
Performance Analysis of Hydrogen Production for a Solid Oxide Fuel Cell System Using a Biogas Dry Reforming Membrane Reactor with Ni and Ni/Cr Catalysts

Abstract
:1. Introduction
2. Experiment
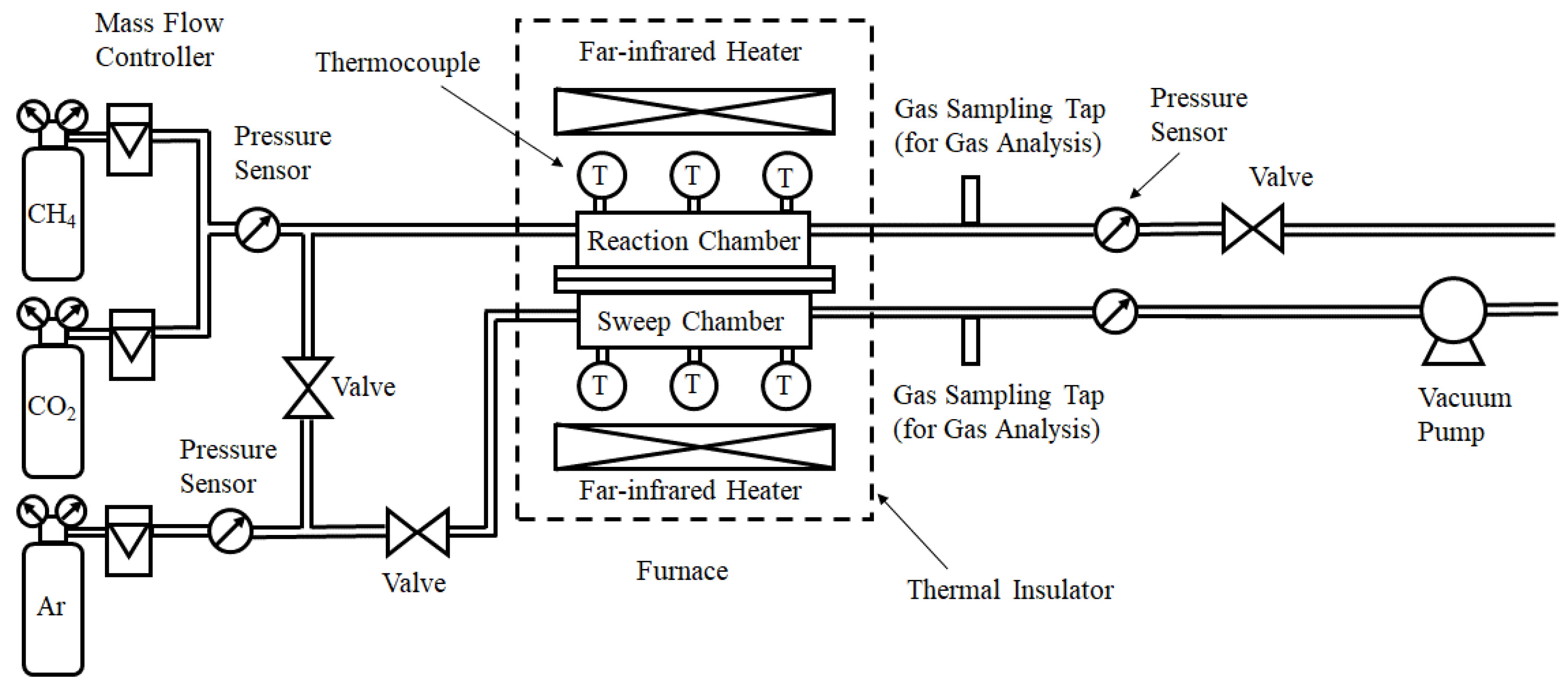
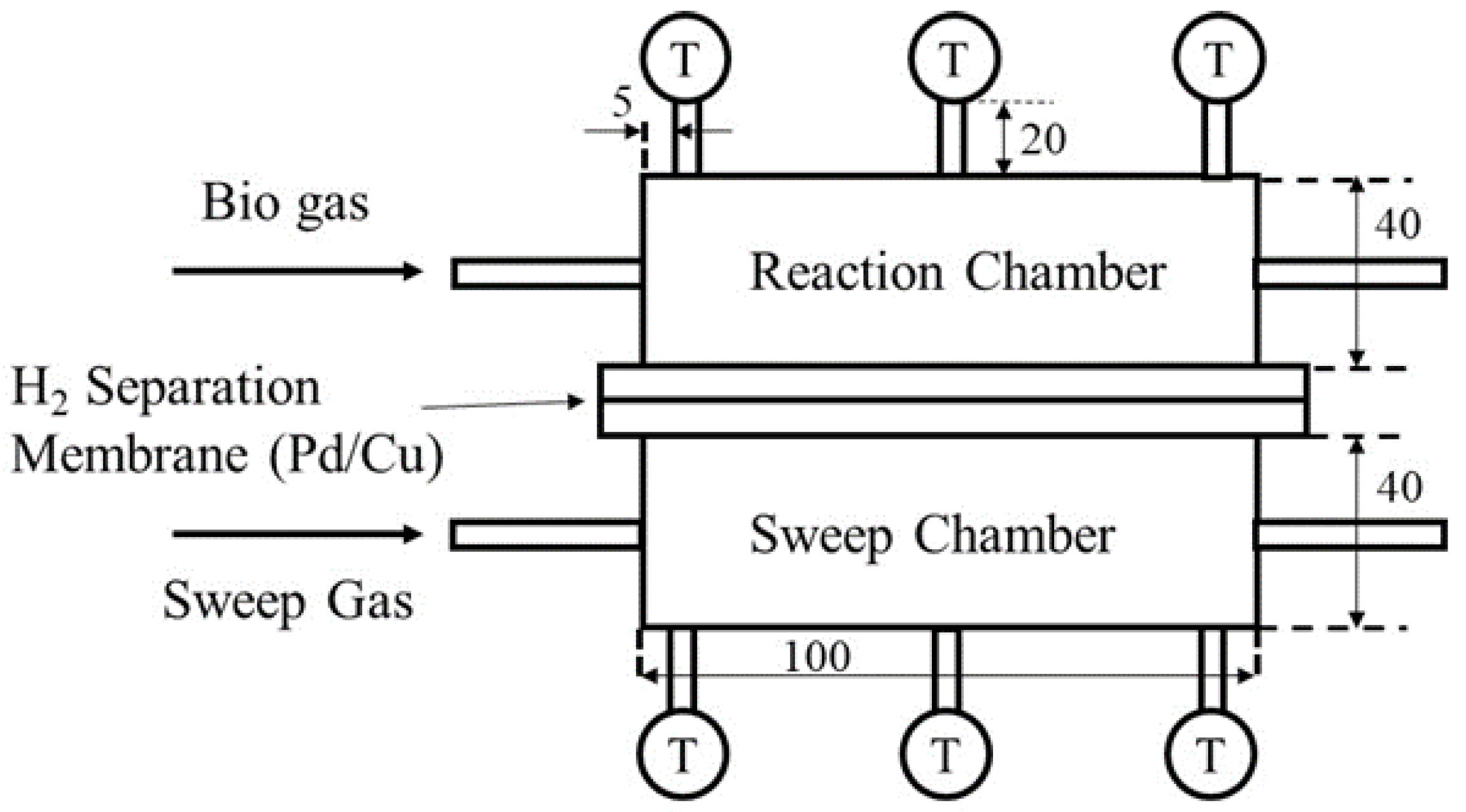
