
UV Nanoimprint Lithography—Impact of Coating Techniques on Pattern Quality

Abstract
:1. Introduction
2. Materials and Methods
3. Results
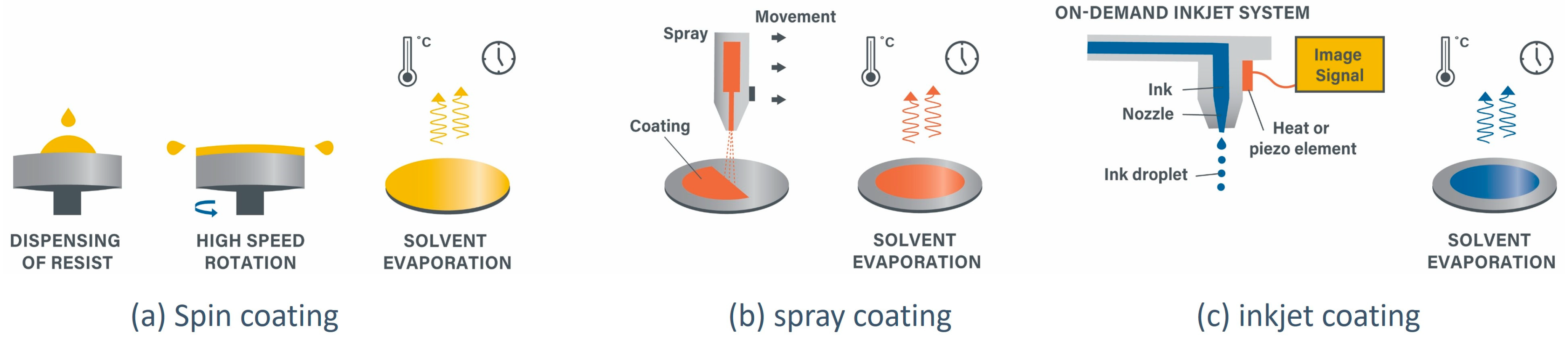
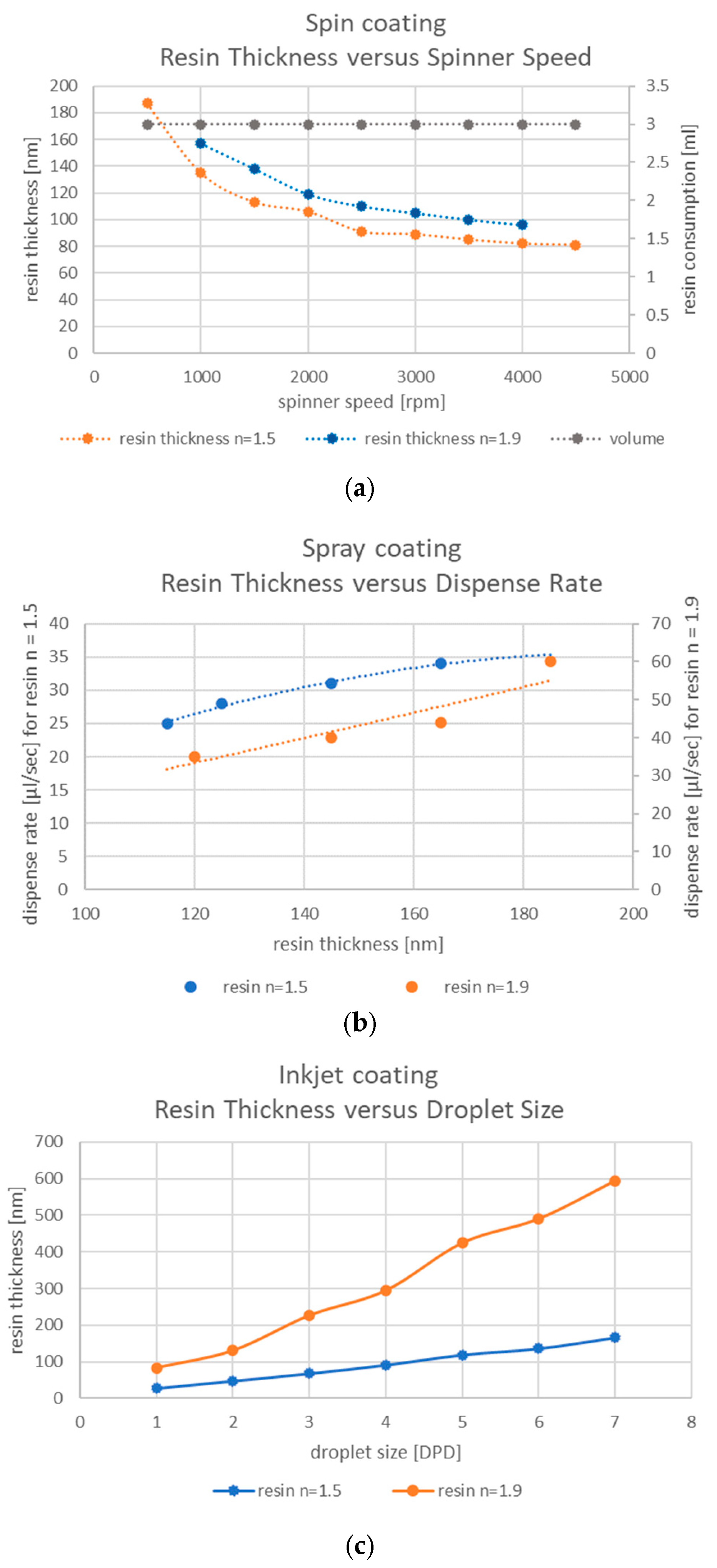
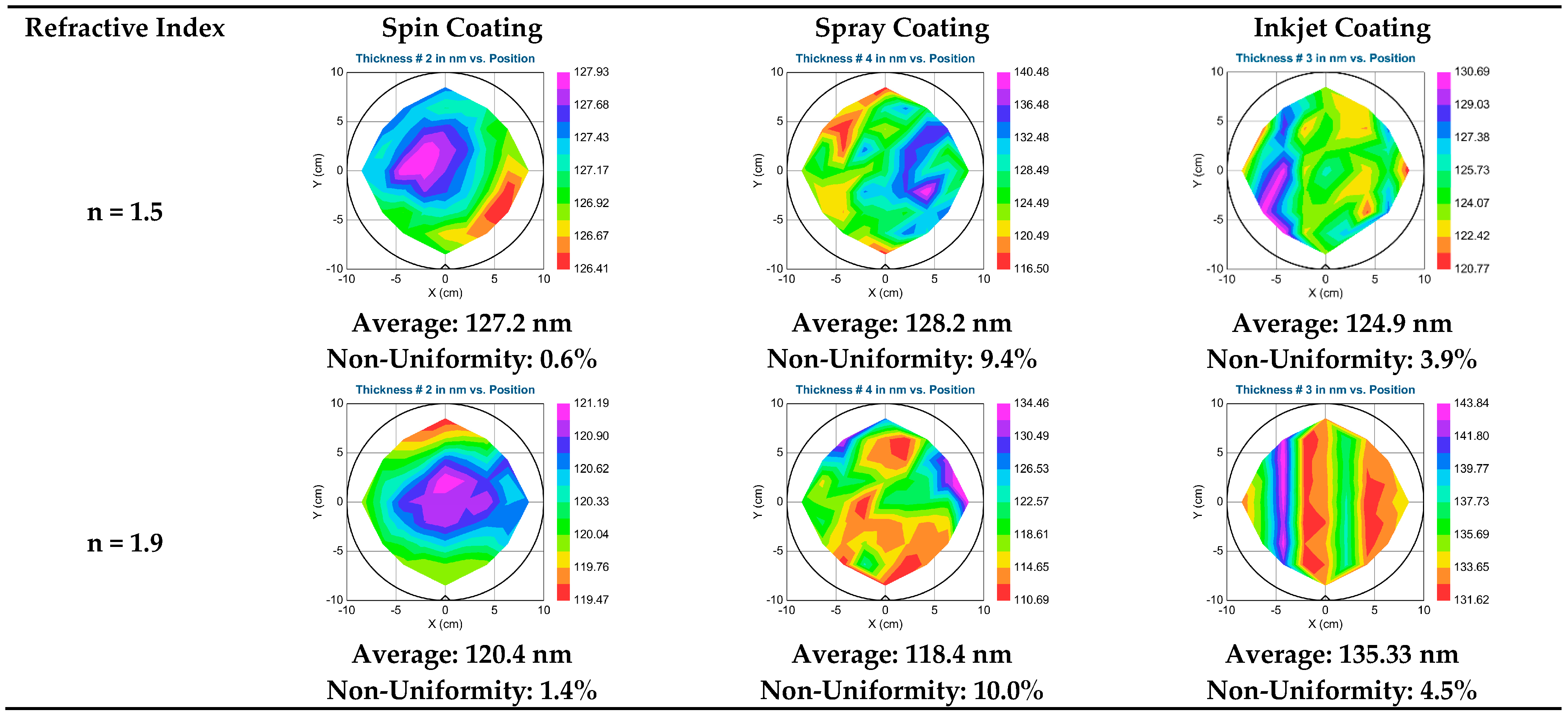
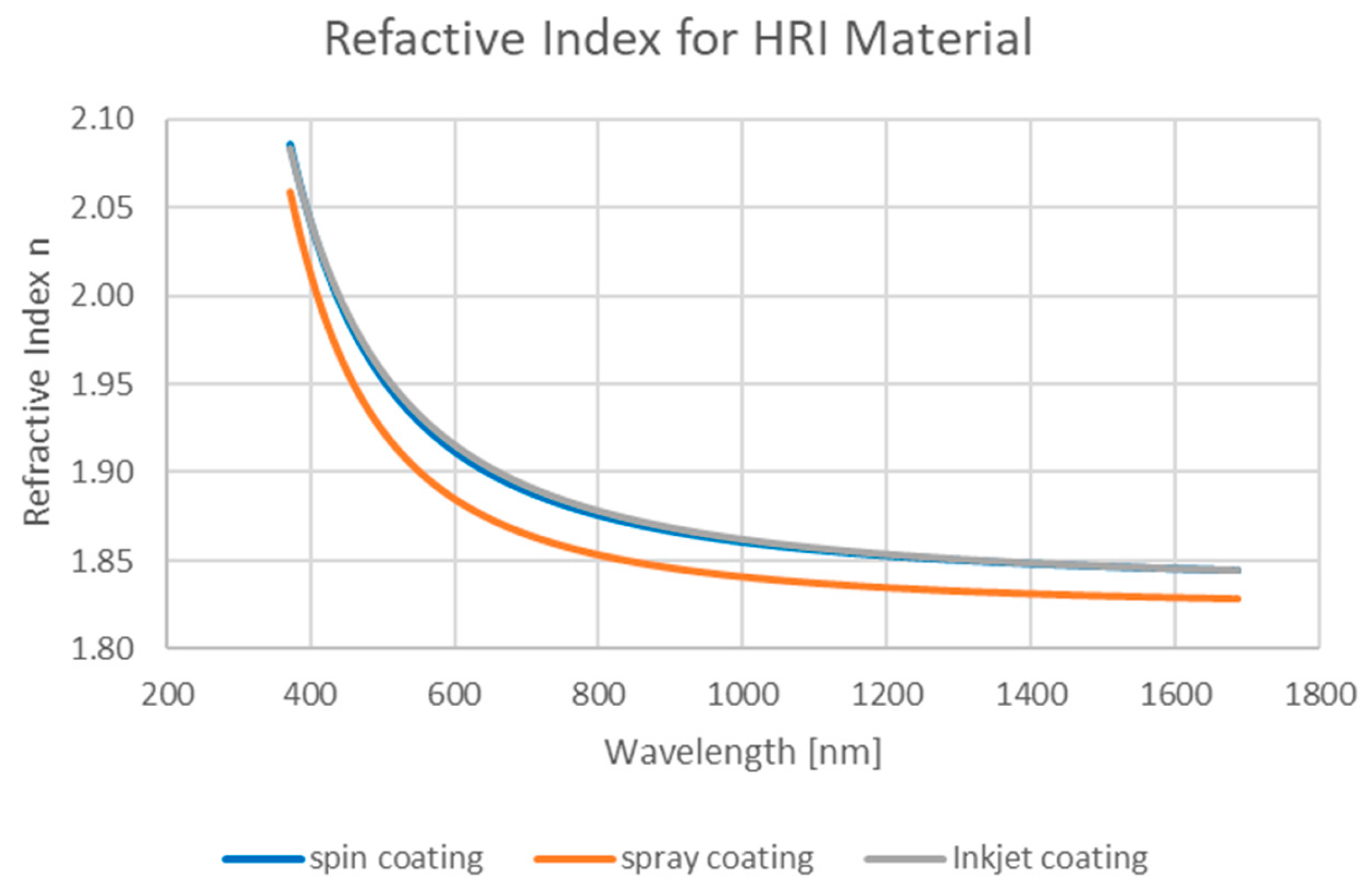
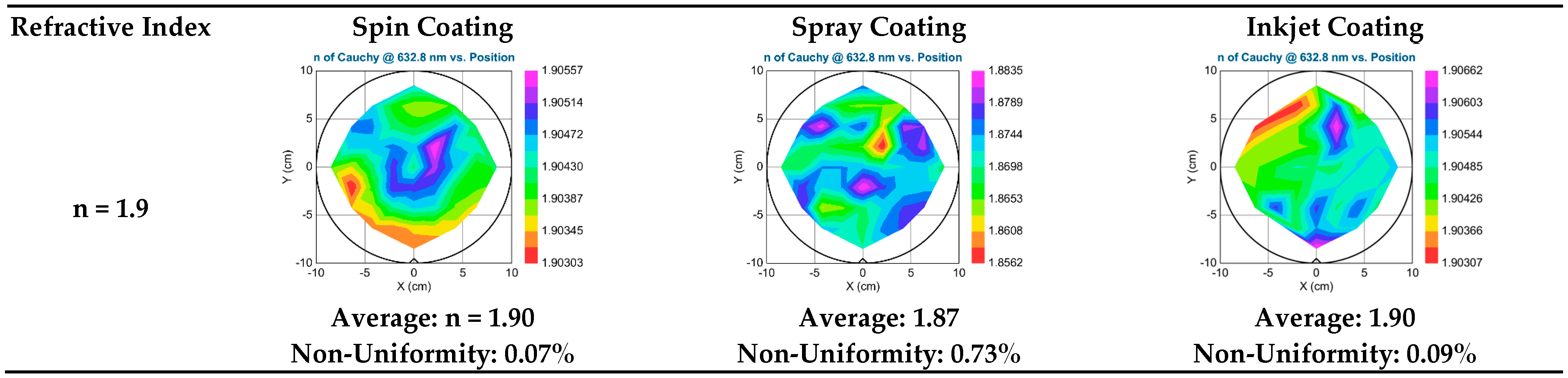
3.1. Coating Performance
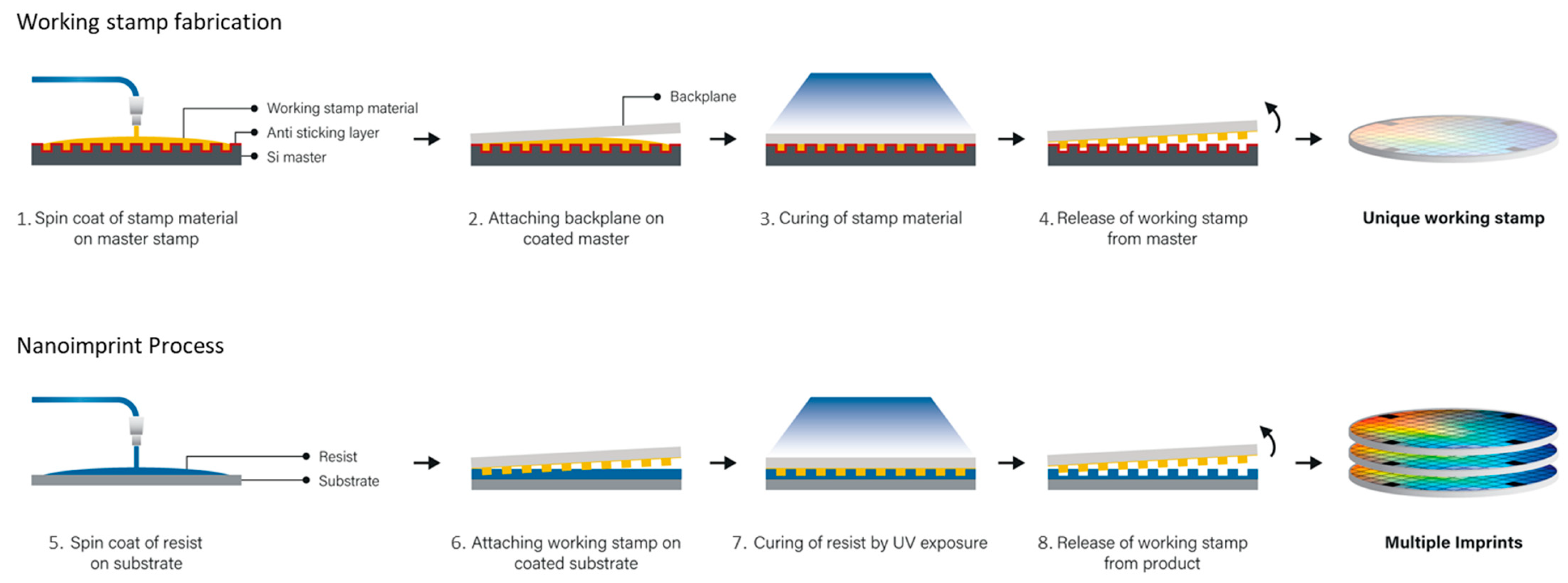
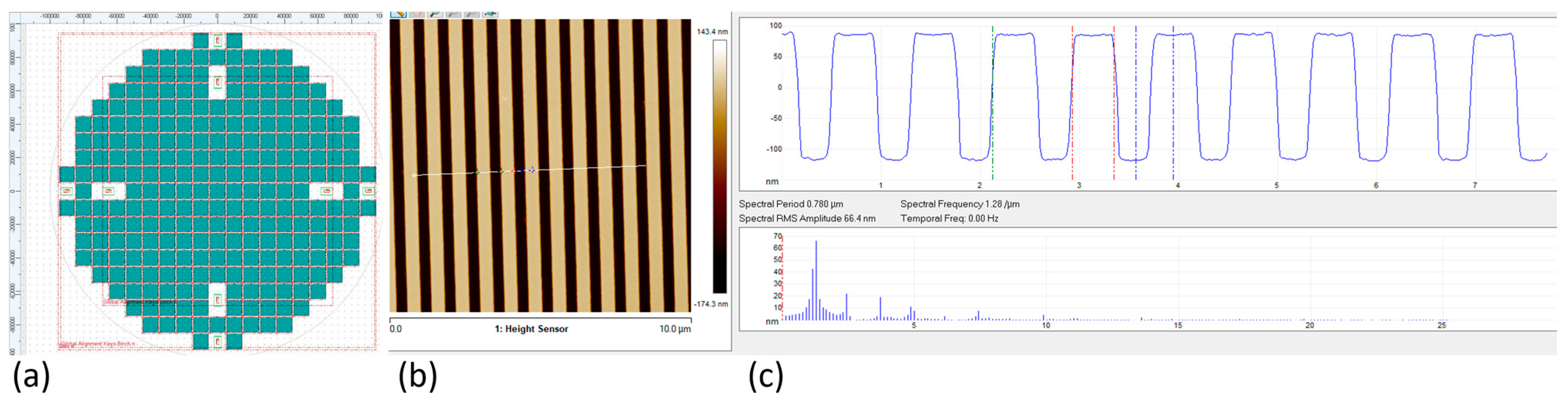
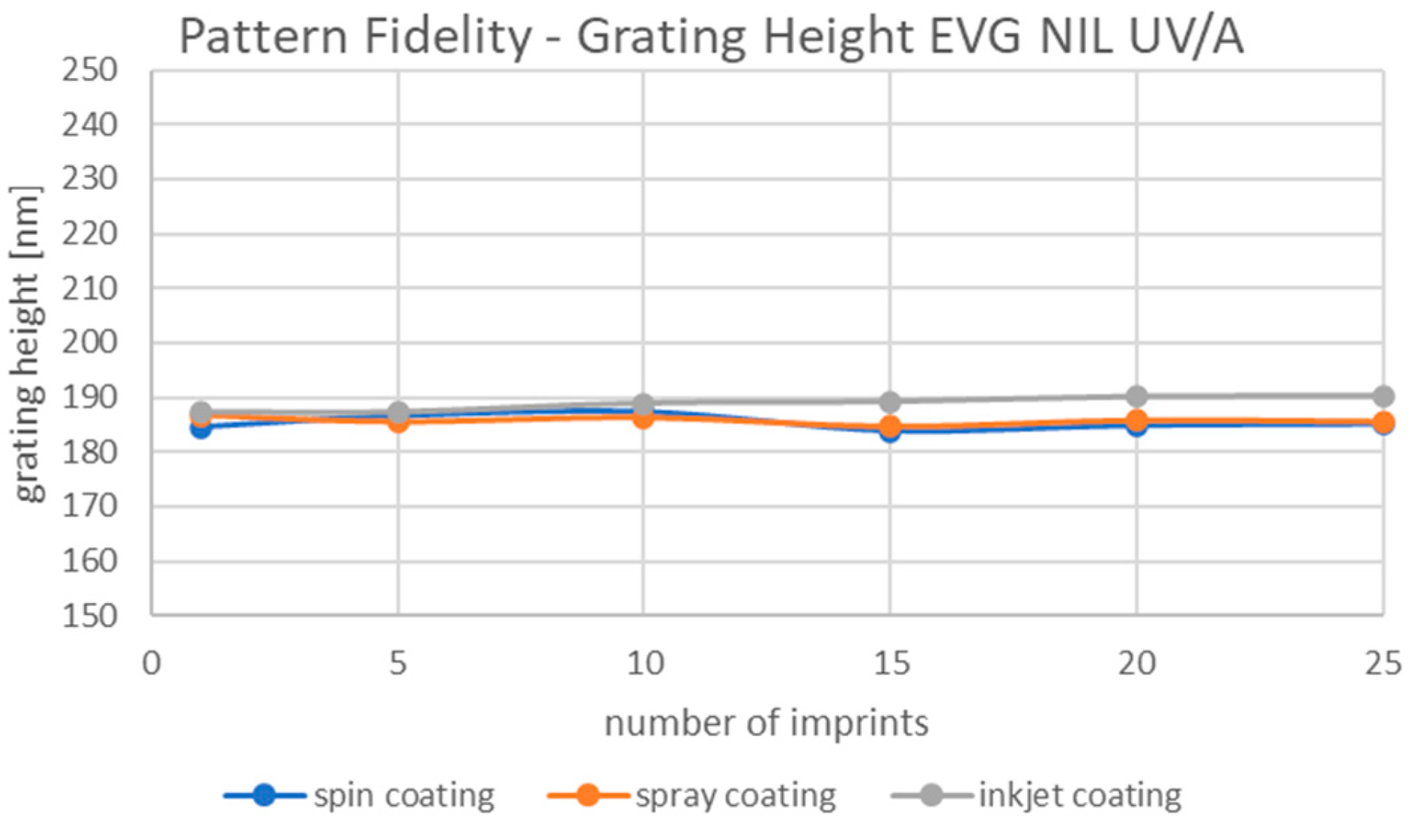
3.2. SmartNIL® Process Performance
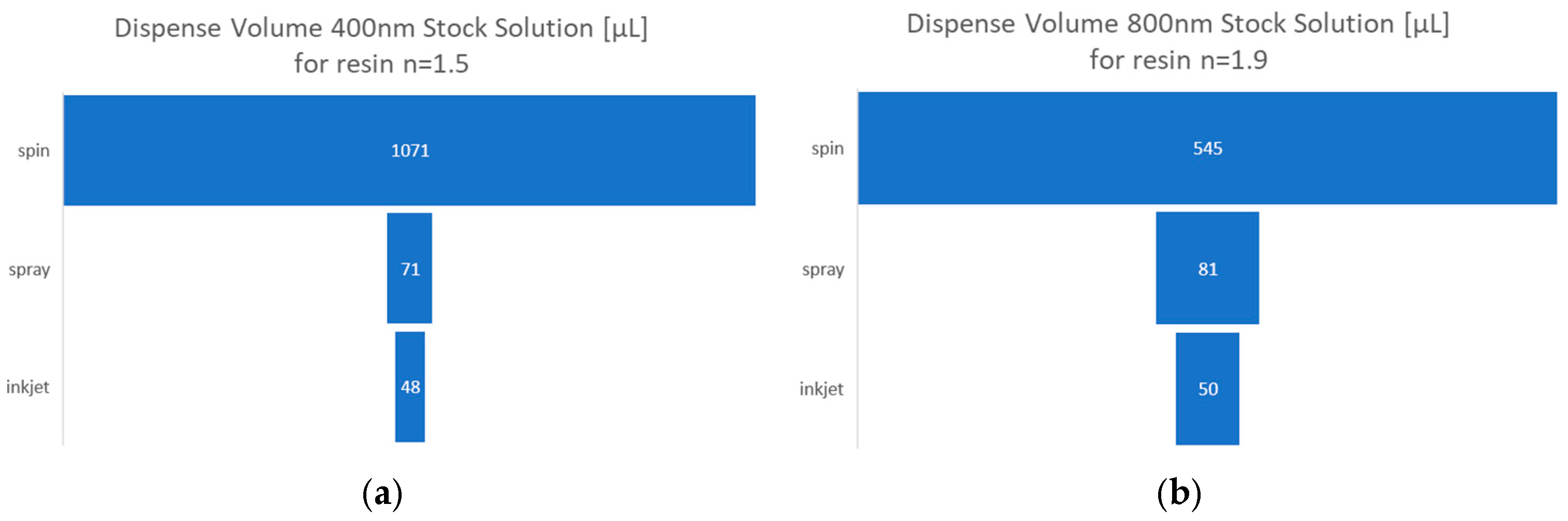
3.3. Volume Comparison
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kast, M. High Precision Wafer Level Optics Fabrication and Integration. Photonics Spectra 2010, 44, 34–36. [Google Scholar]
