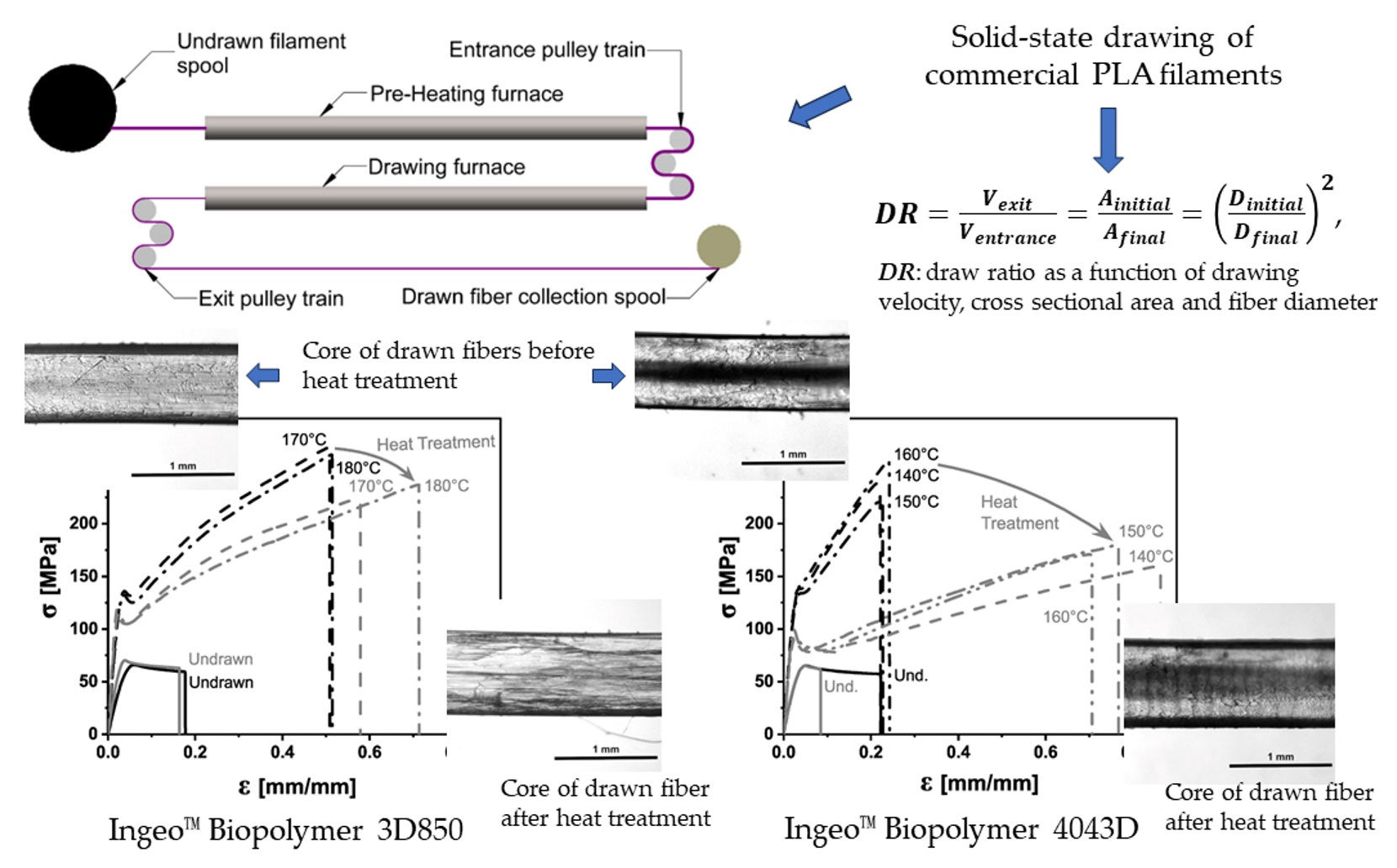
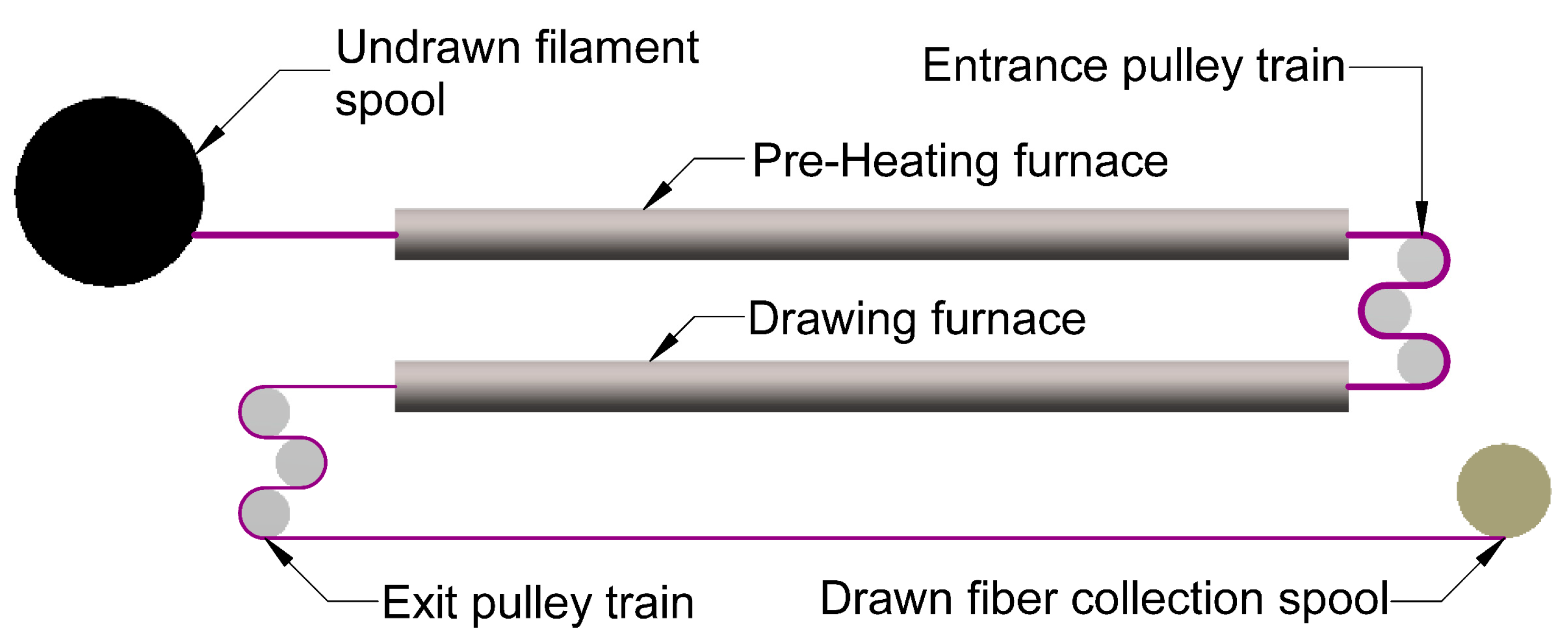
2.2. Filament Drawing
2.3. Post-Drawing Heat Treatment
2.4. Filaments Characterization
3. Results and Discussion
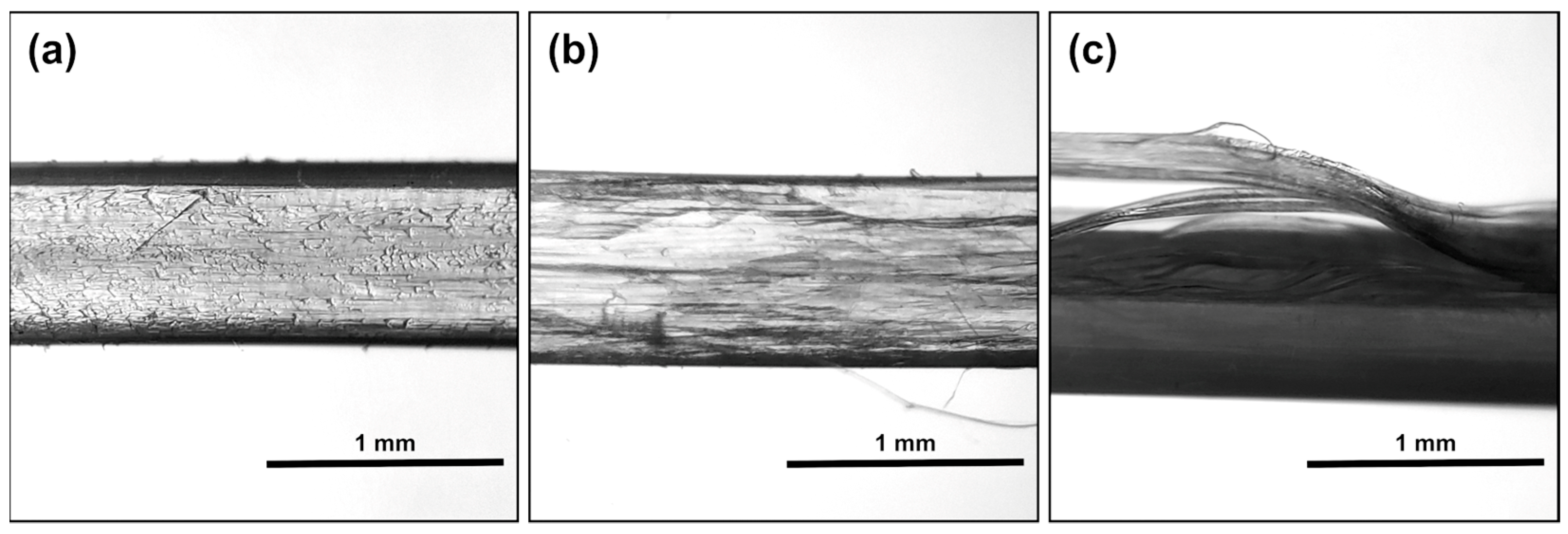
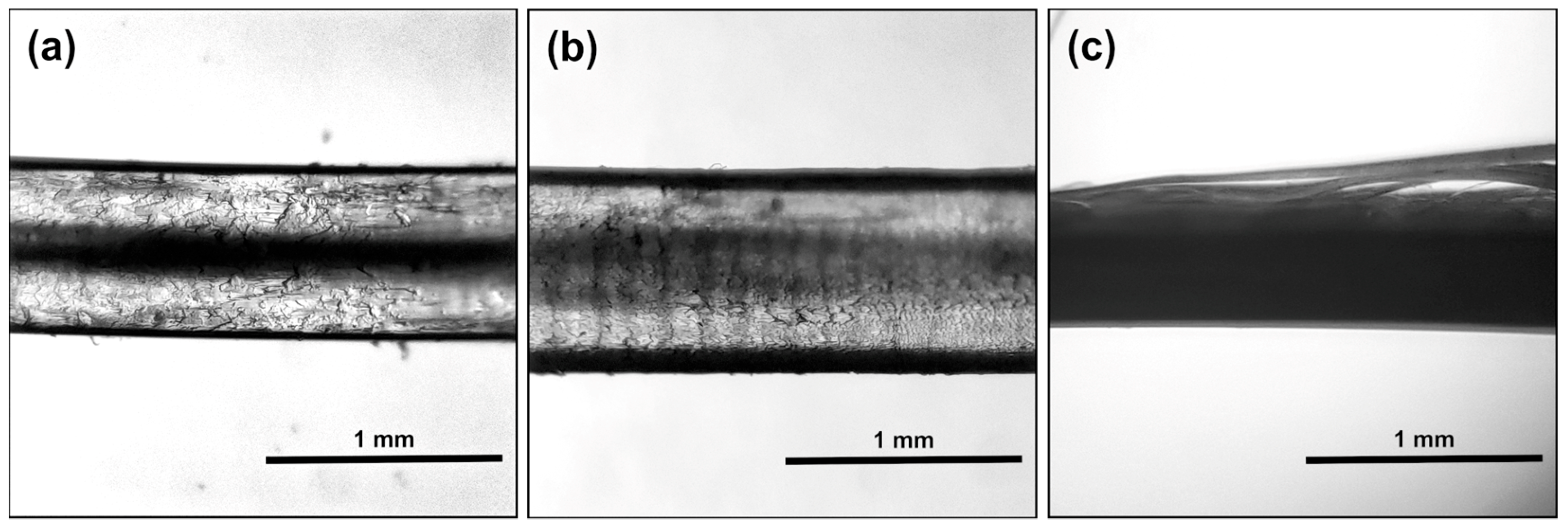
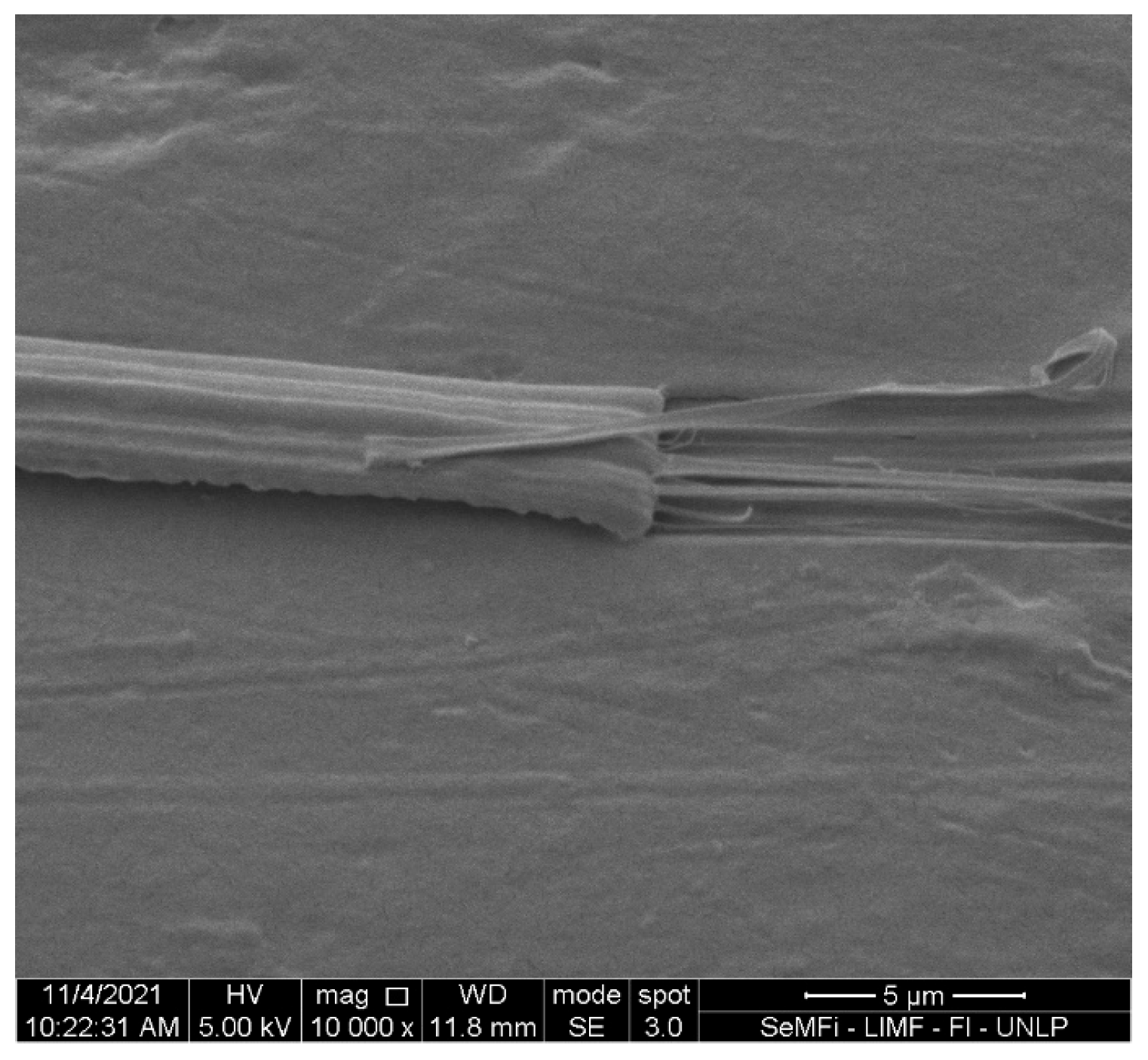
3.1. Morphological and Dimensional Analysis
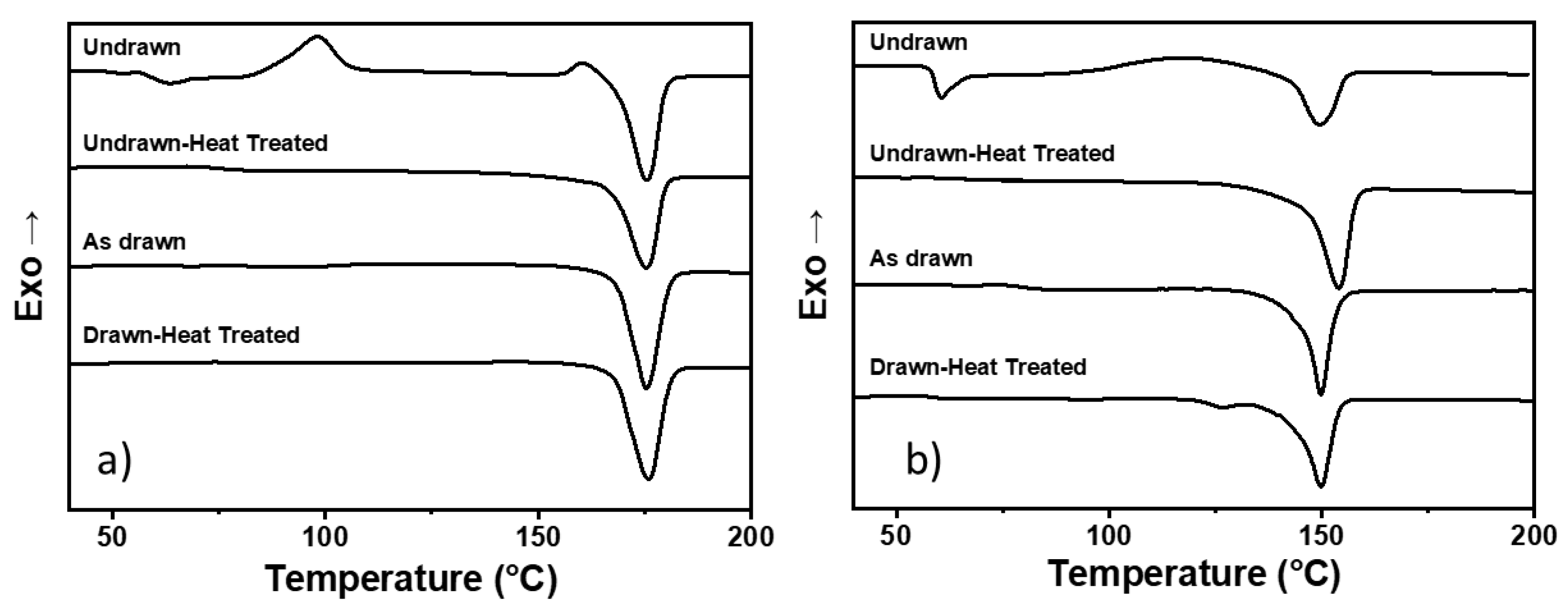
3.2. Thermal Behavior
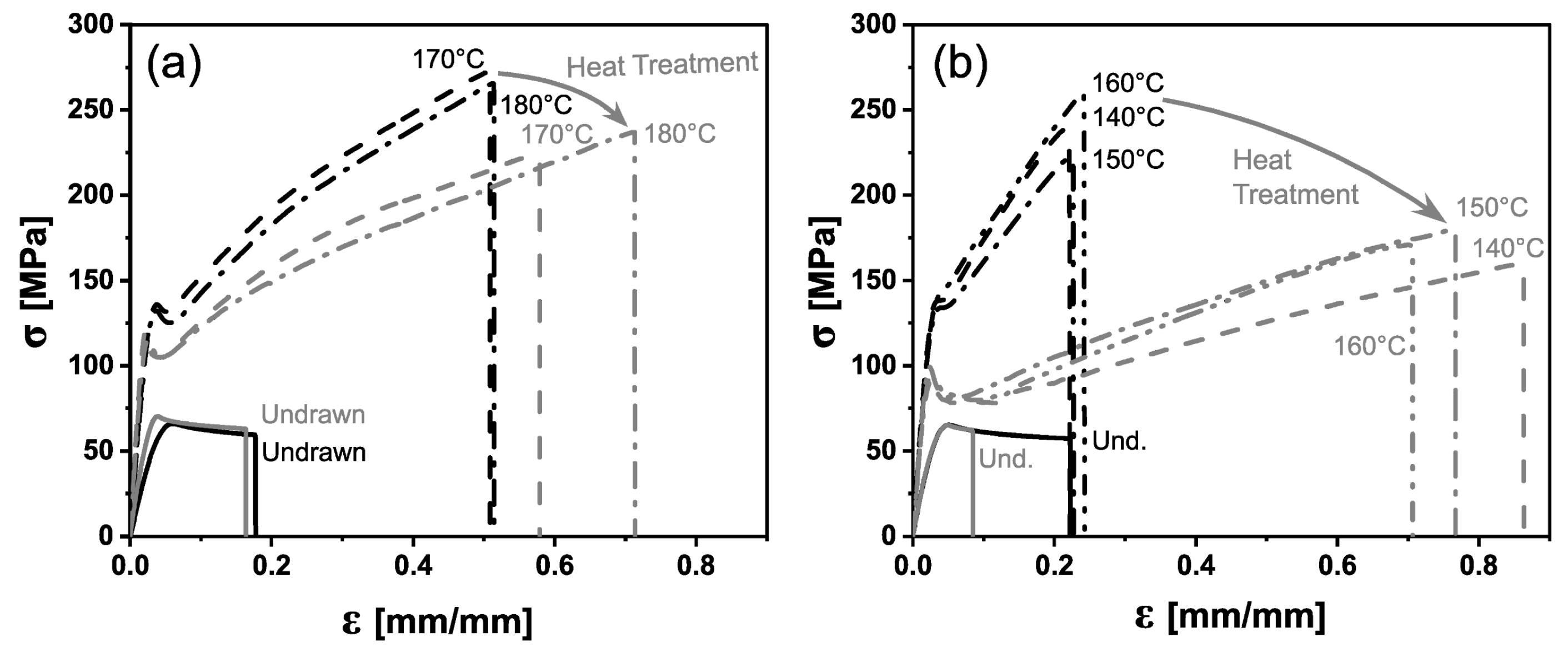
3.3. Mechanical Behavior
