
Weldability and Mechanical Properties of Fe/Al Dissimilar Joints by Resistance Spot Weld Bonding †


Abstract
:1. Introduction
2. Methods
2.1. Test Materials and Welding Conditions
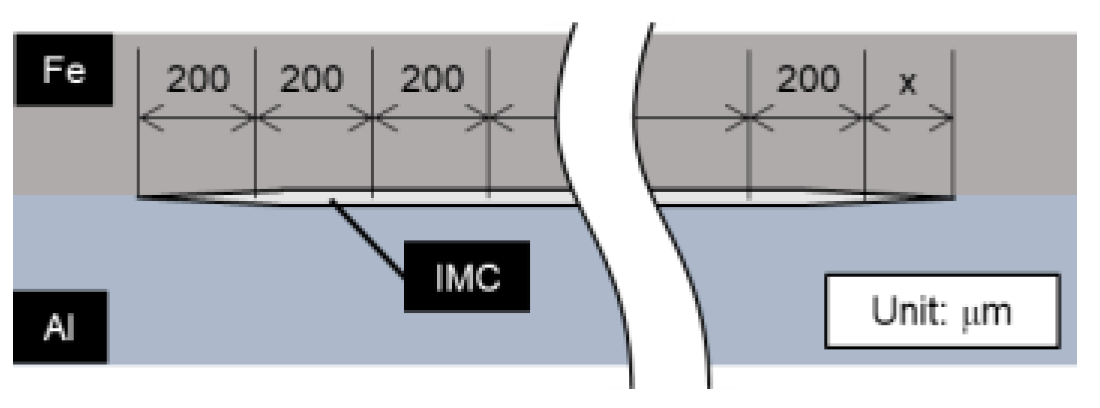
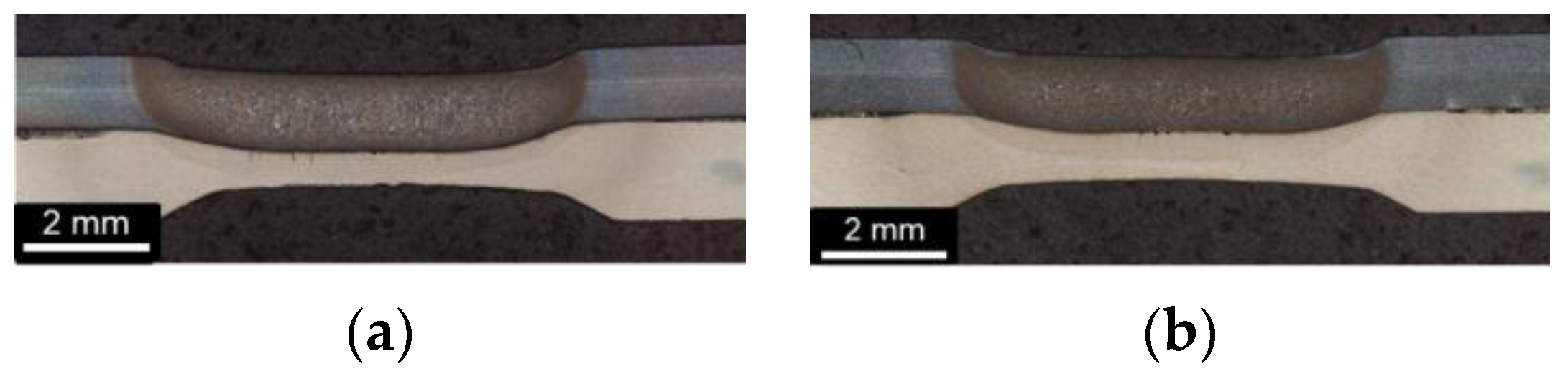
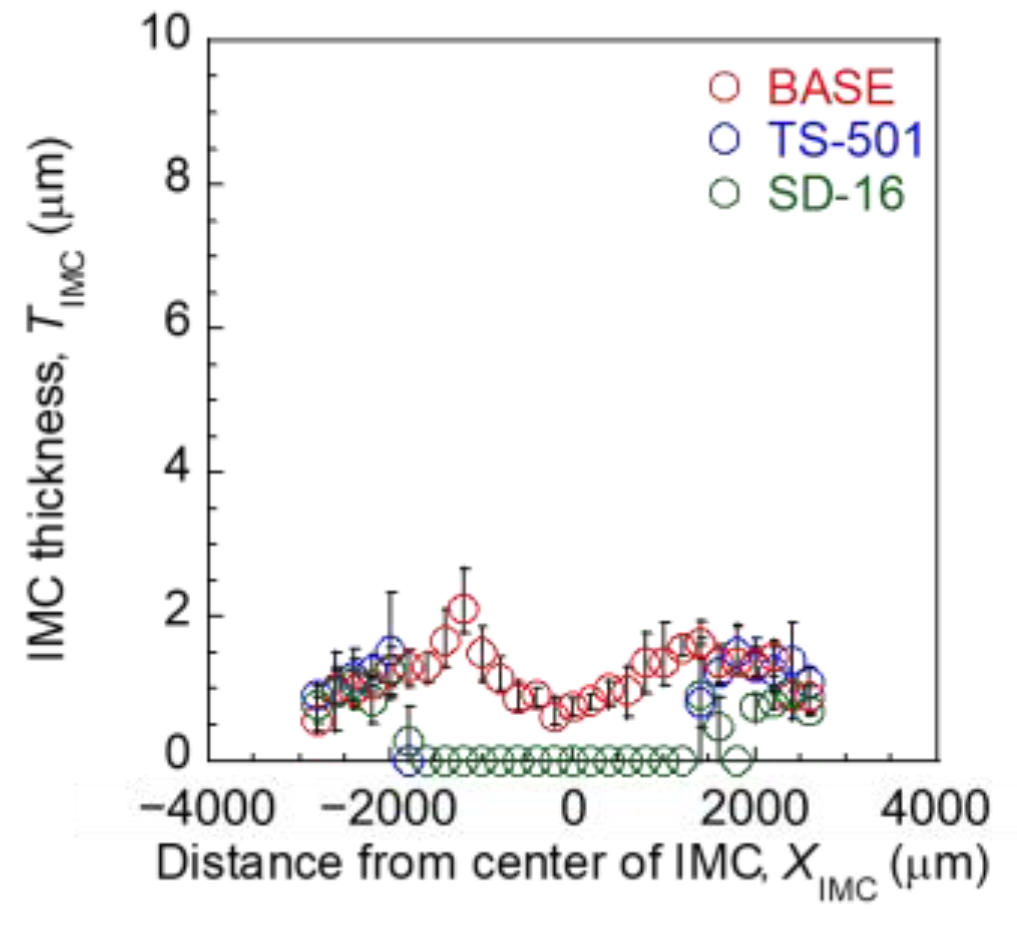
2.2. Method of Observing Specimen and Measuring IMC Thickness
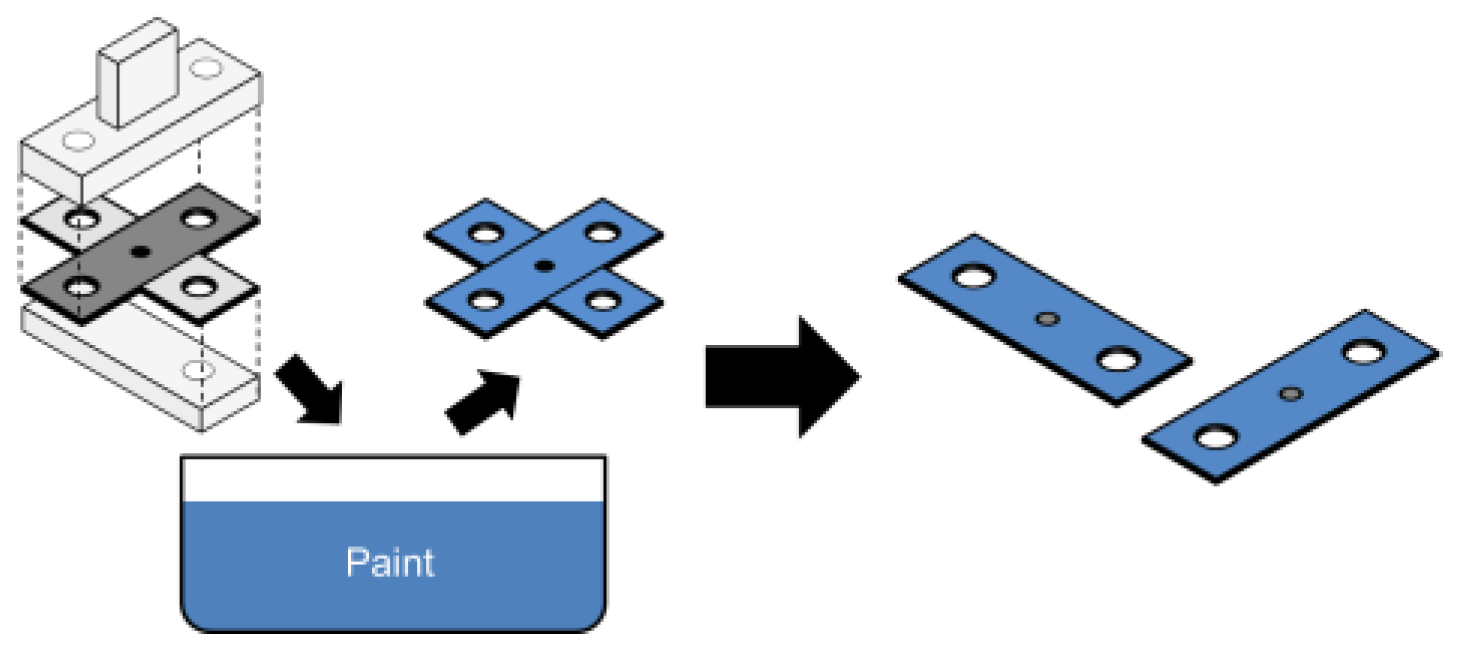
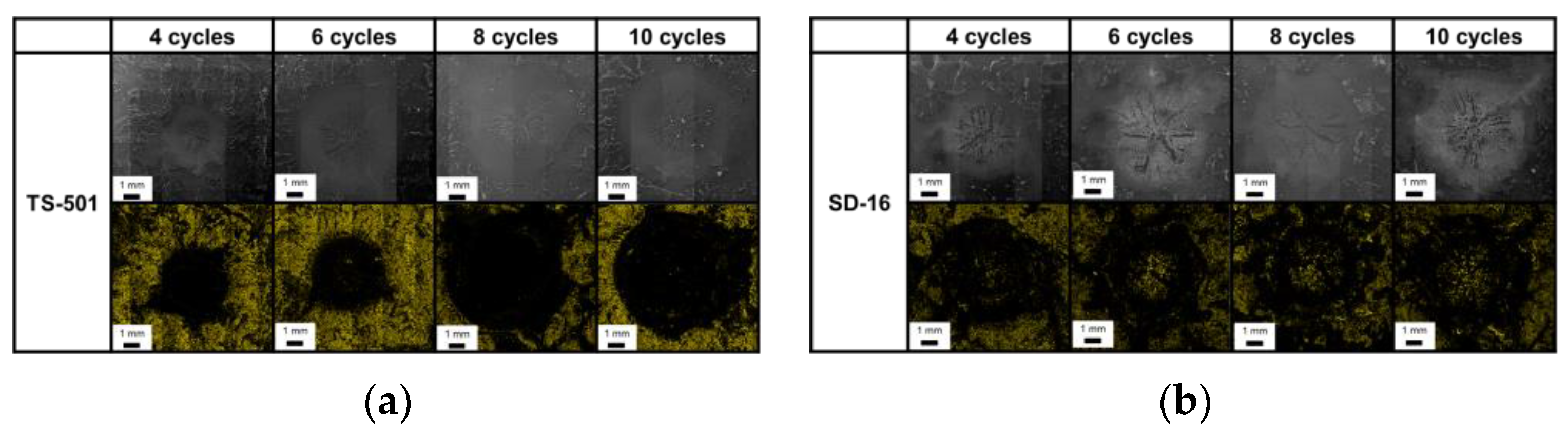
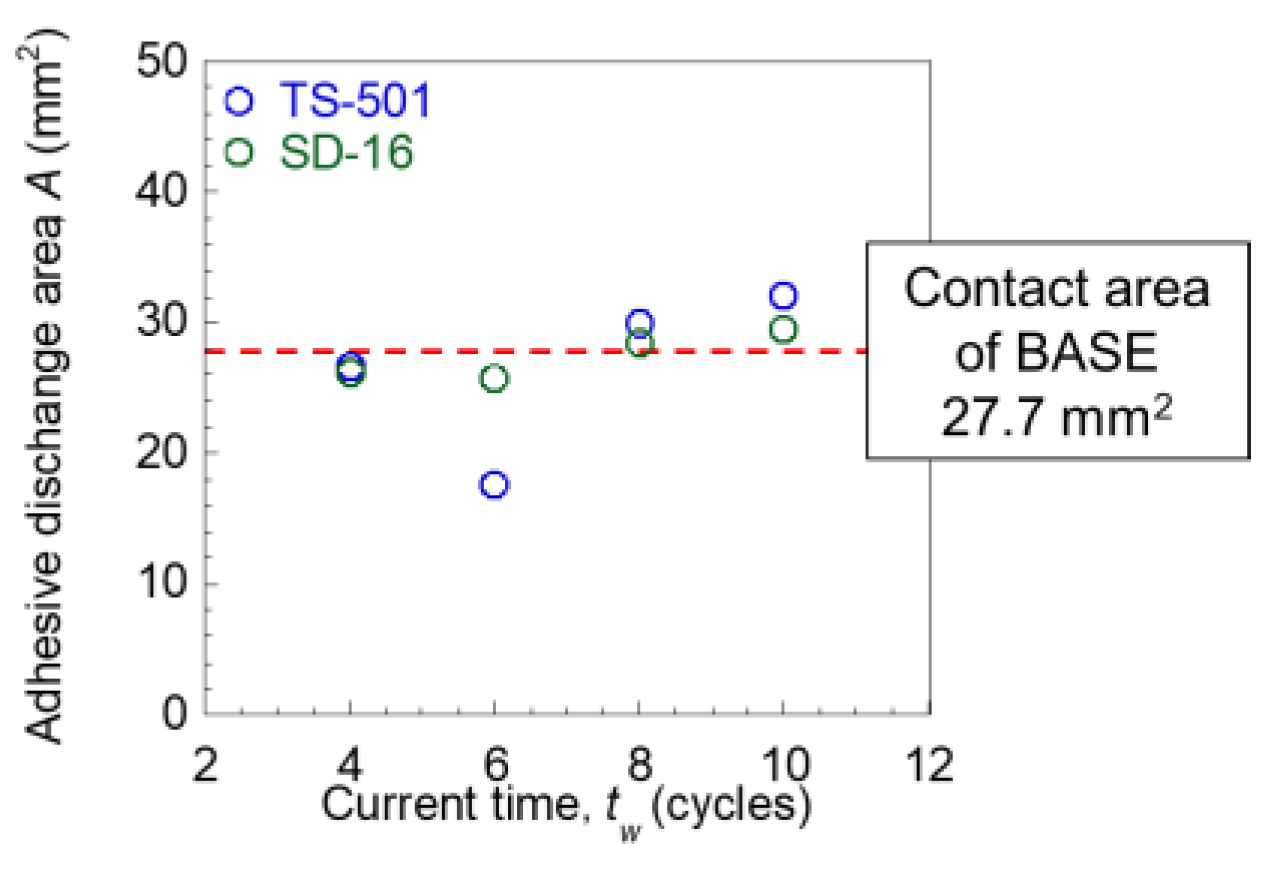
2.3. Method of Obtaining the Area of Adhesive Discharge
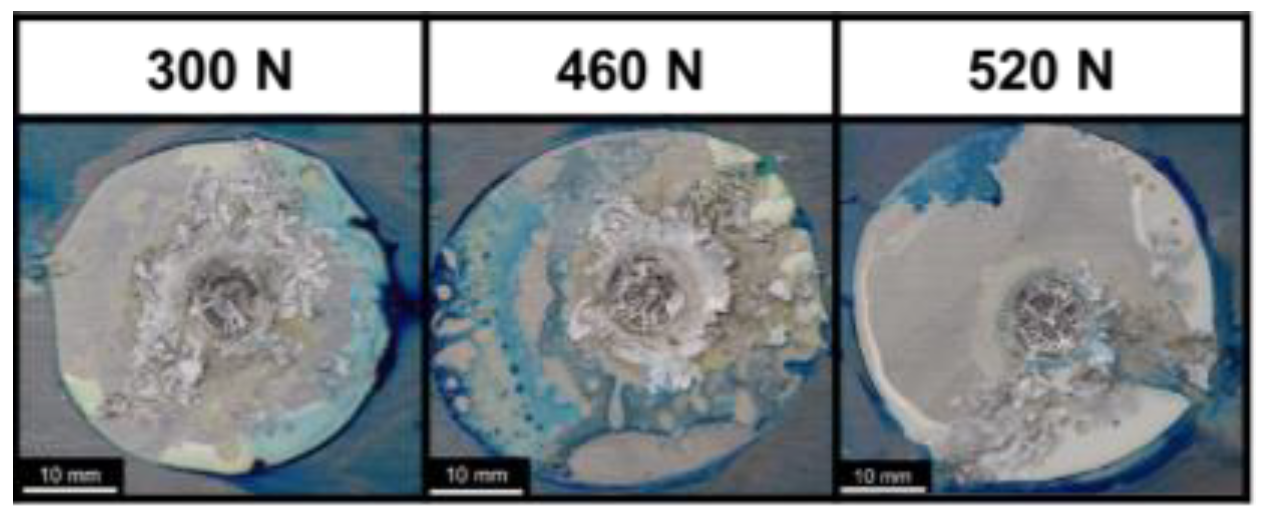
2.4. Method for Measuring Cross-Tension Strength and Observing Cracks
3. Results