- Thanner, C.; Dudus, A.; Treiblmayr, D.; Berger, G.; Chouiki, M.; Martens, S.; Jurisch, M.; Hartbaum, J.; Eibelhuber, M. Nanoimprint lithography for augmented reality waveguide manufacturing. In Proceedings of the SPIE AR | VR | MR, San Francisco, CA, USA, 2–4 February 2020; pp. 290–295. [Google Scholar]
- Dielacher, B.; Eibelhuber, M.; Uhrmann, T. High-volume processes for next-generation biotechnology devices. Solid State Technol. 2016, 59, 11–16. [Google Scholar]
- Schift, H. Nanoimprint lithography: 2D or not 2D? A review. Appl. Phys. A 2015, 121, 415–435. [Google Scholar] [CrossRef]
- Thanner, C.; Eibelhuber, M. UV Nanoimprint Lithography: Geometrical Impact on Filling Properties of Nanoscale Patterns. Nanomaterials 2021, 11, 822. [Google Scholar] [CrossRef] [PubMed]
- Eibelhuber, M.; Uhrmann, T.; Glinsner, T.; Lindner, P. Nanoimprint Lithography enables cost effective photonics production. Photonics Spectra 2015, 49, 34–37. [Google Scholar]
- ASML 2020 Annual Report. Available online: https://www.asml.com/en/investors/annual-report/2020 (accessed on 13 September 2023).
- Nguyen, N. Fabrication Technologies. In Micromixers, 2nd ed.; William Andrew: Norwich, NY, USA, 2012; pp. 113–161. ISBN 9781437735208. [Google Scholar]
- Rimböck, J.; Gasiorowski, J.; Pires, M.; Zenger, T.; Burggraf, J.; Dragoi, V. Adhesive Wafer Bonding Using Ultra-Thin Spray-Coated BCB Layers. ECS Trans. 2020, 98, 67–78. [Google Scholar] [CrossRef]
- Redburn, R.; Gay, K.; Monroe, M.; Oakes, G.; Sorrentino, S. Advanced MEMS and packaging: Photoresist, adhesive and thin film processing solutions for lift-off processing. In Proceedings of the IWLPC, San Jose, CA, USA, 12–14 October 2015. [Google Scholar]