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lim, L.-T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Henton, D.E.; Gruber, P.R.; Lunt, J.; Randall, J. Polylactic Acid Technology. In Natural Fibers, Biopolymers, and Biocomposites; Mohanty, A.K., Misra, M., Drzal, L.T., Eds.; CRC Press: Boca Raton, FL, USA, 2005; pp. 527–577. [Google Scholar]
- Drumright, R.E.; Gruber, P.R.; Henton, D.E. Polylactic Acid Technology. Adv. Mater. 2000, 12, 1841–1846. [Google Scholar] [CrossRef]
- Fischer, E.W.; Sterzel, H.J.; Wegner, G. Investigation of the structure of solution grown crystals of lactide copolymers by means of chemical reactions. Kolloid-Z. Z. Polym. 1973, 251, 980–990. [Google Scholar] [CrossRef]
- Migliaresi, C.; Cohn, D.; De Lollis, A.; Fambri, L. Dynamic mechanical and calorimetric analysis of compression-molded PLLA of different molecular weights: Effect of thermal treatments. J. Appl. Polym. Sci. 1991, 43, 83–95. [Google Scholar] [CrossRef]
- Pan, P.; Zhu, B.; Kai, W.; Dong, T.; Inoue, Y. Polymorphic Transition in Disordered Poly(l-lactide) Crystals Induced by Annealing at Elevated Temperatures. Macromolecules 2008, 41, 4296–4304. [Google Scholar] [CrossRef]
- Persson, M.; Cho, S.-W.; Skrifvars, M. The effect of process variables on the properties of melt-spun poly (lactic acid) fibres for potential use as scaffold matrix materials. J. Mater. Sci. 2013, 48, 3055–3066. [Google Scholar] [CrossRef]
- Pan, P.; Kai, W.; Hu, B.; Dong, T.; Inoue, Y. Polymorphous Crystallization and Multiple Melting Behavior of Poly(l-lactide): Molecular Weight Dependence. Macromolecules 2007, 40, 6898–6905. [Google Scholar] [CrossRef]
- NatureWorks Ingeo Biopolymer 3D850 Technical Data Sheet: 3D Printing Monofilament—High Heat Grade. Available online: https://www.natureworksllc.com/~/media/Files/NatureWorks/Technical-Documents/Technical-Data-Sheets/TechnicalDataSheet_3D850_monofilament_pdf.pdf?la=en (accessed on 16 July 2023).
