
Derivation of Appropriate Conditions for Additive Manufacturing Technology Using Hot-Wire Laser Method †


Abstract
:1. Introduction
2. Materials and Experimental Methods
3. Results
4. Discussion
4.1. Three-Layer Deposition
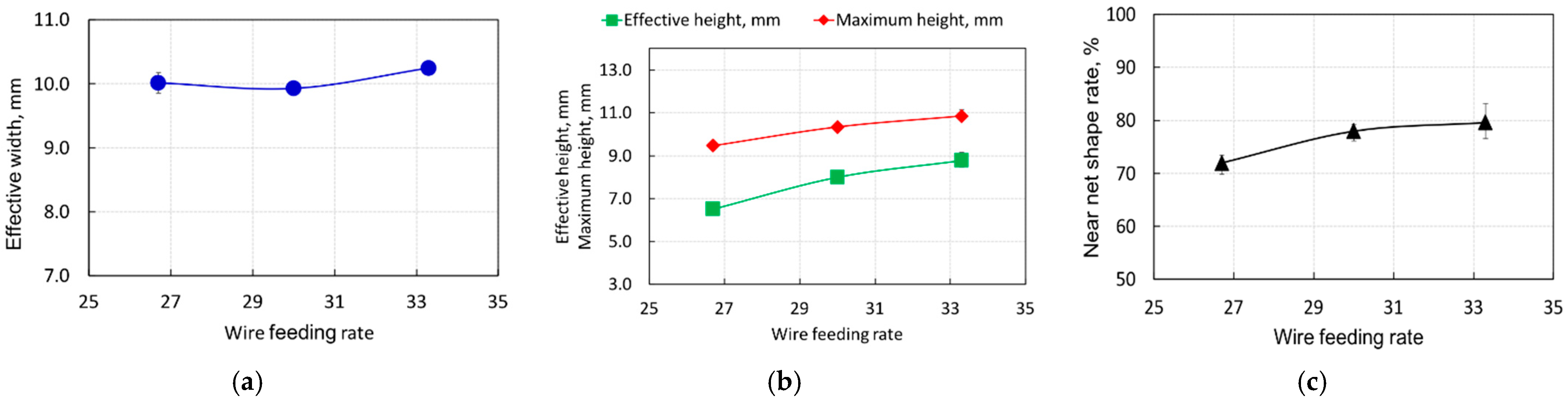
4.2. Effects of Process Parameters on Cross-Sectional Characteristics
5. Conclusions
Author Contributions
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Milewski, J.O. Additive Manufacturing of Metals; Springer Series in Materials Science; Springer: Berlin/Heidelberg, Germany, 2017; Volume 258, pp. 7–33. [Google Scholar]
- Cawley, J.D. Solid freeform fabrication of ceramics. Curr. Opin. Solid State Mater. Sci. 1999, 4, 483–489. [Google Scholar] [CrossRef]
- Sandeep, D.C. Comparison and analysis of different 3D printing techniques. Int. J. Eng. Technol. 2017, 8, 264–272. [Google Scholar]
- Syed, A.M.T.; Elias, P.K.; Amit, B.; Susmita, B.; Lisa, O.; Costas, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Schultz, V.; Seefeld, T.; Vollertsen, F. Gap bridging ability in laser beam welding of thin aluminum sheets. Phys. Procedia 2014, 56, 545–553. [Google Scholar] [CrossRef]
- Singh, R.; Gupta, A.; Tripathi, O.; Srivastava, S.; Singh, B.; Awasthi, A.; Rajput, S.K.; Sonia, P.; Singhal, P.; Saxena, K.K. Powder bed fusion process in additive manufacturing: An overview. Mater. Today 2020, 26, 3058–3070. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Bose, S. Additive Manufacturing, 1st ed.; CRC Press: Boca Raton, FL, USA, 2015; pp. 2–24. [Google Scholar]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: New York, NY, USA, 2009; pp. 4–38. [Google Scholar]
- Joshi, S.C.; Sheikh, A.A. 3D printing in aerospace and its long-term sustainability. Virtual Phys. Prototyp. 2015, 10, 175–185. [Google Scholar] [CrossRef]
- Nie, Z.G.; Wang, G.; McGuffin-Cawley, J.D.; Narayanan, B.; Zhang, S.J.; Schwam, D.; Kottman, M.; Rong, Y.M. Experimental study and modeling of H13 steel deposition using laser hot-wire additive manufacturing. J. Mater. Process. Technol. 2016, 235, 171–186. [Google Scholar] [CrossRef]
- Yan, W.Z.; Yue, Z.F.; Zhang, J.Z. Study on the residual stress and warping of stiffened panel produced by electron beam freeform fabrication. Mater. Des. 2016, 89, 1205–1212. [Google Scholar] [CrossRef]
- Chang, S.H.; Gach, S.; Senger, A.; Zhang, H.Y.; Du, D. A new 3D printing method based on non-vacuum electron beam technology. J. Phys. Conf. Ser. 2018, 1074, 012017. [Google Scholar] [CrossRef]
- Chlebus, E.; Gruber, K.; Kuźnicka, B.; Kurzac, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. 2015, 639, 647–655. [Google Scholar] [CrossRef]
