1. Introduction
It is impossible to imagine the future without permanent magnets based on rare earth elements (REEs). They are essential for converting electricity into mechanical energy, especially for electric motors and electric generators. Therefore, they are key materials for the fulfilment of the “European Green Deal” towards a carbon neutral society [
1]. The fact that Europe has limited access to exploitable REEs makes them the most important raw materials for integration into the circular economy.
Hydrogen-assisted recycling (HPMS) is a promising reprocessing route for end-of-life (EOL) magnets [
2] with 88% less energy consumption and 98% less human toxicity compared to primary production of sintered magnets [
3]. In HPMS, the EOL magnet is exposed to hydrogen in a closed vessel at slightly elevated pressure for a short time, which hydrogenates and thus expands the Nd-rich grain boundary phase, causing the bulk material to disintegrate into friable, hydrogenated, and demagnetized NdFeB granules/powder that can be mechanically separated from the remaining impurities [
4]. HPMS is a relatively simple and reproducible process for producing sintered or polymer bonded magnets from single source EOL magnets [
5].
To enable a commercially viable circular economy for NdFeB magnets using HPMS for different scrap sources, it is vital to investigate the influence of different anti-corrosion coatings currently on the market, since (1) different penetration properties for hydrogen may have a significant influence on the kinetics of the hydration reaction and regarding (2) the quality of the resulting recycled material [
6]. Thus, (3) the magnetic performance of the recycled magnets may be strongly influenced by potential powder impurities due to coating residues.
The findings of this study are an important input for a recycling, sorting, and labelling system for permanent magnets developed under the EU-funded MaXycle and SUSMAGPRO projects, which is planned to be introduced to facilitate commercially attractive EOL magnet recycling [
