
Microfluidics for Polymer Microparticles: Opinion on Sustainability and Scalability

1
Université Paris-Saclay, CentraleSupélec, Laboratoire de Génie des Procédés et Matériaux, Centre Européen de Biotechnologie et de Bioéconomie (CEBB), 3 Rue des Rouges Terres, 51110 Pomacle, France
2
URD Agro-Biotechnologies Industrielles (ABI), CEBB, AgroParisTech, 51110 Pomacle, France
*
Authors to whom correspondence should be addressed.
Sustain. Chem. 2023, 4(2), 171-183; https://doi.org/10.3390/suschem4020013
Submission received: 7 February 2023
/
Revised: 28 March 2023
/
Accepted: 1 April 2023
/
Published: 10 April 2023
(This article belongs to the Topic Green and Sustainable Chemistry)
Abstract
:The microfluidic production of simple (microspheres) and core–shell (microcapsules) polymer microparticles, often called microencapsulation, has been the scope of several research works since the 1980s. It is a fast, thrifty, and efficient process because of its controlled properties, tuneability, and yield, which can reach 100%. However, the question of its greenness, sustainability, and scalability remains unclear, and more awareness/education is required in this field. The sustainability of production processes using microfluidic techniques can be realized/discussed based on three pillars: (i) waste generation, (ii) the solvents employed, and (iii) raw materials. On the other hand, although the scaling-up of these processes was reported on in several papers as procedures in which hundreds or thousands of microfluidic chips are set in parallel, the sustainability of this scale-up has not been addressed to our knowledge. This opinion paper highlights the advantages of microfluidic encapsulation processes, their greenness according to the above-mentioned pillars, (i–iii) and the necessary considerations to scale them up while preserving their sustainability.
1. Introduction
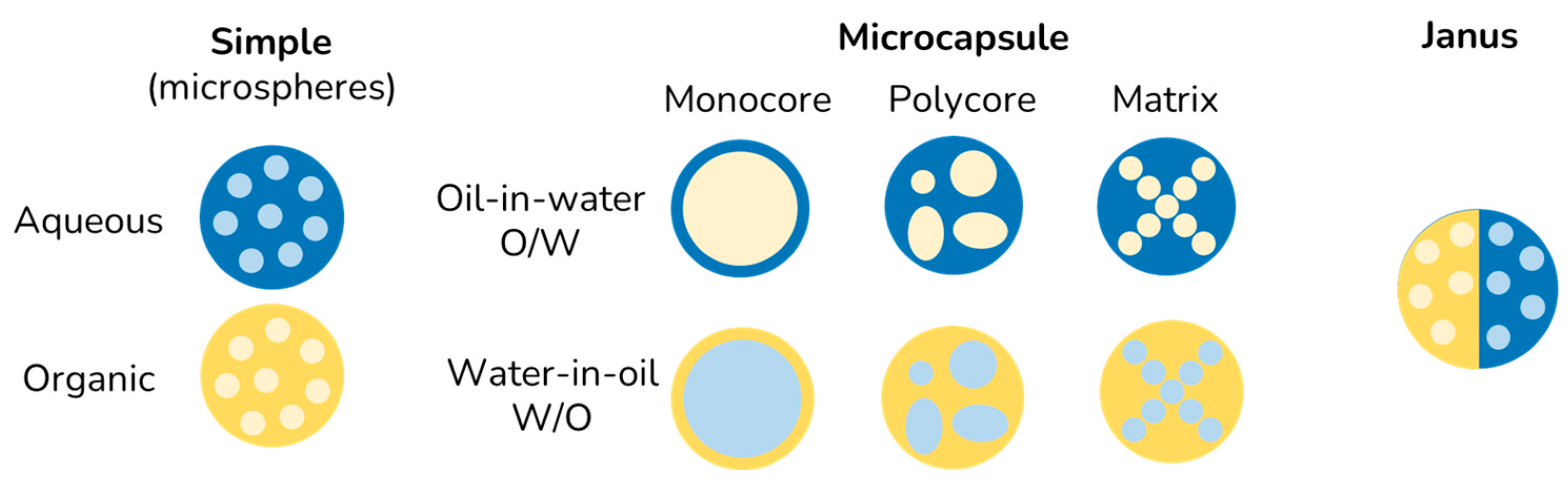
Encapsulation is an important process for the food, pharmaceutics, cosmetics, and other industry domains, in which an active ingredient is immobilized inside a polymeric shell to protect it from the external environment and to control its release [1,2,3]. The polymeric shell and active ingredient form the polymer microparticle can be (i) a microsphere, where the active ingredient is integrated within the polymeric matrix, (ii) a microcapsule with a core–shell morphology, or (iii) Janus microparticles, which are spheres constructed of two halves—one hydrophobic and the other hydrophilic—with different active ingredients encapsulated in each half (Figure 1). The production of polymer microparticles can be performed through a chemical process such as suspension polymerization [4] and coacervation [5], or a physical process such as atomization (spray drying [6,7] and spray chilling [8]), extrusion [9], and microfluidics [10,11,12]. Other processes, including fluidized bed coating [13] and pan coating [14], allow for the coating of solid particles and the formation of a microcapsule of a solid core. Each of the aforementioned processes has its advantages, drawbacks, and challenges to render them sustainable [15]. The latter may be evaluated according to environmental factors describing waste generation, energy consumption, and the nature and quantity of solvents employed in different experimental conditions and scales [16,17,18,19].
Most of the mentioned conventional processes do not offer control over the size, morphology, or porosity of the microparticles produced. The three factors are of significant importance, as they affect the mechanism of flavors and aromas released from the microparticles and the speed at which drugs are delivered, released, and the time needed between treatments in pharmaceutical applications [10,20,21,22]. Microfluidics emerged in the last three decades as a fast and less expensive method offering the perfect control of conditions, durations, homogeneity, and reproducibility without requiring a huge installation. In this contribution, we describe the microfluidic process and summarize its unique selling points and challenges in terms of sustainability based on three pillars: (i) green metrics: E-factors, atom, and energy efficiency; (ii) solvents used, and (iii) raw materials in terms of scalability. We do not intend to provide a comprehensive or critical review of microfluidic processes for microencapsulation, but rather to share our opinion of what favors microfluidics over other processes and what it would take for it to be more sustainable at an industrial scale.
