
Fatigue Assessment of Carbon Fiber-Reinforced Polyurethane with Regard to Crack Initiation and Propagation


Abstract
:1. Introduction
2. Materials and Methods
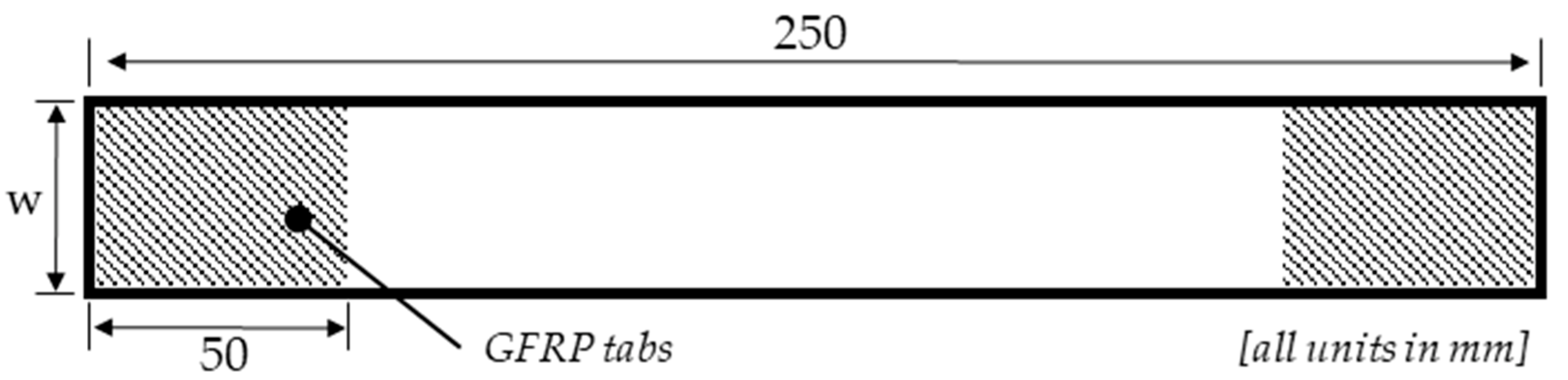
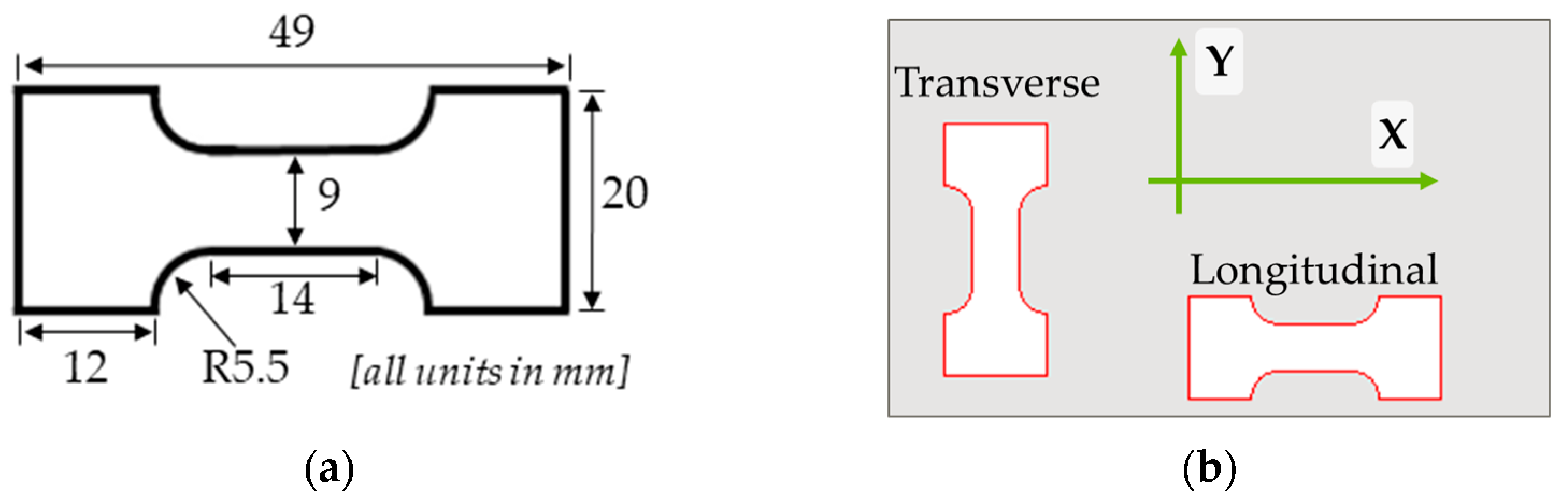
2.1. Material and Specimen Manufacturing
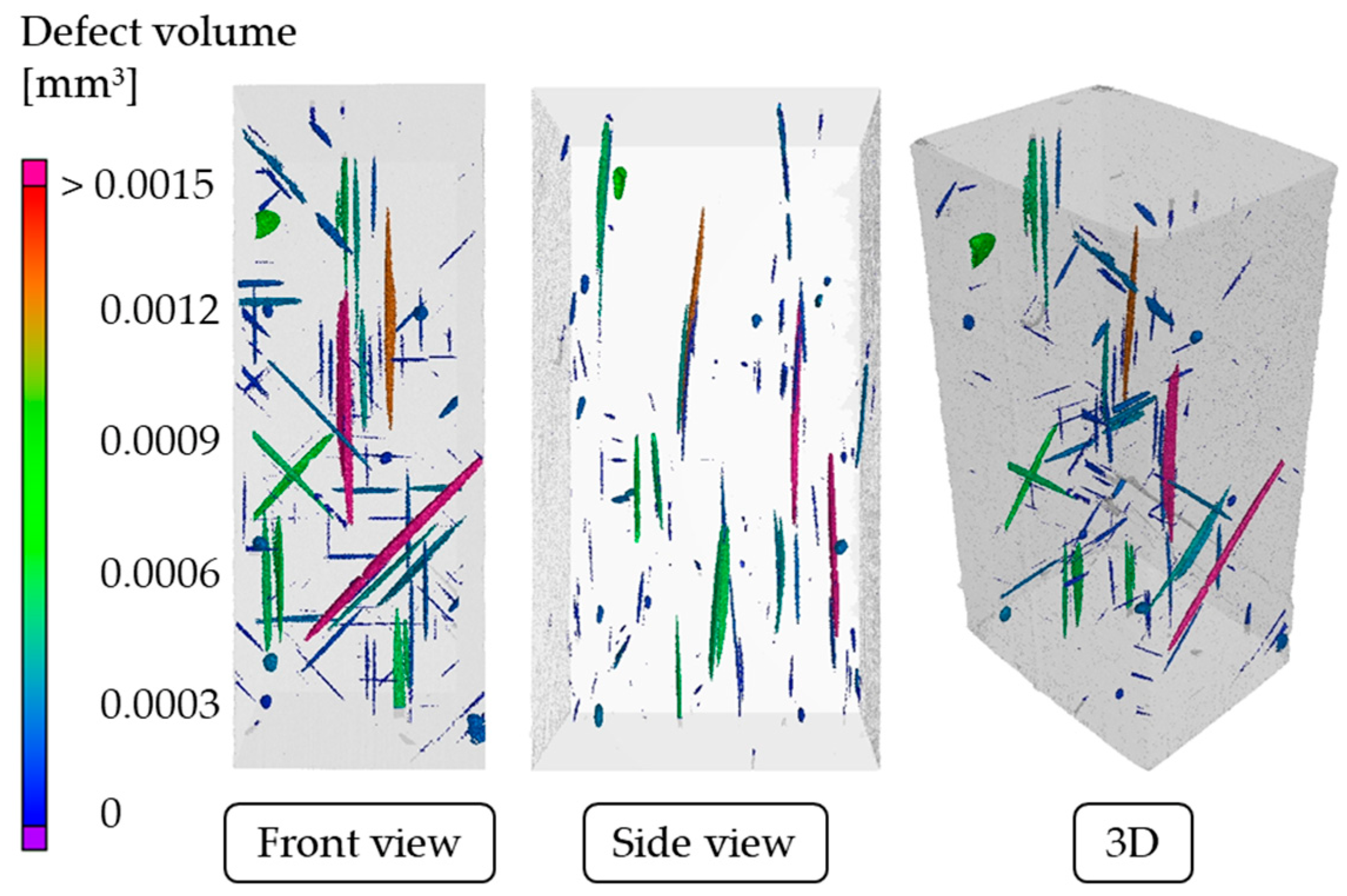
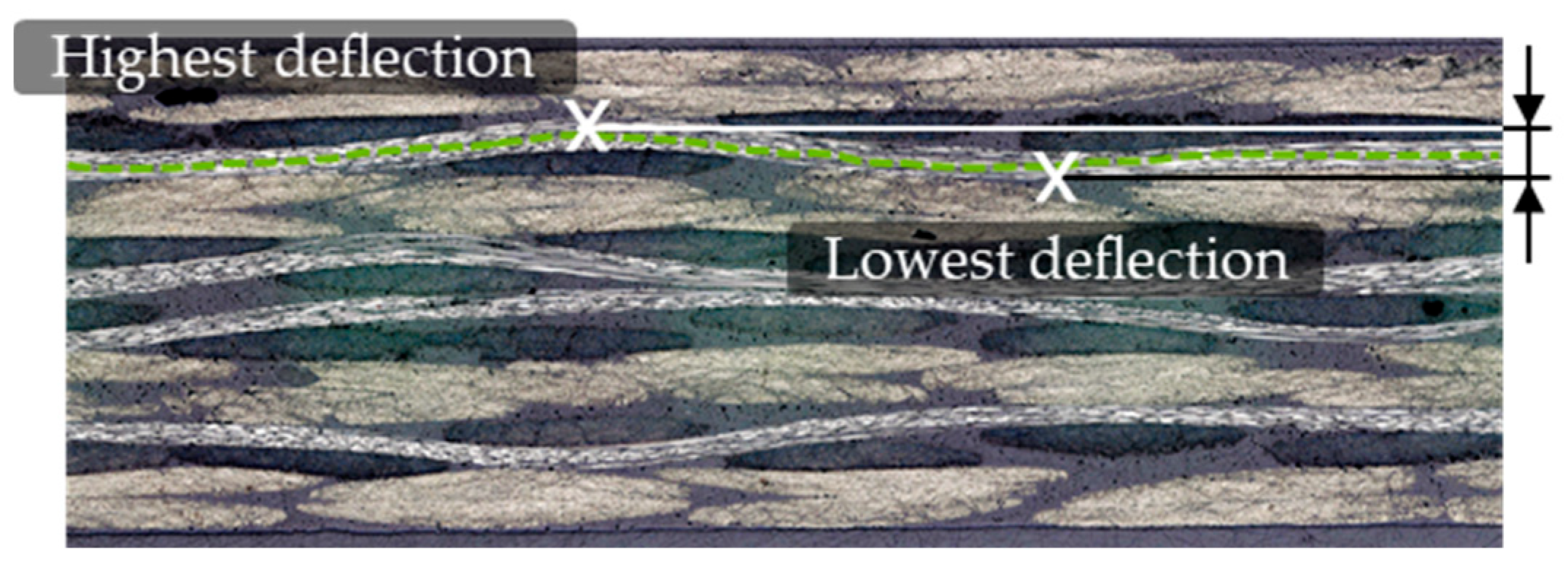
2.2. μCT Investigations on Void Volume Content and Fiber Undulation
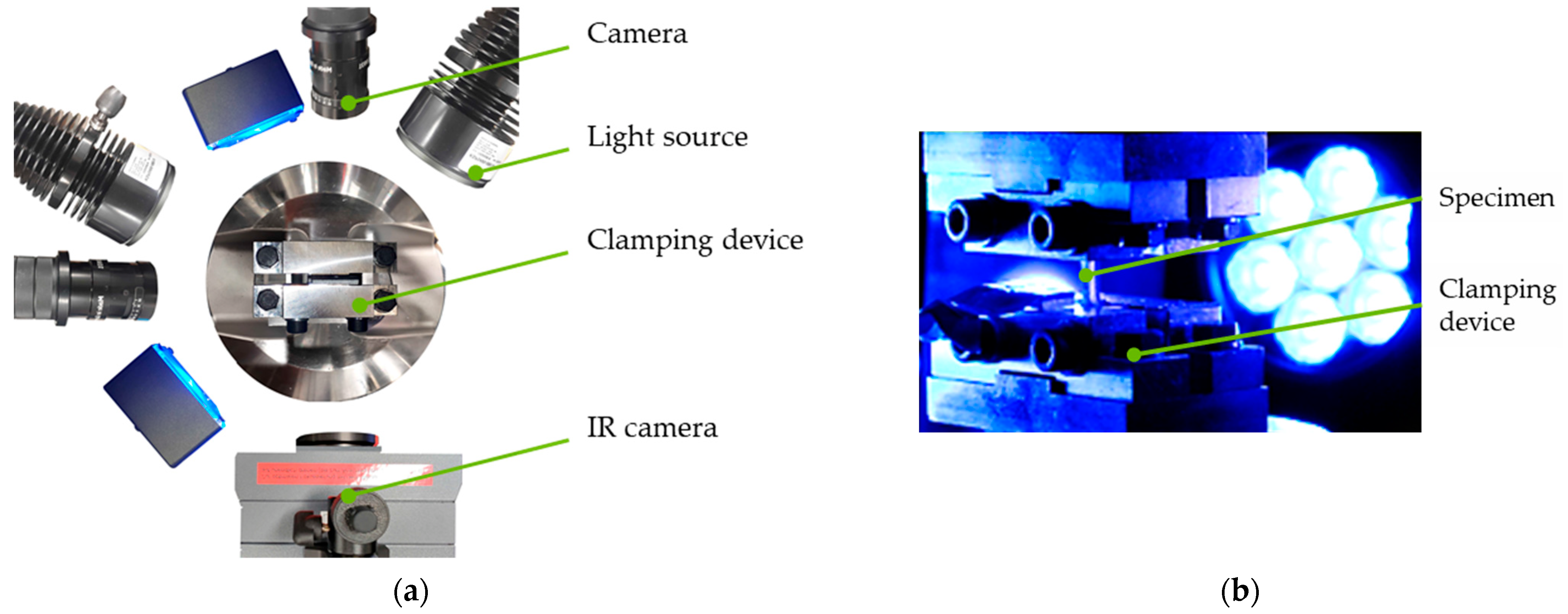
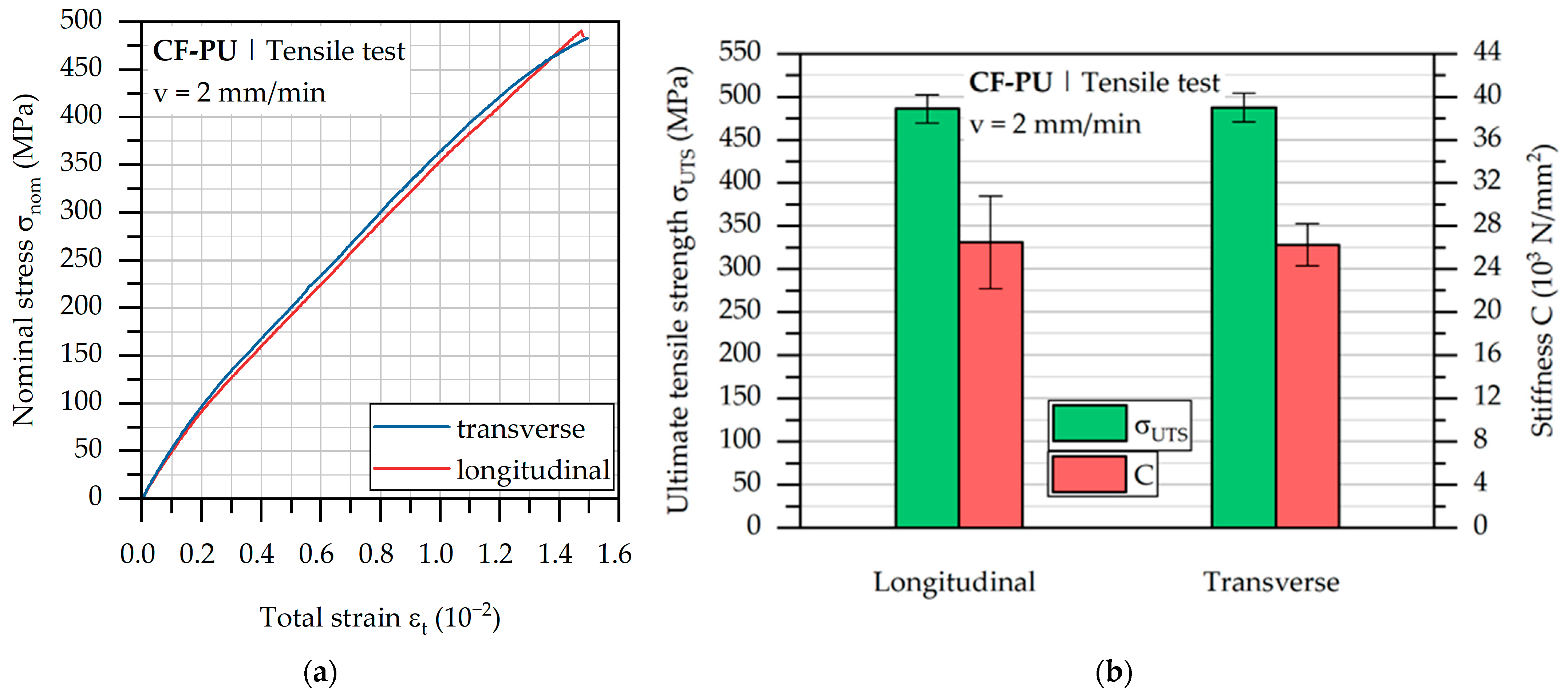
2.3. Tensile Testing
2.4. Fatigue Testing
3. Results
3.1. Investigations of Multiple Influences on the Tensile Test Properties
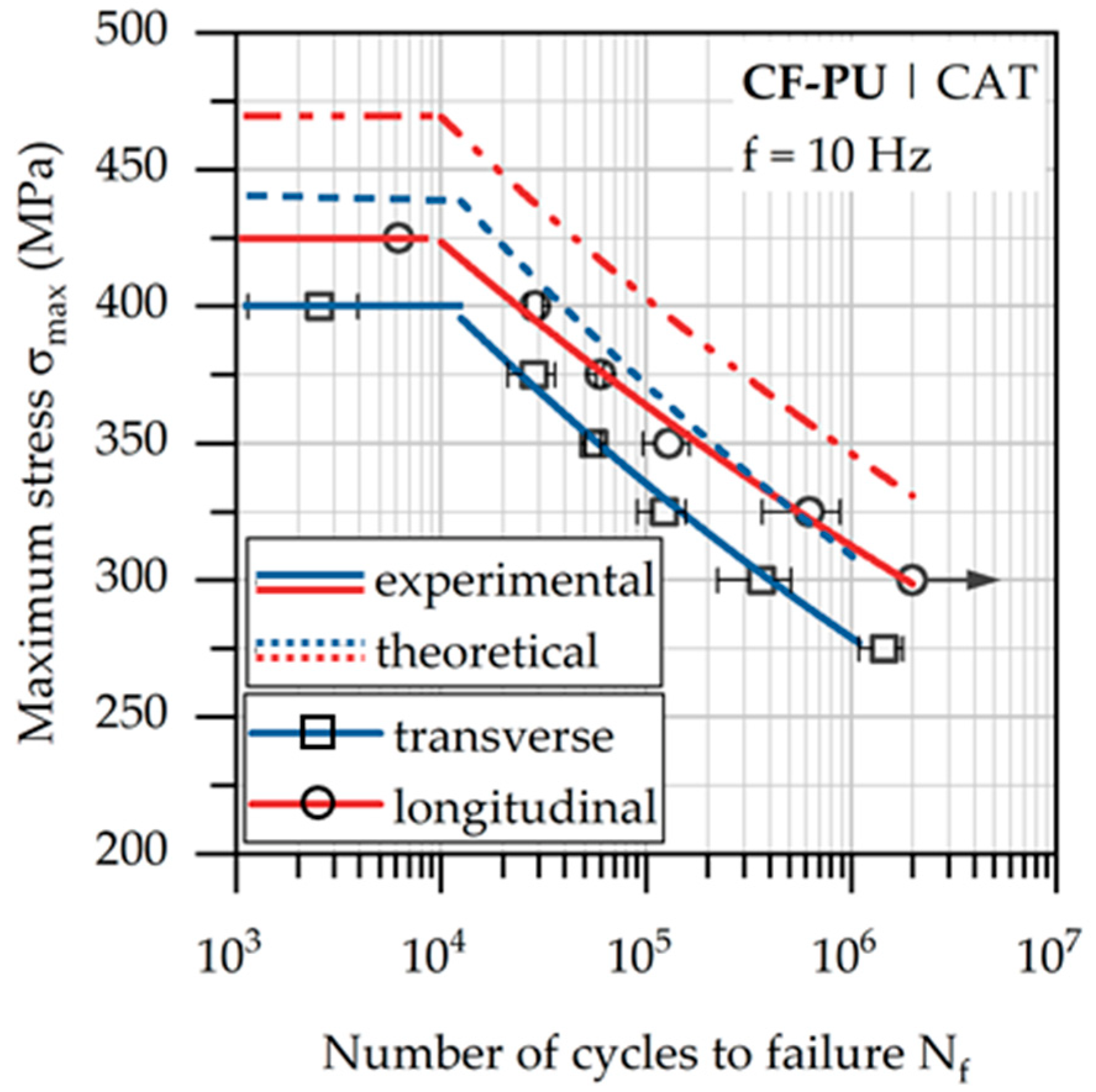
3.2. Fatigue Testing of Longitudinal and Transverse Cut Specimens
3.3. Microstructural Investigations on Longitudinally and Transversely Cut Specimens
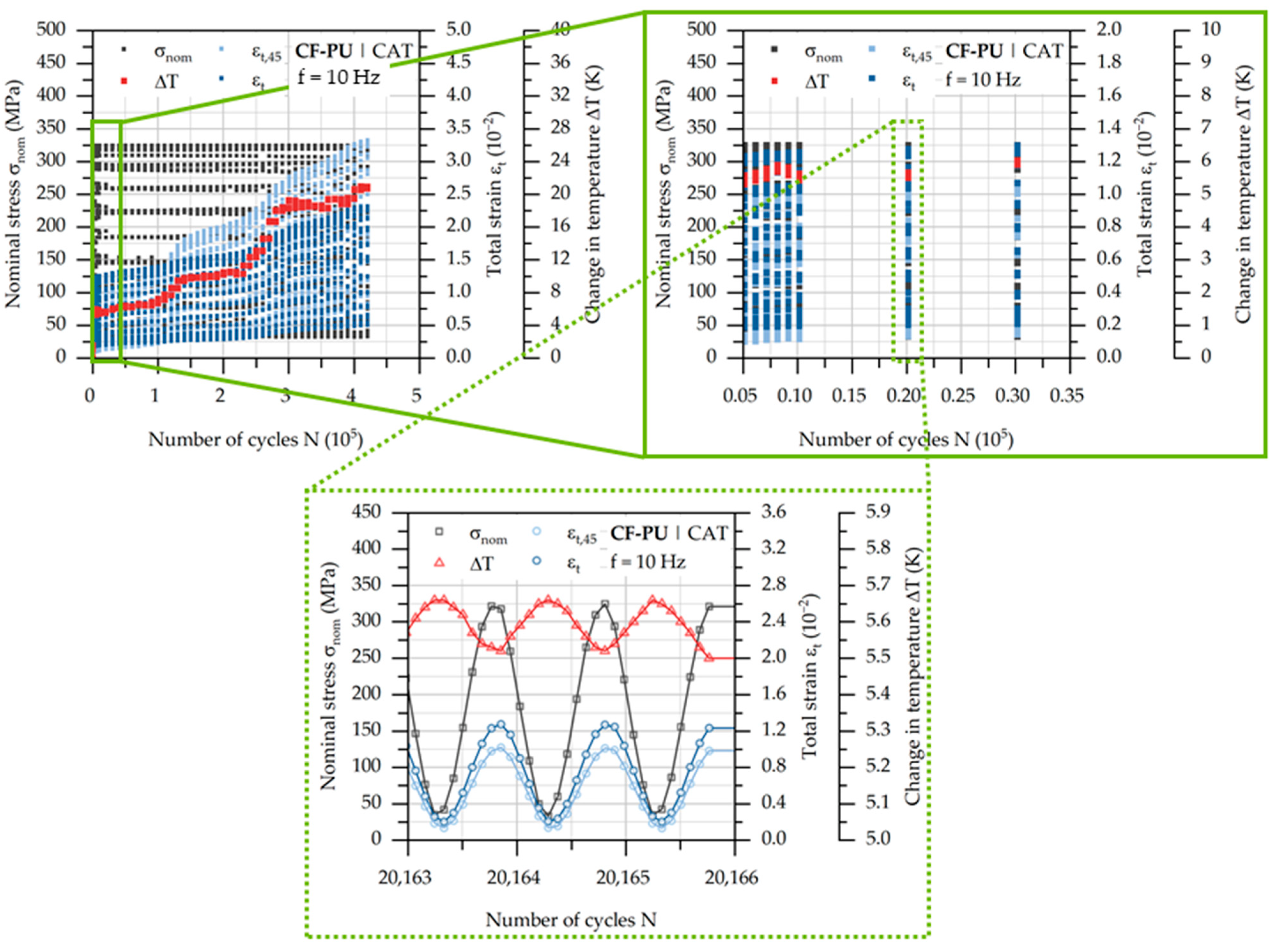
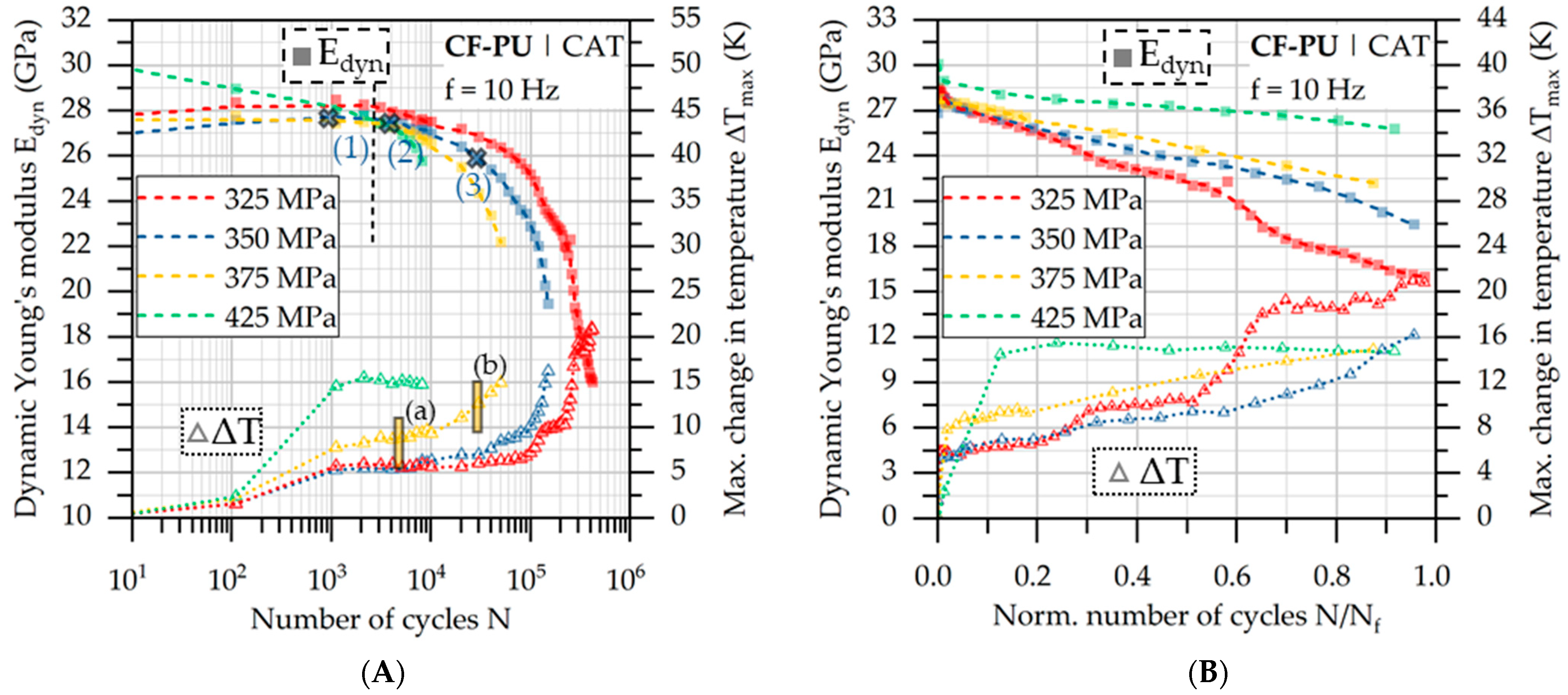
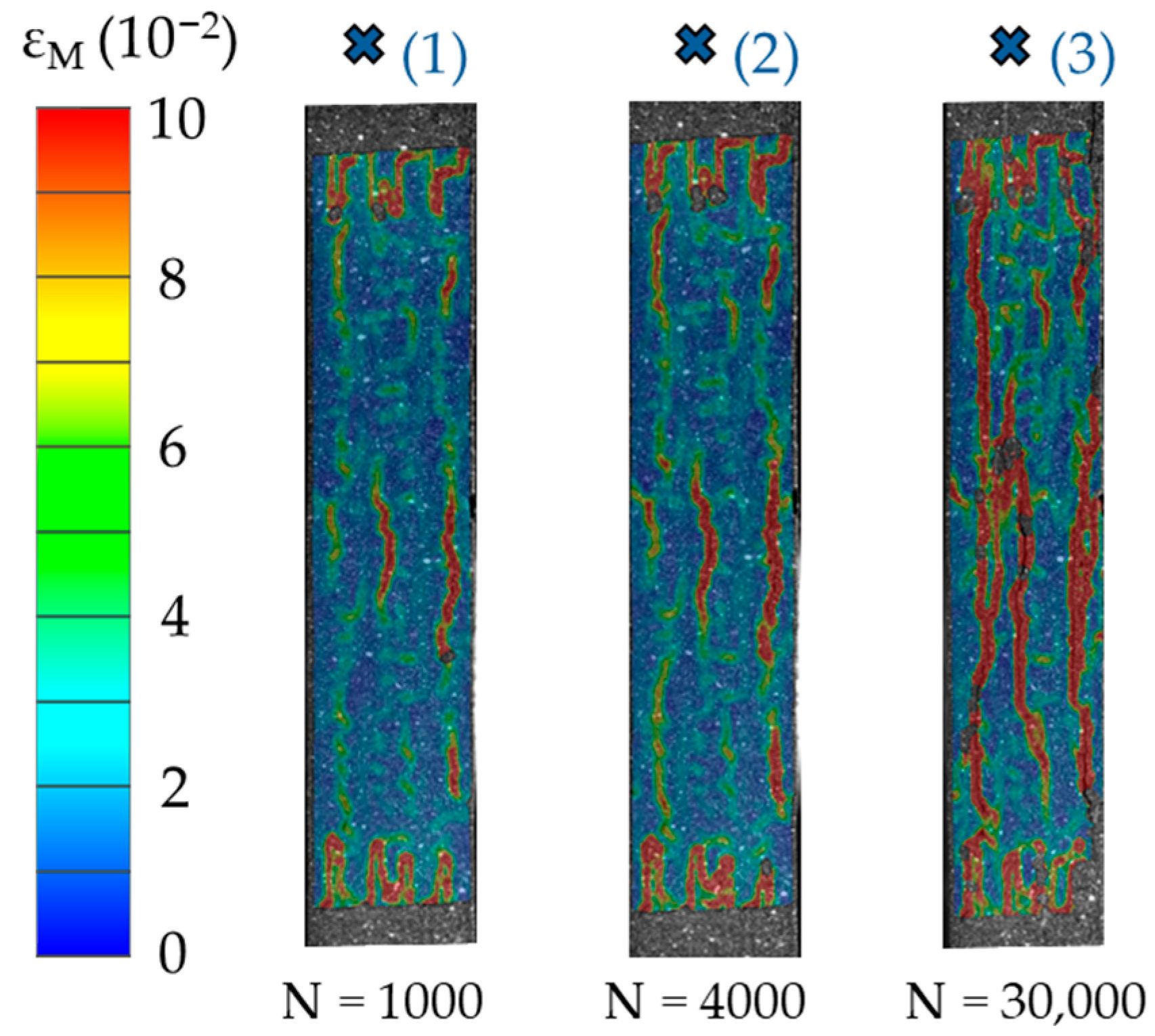
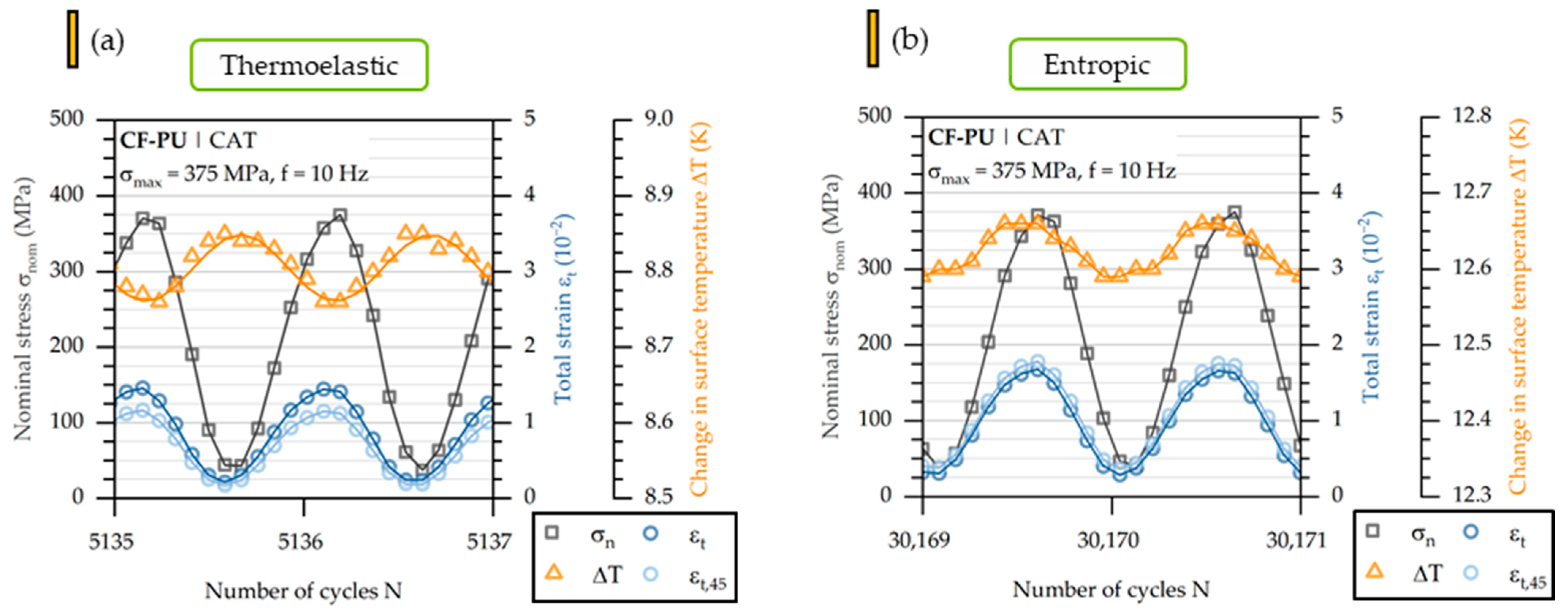
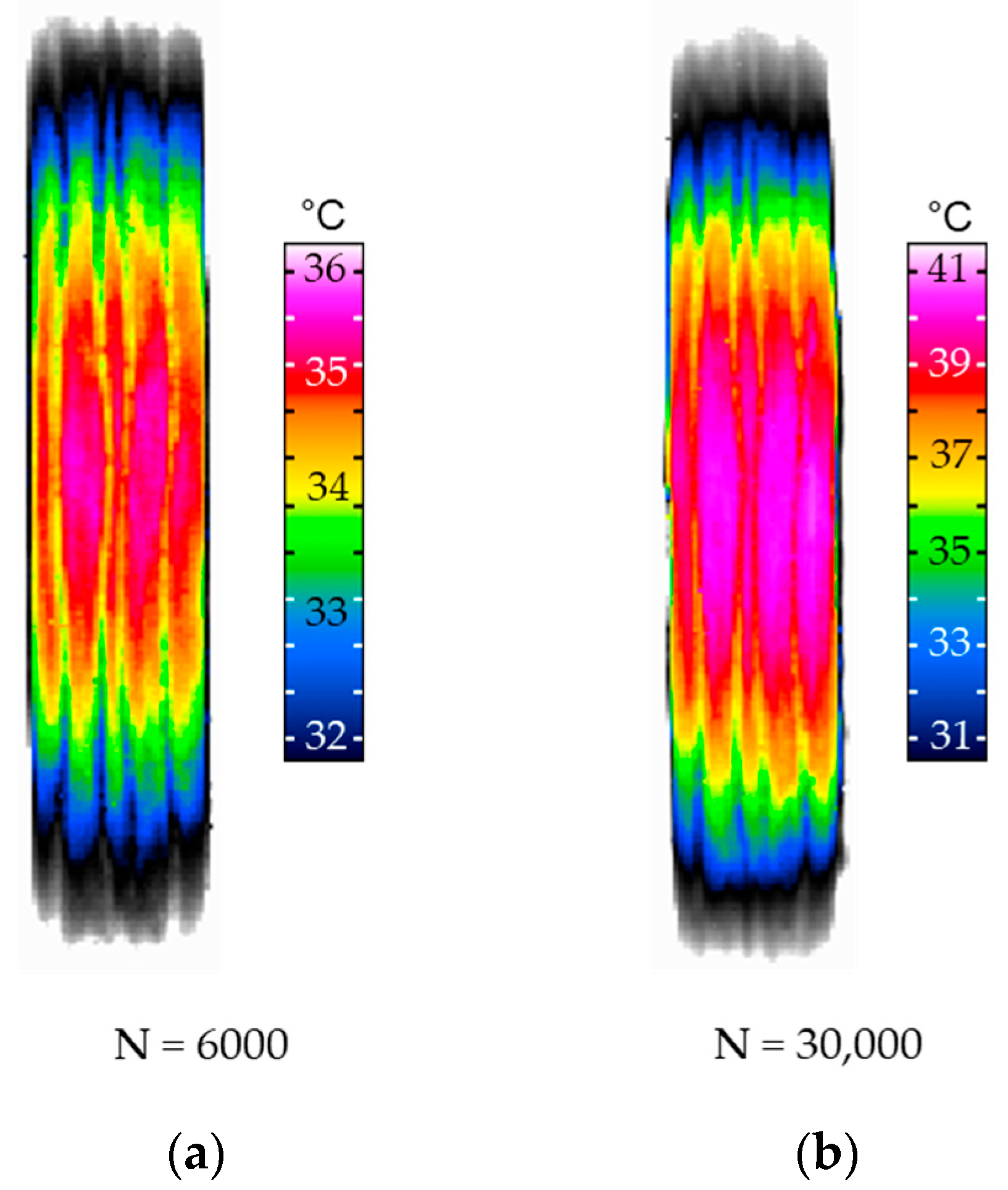
3.4. Extended Fatigue Charcterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vassilopoulos, A.P.; Keller, T. Fatigue of Fiber-Reinforced Composites; Springer-Verlag London Limited: London, UK, 2011; ISBN 9781849961813. [Google Scholar]