6].
2. Materials and Methods
A series of NdFeB magnets equipped with 13 commercially available and widely used anti-corrosion coatings were compared to evaluate and rank performance and recyclability with HPMS. The coatings ranged from passivation and electroplated metal coatings to spray-coated polymers and multilayers. The coating types are listed in
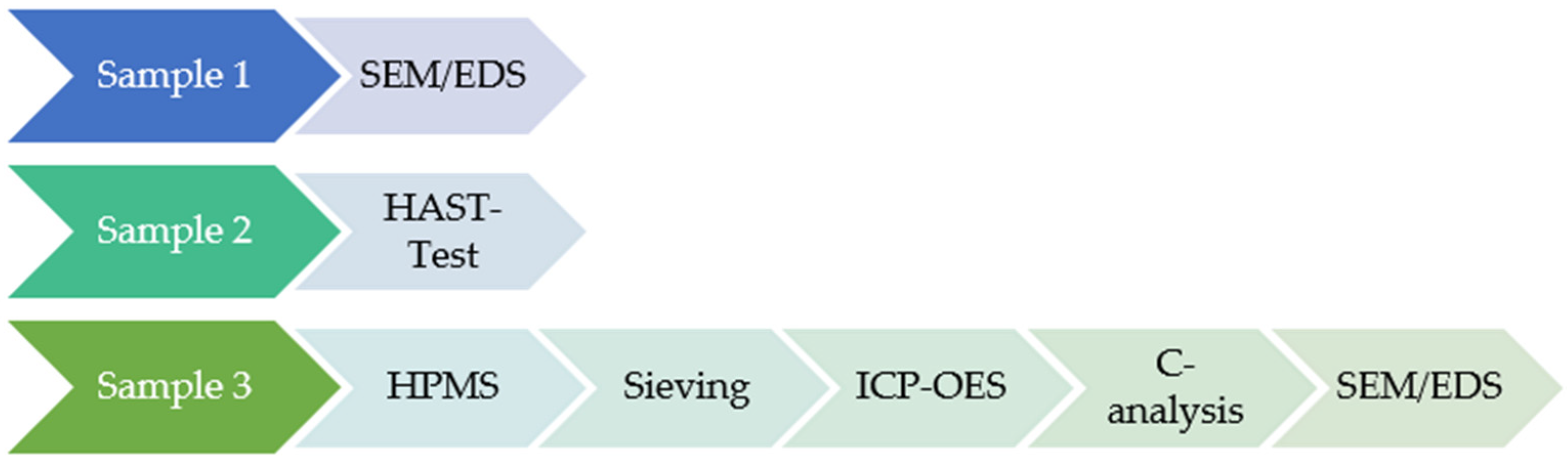
Table A1. The magnet batches had comparable magnet grades (N38SH) but, due to availability, different geometries. The initial corrosion protection of the coatings was evaluated by a standardized corrosion test. Coating thicknesses, coating structure, and chemical composition of the as-received magnet coatings were analyzed by optical and scanning electron microscopy (SEM), energy dispersive X-ray spectrometry (EDS), and inductively coupled plasma optical emission spectrometry (ICP-OES). The HPMS behavior (initiation time at a given pressure and resulting particle size distribution) both in the as-received state and, if necessary, in the mechanically fractured state, was investigated, using a tailor-made laboratory-scale HPMS reactor for in situ studies and real-time video recording through a gauge glass. Contamination of the resulting powders by coating residues was analyzed in detail, as was the possibility of separating the coatings from the powders by sieving after HPMS treatment. In an attempt to exclude superimposed influences, three individual samples of each magnet batch were subjected to the following treatments (see also overview in
Figure A1):
Sample 1: By means of SEM/EDS, a microstructural analysis of a cross-section of each magnet type was performed, including a determination of the number and respective thickness of the coating layers. Particular attention was paid to the transition area between the base material and the coating.