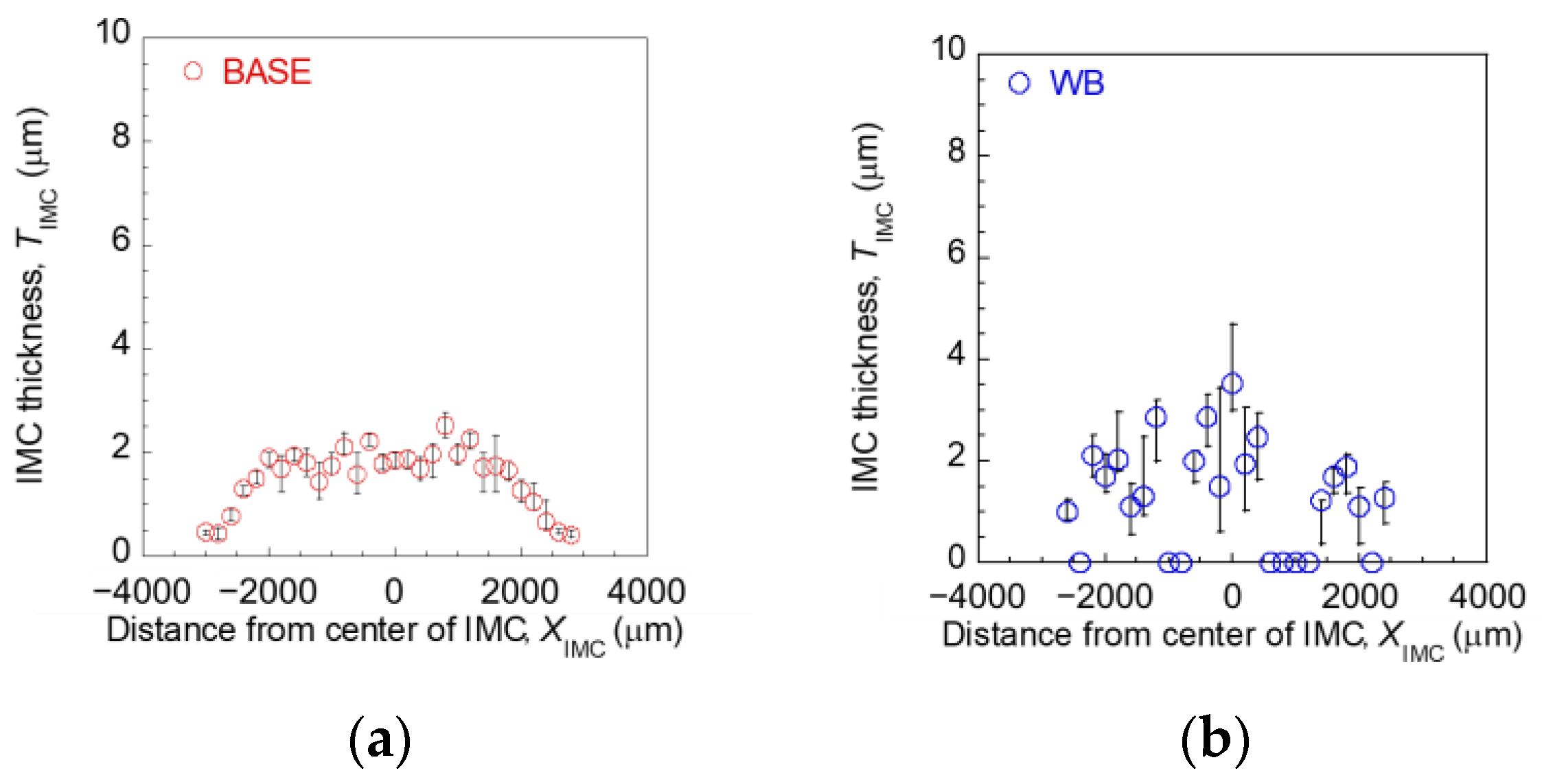
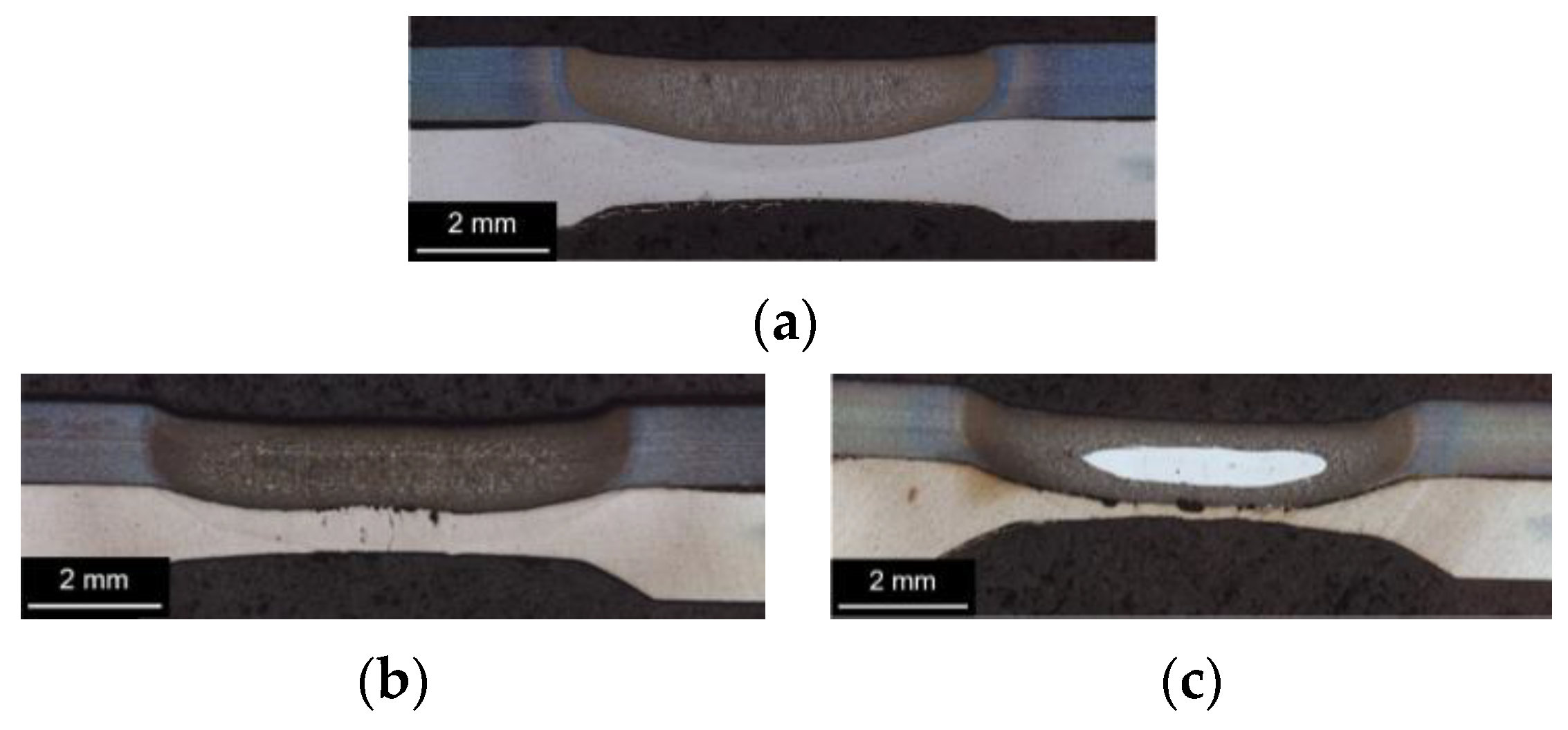
3.1. Effects of Adhesives on IMC Formation State in Fe-Al Resistance Spot Weld Bonding
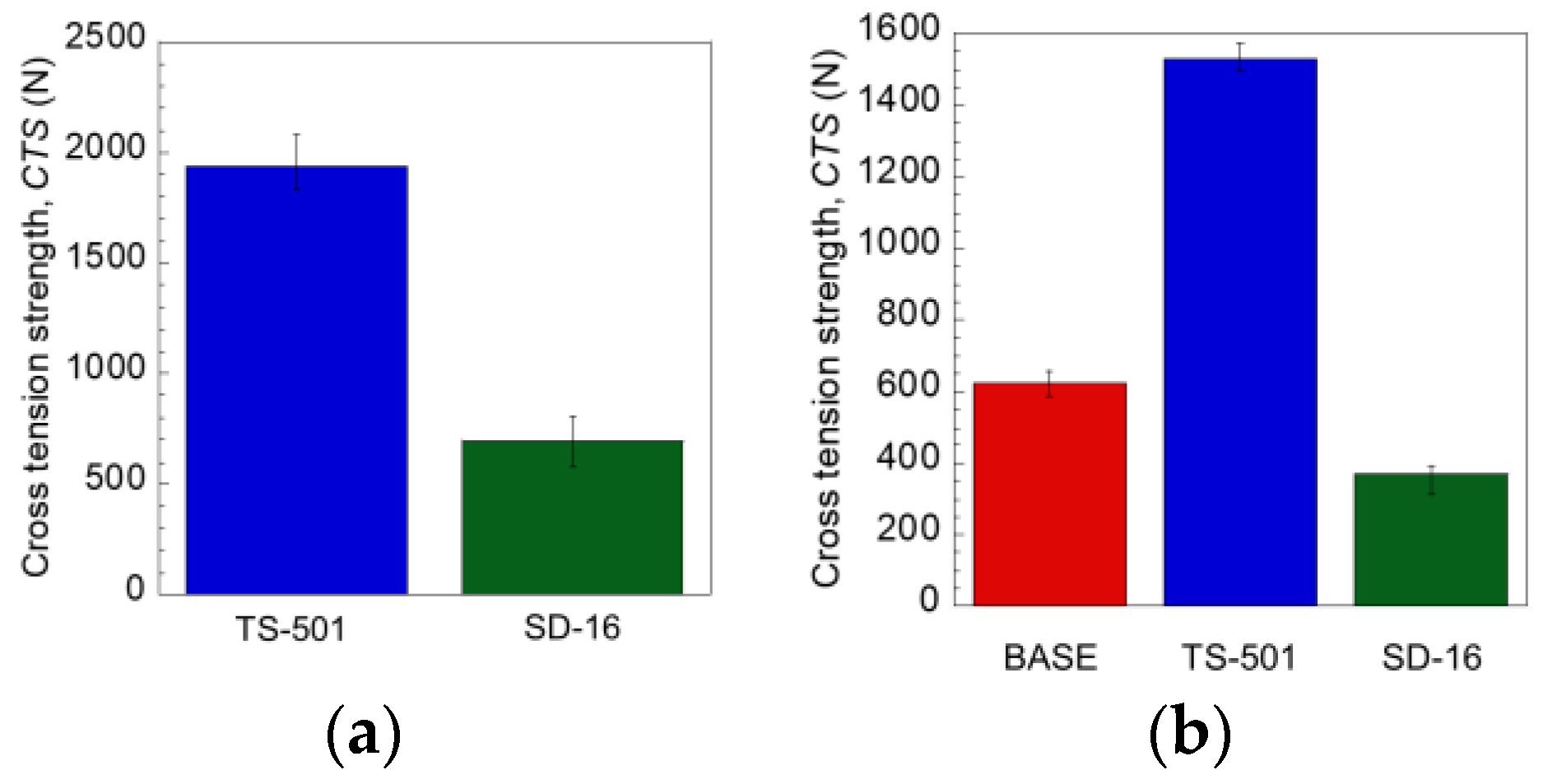
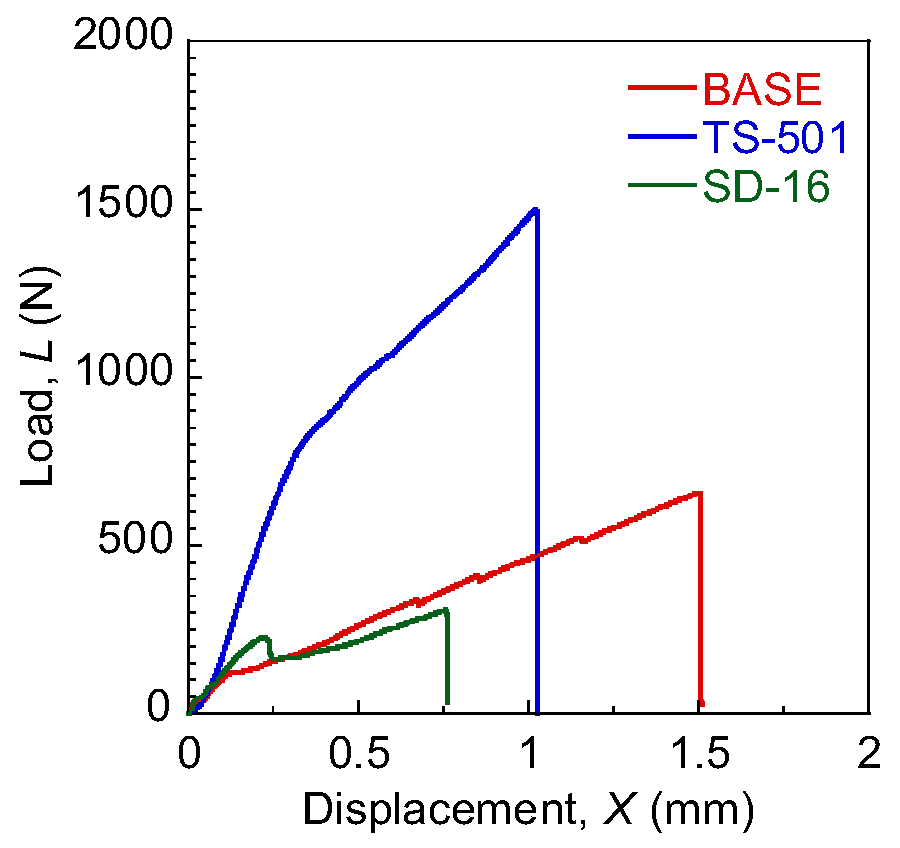
3.2. Effects of Adhesive Properties on the CTS of WB Joints
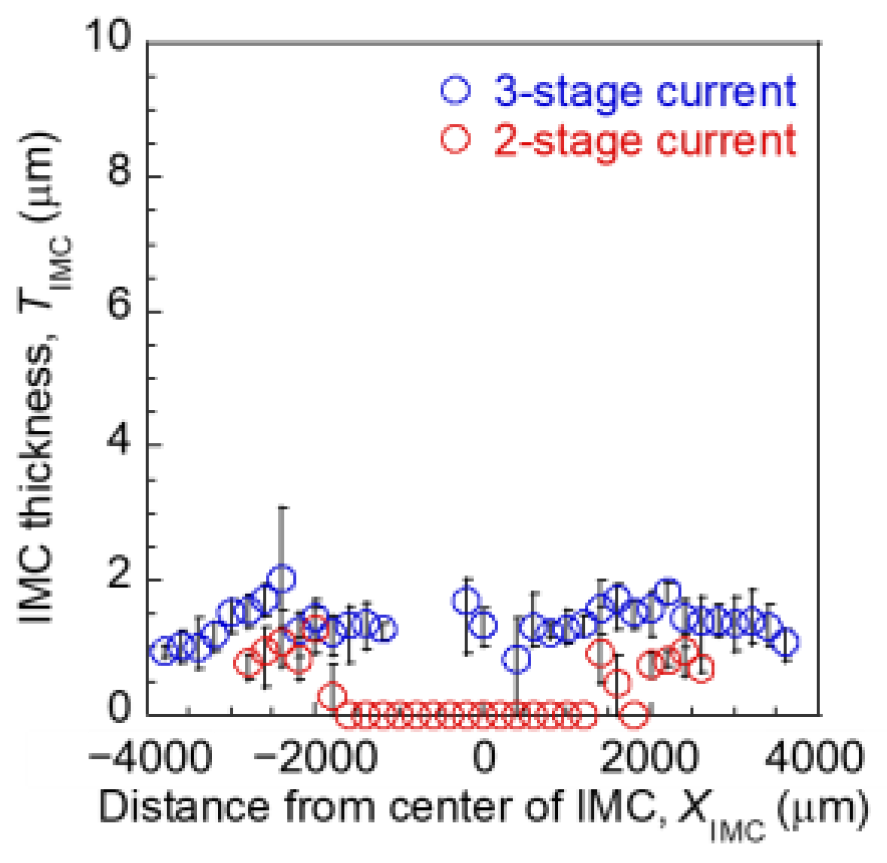
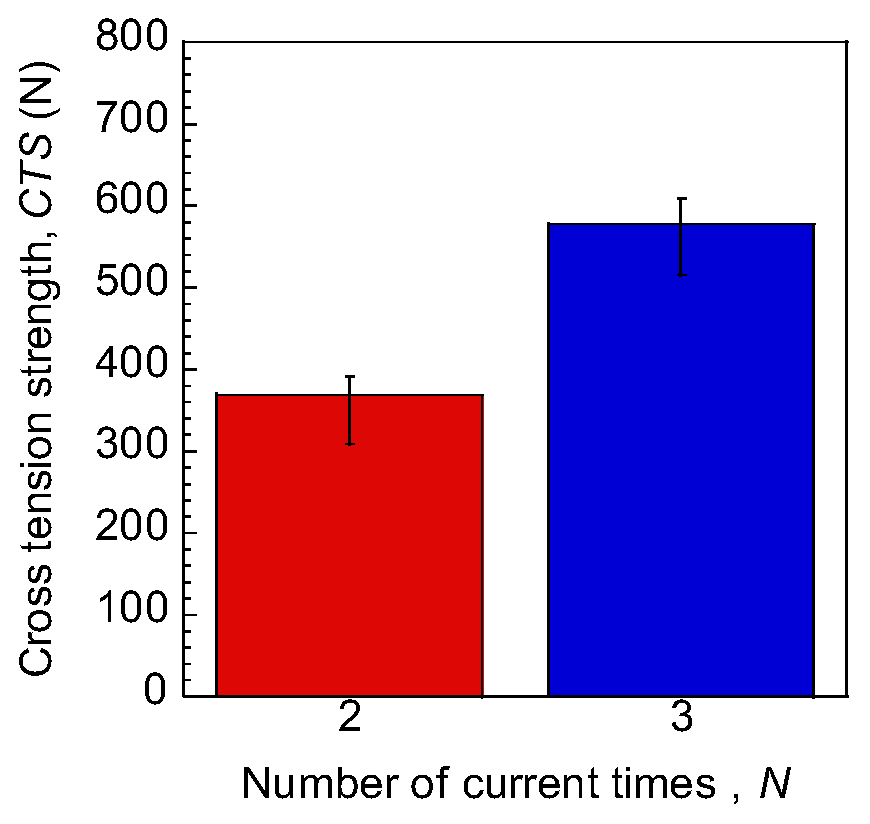
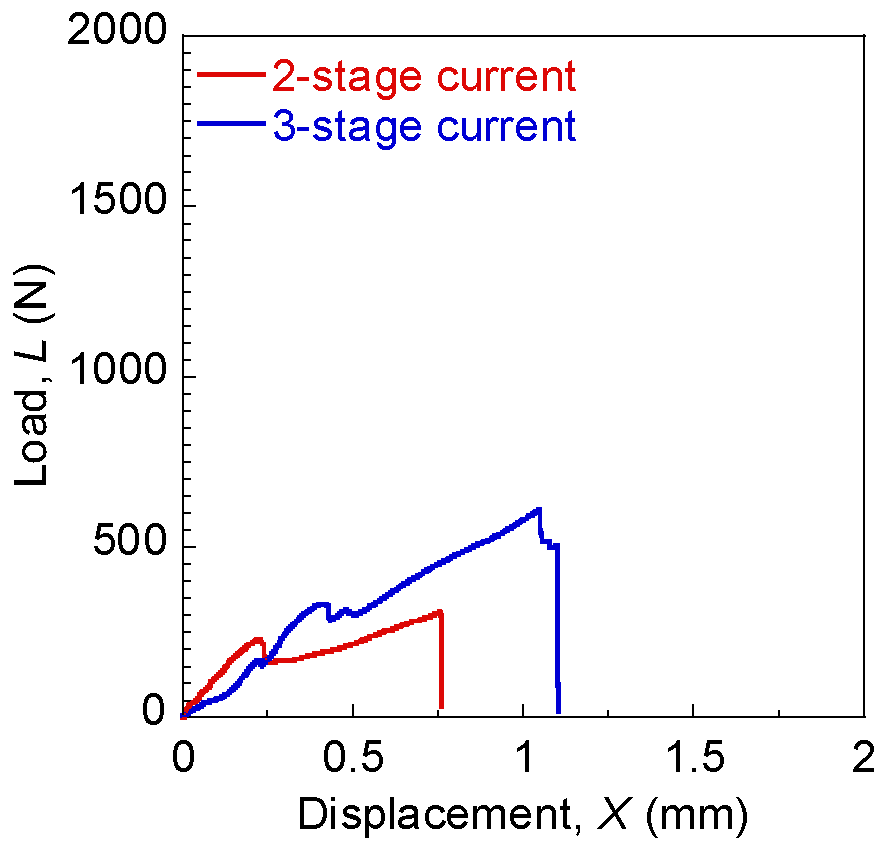
3.3. Effects of 3-Stage Current on IMC Formation State in Fe-Al Resistance Spot Weld Bonding and Effect of IMC Formation State on CTS
4. Discussion
4.1. Effects of Adhesive Strength on Fracture of Fe-Al Resistance Spot Weld Bonded Joints