- Criales, L.E.; Arisoy, Y.M.; Lane, B.; Moylan, S.; Donmez, A.; Ozel, T. Laser powder bed fusion of nickel alloy 625: Experimental investigations of effects of process parameters on melt pool size and shape with spatter analysis. Int. J. Mach. Tools Manuf. 2017, 121, 22–36. [Google Scholar] [CrossRef]
- Ma, M.M.; Wang, Z.M.; Wang, D.Z.; Zeng, X.Y. Control of shape and performance for direct laser fabrication of precision large-scale metal parts with 316L Stainless Steel. Opt. Laser Technol. 2013, 45, 209–216. [Google Scholar] [CrossRef]
- Yang, D.X.; Li, X.Y.; He, D.Y.; Nie, Z.R.; Huang, H. Optimization of weld bead geometry in laser welding with filler wire process using Taguchi’s approach. Opt. Laser Technol. 2012, 44, 2020–2025. [Google Scholar]
- Du, F.R.; Zhu, J.Q.; Ding, X.P.; Zhang, Q.; Ma, H.L.; Yang, J.; Cao, H.Z.; Ling, Z.M.; Wang, G.Y.; Duan, X.M.; et al. Dimensional characteristics of Ti-6Al-4V thin-walled parts prepared by wire-based multi-laser additive manufacturing in vacuum. Rapid Prototyp. J. 2019, 25, 849–856. [Google Scholar] [CrossRef]
- Yamamoto, M.; Shinozaki, K.; Kadoi, K.; Fujita, D.; Inoue, T.; Fukahori, M.; Kitahara, Y. Development of Hot-wire Laser Welding Method for Lap Joint of Steel Sheet with Wide Gap. Q. J. Jpn. Weld. Soc. 2011, 29, 58–61. [Google Scholar] [CrossRef]
- Kadoi, K.; Shinozaki, K.; Yamamoto, M.; Owaki, K.; Inose, K.; Takayanagi, D. Development of High-efficiency/High-quality Hot-wire Laser Fillet Welding Process. Q. J. Jpn. Weld. Soc. 2011, 29, 62–65. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content | Value |
|---|---|
| Number of layers | 3 |
| Laser power, kW | 3.3~5.5 |
| Laser irradiation angle, deg | 5 |
| Laser spot size, mm | 1.6 × 11 |
| Process speed, m/min | 0.24~0.5 |
| Wire feeding speed, m/min | 6~20 |
| Wire feeding rate | 20~40 |
| Wire feeding angle, deg | 45 |
| Shielding gas (Ar), L/min | 30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, S.; Nakahara, Y.; Aono, H.; Ejima, R.; Yamamoto, M. Derivation of Appropriate Conditions for Additive Manufacturing Technology Using Hot-Wire Laser Method. Mater. Proc. 2021, 3, 9. https://doi.org/10.3390/IEC2M-09244
Zhu S, Nakahara Y, Aono H, Ejima R, Yamamoto M. Derivation of Appropriate Conditions for Additive Manufacturing Technology Using Hot-Wire Laser Method. Materials Proceedings. 2021; 3(1):9. https://doi.org/10.3390/IEC2M-09244
Chicago/Turabian StyleZhu, Song, You Nakahara, Hideki Aono, Ryo Ejima, and Motomichi Yamamoto. 2021. "Derivation of Appropriate Conditions for Additive Manufacturing Technology Using Hot-Wire Laser Method" Materials Proceedings 3, no. 1: 9. https://doi.org/10.3390/IEC2M-09244