1. Introduction
The significance of understanding the interactions between various machining parameters and their effects on machining performance cannot be overstated [
1,
2,
3,
4]. As manufacturing industries continually endeavor to improve efficiency, performance, and product quality, it is crucial to comprehend the interrelationships between these variables. Due to the widespread use of metallic materials in industries, machining, particularly the efficacy of turning operations on metals, has been the subject of numerous studies [
5,
6]. Among these, EN8 steel holds a key position due to its extensive use in the automotive industry for studs, keys, axles, and shafts [
7,
8,
9].
Thus, the present study seeks to examine EN8 steel machining performance under different coolant flows, filling a gap in the existing literature, as very few researchers have discussed this topic to date [
10,
11]. Surface roughness (Ra) and material removal rate (MRR) are two fundamental performance characteristics considered in any metal-cutting process [
12]. The Ra influences the functional properties of machined components, such as wear resistance, fatigue strength, and frictional behavior [
13,
14,
15]. In contrast, the MRR directly affects the productivity and effectiveness of the machining process [
16,
17]. Both of these characteristics are known to be influenced by machining parameters such as the cutting speed (
v), feed rate (
f), depth of cut (
d), and coolant flow type (
) [
18,
19,
20]. Despite extensive prior research on these parameters, the specific impact of coolant flow on the Ra and MRR during the machining of EN8 steel has not been explored in detail. To decipher the intricate relationships between these variables, the present study employed a multifaceted analytic strategy, including regression models, analysis of variance (ANOVA), Taguchi’s L9 orthogonal array analysis, and grey relational analysis (GRA).
3. Multiresponse Optimization Using Grey Relational Analysis
Grey relational analysis (GRA) has been demonstrated to be highly effective for optimizing situations involving multiple performance characteristics. By optimizing a single parameter known as the grey relational grade, GRA permits the transformation of a multiobjective optimization problem into a single-objective optimization problem [
26]. The GRA analysis consists of three main steps: preprocessing the raw data, estimating the grey relational coefficients, and calculating the grey relational grade. The original data are normalized to dimensionless values between 0 and 1 during preprocessing. Normalization varies depending on the sort of quality attribute [
27]. For the surface roughness (Ra), which follows the “smaller-the-better” criterion, normalization is performed utilizing the following equation:
And for the material removal rate (MRR), which follows the “larger-the-better” criterion, normalization is performed utilizing the following equation:
where
is the original sequence,
the sequence after the data preprocessing,
the largest value of
, and
the smallest value of
. The second step involves the calculation of the grey relational coefficient, which helps establish a relationship between the actual normalized sequence and the ideal or reference sequence [
27]. This relationship can be expressed mathematically, as shown in the following equation:
where
is the deviation sequence of the reference sequence, and
is the distinguishing or identification coefficient:
. However, a
of 0.5 is generally used. The final step involves the calculation of the weighted grey relational grade using the following equation:
The weighted grey relational grade is the weighted sum of the estimated grey relational coefficients. Due to their similar importance in the machining process, both response variables (MRR and Ra) were allotted equal weights of 50% each in this study. The GRA technique was chosen for its ability to handle multiple performance characteristics simultaneously. It transforms a multiobjective optimization problem into a single-objective optimization problem by optimizing a single parameter known as the grey relational grade. This makes it particularly suitable for our study, where we are dealing with multiple machining parameters and their effects on the surface roughness and material removal rate. The GRA technique allows us to evaluate the performance of different parameters and their levels in a comprehensive and efficient manner.
4. Results and Discussion
This study’s experimental investigation aimed to determine the effect of machining parameters and coolant flow type on the surface roughness (
Ra) ) and material removal rate (
MRR). The experimental data are presented in
Table 2. From the preliminary analysis of the data, there does not seem to be an obvious trend that indicates which parameter has the greatest effect on the Ra, and it seems to be sensitive to a combination of parameters as opposed to a singular factor. For
MRR, greater values of
f and
d correspond to an increase in
MRR. This observation highlights the complexity of the manufacturing procedure, in which multiple variables interact to determine the ultimate results.
The regression models for the surface roughness given by Equations (6)–(8) for
, 2, and 3 revealed the combined effect of
v,
f,
d, and
on the surface roughness. From the equations, it can be inferred that as
v increases, the
Ra decreases, as denoted by the negative sign preceding the coefficient of
v. On the other hand, the positive sign for
f,
d, and
suggests that an increase in these variables causes an increase in the
Ra. In a regression model, the constant term (also known as the intercept) represents the average expected value of the response variable when all predictor variables are set to zero [
28].