- Trappe, V.; Harbich, K. Intralaminar fatigue behaviour of carbon fibre reinforced plastics. Int. J. Fatigue 2006, 28, 1187–1196. [Google Scholar] [CrossRef]
- Blondeau, C.; Pappas, G.A.; Botsis, J. Crack propagation in CFRP laminates under mode I monotonic and fatigue loads: A methodological study. Compos. Struct. 2021, 256, 113002. [Google Scholar] [CrossRef]
- Guo, R.; Li, C.; Niu, Y.; Xian, G. The fatigue performances of carbon fiber reinforced polymer composites—A review. J. Mater. Res. Technol. 2022, 21, 4773–4789. [Google Scholar] [CrossRef]
- Crupi, V.; Guglielmino, E.; Risitano, G.; Tavilla, F. Experimental analyses of SFRP material under static and fatigue loading by means of thermographic and DIC techniques. Compos. Part B Eng. 2015, 77, 268–277. [Google Scholar] [CrossRef]
- Jerabek, M.; Major, Z.; Lang, R.W. Strain determination of polymeric materials using digital image correlation. Polym. Test. 2010, 29, 407–416. [Google Scholar] [CrossRef]
- Kashfuddoja, M.; Prasath, R.; Ramji, M. Study on experimental characterization of carbon fiber reinforced polymer panel using digital image correlation: A sensitivity analysis. Opt. Lasers Eng. 2014, 62, 17–30. [Google Scholar] [CrossRef]
- Golewski, P.; Sadowski, T.; Kneć, M.; Budka, M. The effect of thermal aging degradation of CFRP composite on its mechanical properties using destructive and non-destructive methods and the DIC system. Polym. Test. 2023, 118, 107902. [Google Scholar] [CrossRef]
- Morscher, G.; Maxwell, R. Monitoring tensile fatigue crack growth and fiber failure around a notch in laminate SIC/SIC composites utilizing acoustic emission, electrical resistance, and digital image correlation. J. Eur. Ceram. Soc. 2019, 39, 229–239. [Google Scholar] [CrossRef]
- Steinberger, R.; Valadasleitao, T.; Ladstatter, E.; Pinter, G.; Billinger, W.; Lang, R. Infrared thermographic techniques for non-destructive damage characterization of carbon fibre reinforced polymers during tensile fatigue testing. Int. J. Fatigue 2006, 28, 1340–1347. [Google Scholar] [CrossRef]
- Pitarresi, G.; Scalici, T.; Catalanotti, G. Infrared Thermography assisted evaluation of static and fatigue mode II fracture toughness in FRP composites. Compos. Struct. 2019, 226, 111220. [Google Scholar] [CrossRef]