2. Microfluidics
2.1. Description of the Process
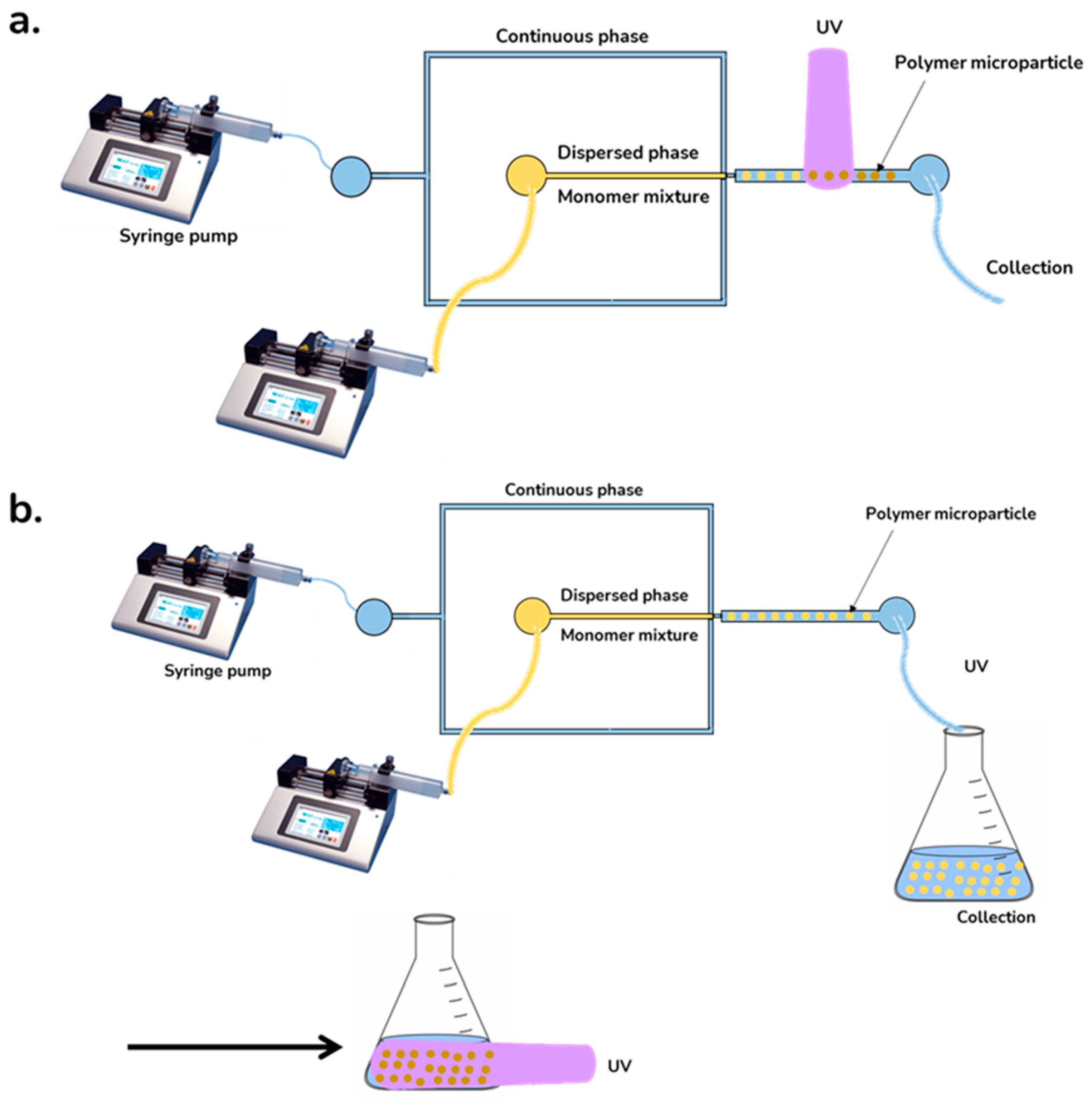
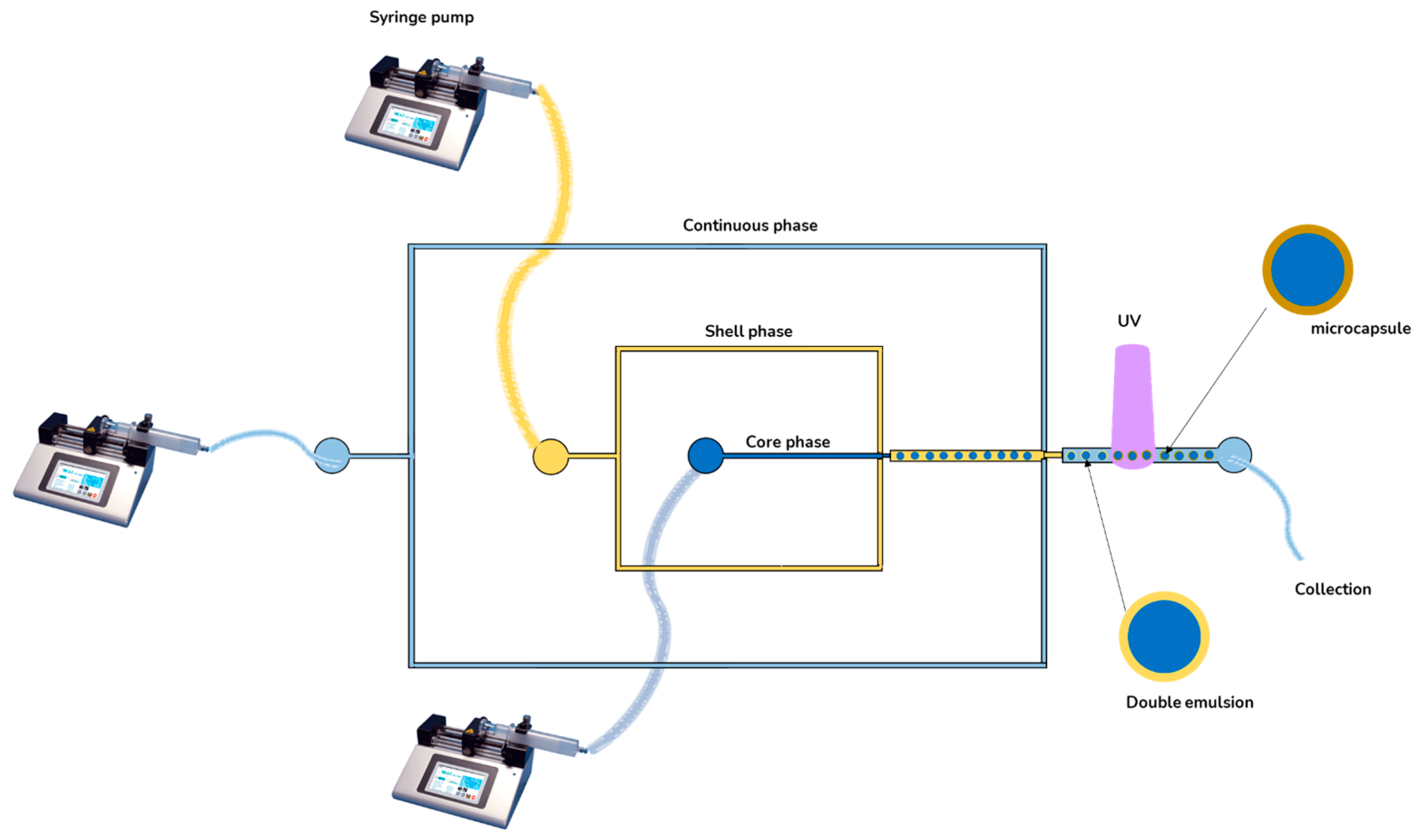
Microfluidics can be defined as an experimental downsizing approach that, on the one hand, allows for the better control of fluid behavior inside microchannels for sustainable chemistry, biotechnology, and process engineering. On the other hand, it may be seen as a microminiaturized production technology containing inlets, outlets, and tunnels, through which a fluid flow is confined and physically or chemically treated [23]. The production of polymer microparticles (microspheres and microcapsules) using microfluidics can be seen as a microminiaturized process, allowing for the control of size, morphology, and composition in the fabrication of polymer microparticles [20]. Microspheres are spherical polymer microparticles, in which an active ingredient is inaugurated within the matrix of the shell. To synthesize them, a dispersed phase liquid and an immiscible continuous phase liquid are pumped with an external device such as a pressure regulator system, peristaltic pump, or syringe pump into a microfluidic chip, where they meet at an intersection (Figure 2). The continuous liquid segments the dispersed one at the intersection forming monodisperse droplets either in a dripping or jetting regime. The second step of the process is droplet solidification either through a physical process (evaporation or dissolution) if the droplet is a mixture of a polymer, solvent, and active ingredient (polymer solution mixture) [11] or a chemical reaction (polymerization or crosslinking) if the droplet is a mixture of a monomer(s), initiator, and active ingredient to be encapsulated (monomer mixture). The monomer mixture droplet may be solidified using UV- or thermal-induced polymerization [24,25] either (i) in situ, along the trajectory of the droplets inside the chip (Figure 2a), or (ii) off-chip, where droplets are collected in a flask and then polymerized in batches (Figure 2b). On the other hand, polymer solution droplets are solidified through solvent removal using evaporation or dissolution, in situ or off-chip [10,11]. Microcapsules are polymer microparticles composed of an active ingredient core isolated inside a polymeric shell that can also be produced using microfluidics through a two-step procedure, including (i) the formation of multiple emulsions of core–shell geometries and (ii) shell solidification, depending on the nature of the shell, as shown in Figure 3.