Sample 2: A salt spray test according to ISO 9227 and EN 60068-2-52 was performed with each magnet type at a chamber temperature of 40 °C for 240 h with a salt water temperature of 35 °C and a concentration of 5% NaCl (HAST test). All samples were visually inspected at 24 h intervals.
Sample 3: This sample was treated with HPMS with 3 bar hydrogen pressure at room temperature in a custom-made gauge glass reactor, and the hydrogen decrepitation process was video-monitored in situ with a single frame camera at 0.1 frames per second (fps). When no decrepitation reaction started after 2.75 h due to H2-impermeable coatings, the magnet was manually broken into 2–3 pieces, allowing hydrogen uptake of the bulk material. Subsequently, HPMS was repeated with identical process parameters. The resulting hydrogenated powders were vibration sieved in a cascade (mesh sizes of 1000 µm, 500 µm, 250 µm, 125 µm, 63 µm, 45 µm, and 25 µm, respectively) for 10 min. The yield per mesh size was determined by weighing the individual fractions on a high-precision scale. ICP-OES was used to quantify the coating residues per sieve fraction in weight percent. Combustion analysis was used to measure the carbon content of each powder fraction to relate the C content to possible coating residues.
3. Results
3.1. Microstructural Analysis
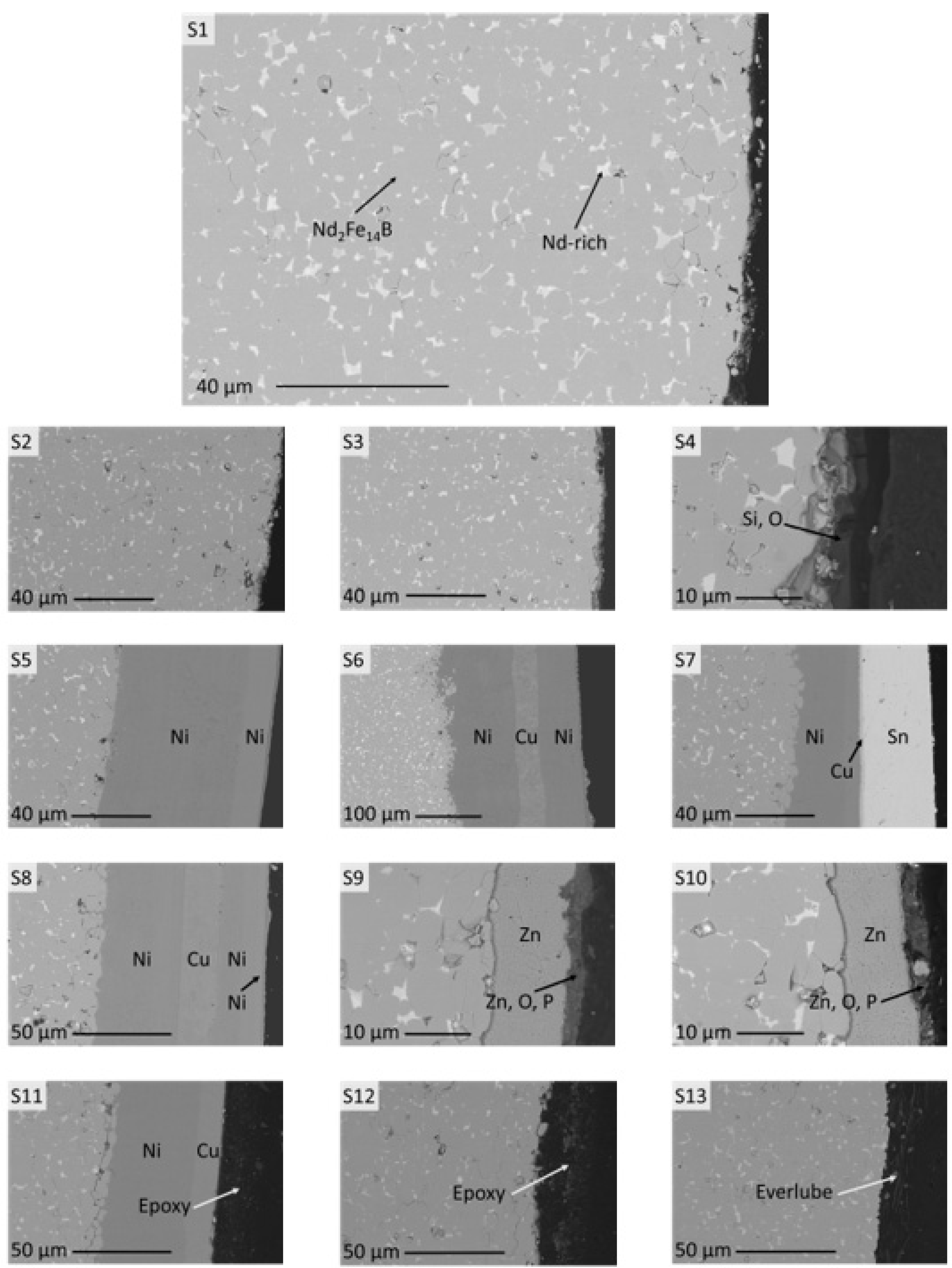
All magnets show a typical NdFeB microstructure (
Figure A2) consisting of hard-magnetic Nd
2Fe
14B grains separated by the Nd-rich grain boundary phase. With SEM, the coating structures and thicknesses could be visualized and quantified, see
Figure A2 and results in
Table A2.
3.2. HAST Test
To evaluate the initial performance of the coatings as corrosion protection, a salt spray test was performed according to ISO 9227 and EN 60068-2-52. The best performance was observed for the Ni- and Cu-containing coatings, while severe corrosion attack was observed after only 24 h for the passivated and “color Zn” coated magnet. The results are summarized in
Figure A3.