4.2. Effects of 3-Stage Current on CTS in Resistance Spot Weld Bonding
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Anami, T. Aluminum Applications for Automotive Body and Next Generation Automobiles. J. Surf. Finish. Soc. Jpn. 2016, 67, 639–643. [Google Scholar]
- Sugimoto, Y.; Tanaka, K.; Nishiguchi, K. Spot joining of aluminum and dissimilar materials. J. Jpn. Inst. Light Met. 2019, 69, 74–80. [Google Scholar] [CrossRef]
- Ogura, T.; Hirose, A. Microstructural control of interface and mechanical properties in dissimilar metal joining between aluminum alloy and steel. J. Jpn. Inst. Light Met. 2016, 66, 503–511. [Google Scholar] [CrossRef]
- Yasui, T. Friction stir welding between aluminum and dissimilar metal. J. Jpn. Inst. Light Met. 2021, 71, 222–227. [Google Scholar]
- Haraga, K.; Kodama, M. State of the Art and Prospects in the Future in Adhesive Bonding. J. Jpn. Weld. Soc. 1987, 56, 148–154. [Google Scholar] [CrossRef]
- Akdeniz, M.V.; Mekhrabov, A.O. The Effect of Substitutional Impurities on The Evolution of Fe-Al Diffusion Layer. Acta Mater. 1998, 46, 1185–1192. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (mass %) | Mechanical Properties | ||||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | YS (MPa) | TS (MPa) | El (%) |
| 0.12 | 0.92 | 2.09 | 0.020 | 0.001 | 598 | 1034 | 16 |
| Chemical Composition (mass %) | Mechanical Properties | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | YS (MPa) | TS (MPa) | El (%) |
