

Progress in the Realization of µ-Brush W for Plasma-Facing Components
 , , , ,
, , , , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Creating a Versatile Ww Assembly
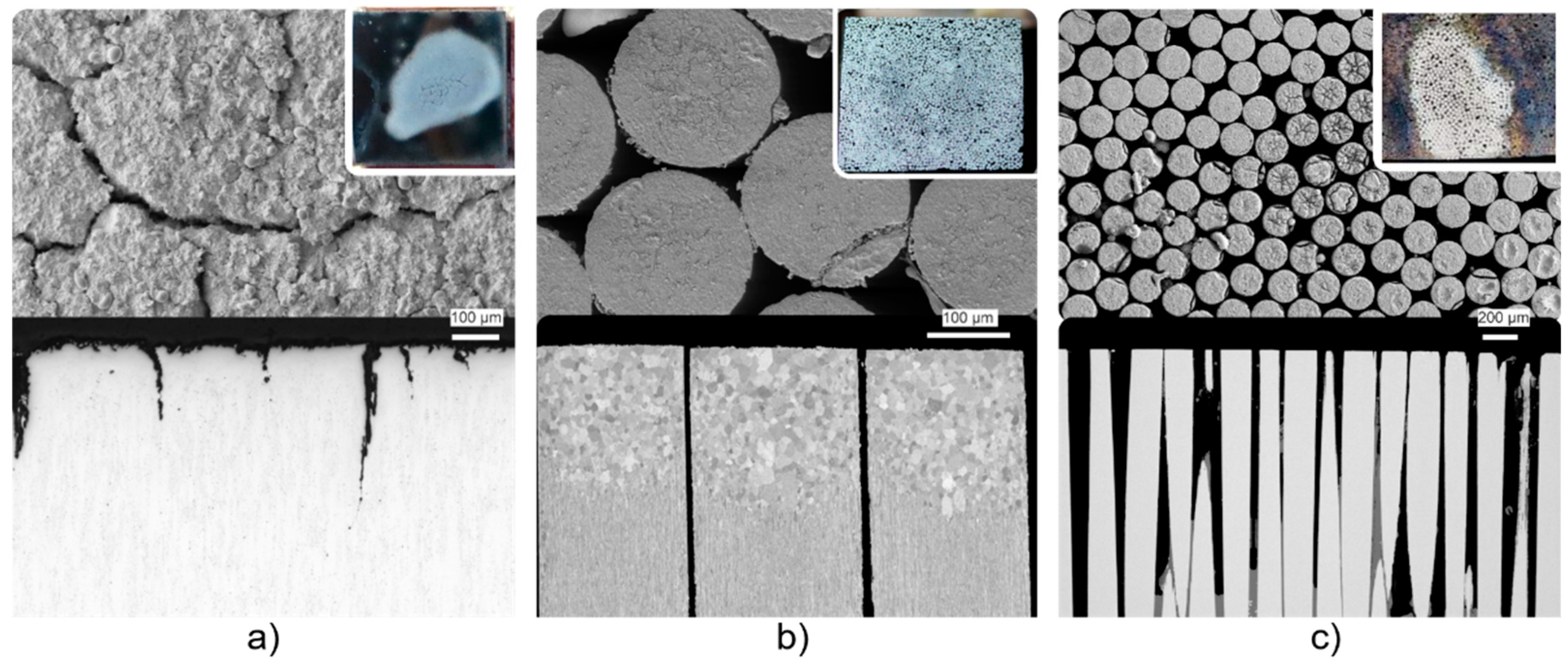
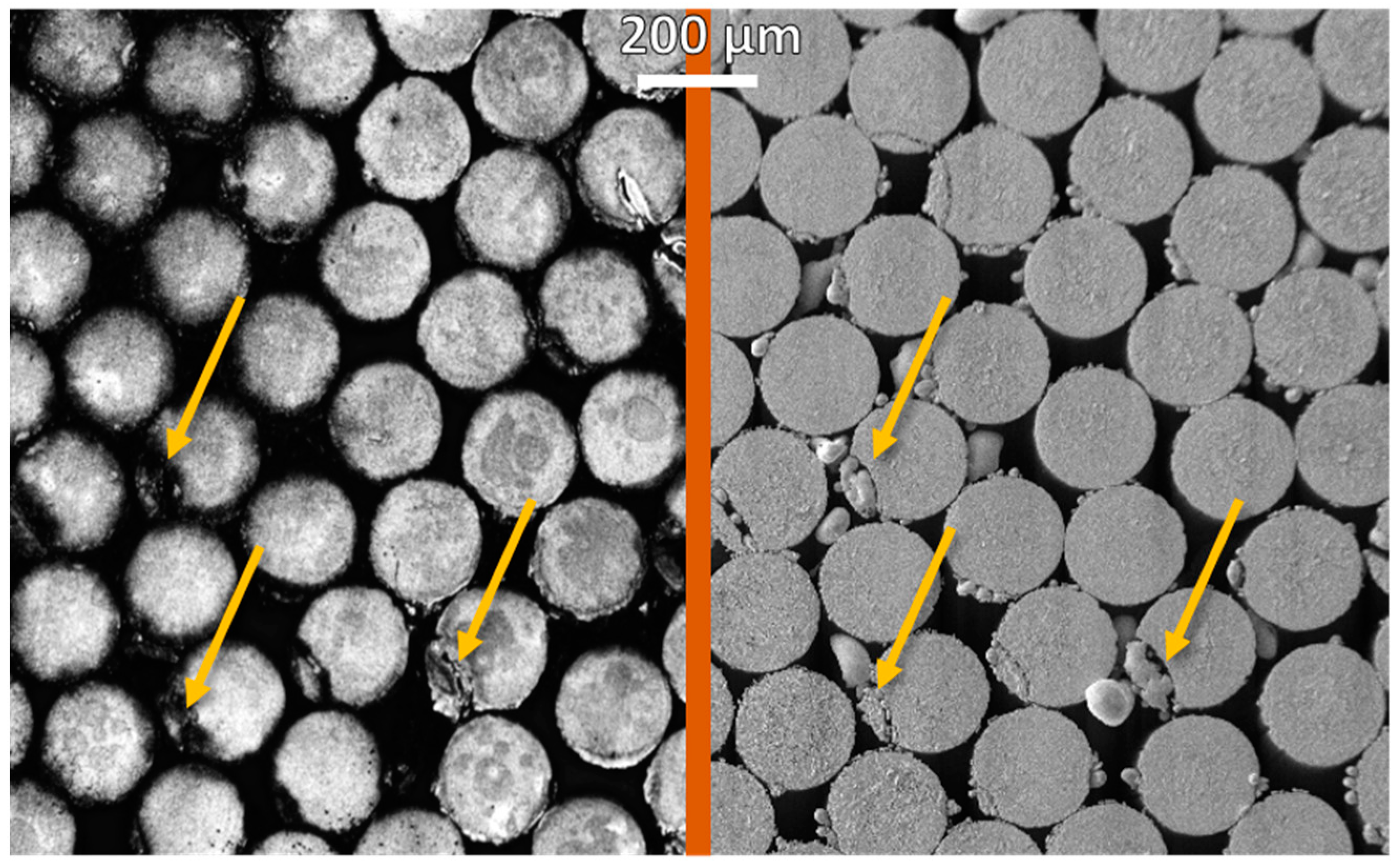
2.2. Creating a µ-Brush
2.3. High-Heat-Flux Tests
3. Results
4. Discussion
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lassner, E.S. Tungsten, 1st ed.; Springer: Berlin/Heidelberg, Germany, 1999; p. 422. [Google Scholar] [CrossRef]
- Stork, D.; Agostini, P.; Boutard, J.L.; Buckthorpe, D.; Diegele, E.; Dudarev, S.L.; English, C.; Federici, C.; Gilbert, M.R.; Gonzalez, S.; et al. Developing structural, high-heat flux and plasma facing materials for a near-term DEMO fusion power plant: The EU assessment. J. Nucl. Mater. 2014, 455, 277–291. [Google Scholar] [CrossRef] [Green Version]
- Olcott, E.L.; Batchelor, J.D. Failure mechanics in dense tungsten alloy rocket nozzles. J. Spacecr. Rocket. 1964, 1, 635–642. [Google Scholar] [CrossRef]
- Toroi, P.; Zanca, F.; Young, K.C.; van Ongeval, C.; Marchal, G.; Bosmans, H. Experimental investigation on the choice of the tungsten/rhodium anode/filter combination for an amorphous selenium-based digital mammography system. Eur. Radiol. 2007, 17, 2368–2375. [Google Scholar] [CrossRef] [PubMed]
- Tavassoli, A.A.; Alamo, A.; Bedel, L.; Forest, L.; Gentzbittel, J.M.; Rensman, J.W.; Diegele, E.; Lindau, R.; Schirra, M.; Schmitt, R.; et al. Materials design data for reduced activation martensitic steel type Eurofer. J. Nucl. Mater. 2004, 329–333, 257–262. [Google Scholar] [CrossRef]