2.2. Advantages over Conventional Processes
Conventional processes used to produce polymer microparticles have been previously reviewed in several other articles [2,15,26,27]. Each process has its own pros, cons, and sustainability challenges. For example, interfacial polymerization is a simple, low-cost, and easy-to-operate process. However, the produced microparticles do not have a narrow size distribution and sometimes require the excessive use of organic and aqueous solvents; however, using less solvents has been shown to achieve microparticles with weaker characteristics [15,28]. Room to improve this process exists, including optimizing the quantities and choices of raw materials and solvents to address the environmental factor and keep the good properties of the microparticles. Similarly, the coacervation process also produces stable capsules with high encapsulation efficiency, but always with a large size dispersion. This process is very sensitive to physical parameters, is relatively slow compared to other processes, and necessitates a slow and energy-consuming postprocessing step, such as freeze-drying, to dry the capsules. In addition, toxic crosslinkers, e.g., glutaraldehyde, are frequently employed [15]. The atomization process allows for large-scale production, although also without size control unless a spinning disk atomizer [29] is integrated into the process. The spinning disk requires a larger reactor surface, since the droplets deviate everywhere and may form satellite droplets, thus, resulting in a loss of matter. Furthermore, the dependency on the disk rotation speed makes the process less productive and limits the output to droplet sizes of more than 100 µm. These processes, with or without a spinning disk, are highly scalable and do not require any postprocessing, with an encapsulation efficiency and yield of up to 100% on an industrial scale. However, they are the most energy-consuming processes and normally use solvents that generate toxic waste. Extrusion and coextrusion processes also do not require any postprocessing. The polymer microparticles produced with these processes have a small size dispersion (<5%); however, the production rate/nozzle is limited, and cannot handle high viscosities without heating. These processes are not advanced compared to other processes and require good knowledge and assessments for their successful implementation.
Microfluidics are a versatile process, where devices can be used to produce a wide range of microparticles with different materials and properties. The size and content of the microparticles are tuned simply by changing the flow rates of different phases. Microfluidic processes are highly precise and can produce microcapsules and microspheres of tailored sizes and shapes, where the coefficient of the variation in size is less than 5%. This particularity is beneficial for certain applications, e.g., drug delivery systems in which the release rate control is vital and equivalent to the number of medical doses. It is interesting to note that the solidification time reported in microfluidics ranges from a few seconds to a few minutes, which is much faster than traditional processes such as coacervation and suspension polymerization, where reactions may last a few days. Finally, microfluidic processes require smaller and exact amounts of raw material resources to operate with a yield that can reach 100%, which, in turn, minimizes the quantity of raw material waste.
3. Sustainability Assessment
As mentioned in the Introduction, the sustainability assessment of microfluidic processes to produce polymer microparticles is based on three pillars: (i) waste generation, (ii) the nature of solvents, and (iii) raw materials.
3.1. Waste Generation
The size of microparticle in classical microfluidic techniques is strongly dependent on the flow rates, especially the continuous phase flow rate (Qc). The production of smaller droplets/microparticles with a given system of fluids requires a higher Qc and, consequently, higher quantities of solvents. For example, Xu et al. [10] produced drug-loaded poly (lactic-coglycolic acid) (PLGA) polymer microparticles using microfluidics, where they had to increase the ratio of the continuous phase flow rate to disperse the phase flow rate (Qc/Qd) from 4 to 20 to form microparticles of 12 µm size instead of 42 µm. According to our knowledge, no articles in the literature address the recycling of the continuous phase, a required step for sustainable production, especially when the continuous phase liquid goes up to 100 times the dispersed phase. This dependency can be harnessed in systems with an external force (i.e., centrifugal force) controlling the size of the generated droplets [30,31]. However, this adds other constraints, such as dependency on the rotation speeds, which are not unlimited. To this end, an evaluation of the waste generated during a process is of vital importance from a sustainability point of view. This evaluation requires the use of simple, accessible, and useful green metrics, such as a complete environmental factor (cEF), to measure the greenness of the production processes [18]. The cEF measures the amount of waste generated during a certain process expressed in kg of waste per kg of product (Equation (1)). The ideal cEF of a process is 0, whereas a higher cEF means more waste generated and, finally, greater negative environmental consequences. The recycling of the continuous phase and solvents used in the droplet phase in polymer-based microfluidics is a critical and necessary step to reduce the cEF of a process.
We summarized some examples of monomer-based (P1–P5) and polymer-solution-based microfluidic production processes (P6–P9) of microspheres and microcapsules. All the ten reported processes in Table 1 have a cEF greater than 7 and can increase up to more than 1000 (P7), meaning that for every 1 kg of polymer microparticles, at least 7 kg to more than 1 ton of waste is generated. Although these numbers are colossal, more than 99% of the waste is due to the continuous phase and solvents, and no evidence has been mentioned in the literature about their sustainability. In fact, in monomer-based processes (P1–P5), where the droplets do not contain solvents to remove, the solvent waste is mainly the continuous phase, limiting the cEF to a few tenths. On the other hand, polymer-based droplets (P6–P9) are composed of more than 95% solvents, which add to the solvent waste in the continuous phase and lead to cEF values of hundreds to one thousand. This is why it is of vital importance to recycle the continuous phase and solvents before targeting industrial-scale and thrifty microfluidic processes with minimal waste.