3.3. HPMS
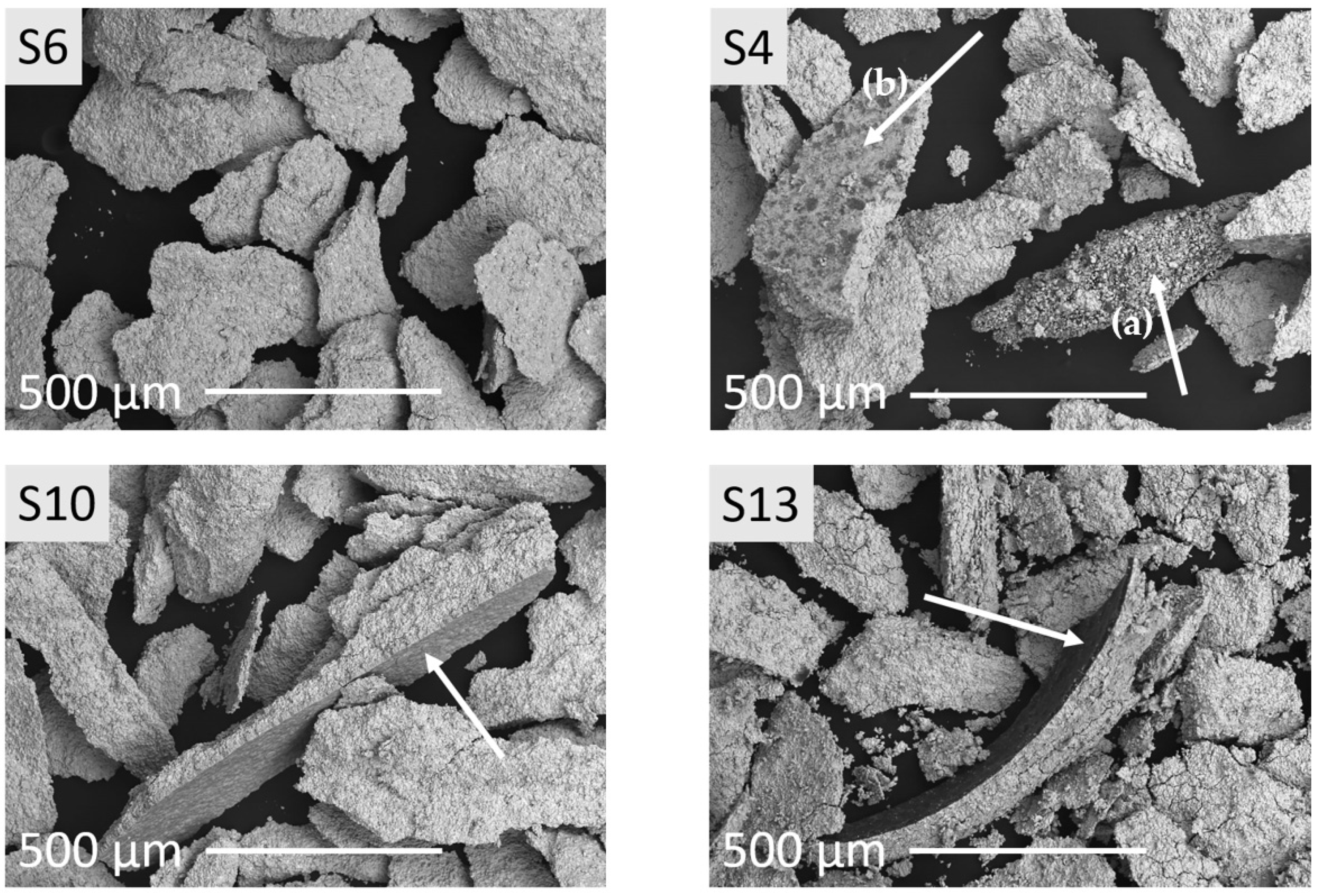
All magnets examined could be reduced to a hydrogenated powder by HPMS, but with different initiation and processing times, depending on the type/structure of the coating. With the exception of the passivated magnets S1, S3, and S4, all samples had to be broken into two to three pieces to initiate the reaction. The morphology of the resulting powder and coating flakes also varied with coating type (
Figure 1 and
Figure A4).
3.4. Quantification and Evaluation of Coating Residues
3.4.1. ICP-OES
After vibration sieving, the chemical composition of each powder fraction from
Section 3.3 was analyzed by ICP-OES (
Table A2). To determine the respective degree of contamination of the magnetic powder by coating residues, the weight percentage of metallic coating elements per fraction was compared with the total weight of the fraction after sieving. To simplify the evaluation, weight clusters were formed to quickly give an indication of the amount of coating residue in a given fraction. Until the completion of the remanufacturing tests and thus the availability of magnetic characteristic values, 0.5 wt% was assumed as a provisional limit value for the metallic residues. The best yields were obtained for magnet type S6 (non-decomposed coating), allowing >95 % of the non-contaminated magnet material to be recycled, while for magnet type S9 (disintegrated coating) only 22% of the non-contaminated magnet material could be produced (see
Figure A5). With the exception of S6 and S8, no dependency was found between the coating morphology after HPMS and the contamination levels in the respective sieve fractions.