- Loewenhoff, T.; Linke, J.; Pintsuk, G.; Thomser, C. Tungsten and CFC degradation under combined high cycle transient and steady state heat loads. Fusion Eng. Des. 2012, 87, 1201–1205. [Google Scholar] [CrossRef]
- Terra, A.; Sergienko, G.; Tokar, M.; Borodin, D.; Dittmar, T.; Huber, A.; Kreter, A.; Martynova, Y.; Möller, S.; Rasiński, M.; et al. Μicro-structured tungsten: An advanced plasma-facing material. Nucl. Mater. Energy 2019, 19, 7–12. [Google Scholar] [CrossRef]
- Klocke, F.; Arntz, K.; Teli, M.; Winands, K.; Wegener, M.; Oliari, S. State-of-the-art Laser Additive Manufacturing for Hot-work Tool Steels. Procedia CIRP 2017, 63, 58–63. [Google Scholar] [CrossRef]
- Schulz, M.; Klocke, F.; Riepe, J.; Klingbeil, N.; Arntz, K. Process Optimization of Wire-Based Laser Metal Deposition of Titanium. J. Eng. Gas Turbines Power 2019, 141, 052102. [Google Scholar] [CrossRef] [Green Version]
- Müller, A.V.; Schlick, G.; Neu, R.; Anstätt, C.; Klimkait, T.; Lee, J.; Pascher, B.; Schmitt, M.; Seidel, C. Additive manufacturing of pure tungsten by means of selective laser beam melting with substrate preheating temperatures up to 1000 °C. Nucl. Mater. Energy 2019, 19, 184–188. [Google Scholar] [CrossRef]