- Popow, V.; Vogtmann, J.; Gurka, M. In-situ characterization of impact damage in carbon fibre reinforced polymers using infrared thermography. Infrared Phys. Technol. 2022, 122, 104074. [Google Scholar] [CrossRef]
- de Giorgi, M.; Nobile, R.; Palano, F. CFRP Fatigue Damage Detection by Thermal Methods. Materials 2022, 15, 3787. [Google Scholar] [CrossRef]
- Huelsbusch, D.; Walther, F. Damage detection and fatigue strength estimation of carbon fibre reinforced polymers (CFRP) using combined electrical and high-frequency impulse measurements. In Proceedings of the 6th International Symposium on NDT in Aerospace, Brussels, Belgium, 27–29 May 2015. [Google Scholar]
- Mortazavian, S.; Fatemi, A. Fatigue behavior and modeling of short fiber reinforced polymer composites: A literature review. Int. J. Fatigue 2015, 70, 297–321. [Google Scholar] [CrossRef]
- Dulieu-Barton, J.M.; Stanley, P. Applications of thermoelastic stress analysis to composite materials. Strain 1999, 35, 41–48. [Google Scholar] [CrossRef]
- Pitarresi, G.; Galietti, U.A. Quantitative analysis of the thermoelastic effect in CFRP composite materials. Strain 2010, 46, 446–459. [Google Scholar] [CrossRef]