3.2. Nature of Solvents
The most employed solvents are majorly nonrenewable and toxic, so it is important to consider replacing them according to selection guides, e.g., that of Pfizer. Green solvent selection guides for chemical processes in general were reviewed by Clark et al. [36], and the solvents used in microparticle production processes were reviewed in a recently published article [15]. The usage of solvents in monomer-based microfluidic processes (P1–P5) is limited to the continuous phase, which must be recycled to reduce the cEF, as seen in Section 3.2. The continuous phase solvent is water (nontoxic) in all the processes reported in Table 1; however, it can be organic in the case of hydrophilic monomer droplets. This makes the recycling of solvents more vital, since organic solvents are usually less green than aqueous solvents because they undergo strict hazardous waste management that requires further energy consumption. On the other hand, water is a nontoxic, natural solvent preferably used in chemistry over other common organic solvents [17]. However, according to a UN projection, a water crisis is likely to affect more than four billion people by the 2040s [37] due to a huge demand and demographic growth. Therefore, it is important and necessary to save water and recycle it for sustainable production processes. While recycling water is always better, it may not be as feasible in a university laboratory, since the main objective is to demonstrate the feasibility and proof of concept of a process, rather than production at a high volume. However, in industrial-scale production, the amount of water used is less problematic as long as the process is circular, and any losses are negligible compared to the production volume. Moreover, water is considered an involatile solvent with a boiling point of 100 °C, making it less compatible with polymer-solution-based microfluidic processes, which usually require solvent evaporation.
Polymer-solution-based microfluidic processes (P6–P9) are mainly employed to prepare drug-loaded microspheres for drug delivery and tissue engineering. PLGA is the main copolymer used for these applications because of its biocompatibility and ability to degrade in a controlled manner. It is a biodegradable and biobased polymer, derived from renewable resources, such as corn starch or sugar cane, having been approved by the US FDA for use in drug delivery [38]. However, its usage to synthesize drug-loaded microparticles is frequently accompanied by the evaporation of toxic solvents, such as dichloromethane (DCM), present in the droplet phase as in P6, P8, and P9. For example, Xu et al. [10] (P6) used PLGA in DCM to produce bupivacaine-loaded microparticles, which are of particular importance due to bupivacaine’s long duration of action as a local anesthetic compared to other local anesthetics. Kost et al. [34] (P8) prepared quercetin-loaded PLGA microparticles in a similar procedure. Quercetin is a naturally occurring flavonoid that is found in a variety of fruits, vegetables, and herbs. It is an antioxidant and inflammatory molecule that has been found to have anticancer properties and shown promise for use in allergy treatments, asthma, and respiratory conditions. Zhang R. et al. [35] (P9) prepared core–shell-structured PLGA microcapsules as a drug delivery system for programmed cell death-ligand 1 (PD-L1) aptamers and the chemotherapy drug docetaxel by evaporating DCM from the shell phase. Despite all the health-related importance of PLGA microparticles, the solvent waste generated during the evaporation of solvents such as DCM is remarkable. Moreover, DCM itself is toxic, hazardous, and should be handled carefully. When inhaled, DCM can cause a variety of health effects, including dizziness, headaches, and damage to the liver and kidneys. Therefore, intensive energy-consuming purification processes must be performed to eliminate all solvent traces that may remain in the final microparticles. Dimethyl carbonate is a less toxic and less hazardous solvent that can substitute DCM; yet, it has a higher boiling point (91 °C compared to 40 °C for DCM), which requires more energy for evaporation.
Zhang Y. et al. [11] used the solvent dissolution technique instead of evaporation to remove tetrahydrofuran (THF) in a claimed fast and environmentally friendly process (P7). Although it is considered less toxic than other commonly used solvents, such as toluene, xylene, and DCM, THF can be harmful if inhaled and can cause irritation to the eyes, nose, and throat, as well as dizziness, nausea, and headaches. THF may be replaced with 2-methyl THF (2MeTHF), which is biobased and less hazardous. Nevertheless, even if the solvent is not evaporated in this process but rather dissolved in water, it remains considered as a process waste unless it is recycled for another use. This requires a distillation process, which can be slow, energy-consuming, and expensive.
In brief, solvents are inevitable in microfluidic processes used to produce polymer microparticles. Whether monomer-based or polymer-solution-based, sustainability imposes the usage of solvents that are less hazardous and recycled throughout the process.
3.3. Raw Materials
The selection and compatibility of raw materials are subject to strict chemical regulations, such as the European Union’s “Registration, Evaluation, Authorization and Restriction of Chemicals” (REACH) regulation, which was adopted in 2007 to ensure a high level of protection for human health and the environment from risks posed by chemicals. The US Food and Drug Administration (FDA) also has chemical regulations that aim to achieve the same goal as REACH within the United States. However, the sustainability and challenges associated with the employed raw material (monomers/polymers, initiators, and surfactants) are also crucial parameters when speaking about the sustainability of the process, in addition to the waste generation and nature of the solvents. These raw materials can be classified according to their origin: (i) fossil-based, e.g., methyl methacrylate and its polymer poly (methyl methacrylate) (PMMA), polyethylene glycol (PEG), and vinyl chloride and its polymer polyvinyl chloride (PVC); (ii) naturally occurring biobased, e.g., chitosan, alginate, cellulose, and lignin; and (iii) synthetic biobased, e.g., polylactic acid (PLA) and PLGA. The origin of the raw materials puts the sustainability of the production process under question even if the environmental factor is 0 and the least hazardous solvent is used. For example, PMMA (MMA monomer), PBH (mixture of 1,6-hexanediol diacrylate and bisphenol A glycerolate dimethacrylate), and polyacrylamide (acrylamide monomer) are widely used raw materials, and are of great importance in a diverse range of applications, such as cosmetics, drug delivery, food preservation, and even construction [25,39,40]. However, they are all derived from a common fossil-based source, disqualifying them as sustainable. For example, 2 kg of petroleum is needed to produce 1 kg of PMMA. Naturally occurring and synthetic biobased raw materials may have less negative environmental impacts than fossil-based ones if their production processes are optimized to minimize the use of hazardous substances and the quantity of waste generated. However, they have different constraints concerning their quality and functionalities. For example, starch, which is a nontoxic, biocompatible, and biodegradable naturally occurring polymeric carbohydrate with thermoplastic abilities, is difficult to modify and tune, where some chemical modifications can lead to toxic byproducts, likely to reduce its degradation rate [41,42]. Chitosan is another nontoxic and nonallergic naturally occurring and biodegradable polymer important for its anti-inflammatory activity and use in drug delivery and tissue engineering applications. However, it is very sensitive to storing conditions and has poor mechanical and thermal properties [43,44]. Alginate is a very popular biocompatible and biodegradable polysaccharide with a wide range of applications, yet it has poor stability and depolymerizes at 40 °C, as shown in the study by Mao et al. [45]. Regardless of their origin, the extraction processes of biobased raw materials must be analyzed through green metrics and taken into consideration in the sustainability evaluation.