- Loewenhoff, T.; Hirai, T.; Keusemann, S.; Linke, J.; Pintsuk, G.; Schmidt, A. Experimental simulation of Edge Localised Modes using focused electron beams–features of a circular load pattern. J. Nucl. Mater. 2011, 415, 51–54. [Google Scholar] [CrossRef]
- Zhao, P.; Riesch, J.; Höschen, T.; Almanstötter, J.; Balden, M.; Coenen, J.W.; Himml, R.; Pantleon, W.; von Toussaint, U.; Neu, R. Microstructure, mechanical behaviour and fracture of pure tungsten wire after different heat treatments. Int. J. Refract. Hard Met. 2017, 68, 29–40. [Google Scholar] [CrossRef] [Green Version]
- Basuki, W.W.; Aktaa, J. Investigation on the diffusion bonding of tungsten and EUROFER97. J. Nucl. Mater. 2011, 417, 524–527. [Google Scholar] [CrossRef]
- Federici, G.; Zhitlukhin, A.; Arkhipov, N.; Giniyatulin, R.; Klimov, N.; Landman, I.; Podkovyrov, V.; Safronov, V.; Loarte, A.; Merola, M. Effects of ELMs and disruptions on ITER divertor armour materials. J. Nucl. Mater. 2005, 337–339, 684–690. [Google Scholar] [CrossRef]
- Sergienko, G.; Bazylev, B.; Hirai, T.; Huber, A.; Kreter, A.; Mertens, P.; Nedospasov, A.; Philipps, V.; Pospieszczyk, A.; Rubel, M.; et al. Experience with bulk tungsten test-limiters under high heat loads: Melting and melt layer propagation. Phys. Scr. 2007, 2007, 81. [Google Scholar] [CrossRef]
- Wirtz, M.; Linke, J.; Pintsuk, G.; Singheiser, L.; Zlobinski, M. Comparison of thermal shock damages induced by different simulation methods on tungsten. J. Nucl. Mater. 2013, 438, 833–836. [Google Scholar] [CrossRef]