- Benaarbia, A.; Chrysochoos, A.; Robert, G. Influence of relative humidity and loading frequency on the PA6.6 cyclic thermomechanical behavior: Part I. mechanical and thermal aspects. Polym. Test. 2014, 40, 290–298. [Google Scholar] [CrossRef] [Green Version]
- Hülsbusch, D.; Jamrozy, M.; Frieling, G.; Mueller, Y.; Barandun, G.A.; Niedermeier, M.; Walther, F. Comparative characterization of quasi-static and cyclic deformation behavior of glass fiber-reinforced polyurethane (GFR-PU) and epoxy (GFR-EP). Mater. Test. 2017, 59, 109–117. [Google Scholar] [CrossRef] [Green Version]
- Ma, Y.; Yang, Y.; Sugahara, T.; Hamada, H. A study on the failure behavior and mechanical properties of unidirectional fiber reinforced thermosetting and thermoplastic composites. Compos. Part B Eng. 2016, 99, 162–172. [Google Scholar] [CrossRef]
- Li, G.; Maricherla, D.; Singh, K.; Pang, S.-S.; John, M. Effect of fiber orientation on the structural behavior of FRP wrapped concrete cylinders. Compos. Struct. 2006, 74, 475–483. [Google Scholar] [CrossRef]
- Spencer, R.; Alwekar, S.; Jo, E.; Hassen, A.A.; Kim, S.; Vaidya, U. Fiber orientation evaluation in reinforced composites using digital image correlation and thermal excitation. Compos. Part B Eng. 2022, 234, 109713. [Google Scholar] [CrossRef]
- ISO 527-1; Plastics-Determination of Tensile Properties-Part 1: General Principles. Beuth Verlag: Berlin, Germany, 2019; pp. 1–37. [CrossRef]
- Mrzljak, S.; Gerdes, L.; Keuntje, J.; Wippo, V.; Jaeschke, P.; Walther, F. Assessment of laser cutting parameters and heat-affected zone on microstructure and fatigue behaviour of carbon fibre-reinforced epoxy. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022. [Google Scholar] [CrossRef]
- ISO 13003; Fibre-Reinforced Plastics-Determination of Fatigue Properties under Cyclic Loading Conditions. Beuth Verlag: Berlin, Germany, 2003; pp. 1–17.
- Neitzel, B.; Fiebig, C.; Koch, M. Influence of fiber undulation on the mechanical properties of fiber reinforced plastics. In Proceedings of the 59th Ilmenau Scientific Colloqium, Ilmenau, Germany, 11–15 September 2017. [Google Scholar]
- Charlebois, K.M.; Boukhili, R.; Zebdi, O.; Trochu, F.; Gasmi, A. Evaluation of the physical and mechanical properties of braided fabrics and their composites. J. Reinf. Plast. Compos. 2005, 24, 1539–1554. [Google Scholar] [CrossRef]