- Levinson, H.J. Principles of Lithography, 4th ed.; SPIE Press: Bellingham, WA, USA, 2019; ISBN 978-0819456601. [Google Scholar]
- Derby, B. Inkjet Printing of Functional and Structural Materials: Fluid Property Requirements, Feature Stability, and Resolution. Annu. Rev. Mater. Res. 2010, 40, 395–414. [Google Scholar] [CrossRef]
- Martin, G.D.; Hoath, S.D.; Hutchings, I.M. Inkjet printing—The physics of manipulating liquid jets and drops. J. Phys. Conf. Ser. 2008, 105, 012001. [Google Scholar] [CrossRef]
- Teyssedre, H.; Landis, S.; Thanner, C.; Laure, M.; Khan, J.; Bos, S.; Eibelhuber, M.; Chouiki, M.; May, M.; Brianceau, P.; et al. A full-process chain assessment for nanoimprint technology on 200-mm industrial platform. Adv. Opt. Technol. 2017, 6, 277–292. [Google Scholar] [CrossRef]
- Teyssedre, H.; Landis, S.; Brianceau, P.; Mayr, M.; Thanner, C.; Laure, M.; Zorbach, W.; Eibelhuber, M.; Pain, L.; Chouiki, M.; et al. Rules-based correction strategies setup on sub-micrometer line and space patterns for 200 mm wafer scale SmartNIL process within an integration process flow. In Proceedings of the SPIE Advanced Lithography + Patterning, San Jose, CA, USA, 27 February–1 March 2017; Volume 10144, pp. 125–131. [Google Scholar]
- Eibelhuber, M.; Rimböck, J.; Zenger, T.; Uhrmann, T.; Matthias, T. Combined Thick Resist Processing and Topography Patterning for Advanced Metal Plating. In Proceedings of the IEEE 20th Electronics Packaging Technology Conference (EPTC), Singapore, 4–7 December 2018; pp. 191–194. [Google Scholar]