- Heuer, S.; Coenen, J.W.; Pintsuk, G.; Matějíček, J.; Vilémová, M.; Linsmeier, C. Overview of challenges and developments in joining tungsten and steel for future fusion reactors. Phys. Scr. 2020, 2020, 014028. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Laser power | 1400 W |
| Travel speed | 500 mm/s |
| Wire feed rate | 550 mm/min |
| Ar gas flow | 12 L/min |
| Temperature | Room temp. |
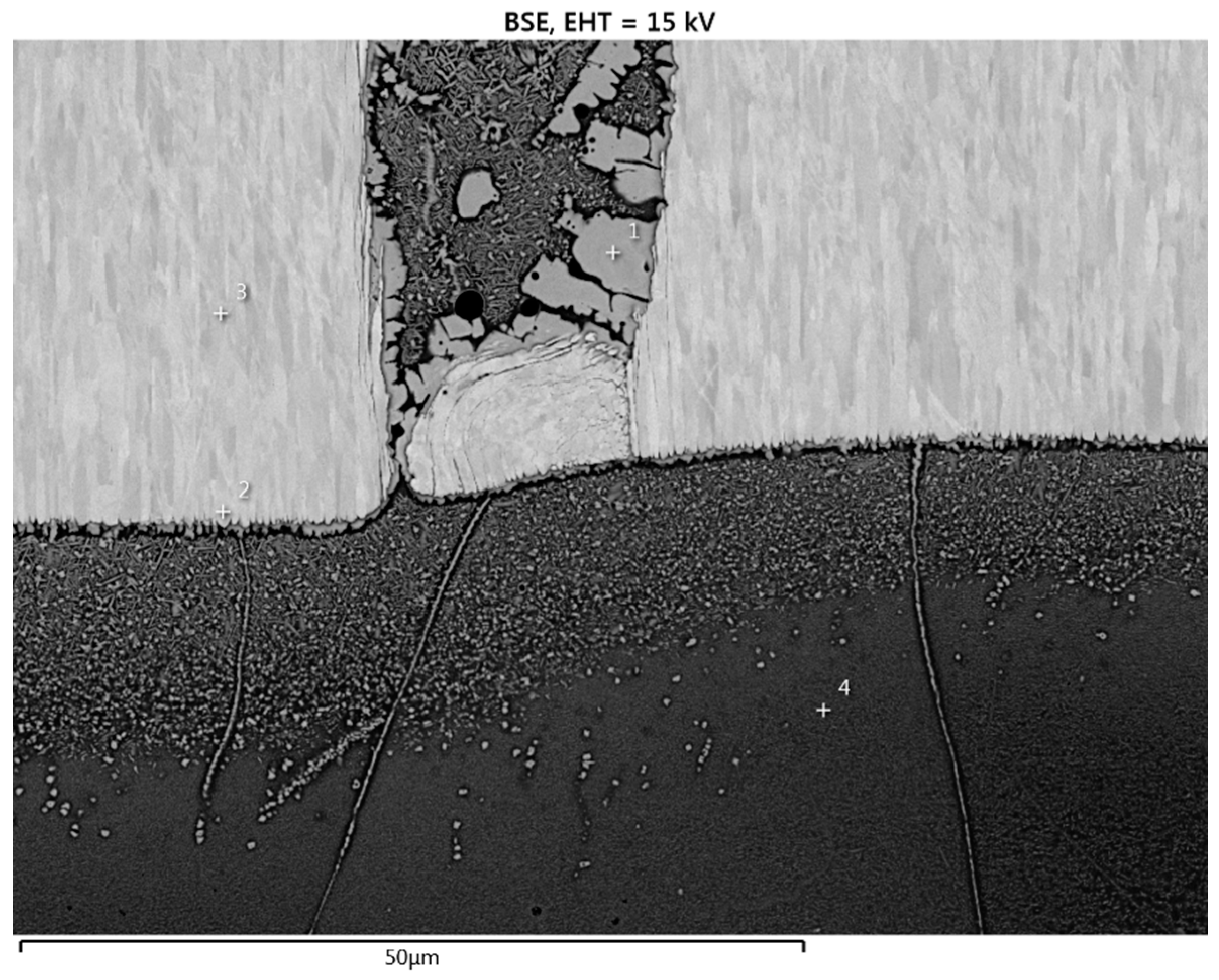
| Label | Fe | W |
|---|---|---|
| Position 1 | 57.8 | 42.2 |
| Position 2 | 5.4 | 94.6 |
| Position 3 | 0 | 100 |
| Position 4 | 97.6 | 2.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dorow-Gerspach, D.; Derra, T.; Gipperich, M.; Loewenhoff, T.; Pintsuk, G.; Terra, A.; Weber, T.; Wirtz, M.; Linsmeier, C. Progress in the Realization of µ-Brush W for Plasma-Facing Components. J. Nucl. Eng. 2022, 3, 333-341. https://doi.org/10.3390/jne3040020
Dorow-Gerspach D, Derra T, Gipperich M, Loewenhoff T, Pintsuk G, Terra A, Weber T, Wirtz M, Linsmeier C. Progress in the Realization of µ-Brush W for Plasma-Facing Components. Journal of Nuclear Engineering. 2022; 3(4):333-341. https://doi.org/10.3390/jne3040020
Chicago/Turabian StyleDorow-Gerspach, Daniel, Thomas Derra, Marius Gipperich, Thorsten Loewenhoff, Gerald Pintsuk, Alexis Terra, Thomas Weber, Marius Wirtz, and Christian Linsmeier. 2022. "Progress in the Realization of µ-Brush W for Plasma-Facing Components" Journal of Nuclear Engineering 3, no. 4: 333-341. https://doi.org/10.3390/jne3040020