- Ahmad, F.; Yuvaraj, N.; Bajpai, P.K. Effect of reinforcement architecture on the macroscopic mechanical properties of fiberous polymer composites: A review. Polym. Compos. 2020, 41, 2518–2534. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Cycles | Measurement |
|---|---|
| 1 to 6 | |
| 100 to 10,000 | every 1000 |
| 10,000 to 600,000 | every 10,000 |
| 600,000 to 900,000 | every 50,000 |
| 900,000 to 2,000,000 | every 300,000 |
| 275 MPa | 300 MPa | 325 MPa | 350 MPa | 375 MPa | 400 MPa | 425 MPa | ||
|---|---|---|---|---|---|---|---|---|
| Nf with standard deviation | longitudinal | / | completed | 625,872 ± 258,687 | 129,685 ± 33,100 | 59,898 ± 2440 | 28,755 ± 2611 | 6228 ± 329 |
| transverse | 1,447,704 ± 352,296 | 366,803 ± 143,747 | 123,119 ± 32,563 | 55,457 ± 4766 | 28,519 ± 7341 | 2547 ± 1398 | / | |
| Slope | longitudinal | |||||||
| transverse | ||||||||
| Defect Volume Content [%] | S1 | S2 | S3 | S4 | S5 | S6 | S7 | Average | Standard Deviation |
|---|---|---|---|---|---|---|---|---|---|
| x-direction | 34.6 | 54.9 | 43.4 | 37.2 | 15.6 | 13.0 | 35.5 | 33.5 | ±13.7 |