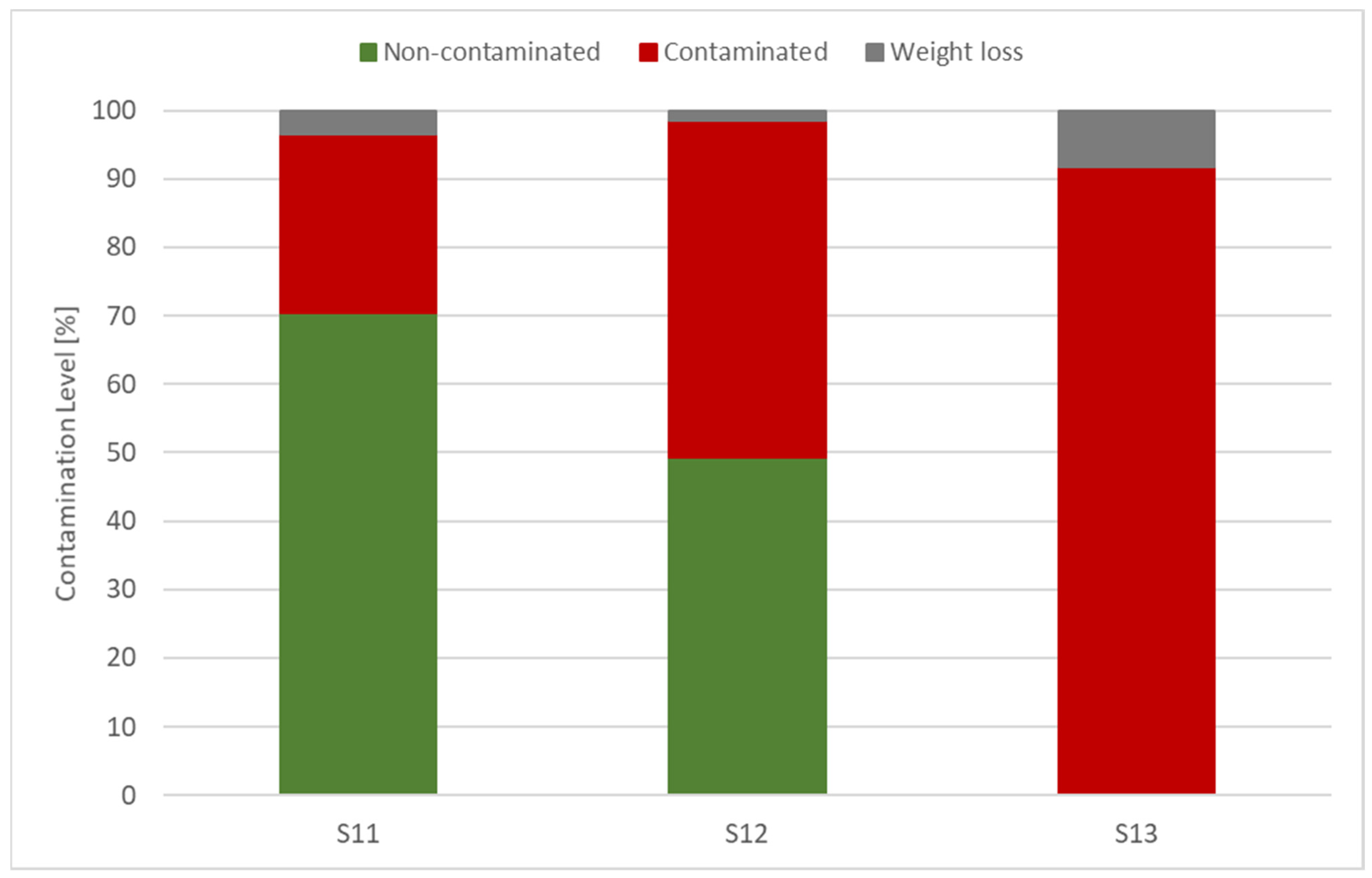
3.4.2. C Analyses
The carbon content of the samples with carbon-based (polymeric) coatings was measured and evaluated in a similar way as in
Section 3.4.1 (
Figure A6). Assuming a max. allowable value of 0.1% C for good magnetic properties [
7], S11 (non-decomposed coating) shows the highest yield of viable material (70%), while sample S13 (single flakes) could not deliver any useable HPMS material at all. In contrast to the results in
Section 3.4.1, good agreement was found between the coating morphology of the samples and their respective C contents after sieving.