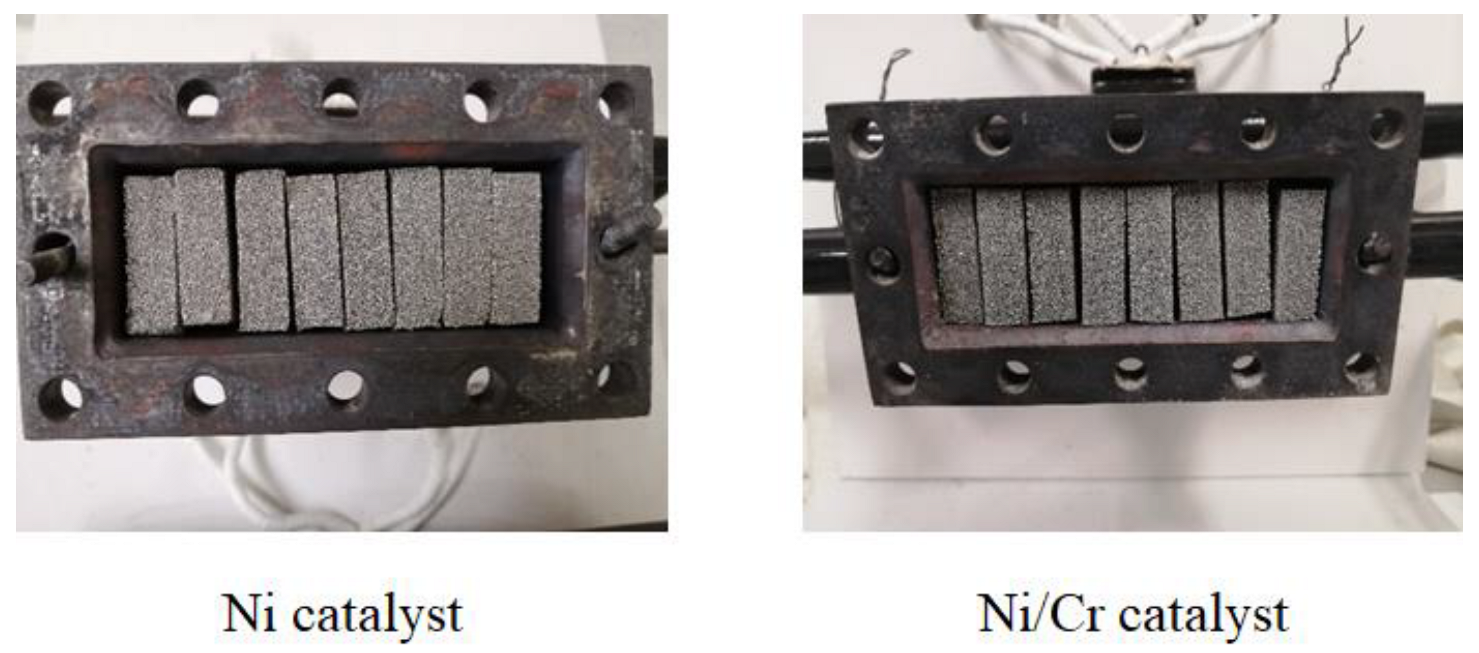
2.1. Experimental Apparatus Set-Up
2.2. Evaluation Factor for Performance of Proposed Reactor
3. Results and Discussion
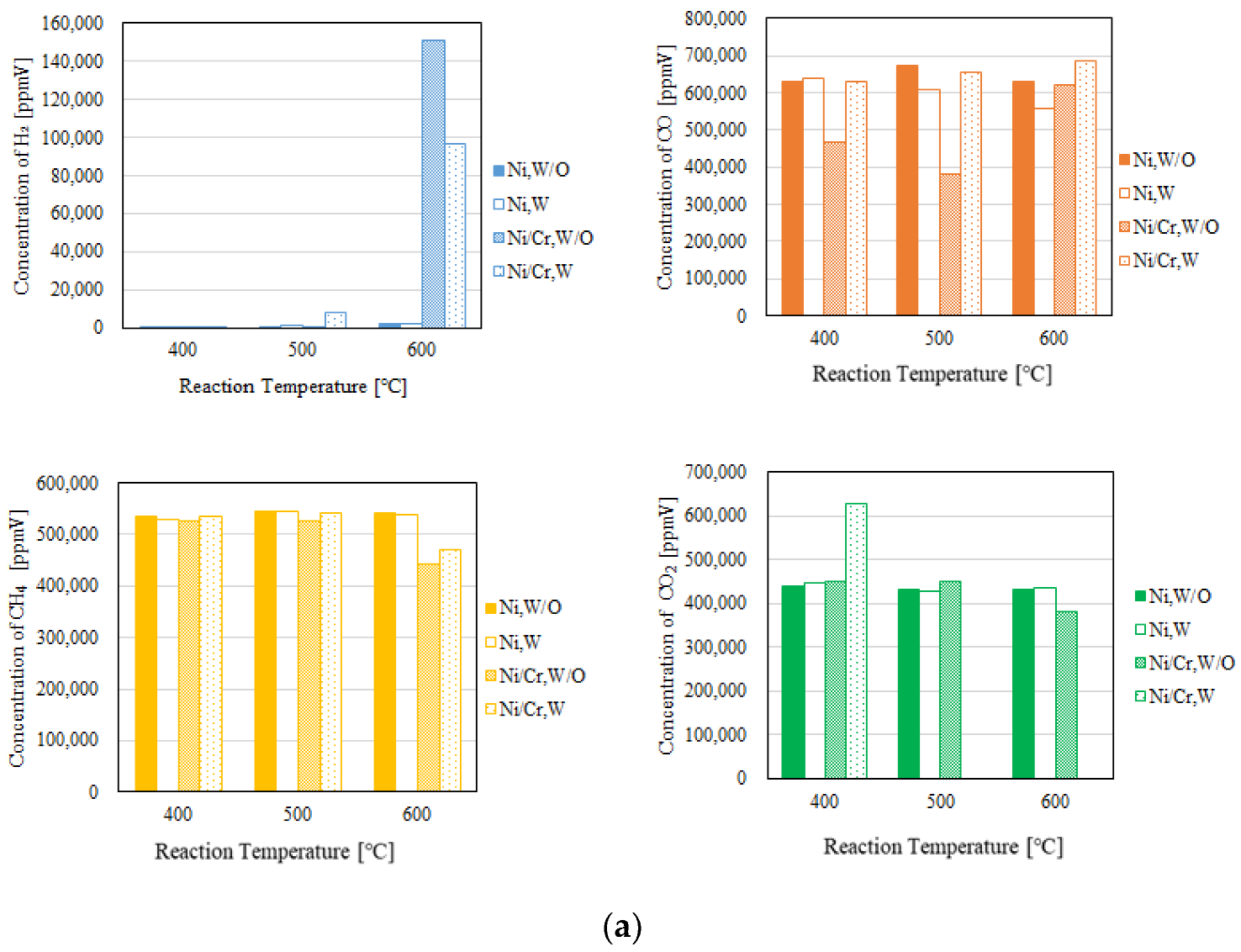
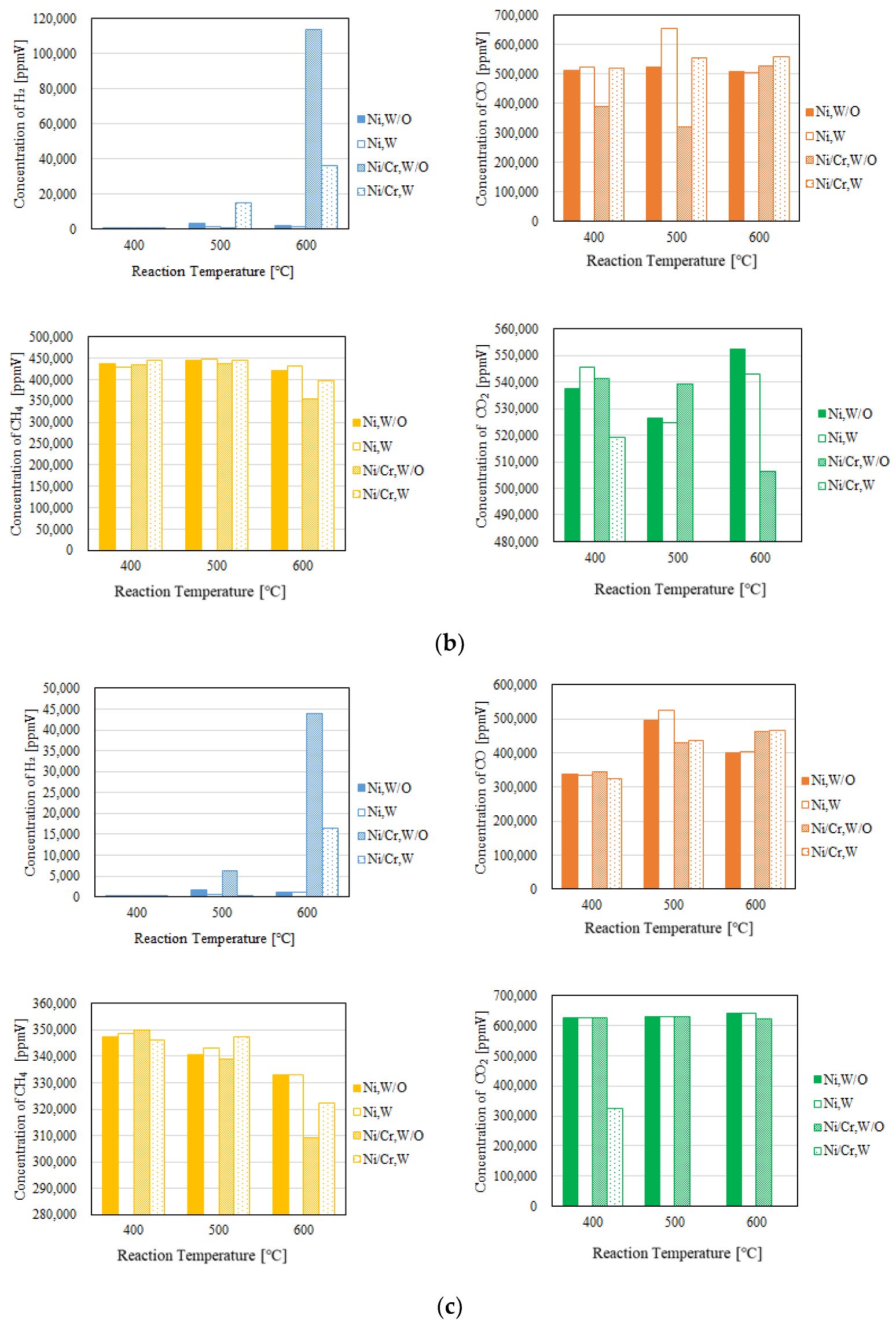
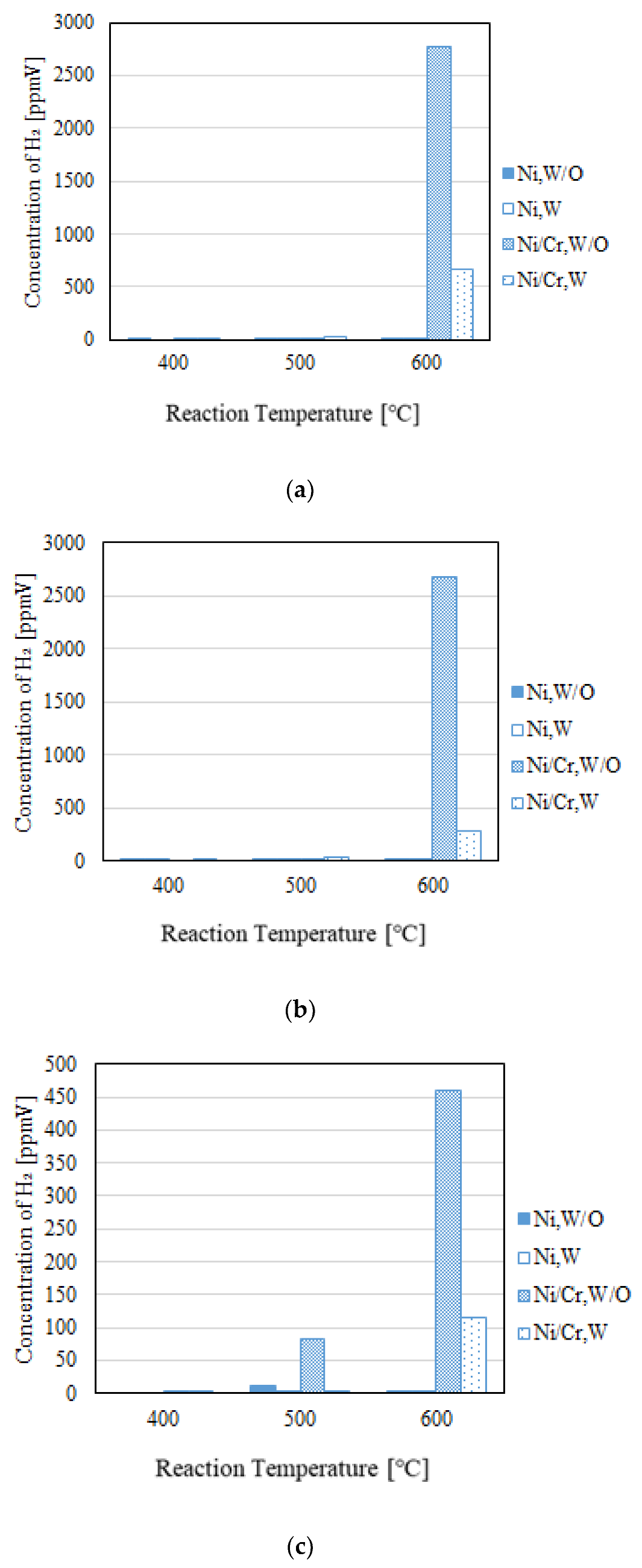