| y-direction | 33.2 | 23.1 | 31.7 | 33.8 | 13.8 | 11.1 | 20.0 | 23.8 | ±8.7 |
| Undulation Size [μm] | S1 | S2 | S3 | S4 | S5 | S6 | S7 | Average | Standard Deviation |
|---|---|---|---|---|---|---|---|---|---|
| Longitudinal direction | 487.0 | 482.2 | 470.5 | 372.5 | 502.0 | 461.7 | 473.6 | 464.2 | ±39.3 |
| Transverse direction | 521.0 | 495.5 | 526.1 | 516.4 | 596.8 | 615.6 | 540.0 | 544.5 | ±41.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gerdes, L.; Franck, P.; Richle, S.; Barandun, G.A.; Walther, F. Fatigue Assessment of Carbon Fiber-Reinforced Polyurethane with Regard to Crack Initiation and Propagation. Eng 2023, 4, 1009-1022. https://doi.org/10.3390/eng4020060
Gerdes L, Franck P, Richle S, Barandun GA, Walther F. Fatigue Assessment of Carbon Fiber-Reinforced Polyurethane with Regard to Crack Initiation and Propagation. Eng. 2023; 4(2):1009-1022. https://doi.org/10.3390/eng4020060
Chicago/Turabian StyleGerdes, Lars, Pascal Franck, Stefan Richle, Gion A. Barandun, and Frank Walther. 2023. "Fatigue Assessment of Carbon Fiber-Reinforced Polyurethane with Regard to Crack Initiation and Propagation" Eng 4, no. 2: 1009-1022. https://doi.org/10.3390/eng4020060