| 0.40~0.8 | 0.7 | 0.15~0.40 | 0.15 | 0.8~1.2 | 0.04~0.35 | 0.26 | 0.15 | 295 | 245 | 10 |
| Chemical Composition (%) | |||||||
|---|---|---|---|---|---|---|---|
| Bis-A type Epoxy | Aliphatic epoxy | Aromatic polyamine | 3513N | Dicyandiamide | Coupling agent | Core-shell particles | Calcium carbonate |
| 54 | 65 | 6 | 4 | 5 | 3 | 10 | 115 |
| Chemical Composition (%) | ||||||
|---|---|---|---|---|---|---|
| Bis A type epoxy | Aliphatic epoxy | Amine curing agent | Coupling agent | Core-shell particles | Calcium carbonate | Silica particles |
| 65 | 35 | 20 | 3 | 30 | 75 | 5 |
| (a) Welding Conditions for the Purpose of Comparing Adhesive Ejection Properties. | ||||||||||||||||||||
| Adhesive | Electrodes (Fe/Al) | Force, F (kN) | 1st Current, I 1st (kA) | 1st Current Time, tw_1st (cycles) | ||||||||||||||||
| TS-501 | R100/R100 | 5.0 | 10 | 4~10 (Interval of 2 cycles) | ||||||||||||||||
| SD-16 | R100/R100 | 5.0 | 10 | 4~10 (Interval of 2 cycles) | ||||||||||||||||
| (b) Welding Conditions for Weldability of BASE and WB with 2-Stage Current. | ||||||||||||||||||||
| Adhesive | Electrodes (Fe/Al) | Force, F (kN) | 1st Current, I 1st (kA) | 1st Current Time, tw_1st (cycles) | 2nd Current, I 2nd (kA) | 2nd Current Time, tw_2nd (cycles) | ||||||||||||||
| BASE | DR/DR | 5.0 | 10 | 8 | 15 | 4 | ||||||||||||||