- Gupta, B.; Revagade, N.; Hilborn, J. Poly(lactic acid) fiber: An overview. Prog. Polym. Sci. 2007, 32, 455–482. [Google Scholar] [CrossRef]
- Sülar, V.; Oner, E.; Devrim, G.; Aslan, M.; Eser, B. A comparative study on performance properties of yarns and knitted fabrics made of biodegradable and conventional fibers. Fibers Polym. 2016, 17, 2085–2094. [Google Scholar] [CrossRef]
- Mai, F.; Tu, W.; Bilotti, E.; Peijs, T. The Influence of Solid-State Drawing on Mechanical Properties and Hydrolytic Degradation of Melt-Spun Poly(Lactic Acid) (PLA) Tapes. Fibers 2015, 3, 523–538. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, M.; Ju, Z.; Tam, P.Y.; Hua, T.; Younas, M.W.; Kamrul, H.; Hu, H. Poly(lactic acid) fibers, yarns and fabrics: Manufacturing, properties and applications. Text. Res. J. 2021, 91, 13–14. [Google Scholar] [CrossRef]
- Kmetty, Á.; Bárány, T.; Karger-Kocsis, J. Self-reinforced polymeric materials: A review. Prog. Polym. Sci. 2010, 35, 1288–1310. [Google Scholar] [CrossRef]
- Chui, Y.; Chuang, Y.; Kan, C. Effect of Heat Setting and Dyeing on Tensile Strength and Shrinkage Properties of Poly(Lactic Acid) Fibre. Fibers Polym. 2021, 22, 2388–2393. [Google Scholar] [CrossRef]
- Cayuela, D.; Montero, L.; Riba, M.; Prieto, R.; Cano, F.; Manich, A.M. Relationship between microstructure and properties of false-twist textured and stabilized polylactide. Part 1: Dimensional stability, mechanical properties and thermomechanical behavior. Text. Res. J. 2013, 83, 1055–1064. [Google Scholar] [CrossRef]
- Gao, C.; Ma, H.; Liu, X.; Yu, L.; Chen, L.; Liu, H.; Li, X.; Simon, G.P. Effects of thermal treatment on the microstructure and thermal and mechanical properties of poly(lactic acid) fibers. Polym. Eng. Sci. 2013, 53, 976–981. [Google Scholar] [CrossRef]
- Dechet, M.A.; Demina, A.; Römling, L.; Gómez Bonilla, J.S.; Lanyi, F.J.; Schubert, D.W.; Bück, A.; Peukert, W.; Schmidt, J. Development of poly(L-lactide) (PLLA) microspheres precipitated from triacetin for application in powder bed fusion of polymers. Addit. Manuf. 2020, 32, 100966. [Google Scholar] [CrossRef]
- NatureWorks IngeoTM Biopolymer 4043D Technical Data Sheet: 3D Printing Monofilament—General Purpose Grade. Available online: https://www.natureworksllc.com/~/media/Files/NatureWorks/Technical-Documents/Technical-Data-Sheets/TechnicalDataSheet_4043D_3D-monofilament_pdf.pdf?la=en (accessed on 16 July 2023).
- Yazdaninia, A.; Khonakdar, H.A.; Jafari, S.H.; Asadi, V. Influence of trifluoropropyl-POSS nanoparticles on the microstructure, rheological, thermal and thermomechanical properties of PLA. RSC Adv. 2016, 6, 37149–37159. [Google Scholar] [CrossRef]
- Backes, E.H.; Pires, L.N.; Costa, L.C.; Passador, F.R.; Pessan, L.A. Analysis of the Degradation During Melt Processing of PLA/Biosilicate® Composites. J. Compos. Sci. 2019, 3, 52. [Google Scholar] [CrossRef]
- Bocz, K.; Domonkos, M.; Igricz, T.; Kmetty, Á.; Bárány, T.; Marosi, G. Flame retarded self-reinforced poly(lactic acid) composites of outstanding impact resistance. Compos. Part A Appl. Sci. Manuf. 2015, 70, 27–34. [Google Scholar] [CrossRef]
- Walker, J.; Melaj, M.; Giménez, R.; Pérez, E.; Bernal, C. Solid-State Drawing of Commercial Poly(Lactic Acid) (PLA) Based Filaments. Front. Mater. 2019, 6, 280. [Google Scholar] [CrossRef]
- Schippers, C.; Bahners, T.; Gutmann, J.; Tsarkova, L. Elaborating Mechanisms behind the Durability of Tough Polylactide Monofilaments under Elevated Temperature and Humidity Conditions. ACS Appl. Polym. Mater. 2021, 3, 1406–1414. [Google Scholar] [CrossRef]
- Lim, L.-T.; Vanyo, J.; Randall, J.; Cink, K.; Agrawal, A.K. Processing of Poly(Lactic Acid). In Poly(Lactic Acid): Synthesis, Structures, Properties, Processing, and Applications, 2nd ed.; Auras, R.A., Lim, L.-T., Selke, S.E.M., Tsuji, H., Eds.; John Wiley & Sons, Inc.: Hoboken, UK, 2011; Part III; pp. 231–270. [Google Scholar]
- ISO 527-1:2019; Plastics—Determination of Tensile Properties—Part 1: General Principles. International Organization for Standardization: Geneva, Switzerland, 2019.