In addition to monomers or polymers, the surfactants used to stabilize droplets, as well as the initiators that initiate the polymerization and the porogens used to control the microparticle porosity, are raw materials with origins requiring consideration from a sustainability angle. For example, span 85 is a widely employed surfactant used to stabilize droplets; however, is not considered to be a biobased surfactant, as it is typically synthesized from petrochemical feedstocks, such as mineral oil and oleic acid. Sodium dodecyl sulfate (SDS) is one of the most used surfactants in these production processes. It is typically produced through the sulfation of a long-chain alcohol, which can be derived from either biobased plant or animal sources, or from fossil fuels [46,47]. Even if natural resources are more sustainable than fossil fuels, this does not necessarily mean that the SDS that comes from animals or plants is more sustainable than that coming from fossil sources. The extraction process itself should be evaluated using green metrics in both cases before settling on the idea that biobased sources are more sustainable. Commonly used photinitiators, such as Darcour 1173, and peroxide thermal initiators (e.g., dibenzoyl peroxide) are derived from fossil resources. Recently, Ficus carica leaf extract has been found to be an effective photoinitiator for UV-cured coatings, while soybean-oil-based initiators have been found to be effective for the thermal polymerization of unsaturated polyester resins. Again, this does not necessarily mean a more sustainable substitute, as their extraction process has to be considered.
Porogens widen the range of possibilities for microfluidic processes, as they allow for the control of porosity, in addition to size, morphology, and content. Porosity can affect the mechanical and physical properties of microparticles, such as the mechanical strength and thermal stability, and influences the release rate. Dubinsky et al. [32] were able to produce polymer microparticles using microfluidics from a comonomer composed of glycidyl methacrylate (GMA) and ethylene glycol dimethacrylate (EGDMA) using in situ UV polymerization (P1–P2 of Table 1). The dioctyl phthalate (DOP) and diethyl phthalate (DEP) porogens were used to obtain different porosities from the same microparticle composition. The porogens were efficient in controlling the microparticle porosity; however, their main sustainability disadvantages included (i) leaching that could remove not only the porogen, but also active ingredients, (ii) the long time required to completely leach out the porogen, (iii) labor-intensive and time-consuming preparation process, and (iv) and high cost in some cases [48]. In addition to the usage of porogens, GMA and EGDMA are not considered to be biobased monomers. GMA is a synthetic monomer, derived from the reaction of glycidol and methacrylic acid. It does not have a natural origin, but can be produced through chemical synthesis from fossil-based sources. EGDMA is also a fossil-based synthetic monomer, derived from the reaction of methacrylic acid and ethylene glycol. The progressive depletion of petroleum sources makes the search for more sustainable substitutions urgent.
In a recent study, Xu and Nisisako [12] formed Janus droplets composed of silicone oil and hexanediol diacrylate (HDDA) that changed in geometry to a silicon oil-in-HDDA core–shell double emulsion along the microfluidic chip. Both off-chip–UV and thermal- polymerization were applied (P3 and P4, respectively), and the porosity of the formed microcapsules changed drastically as a function of the polymerization method. This microfluidic method formed monodisperse microparticles with a controlled porosity while avoiding the usage of porogens and the related disadvantages. Nevertheless, HDDA is derived from the chemical reaction of hexanediol and acrylic acid, both derived from petrochemical feedstocks and without a natural origin, making HDDA nonrenewable such as GMA and EGDMA.
Biobased monomers are monomers that are derived from renewable resources, such as plants, animals, or microorganisms. Examples of biobased monomers include lactic acid, succinic acid, levulinic acid, and methacrylic Cyrene (m-Cyrene). m-Cyrene is derived from Cyrene™, a biobased solvent originating from cellulose feedstock, through transesterification in the presence of methacrylic acid [49]. In a recent study, polymer microparticles were synthesized with controlled porosity from m-Cyrene without using porogens and without changing the in situ UV polymerization method (P5) [33]. The porosity of the microparticle was measured with X-ray microtomography and modified by adding methacrylic anhydride (MAN), a chemical used as a precursor for the synthesis of methacrylate polymers, copolymers, and crosslinkers, to the dispersed phase in different concentrations. MAN enters in the synthesis procedure and m-Cyrene, which reduces excessive purification reactions. Despite this advantage, and although a biobased monomer (i.e., m-Cyrene) was used in this process, MAN is a fossil-based nonrenewable raw material. In addition, it is toxic and can cause various health effects when inhaled or ingested, and should be handled carefully in laboratories with the necessary equipment.
4. Scalability
As seen in Section 3.1 and Section 3.2, microfluidic processes can be considered sustainable if and only if the solvents and continuous phase are recyclable. An industrial-scale pilot with thousands of parallel monomer-based microfluidic chips, in situ polymerization, and a back-loop to recycle the continuous phase may be ideal for this goal. At lab-scale, the microfluidic chip may produce up to 0.4 mg·h−1 in the dripping regime and up to 1 mg·h−1 with a jet break-up [10]. Therefore, a thousand parallel microfluidic chips in a jetting regime should be able to generate up to 24 kg/day of microparticles. This level of productivity is probably less expensively achieved using microfluidics than using conventional technologies such as spray drying, where the thermal efficiency may decrease down to 20% in some cases, with heat accounting for approximately 60% of the total process cost [50]. However, to achieve this level of productivity, the pumping system delivering the fluids must also be scaled up. On a laboratory scale, a peristaltic pump, syringe pump, or pressure regulator that pumps two to four liquids requires 10–30 W of input power. Therefore, a straightforward numbering-up to one thousand parallel microfluidic chips would result in a 10–30 KWh equivalent energy cost, which is not significant.
Monomer-based microfluidics require a source of heat energy or UV light to perform the in situ polymerization of the droplets. On a lab scale, the required heat flux for thermal-initiated polymerization is of the order of some Watts per chip. In the case of massive parallelization, it would be even smaller, as thermal losses would be much smaller. Thermal losses would be negligible, and the only serious demand would be tied to latent heat (evaporation and second-order phase transition). Taking the maximum production rate of one chip (24 g/day), the energy consumption of these processes is estimated at a few Watt hours per g of microparticles for one chip. Consequently, a pilot of ten thousand parallel chip pilots would require a few kilowatt hours of energy to produce approximately 240 kg/day. This is a good level of production, especially that the microparticles are as a result homogeneous in size and content to target important applications in cosmetics and pharmaceutics. The UV polymerization at lab scale requires a UV lamp with a light intensity (I) ranging between 0.1 and 1 W/cm2 and a few seconds residence time of the microparticles inside the chip. For example, Dubinsky et al. [32] used a UV lamp with I = 0.2 W/cm2 (3.62 × 1017 photons/s/m2) to polymerize GMA and EDGMA monomer droplets during 15 s in a reactor area of 0.75 cm2 (channel length: l = 125 mm; channel width w = 0.6 mm). The energy consumption in this example is estimated at approximately 3–4 Watts/day/chip at the maximum production rate (24 g/day), corresponding to 0.1–0.2 W/g of microparticles. To scale-up the process into a pilot with ten thousand parallel chips, a ten-thousand-times larger area would be required to illuminate with the same light intensity, which implies the same energy consumption at an industrial scale (0.1–0.2 W/g). This energy consumption is even less than the energy required for thermal-initiated polymerization for this level of production.