- Matavž, A.; Uršič, U.; Močivnik, J.; Richter, D.; Humar, M.; Čopar, S.; Malič, B.; Bobnar, V. From coffee stains to uniform deposits: Significance of the contact-line mobility. J. Colloid Interface Sci. 2022, 608, 1718–1727. [Google Scholar] [CrossRef] [PubMed]
- Iervolino, F.; Suriano, R.; Scolari, M.; Gelmi, I.; Castoldi, L.; Levi, M. Inkjet Printing of a Benzocyclobutene-Based Polymer as a Low-k Material for Electronic Applications. ACS Omega 2021, 6, 15892–15902. [Google Scholar] [CrossRef] [PubMed]
- Deegan, R.; Bakajin, O.; Dupont, T.; Huber, G.; Nagel, S.; Witten, T. Capillary flow as the cause of ring stains from dried liquid drops. Nature 1997, 389, 827–829. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Technology | Constant Parameters | Variable Parameters |
|---|---|---|
| Spin | Dilution, acceleration, spin-off time | Spinner speed |
| Spray | Dilution, speed profile | Dispense rate |
| Inkjet | Dilution, speed profile | Dispense rate |
| Refractive Index | Spin Coating | Spray Coating | Inkjet Coating |
|---|---|---|---|
| n = 1.5 | Average 1.49 | Average 1.48 | Average 1.50 |
| Range 1.491–1.492 | Range 1.475–1.476 | Range 1.502–1.503 | |
| n = 1.9 | Average 1.90 | Average 1.87 | Average 1.90 |
| Range 1.903–1.905 | Range 1.856–1.883 | Range 1.903–1.906 |
| Refractive Index | Spin Coating | Spray Coating | Inkjet Coating |
|---|---|---|---|
| n = 1.5 | Rmax: 9.4 nm | Rmax: 7.6 nm | Rmax: 9.8 nm |
| n = 1.9 | Rmax: 6.3 nm | Rmax: 7.2 nm | Rmax: 8.9 nm |
| 100 nm Pillars | 100 nm Wells | 100 nm Lines | |
|---|---|---|---|
| Spin coating n = 1.9 |  |  |  |
| Spray coating n = 1.9 |  |  |  |
| Inkjet coating n = 1.9 |  |  |  |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rimböck, J.; Schuster, P.; Vsetecka, L.; Thanner, C. UV Nanoimprint Lithography—Impact of Coating Techniques on Pattern Quality. Nanomanufacturing 2024, 4, 69-80. https://doi.org/10.3390/nanomanufacturing4010005
Rimböck J, Schuster P, Vsetecka L, Thanner C. UV Nanoimprint Lithography—Impact of Coating Techniques on Pattern Quality. Nanomanufacturing. 2024; 4(1):69-80. https://doi.org/10.3390/nanomanufacturing4010005
Chicago/Turabian StyleRimböck, Johanna, Patrick Schuster, Lisa Vsetecka, and Christine Thanner. 2024. "UV Nanoimprint Lithography—Impact of Coating Techniques on Pattern Quality" Nanomanufacturing 4, no. 1: 69-80. https://doi.org/10.3390/nanomanufacturing4010005