| TS-501 | DR/DR | 5.0 | 10 | 8 | 15 | 4 | ||||||||||||||
| SD-16 | DR/DR | 5.0 | 10 | 8 | 12 | 8 | ||||||||||||||
| (c) Welding Conditions Aimed at Understanding the Effect of IMC Formation State on CTS in WB. | ||||||||||||||||||||
| Adhesive | Electrodes (Fe/Al) | Force, F (kN) | 1st Current, I 1st (kA) | 1st Current Time, tw_1st (cycles) | 2nd Current, I 2nd (kA) | 2nd Current Time, tw_2nd (cycles) | 3rd Current, I 3rd (kA) | 3rd Current Time, tw_3rd (cycles) | ||||||||||||
| SD-16 | DR/DR | 5.0 | 10 | 8 | 12 | 8 | ||||||||||||||
| SD-16 | DR/R40 | 5.0 | 10 | 8 | 14 | 4 | 20 | 8 | ||||||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sakurai, S.; Ike, Y.; Yoshida, K.; Iyota, M. Weldability and Mechanical Properties of Fe/Al Dissimilar Joints by Resistance Spot Weld Bonding. Eng. Proc. 2023, 43, 47. https://doi.org/10.3390/engproc2023043047
Sakurai S, Ike Y, Yoshida K, Iyota M. Weldability and Mechanical Properties of Fe/Al Dissimilar Joints by Resistance Spot Weld Bonding. Engineering Proceedings. 2023; 43(1):47. https://doi.org/10.3390/engproc2023043047
Chicago/Turabian StyleSakurai, Shoma, Yuto Ike, Kiichi Yoshida, and Muneyoshi Iyota. 2023. "Weldability and Mechanical Properties of Fe/Al Dissimilar Joints by Resistance Spot Weld Bonding" Engineering Proceedings 43, no. 1: 47. https://doi.org/10.3390/engproc2023043047