It can be interpreted as the average surface roughness (
Ra) for each form of CF when
v,
f, and
d are set to zero. The fact that the constant varies with each form of CF indicates that the CF has a baseline effect on the surface roughness that is independent of the other factors (
v,
f, and
d). Even before
v,
f, and
d enter into play, the average
Ra is highest when CF = 2 and lowest when CF = 3, for instance. Before contemplating the machining parameters, the constant terms for each CF level indicate that the choice of coolant flow can significantly impact the surface roughness. This understanding could influence the selection of coolant flow during the machining process to optimize the surface roughness. In addition, the ANOVA results in
Table 3 statistically validate the regression models, revealing that the contribution of the feed to the total sum of squares is the highest, followed by the coolant flow type and depth of cut, emphasizing their importance in influencing the Ra. However, the cutting speed demonstrated the least influence.
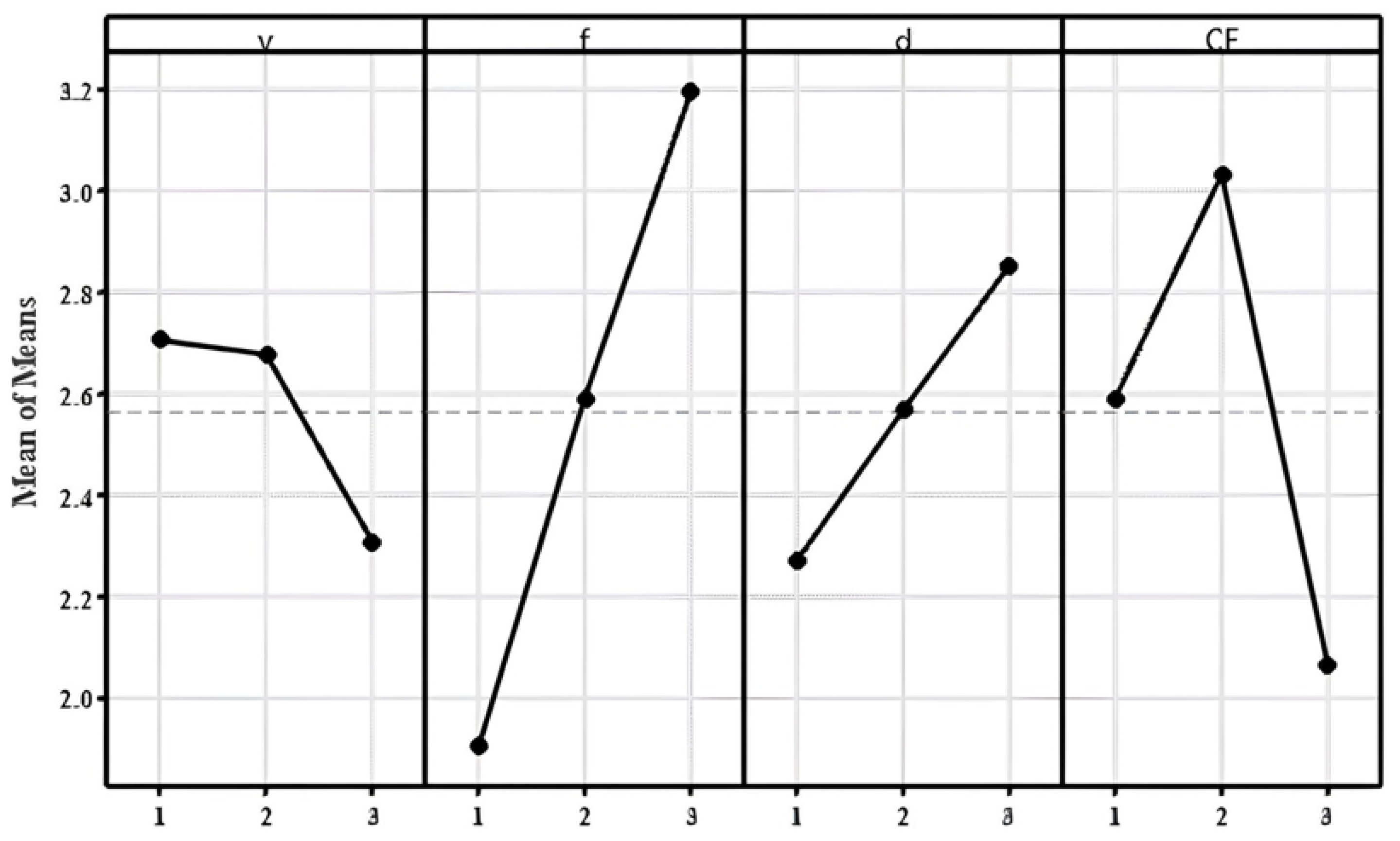
The Taguchi analysis reconfirmed these results by identifying the feed as the most influential factor on the
Ra, followed by the coolant flow type, depth of cut, and cutting speed. This validated the prior analysis and highlighted the significance of optimizing
f and CF for an enhanced surface finish.