- Maspoch, M.L.; Santana, O.O.; Cailloux, J.; Franco-Urquiza, E.; Rodriguez, C.; Belzunce, J.; Martínez, A.B. Ductile-brittle transition behaviour of PLA/o-MMT films during the physical aging process. Express Polym. Lett. 2015, 9, 185–195. [Google Scholar] [CrossRef]
- Tábi, T.; Sajó, I.E.; Szabó, F.; Luyt, A.S.; Kovács, J.G. Crystalline structure of annealed polylactic acid and its relation to processing. Express Polym. Lett. 2010, 4, 659–668. [Google Scholar] [CrossRef]
- Cicero, J.A.; Dorgan, J.R. Physical Properties and Fiber Morphology of Poly(lactic acid) Obtained from Continuous Two-Step Melt Spinning. J. Environ. Polym. Degr. 2001, 9, 1–10. [Google Scholar] [CrossRef]
- Liu, Y.; Yin, L.; Zhao, H.; Song, G.; Tang, F.; Wang, L.; Shao, H.; Zhang, Y. Lamellar and fibrillar structure evolution of poly(ethylene terephthalate) fiber in thermal annealing. Polymer 2016, 105, 157–166. [Google Scholar] [CrossRef]
- Fambri, L.; Pegoretti, A.; Fenner, R.; Incardona, S.D.; Migliaresi, C. Biodegradable fibres of poly(l-lactic acid) produced by melt spinning. Polymer 1997, 38, 79–85. [Google Scholar] [CrossRef]
- Kotsilkova, R.; Petrova-Doycheva, I.; Menseidov, D.; Ivanov, E.; Paddubskaya, A.; Kuzhir, P. Exploring thermal annealing and graphene-carbon nanotube additives to enhance crystallinity, thermal, electrical and tensile properties of aged poly(lactic) acid-based filament for 3D printing. Compos. Sci. Technol. 2019, 181, 107712. [Google Scholar] [CrossRef]
- Gamez-Perez, J.; Velazquez-Infante, J.C.; Franco-Urquiza, E.; Pages, P.; Carrasco, F.; Santana, O.O.; Maspoch, M.L. Fracture behavior of quenched poly(lactic acid). Express Polym. Lett. 2011, 5, 82–91. [Google Scholar] [CrossRef]
- Barham, P.; Keller, A. A criterion for distinguishing between polymer fibers of fundamentally different origin. J. Polym. Sci. Polym. Lett. Ed. 1975, 13, 197–202. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resin | Melt Flow Index MFI (210 °C/2.16 kg) | Density δ (g/cm3) | D-Isomer Content (wt.%) |
|---|---|---|---|
| 3D850 | 7–9 [9] | 1.24 [9] | 0.5 [18] |
| 4043D | 7–9 [19] | 1.24 [19] | 2–5 [20,21] |
| Resin | Condition | DR | ΔL | Fiber Diameter | |
|---|---|---|---|---|---|
| Not Treated | Heat Treated | ||||
| (mm) | (mm) | ||||
| 3D850 | Undrawn | - | 1% | 1.74 ± 0.02 | 1.72 ± 0.01 |
| FST 170 °C | 5.5 | −12% | 0.74 ± 0.01 | 0.78 ± 0.02 | |
| FST 180 °C | 5.4 | −10% | 0.75 ± 0.01 | 0.78 ± 0.01 | |
| 4043D | Undrawn | - | −8% | 1.73 ± 0.03 | 1.79 ± 0.01 |
| FST 140 °C | 5.6 | −36% | 0.73 ± 0.02 | 0.93 ± 0.03 | |
| FST 150 °C | 5.3 | −35% | 0.75 ± 0.01 | 0.86 ± 0.03 | |
| FST 160 °C | 5.9 | −35% | 0.71 ± 0.01 | 0.88 ± 0.03 | |
| Resin | Condition | Mn (kg/mol) | Mw (kg/mol) | PDI (Mw/Mn) |
|---|---|---|---|---|
| 3D850 | Undrawn | 69.7 ± 1.9 | 113.4 ± 2.7 | 1.6 ± 0.1 |
| Drawn | 63.8 ± 1.2 | 108.4 ± 2.7 | 1.7 ± 0.1 | |