Polymer-solution-based microfluidic processes do not require a polymerization chemical reaction requiring optimization; however, the solvent in the droplet phase is mainly evaporated or dissolved in a nonsolvent of the polymer solute. Therefore, the necessary solvent recycling process to reduce the cEF requires post-treatment processes such as condensation in the case of evaporation, or distillation in the case of dissolution. This requires a more complicated design for an industrial-scale pilot and makes the energy efficiency of the process dependent on the consumption of the post-treatment processes.
Regardless of the process, its sustainability, and the upscaling procedure, most microfluidic devices are reusable. However, a very small precipitation of any of the liquids used in the process may block the micrometric channels and stop the whole process. Researchers working in the field of microfluidics are used to such types of problems, requiring complicated and long procedures, including sonication, heating, and solvent usage, to unblock the obstructed channel. In many cases, the channel remains obstructed and needs to be replaced, thus, increasing the environmental impact. Most lab-scale microfluidic devices are created using soft photolithography, which requires a dark room and uses a lot of energy. In addition, these devices are mainly composed of synthetic fossil-based nonrenewable polymers, such as polydimethylsiloxane (PDMS) and PMMA, which are not biodegradable and difficult to recycle. Current scientific research can aid in the search for sustainable, transparent, recyclable, biodegradable, and compatible plastics for the fabrication of microfluidic devices used in daily lab operations. The origin of the plastic material, whether fossil-based or biobased, is not as significant or environmentally problematic as its degradability and recyclability. This concern is less of an issue on an industrial scale, as glass and particularly steel microreactors have proven to be viable options for industrial process engineering since the mid-1990s, and may be used to produce polymer microparticles.
5. Conclusions
Microfluidics is one of the most important and promising processes for the preparation of microparticles for a wide range of applications. It is always referred to as a sustainable, thrifty, and controllable process in most of the literature. While the latter was perfectly demonstrated throughout the examples of the present opinion paper, sustainability remains an issue, because it does not only deal with the yield or environmental factor of the process, but also the nature and amount of solvents used, as well as the raw materials employed. The recycling of the continuous phase and solvents is a key point in reducing the complete environmental factor (cEF) of the process; however, it is not the only point. We have seen that solvents are inevitable, even in monomer-based processes, where the droplets do not contain a solvent and the solidification does not rely on its evaporation or dissolution. There is no ideal solvent, with even less hazardous and biobased solvents remaining as problematic. The nature of raw materials, such as monomers, polymers, and catalysts, is another point that we highlighted and showed to be important in the determination of the sustainability of microfluidics. Not only the nature of the raw materials, but also the way they are extracted must be considered. We saw that the sizes and properties, such as porosity, can be controlled in various ways, those alone having their own issues. Porogens have the disadvantage of leaching, being time-consuming, and high cost, whereas using chemicals e.g., MAN, comes with toxicity risks, and is not a sustainable solution given the fossil-based nature of MAN. After considering all the sustainability concerns at lab-scale, the upscaling of the process must consider several aspects. In monomer-based devices, the capacity of recycling the continuous phase of thousands of parallel channels, the way to supply heat or UV, and the life cycle of the microdevices are the main problems, whereas, in polymer-solution-based, the recycling of solvents through distillation and/or evaporation must be brought to an industrial level able to integrate with a thousand of microfluidic devices. Finally, one must consider the material from which the microfluidic channels are composed of, regardless of the process itself.
Author Contributions
Conceptualization, H.E.I. and S.F.; writing—original draft preparation, H.E.I.; writing—review and editing, S.F., P.P., F.A.; supervision, P.P., F.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
Communauté urbaine du Grand Reims, Département de la Marne, Région Grand Est, and European Union (FEDER Champagne-Ardenne 2014–2020) are acknowledged for their financial support to the Chair of Biotechnology of CentraleSupélec, URD ABI-AgroParisTech, and the Centre Européen de Biotechnologie et de Bioéconomie (CEBB).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ekanem, E.E.; Zhang, Z.; Vladisavljević, G.T. Facile Microfluidic Production of Composite Polymer Core-Shell Microcapsules and Crescent-Shaped Microparticles. J. Colloid Interface Sci. 2017, 498, 387–394. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Casanova, F.; Santos, L. Encapsulation of Cosmetic Active Ingredients for Topical Application—A Review. J. Microencapsul. 2016, 33, 1–17. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gibbs, B.F.; Kermasha, S.; Alli, I.; Mulligan, C.N. Encapsulation in the Food Industry: A Review. Int. J. Food Sci. Nutr. 1999, 50, 213–224. [Google Scholar] [CrossRef]
- Arshady, R. Suspension, Emulsion, and Dispersion Polymerization: A Methodological Survey. Colloid Polym. Sci. 1992, 270, 717–732. [Google Scholar] [CrossRef]
- Gu, X.L.; Zhu, X.; Kong, X.Z.; Tan, Y. Comparisons of Simple and Complex Coacervations for Preparation of Sprayable Insect Sex Pheromone Microcapsules and Release Control of the Encapsulated Pheromone Molecule. J. Microencapsul. 2010, 27, 355–364. [Google Scholar] [CrossRef]