3.1. Impact of Pre-Set Reaction Temperature
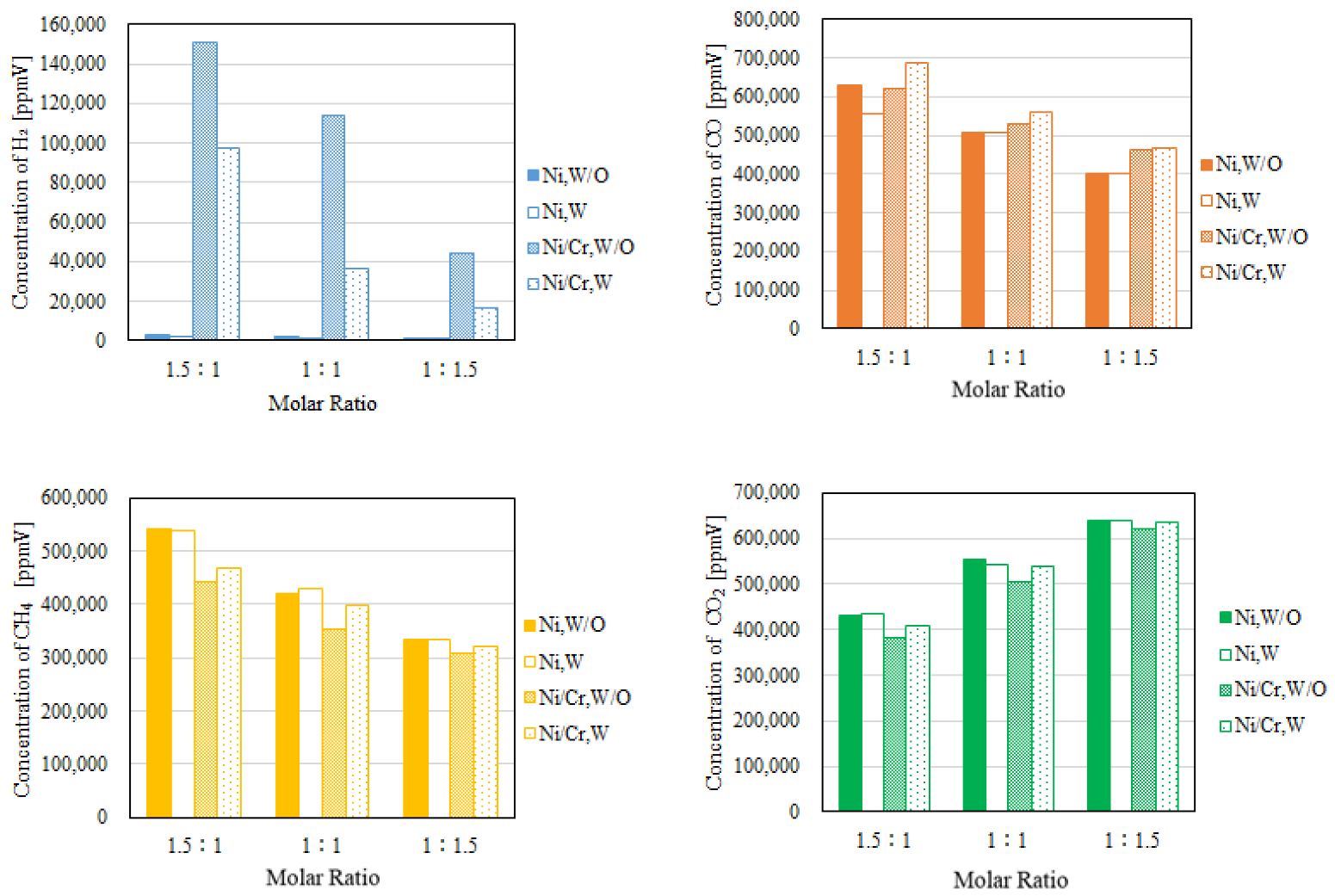
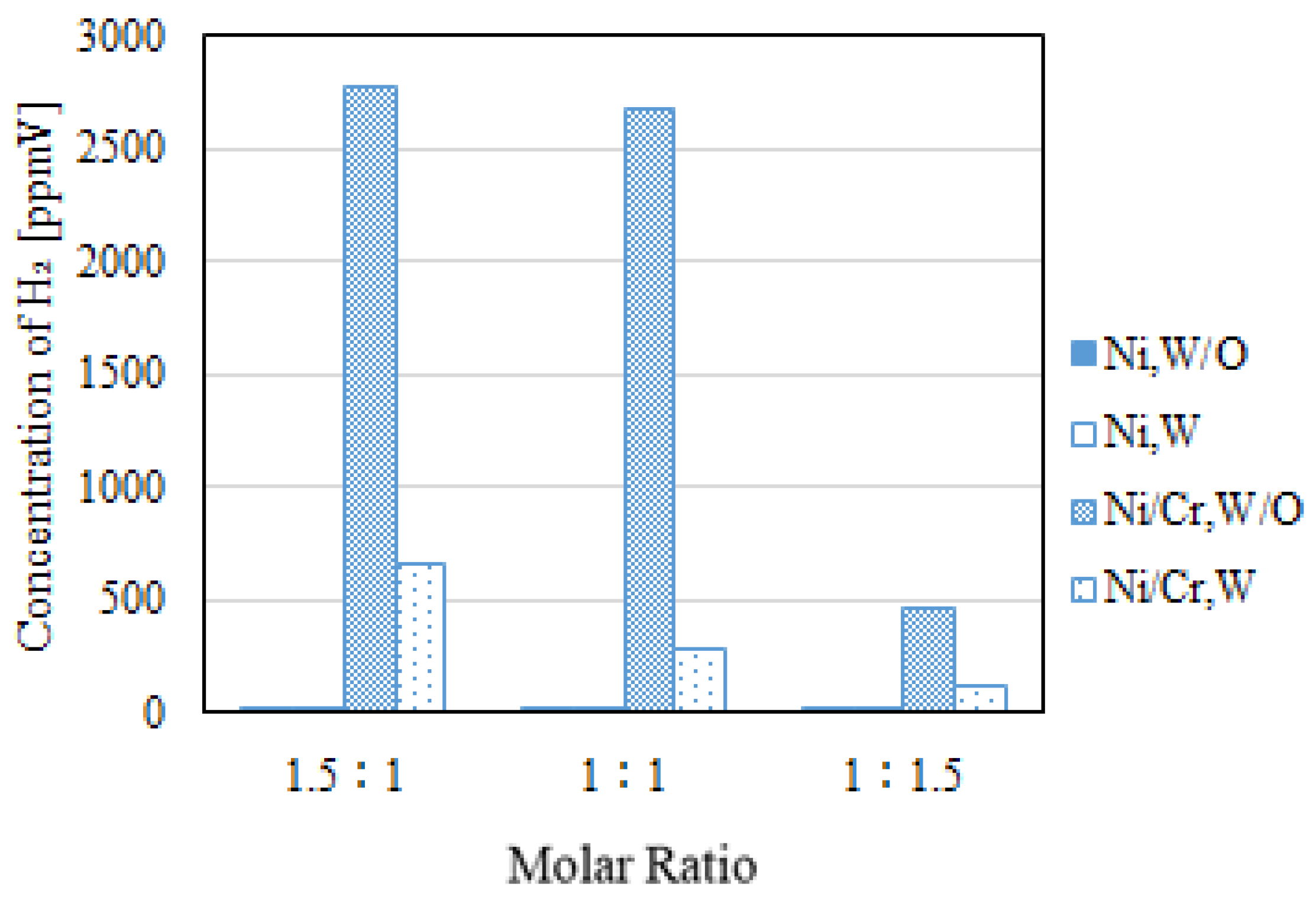
3.2. Impact of Molar Ratio of CH4/CO2
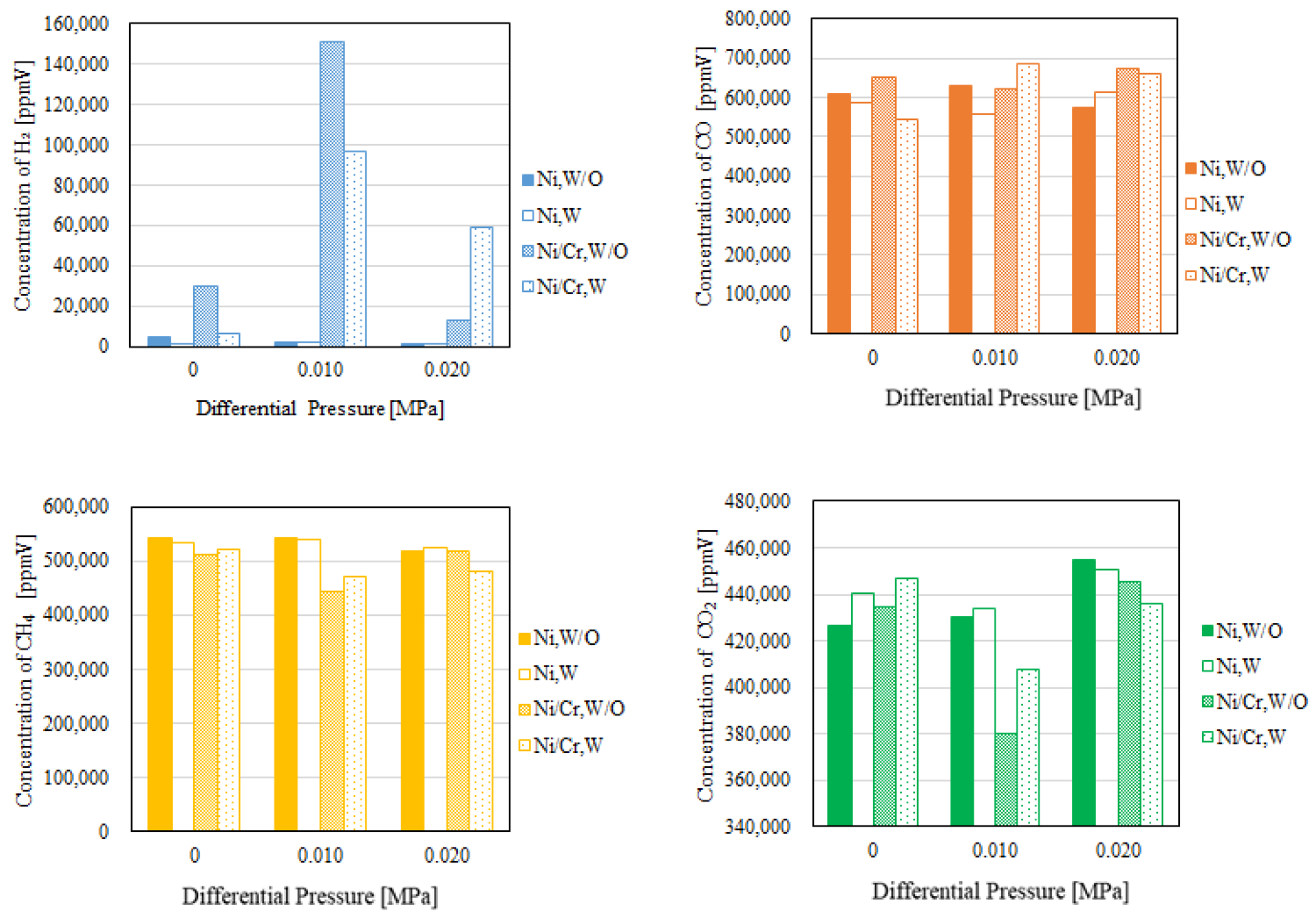
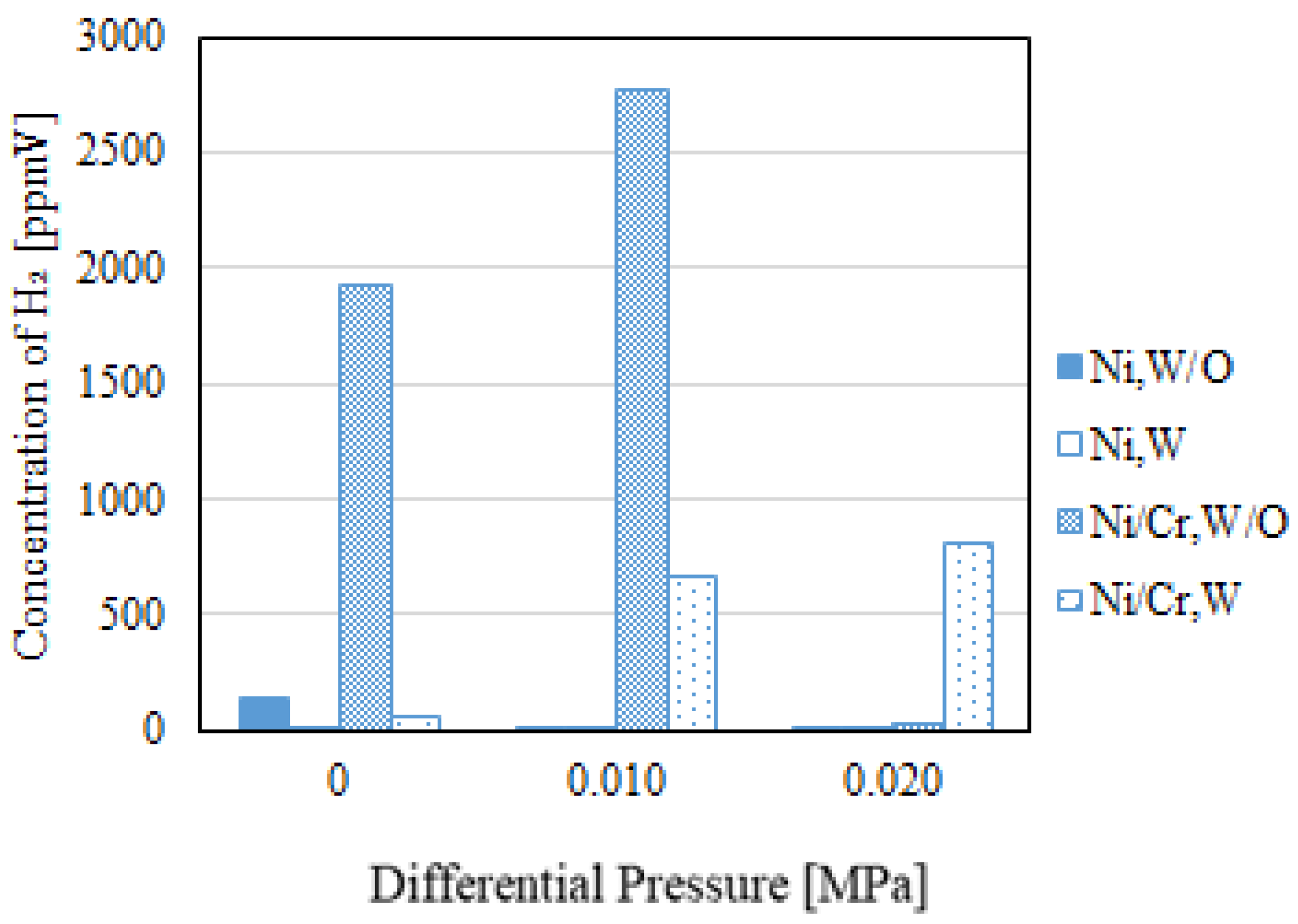
3.3. Impact of Differential Pressure
4. Discussion
5. Conclusions
- (i)
- The concentration of H2 as well as the ratio of concentration of H2 to that of CO increase with the increase in the pre-set reaction temperature in the reaction chamber irrespective of the molar ratio of CH4/CO2. The concentration of H2 in the sweep chamber also increases with the increase in the pre-set reaction temperature.
- (ii)
- The concentration of H2 using a Ni/Cr catalyst is larger compared to that using a Ni catalyst regardless of the pre-set reaction temperature, the molar ratio of CH4/CO2 and the differential pressure.
- (iii)
- The highest concentrations of H2 in the reaction chamber and the sweep chamber are obtained when the molar ratio of CH4:CO2 is 1.5:1 using a Ni/Cr catalyst among the investigated molar ratio conditions.
- (iv)
- The concentrations of H2 using a Ni/Cr catalyst in the reaction chamber and the sweep chamber without a sweep gas are higher than those with a sweep gas at the differential pressure of 0.010 MPa, while the concentrations of H2 using a Ni/Cr catalyst in the reaction chamber and the sweep chamber with a sweep gas are higher than those without a sweep gas at the differential pressure of 0.020 MPa.