Table 4 is the response table of means depicting the greatest delta value for
f (1.293).
Figure 1 depicts the obtained main effect plots, where the steep line for
f was observed again.
The regression models for the MRR given by Equations (9)–(11) for
and 3 revealed that all four factors
and
play significant roles in determining the
MRR, with the depth of cut being the most influential parameter. This result is consistent with the practical comprehension of machining processes, according to which deeper cuts remove material more rapidly, thereby increasing the
MRR.
Different intercepts in each model suggest that the type of coolant flow influences the basal MRR. Specifically, the models indicate that the
MRR decreases as we transition from arid conditions to a flood-type coolant flow and decreases further as we switch to a minimal quantity lubrication flow type. As the
MRR cannot be negative in practical situations, these values represent the intercept term in the regression model rather than a direct physical interpretation. The ANOVA results presented in
Table 5 support the conclusion by disclosing that the greatest sum of squares was associated with the depth of cut, followed by the feed and cutting speed, indicating their significant contribution to the total variation in
MRR. Despite having a lesser impact, the coolant flow type, nonetheless, performed a significant role.
Taguchi’s analysis confirmed these findings by identifying the depth of cut as the most influential factor for the MRR, followed by the feed, cutting speed, and coolant flow type. It revealed the possibility of optimizing machining parameters to increase the
MRR.
Table 6 represents the response table of means, in which the maximum delta value for the depth of cut (8.491) is found.
Figure 2 depicts the obtained main effect plots, in which the steep line for the depth of cut is observed once again.
The conducted analyses provide valuable insights for process optimization in machining operations by highlighting the importance of the cutting speed, feed, depth of cut, and coolant flow type on the surface roughness and material removal rate. The obtained results can assist industry professionals in improving the efficacy and quality of their processes. However, it is important to note that these results may vary with various materials and machining conditions, highlighting areas for future research. Based on the experimental data, the GRA was utilized to comprehend the interrelationships between the machining parameters and their impacts on the
Ra and
MRR.
Table 7 provides the results of this analysis.
According to the obtained grey relational grade (GRG), the combination with a speed of 130 mm/min, a feed of 0.1 mm/rev, a depth of cut 0.15 mm, and the third type of coolant flow (MQL) produced the best results with a GRG of 0.653, ranking first among all other parameter combinations. Intriguingly, the second-best combination in terms of GRG also operated at 130 mm/min but with a higher feed (0.15 mm/rev), a greater depth of cut (0.2 mm), and under dry cutting conditions (CF). This indicates that, despite the increased feed rate and depth of cut, the surface roughness was maintained at a lower level due to the high cutting speed and dry cutting conditions, while the MRR was maximized. On the opposite extreme of the spectrum, the parameter set with the lowest GRG consisted of a cutting speed of 130 mm/min, a high feed of 0.2 mm/rev, a shallow depth of cut (0.1 mm), and a coolant flow that was continuous (Flood). This led to an increase in the surface irregularity and a decrease in the material removal rate. Even with a reduced depth of cut, the increased feed rate appeared to have resulted in a poorer surface finish.
Despite the continuous flow of the coolant, the MRR was not maximized, indicating that other parameters, such as the cutting speed and depth of cut, were more influential. The GRA revealed the optimal machining parameters for harmonizing the surface roughness (Ra) and material removal rate (MRR). Under minimal quantity lubrication conditions (CF = 3), the greatest results were significantly obtained with higher feed rates, a slower speed, and moderate depths of cut. While the findings of this study provide valuable insights into the machining of EN8 steel under different coolant flows, it is important to note certain limitations. The results are specific to the material (EN8 steel) and the machining conditions tested in this study. Therefore, the generalizability of the findings to other materials and machining conditions may not be direct and would require further investigation. Future research could extend this work by exploring other materials and varying machining conditions. In addition to the academic contributions of this study, there are several practical implications worth noting. The findings of this study provide valuable insights for industry professionals seeking to optimize their machining processes. Specifically, the results indicate that the best results are generally obtained with higher speeds, lower feed rates, and moderate depths of cut under minimal quantity lubrication conditions. This information could be used to guide decision-making in real-world machining operations, potentially leading to improvements in efficiency and product quality. However, it is important to note that these results are specific to the machining of EN8 steel under the conditions tested in this study. Therefore, the direct applicability of these findings to other materials and machining conditions may require further investigation.






{kind=link}
{kind=link}