- Oxley, J. Overview of Microencapsulation Process Technologies; Elsevier Inc.: Amsterdam, The Netherlands, 2014; ISBN 9780124045682. [Google Scholar]
- Márquez-Gómez, M.; Galicia-García, T.; Márquez-Meléndez, R.; Ruiz-Gutiérrez, M.; Quintero-Ramos, A. Spray-Dried Microencapsulation of Orange Essential Oil Using Modified Rice Starch as Wall Material. J. Food Process. Preserv. 2018, 42, e13428. [Google Scholar] [CrossRef]
- Oxley, J.D. Spray Cooling and Spray Chilling for Food Ingredient and Nutraceutical Encapsulation; Elsevier Masson SAS: San Antonio, TX, USA, 2012. [Google Scholar]
- Bamidele, O.P.; Emmambux, M.N. Encapsulation of Bioactive Compounds by “Extrusion” Technologies: A Review. Crit. Rev. Food Sci. Nutr. 2020, 61, 3100–3118. [Google Scholar] [CrossRef]
- Xu, Q.; Hashimoto, M.; Dang, T.T.; Hoare, T.; Kohane, D.S.; Whitesides, G.M.; Langer, R.; Anderson, D.G.; David, H. Preparation of Monodisperse Biodegradable Polymer Microparticles Using a Microfluidic Flow-Focusing Device for Controlled Drug Delivery. Small 2009, 5, 1575–1581. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Cattrall, R.W.; Kolev, S.D. Fast and Environmentally Friendly Microfluidic Technique for the Fabrication of Polymer Microspheres. Langmuir 2017, 33, 14691–14698. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.; Nisisako, T. Polymer Capsules with Tunable Shell Thickness Synthesized via Janus-to-Core Shell Transition of Biphasic Droplets Produced in a Microfluidic Flow-Focusing Device. Sci. Rep. 2020, 10, 4549. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Frey, C. Fluid Bed Coating-Based Microencapsulation; Elsevier Inc.: Amsterdam, The Netherlands, 2014; ISBN 9780124045682. [Google Scholar]
- Pandey, P.; Turton, R.; Joshi, N.; Hammerman, E.; Ergun, J. Scale-up of Pan-Coating Process. AAPS PharmSciTech 2006, 7, E125–E132. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- El Itawi, H.; Fadlallah, S.; Allais, F.; Perré, P. Green Assessment of Polymer Microparticles Production Processes: A Critical Review. Green Chem. 2022, 24, 4237–4269. [Google Scholar] [CrossRef]
- Fadlallah, S.; Roy, P.S.; Garnier, G.; Saito, K.; Allais, F. Are Lignin-Derived Monomers and Polymers Truly Sustainable? An in-Depth Green Metrics Calculations Approach. Green Chem. 2021, 23, 1495–1535. [Google Scholar] [CrossRef]
- Fadlallah, S.; Mouterde, L.M.M.; Garnier, G.; Saito, K.; Allais, F. Cellulose-Derived Levoglucosenone, a Great Versatile Chemical Platform for the Production of Renewable Monomers and Polymers. ACS Symp. Ser. 2020, 1373, 77–97. [Google Scholar] [CrossRef]
- Sheldon, R.A. The E Factor 25 Years on: The Rise of Green Chemistry and Sustainability. Green Chem. 2017, 19, 18–43. [Google Scholar] [CrossRef]
- Sheldon, R.A. The E Factor: Fifteen Years On. Green Chem. 2007, 9, 1273–1283. [Google Scholar] [CrossRef]
- Boskovic, D.; Loebbecke, S. Synthesis of Polymer Particles and Capsules Employing Microfluidic Techniques. Nanotechnol. Rev. 2013, 3, 27–38. [Google Scholar] [CrossRef]
- Chen, P.W.; Erb, R.M.; Studart, A.R. Designer Polymer-Based Microcapsules Made Using Microfluidics. Langmuir 2012, 28, 144–152. [Google Scholar] [CrossRef] [PubMed]
- Cai, Y.; Chen, Y.; Hong, X.; Liu, Z.; Yuan, W. Porous Microsphere and Its Applications. Int. J. Nanomed. 2013, 8, 1111–1120. [Google Scholar] [CrossRef] [Green Version]
- Elveflow.com Microfluidics: A General Overview of Microfluidics. Available online: https://www.elveflow.com/microfluidic-reviews/general-microfluidics/microfluidics-definitions/ (accessed on 7 February 2023).
- Xu, S.; Nie, Z.; Seo, M.; Lewis, P.; Kumacheva, E.; Stone, H.A.; Garstecki, P.; Weibel, D.B.; Gitlin, I.; Whitesides, G.M. Generation of Monodisperse Particles by Using Microfluidics: Control over Size, Shape, and Composition. Angew. Chem. 2005, 117, 734–738. [Google Scholar] [CrossRef]
- Yang, B.; Lu, Y.; Luo, G. Controllable Preparation of Polyacrylamide Hydrogel Microspheres in a Coaxial Microfluidic Device. Ind. Eng. Chem. Res. 2012, 51, 9016–9022. [Google Scholar] [CrossRef]
- Dubey, R.; Shami, T.C.; Bhasker Rao, K.U. Microencapsulation Technology and Applications. Def. Sci. J. 2009, 59, 82–95. [Google Scholar]
- Dormer, N.H.; Berkland, C.J.; Singh, M. Monodispersed Microencapsulation Technology; Elsevier Inc.: Amsterdam, The Netherlands, 2014; ISBN 9780124045682. [Google Scholar]
- Etesami, N.; Nasr Esfahany, M.; Bagheri, R. Effect of the Phase Ratio on the Particle Properties of Poly(Vinyl Chloride) Resins Produced by Suspension Polymerization. J. Appl. Polym. Sci. 2010, 110, 2748–2755. [Google Scholar] [CrossRef]
- Teunou, E.; Poncelet, D. Rotary Disc Atomisation for Microencapsulation Applications-Prediction of the Particle Trajectories. J. Food Eng. 2005, 71, 345–353. [Google Scholar] [CrossRef]
- Abkarian, M.; Loiseau, E.; Massiera, G. Continuous Droplet Interface Crossing Encapsulation (CDICE) for High Throughput Monodisperse Vesicle Design. Soft Matter 2011, 7, 4610–4614. [Google Scholar] [CrossRef]
- El Itawi, H.; Lalanne, B.; Massiera, G.; Le Sauze, N.; Masbernat, O. Numerical Simulation of the Crossing of a Liquid-Liquid Interface by a Droplet. Phys. Rev. Fluids 2020, 5, 093601. [Google Scholar] [CrossRef]
- Dubinsky, S.; Zhang, H.; Nie, Z.; Gourevich, I.; Voicu, D.; Deetz, M.; Kumacheva, E. Microfluidic Synthesis of Macroporous Copolymer Particles. Macromolecules 2008, 41, 3555–3561. [Google Scholar] [CrossRef]
- El Itawi, H.; Fadlallah, S.; Leephakphumphanich, W.; Ruscassier, N.; Zoghlami, A.; Allais, F.; Perre, P. Online Microfluidic Production of Sustainable CyreneTM-Derived Porous Microparticles. Sustainability 2023, 15, 2023. [Google Scholar] [CrossRef]
- Kost, B.; Kunicka-Styczyńska, A.; Plucińska, A.; Rajkowska, K.; Basko, M.; Brzeziński, M. Microfluidic Preparation of Antimicrobial Microparticles Composed of L-Lactide/1,3-Dioxolane (Co)Polymers Loaded with Quercetin. Food Chem. 2022, 396, 133639. [Google Scholar] [CrossRef]
- Zhang, R.; Zhong, L.; Liu, X.; Liu, X.; Chen, Q.; Wu, P.; He, J.; Li, Y.; Zhao, Y.; Liu, Z.; et al. Microfluidic PLGA Microcapsules with PD-L1 Aptamers and Docetaxel Encapsulation for Enhancing Tumor Immunity. Appl. Mater. Today 2022, 27, 101484. [Google Scholar] [CrossRef]