| 4043D | Undrawn | 74.8 ± 1.6 | 122.4 ± 1.8 | 1.6 ± 0.1 |
| Drawn | 75.5 ± 2.3 | 119.4 ± 1.5 | 1.6 ± 0.1 |
| Resin | Condition | Tg (°C) | Tcc1 (°C) | Texo * (°C) | Tm (°C) | Xc (%) |
|---|---|---|---|---|---|---|
| 3D850 | Undrawn | 57.1 ± 0.8 | 98.2 ± 0.8 | 160.2 ± 0.3 | 175.4 ± 0.2 | 18.7 ± 2.7 |
| Undrawn-HT | 70.6 ± 1.1 | - | - | 175.5 ± 0.1 | 51.3 ± 0.9 | |
| 4043D | Undrawn | 57.5 ± 0.4 | 117.5 ± 0.3 | - | 149.6 ± 0.2 | 4.2 ± 2.0 |
| Undrawn-HT | 55.6 ± 0.6 | - | - | 153.7 ± 0.3 | 41.8 ± 1.1 |
| Condition | Tg (°C) | Tm (°C) | Xc (%) |
|---|---|---|---|
| FST 170 °C | 76.3 ± 0.2 | 175.5 ± 0.2 | 65.1 ± 0.4 |
| FST 170 °C-HT | 75.3 ± 0.2 | 175.1 ± 0.2 | 64.0 ± 0.3 |
| FST 180 °C | 76.4 ± 0.5 | 175.5 ± 0.2 | 62.9 ± 1.4 |
| FST 180 °C-HT | 75.1 ± 0.4 | 175.8 ± 0.2 | 62.7 ± 1.3 |
| Condition | Tg (°C) | Tendo * (°C) | Tm (°C) | Xc (%) |
|---|---|---|---|---|
| FST 140 °C | 60.7 ± 0.5 | - | 149.4 ± 0.1 | 36.6 ± 0.5 |
| FST 140 °C-HT | 56.6 ± 0.2 | 127.3 ± 0.1 | 149.4 ± 0.1 | 37.9 ± 1.3 |
| FST 150 °C | 59.5 ± 0.1 | - | 149.6 ± 0.1 | 36.1 ± 0.1 |
| FST 150 °C-HT | 56.8 ± 0.7 | 127.2 ± 0.1 | 149.6 ± 0.1 | 38.0 ± 1.1 |
| FST 160 °C | 60.6 ± 0.7 | - | 149.7 ± 0.1 | 34.2 ± 0.1 |
| FST 160 °C-HT | 56.9 ± 0.1 | 127.0 ± 0.2 | 149.6 ± 0.2 | 36.9 ± 1.0 |
| Resin | Condition | Relative Tensile Apparent Modulus (%) | Relative Yield Strength (%) | Relative Stress at Break (%) | Relative Strain at Break (%) | ||||
|---|---|---|---|---|---|---|---|---|---|
| NT | HT | NT | HT | NT | HT | NT | HT | ||
| 3D850 | Undrawn | 0 | 68.3 | 0 | 7.3 | 0 | 10.9 | 0 | −13.6 |
| FST 170 °C | 236.0 | 286.2 | 103.4 | 72.1 | 364.6 | 284.6 | 186.4 | 277.4 | |
| FST 180 °C | 238.1 | 279.4 | 101.3 | 75.2 | 364.6 | 287.6 | 187.6 | 271.8 | |
| 4043D | Undrawn | 0 | 10.4 | 0 | −0.46 | 0 | 7.8 | 0 | −57.5 |
| FST 140 °C | 176.0 | 134.7 | 106.9 | 36.1 | 309.9 | 174.6 | 12.4 | 340.9 | |
| FST 150 °C | 157.8 | 147.4 | 102.2 | 45.6 | 287.9 | 202.6 | 25.4 | 299.0 | |
| FST 160 °C | 176.9 | 132.3 | 112.2 | 42.6 | 356.8 | 187.9 | 27.5 | 269.4 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Butto, M.; Maspoch, M.L.; Bernal, C. Effect of Post-Drawing Thermal Treatment on the Mechanical Behavior of Solid-State Drawn Poly(lactic acid) (PLA) Filaments. Textiles 2023, 3, 339-352. https://doi.org/10.3390/textiles3030023
Butto M, Maspoch ML, Bernal C. Effect of Post-Drawing Thermal Treatment on the Mechanical Behavior of Solid-State Drawn Poly(lactic acid) (PLA) Filaments. Textiles. 2023; 3(3):339-352. https://doi.org/10.3390/textiles3030023
Chicago/Turabian StyleButto, Martín, María Lluisa Maspoch, and Celina Bernal. 2023. "Effect of Post-Drawing Thermal Treatment on the Mechanical Behavior of Solid-State Drawn Poly(lactic acid) (PLA) Filaments" Textiles 3, no. 3: 339-352. https://doi.org/10.3390/textiles3030023