4. Discussion
In this investigation, a range of NdFeB magnets, equipped with 13 commercially available and widely used anti-corrosion coatings, was compared to evaluate and classify performance and recyclability via the environmentally favorable HPMS process. The coatings ranged from passivation over electroplated metal coatings to spray-coated polymers and multilayers.
The initial corrosion protection performance of the coatings differs significantly, with electroplated multilayer coatings (S5–S8) exhibiting a much better performance than single layer (S9–S10), passivated (S1–S4), or spray-coated (S13) coating types. With respect to corrosion protection, electroplated coatings containing Ni (and Cu) show a superior behaviour to Zn-containing coatings. Single layer epoxy (S12) shows good corrosion protection, and additional epoxy coatings can improve the performance of electroplated corrosion protection coatings (S11). Similar or better performance, however, can also be achieved with an additional outer Ni layer (S8).
All investigated magnets could be disintegrated into a hydrogenated powder by HPMS, however, with varying initiation and processing times, depending on the type/structure of coating. With the exception of the passivated magnets, it seems to be necessary to break the coated magnets into pieces or at least to damage the coating to let hydrogen enter the magnetic material and thus ensure decrepitation.
One very important factor in terms of processing costs and the quality of the reprocessed magnet is the avoidance of coating contamination. It was found that during hydrogen-assisted recycling using HPMS, some coating types break down into indistinguishable small flakes, while others remain as larger flakes or carcasses. Unexpectedly, no dependency was found between the coating morphology and the degree of contamination of the sieved HPMS powder with respect to metallic coating residues. It is assumed that the applied vibration sieving favors further fragmentation of the coating particles, even if it is performed without aids such as steel balls, as in the present study.
Under the conditions employed, the best separation was found for magnet type S6, which allowed the recycling of >95% of non-contaminated magnet material, while only 22% of non-contaminated magnet material could be obtained with magnet type S9. It is important to note that a certain degree of contamination, as caused by metallic coating residues (e.g., Cu, Ni, Zn, etc.), is acceptable for the recycling of high-performance permanent magnets. For reference, see also
Figure A5.
In further work, the individual threshold values for different elements will be determined with comparative measurements of the magnetic properties of reprocessed magnets from the respective HPMS powder fractions.
For the investigated samples with carbon-based (polymeric) coatings, on the other hand, good agreement was found between the coating morphology of the samples and their respective C content after sieving. Assuming a maximum carbon content of 0.1% to achieve competitive magnetic properties, the polymeric coating of sample S11 allowed a yield of 70% non-contaminated magnetic material, while in sample S13 finely distributed carbon contaminations were found in all sieve fractions, making the material unsuitable for recycling via HMPS under the currently applied (sieving) conditions.
5. Conclusions
Chemical composition and physical structure of anti-corrosion coatings play an important role in HPMS recycling and subsequent reprocessing of high-performance NdFeB magnets; coating particles are a potential source of contamination in HPMS powders and, depending on their nature, mechanical separation of the coating residues from the magnet material can be very difficult and thus expensive.
To ensure cost-effective and high-quality HPMS recycling of NdFeB-type magnets, it is necessary to separate the magnets of different layer types for customized further processing. To achieve high recycling rates, a machine-readable classification and labeling system, such as the one developed in the ERA-MIN2 project MaXycle, seems vital.
From a design-for-recycling perspective, Ni-Cu type electroplated multilayer corrosion protection coatings are favorable for HPMS recycling, while some coatings (e.g., Everlube 6155) are not recommended. Further work is required to determine the maximum tolerable levels of contamination with metallic coating residues such as Zn, Ni, and Cu and to optimize the mechanical separation of magnetic material and coating residues, e.g., by wind sifting.
In this study, the HPMS procedure was performed without prior thermal demagnetization of the EOL magnets. Future work will also include the evaluation of a possible different recycling behavior of the investigated corrosion protection coatings after a prior heat treatment of 350 °C.


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