- Byrne, F.P.; Jin, S.; Paggiola, G.; Petchey, T.H.M.; Clark, J.H.; Farmer, T.J.; Hunt, A.J.; Robert McElroy, C.; Sherwood, J. Tools and Techniques for Solvent Selection: Green Solvent Selection Guides. Sustain. Chem. Process. 2016, 4, 7. [Google Scholar] [CrossRef] [Green Version]
- Baer, A. Not Enough Water to Go Round? Int. Soc. Sci. J. 1996, 48, 277–292. [Google Scholar] [CrossRef]
- Anderson, J.M.; Shive, M.S. Biodegradation and Biocompatibility of PLA and PLGA Microspheres. Adv. Drug Deliv. Rev. 2012, 64, 72–82. [Google Scholar] [CrossRef]
- Ahangaran, F.; Navarchian, A.H.; Picchioni, F. Material Encapsulation in Poly(Methyl Methacrylate) Shell: A Review. J. Appl. Polym. Sci. 2019, 136, 48039. [Google Scholar] [CrossRef] [Green Version]
- Souza, L.; Al-Tabbaa, A. Microfluidic Fabrication of Microcapsules Tailored for Self-Healing in Cementitious Materials. Constr. Build. Mater. 2018, 184, 713–722. [Google Scholar] [CrossRef]
- Reddy, M.S.B.; Ponnamma, D.; Choudhary, R.; Sadasivuni, K.K. A Comparative Review of Natural and Synthetic Biopolymer Composite Scaffolds. Polymers 2021, 13, 1105. [Google Scholar] [CrossRef] [PubMed]
- Roslan, M.R.; Nasir, N.F.M.; Cheng, E.M.; Amin, N.A.M. Tissue Engineering Scaffold Based on Starch: A Review. In Proceedings of the 2016 International Conference on Electrical, Electronics, and Optimization Techniques (ICEEOT), Chennai, India, 3–5 March 2016; pp. 1857–1860. [Google Scholar] [CrossRef]
- Mucha, M.; Ludwiczak, S.; Kawinska, M. Kinetics of Water Sorption by Chitosan and Its Blends with Poly(Vinyl Alcohol). Carbohydr. Polym. 2005, 62, 42–49. [Google Scholar] [CrossRef]
- No, H.K.; Prinyawiwatkul, W. Stability of Chitosan Powder during Long-Term Storage at Room Temperature M. J. Agric. Food Chem. 2009, 57, 8434–8438. [Google Scholar] [CrossRef]
- Mao, S.; Zhang, T.; Sun, W.; Ren, X. The Depolymerization of Sodium Alginate by Oxidative Degradation. Pharm. Dev. Technol. 2012, 17, 763–769. [Google Scholar] [CrossRef]
- Sreenivasaya, M.; Pirie, N.W. The Disintegration of Tobacco Mosaic Virus Preparations with Sodium Dodecyl Sulphate. Biochem. J. 1938, 32, 1707–1710. [Google Scholar] [CrossRef] [Green Version]
- Llenado, R.A.; Neubecker, T.A. Surfactants. Anal. Chem. 1983, 55, 93–102. [Google Scholar] [CrossRef]
- Qutachi, O.; Vetsch, J.R.; Gill, D.; Cox, H.; Scurr, D.J.; Hofmann, S.; Müller, R.; Quirk, R.A.; Shakesheff, K.M.; Rahman, C.V. Injectable and Porous PLGA Microspheres That Form Highly Porous Scaffolds at Body Temperature. Acta Biomater. 2014, 10, 5090–5098. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ray, P.; Hughes, T.; Smith, C.; Hibbert, M.; Saito, K.; Simon, G.P. Development of Bio-Acrylic Polymers from CyreneTM: Transforming a Green Solvent to a Green Polymer. Polym. Chem. 2019, 10, 3334–3341. [Google Scholar] [CrossRef]
- Cheng, F.; Zhou, X.; Liu, Y. Methods for Improvement of the Thermal Efficiency during Spray Drying. In Proceedings of the E3S Web of Conferences; EDP Sciences: Les Ulis, France, 2018; Volume 53, pp. 4–6. [Google Scholar]
Figure 1.
The different shapes and morphologies of polymers.

Figure 2.
Microfluidic process to produce simple polymer microspheres with (a) in situ UV polymerization or (b) off-chip UV polymerization.
Figure 2.
Microfluidic process to produce simple polymer microspheres with (a) in situ UV polymerization or (b) off-chip UV polymerization.

Figure 3.
Microfluidic process to produce simple polymer microcapsules within situ UV polymerization of the shell.
Figure 3.
Microfluidic process to produce simple polymer microcapsules within situ UV polymerization of the shell.


{kind=link}
{kind=link}
{kind=link}
Table 1.
Examples from the literature of microfluidic processes used to produce polymer microspheres and microcapsules.
Table 1.
Examples from the literature of microfluidic processes used to produce polymer microspheres and microcapsules.
| Morphology | Encapsulated Ingredient | Shell | Solidification | (µm) | Yield (%) | cEF | Ref. | |
|---|---|---|---|---|---|---|---|---|
| P1 | Microspheres | - | GMA and EGDMA comonomer and DEP porogen | In situ UV polymerization with post-off-chip–UV polymerization | 110 ± 3.3 | 100 | 12.2 | [32] |
| P2 | Microspheres | - | GMA and EGDMA comonomer and DOP porogen | In situ UV polymerization with post-off-chip–UV polymerization | 75 ± 2.25 | 100 | 32.7 | [32] |
| P3 | Microcapsules | Silicone oil | HDDA monomer and photoinitiator | Off-chip–UV polymerization | 135 ± 2.7 | 100 | 16.3 | [12] |
| P4 | Microcapsules | Silicone oil | HDDA monomer and thermal initiator | Off-chip thermal polymerization | 135 ± 2.7 | 100 | 16.8 | [12] |
| P5 | Microspheres | - | m-Cyrene and MAN | In situ UV polymerization | 160 ± 4 | N/A | - | [33] |
| P6 | Microspheres | Bupivacaine amphiphilic drug | 3 wt.% PLGA polymer in DCM | Off-chip solvent evaporation | 12 ± 0.46 | 100 | 165 | [10] |
| P7 | Microspheres | - | 1 wt.% PVC polymer in THF | In situ solvent dissolution | 80 ± 2.4 | 97 | 1024 | [11] |
| P8 | Microspheres | Quercetin drug | 5.25 wt.% L-lactide/1,3-dioxolane (co)polymers in DCM | Off-chip solvent evaporation | 60 ± 2 | N/A | - | [34] |
| P9 | Microcapsules | PD-L1 aptamers and chemotherapy drug docetaxel | 3 wt.% PLGA polymer in DCM | Off-chip solvent evaporation | 230 ± 8 | N/A | - | [35] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
El Itawi, H.; Fadlallah, S.; Perré, P.; Allais, F. Microfluidics for Polymer Microparticles: Opinion on Sustainability and Scalability. Sustain. Chem. 2023, 4, 171-183. https://doi.org/10.3390/suschem4020013
AMA Style
El Itawi H, Fadlallah S, Perré P, Allais F. Microfluidics for Polymer Microparticles: Opinion on Sustainability and Scalability. Sustainable Chemistry. 2023; 4(2):171-183. https://doi.org/10.3390/suschem4020013
Chicago/Turabian StyleEl Itawi, Hassan, Sami Fadlallah, Patrick Perré, and Florent Allais. 2023. "Microfluidics for Polymer Microparticles: Opinion on Sustainability and Scalability" Sustainable Chemistry 4, no. 2: 171-183. https://doi.org/10.3390/suschem4020013