- (v)
- The highest concentration of H2 is obtained using a Ni/Cr catalyst when the molar ratio of CH4:CO2 is 1.5:1 at the differential pressure of 0.010 MPa and the pre-set reaction temperature of 600 °C without a sweep gas. Under this condition, H2 yield, H2 selectivity and thermal efficiency are 12.8%, 17.5% and 174%, respectively.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Global Monitoring Laboratory. Available online: https://gml.noaa.gov/ccgg/trends/global.html (accessed on 15 December 2022).
- Kalai, D.Y.; Stangeland, K.; Jin, Y.; Tucho, W.M.; Yu, Z. Biogas dry reforming for syngas production on La promoted hydrotalcite-derived Ni catalyst. Int. J. Hydrog. Energy 2018, 43, 19438–19450. [Google Scholar] [CrossRef]
- World Bioenergy Association. Global Bioenergy Statistics. Available online: https://worldbioenergy.org./global-bioenergy-statistics (accessed on 15 December 2022).
- The Japan Gas Association. Available online: https://www.gas.or.jp/gas-life/biomass/ (accessed on 20 March 2023).
- Mao, C.; Chen, S.; Shang, K.; Liang, L.; Ouyang, J. Highly active Ni-Ru bimetallic catalyst integrated with MFI zeolite loaded Cerium Zirconium Oxide for dry reforming of methane. ACS Appl. Mater. Interfaces 2022, 14, 47616–47632. [Google Scholar] [CrossRef] [PubMed]
- Kaviani, M.; Rezaei, M.; Alavi, S.M.; Akbari, E. High coke resistance Ni-SiO2@SiO2 core-shell catalyst for biogas dry reforming: Effects of Ni loading and calcination temperature. Fuel 2022, 330, 125609. [Google Scholar] [CrossRef]
- Ha, Q.L.M.; Atia, H.; Kreyenschlte, C.; Lund, H.; Bartling, S.; Lisak, G.; Wohlrab, S.; Armbruster, U. Effects of modifier (Gd, Sc, La) addition on the stability of low Ni content catalyst for dry reforming of model biogas. Fuel 2022, 312, 122823. [Google Scholar] [CrossRef]
- Calgaro, C.O.; Lima, D.S.; Tonietto, R.; Perez-Lopez, O.W. Biogas dry reforming over Ni-Mg-La-Al catalysts: Influence of La/Mg ratio. Catal. Lett. 2021, 15, 267–280. [Google Scholar] [CrossRef]
- Moreno, A.A.; Ramirez-Reina, T.; Ivanova, S.; Roger, A.C.; Centeno, M.A.; Odriozola, J.A. Bimetallic Ni-Ru and Ni-Re catalysts for dry reforming of methane: Understanding the synergies of the selected promoters. Front. Chem. 2021, 9, 694976. [Google Scholar] [CrossRef]
- Fakeeha, A.H.; Fatesh, A.S.A.; Ibrahim, A.A.; Kurdi, A.N.; Abasaeed, A.E. Yttria modified ZrO2 supported Ni catalysts for CO2 reforming of methane: The role of Ce promoter. ACS Omega 2021, 6, 1280–1288. [Google Scholar] [CrossRef]
- Shah, M.; Mondal, P. Optimization of CO2 reforming of methane process for the syngas production over Ni/Ce/TiO2-ZrO2 catalyst using the Taguchi method. Int. J. Hydrog. Energy 2021, 46, 22799–22812. [Google Scholar] [CrossRef]
- Rosset, M.; Feris, L.A.; Perez-Lopez, O.W. Biogas dry reforming using Ni-Al-LDH catalysts reconstructed with Mg and Zn. Int. J. Hydrog. Energy 2021, 46, 20359–20376. [Google Scholar] [CrossRef]
- Sache, E.; Moreno, A.A.; Reina, T.R. Biogas conversion to syngas using advanced Ni-promoted pyrochlore catalysts: Effect of the CH4/CO2 ratio. Front. Chem. 2021, 9, 672419. [Google Scholar] [CrossRef]
- Chava, R.; Purbia, D.; Roy, B.; Janardhanan, V.M.; Bahurudeen, A.; Appari, S. Effect of calcination time on the catalyst activity of Ni/γ-Al2O3 cordierite monolith for dry reforming of biogas. Int. J. Hydrog. Energy 2021, 46, 6341–6357. [Google Scholar] [CrossRef]
- Sharma, H.; Dhir, A. Hydrogen augmentation of biogas through dry reforming over bimetallic nickel-cobalt catalysts supported on titania. Fuel 2020, 279, 118389. [Google Scholar] [CrossRef]
- Usman, M.; Daud, W.M.A.W.; Abbas, F. Dry reforming of methane: Influence of process parameters—A review. Renew. Sustain. Energy Rev. 2015, 45, 710–744. [Google Scholar] [CrossRef] [Green Version]
- Charisiou, N.D.; Douvartzides, S.L.; Siakavelas, G.I.; Tzounis, L.; Sebastian, V.; Stolojan, V.; Hinder, S.J.; Baker, M.A.; Polychronopoulou, K.; Goula, M.A. The relationship between reaction temperature and carbon deposition on nickel catalysts based on Al2O3, ZrO2 or SiO2 supports during the biogas dry reforming reaction. Catalysts 2019, 9, 676. [Google Scholar] [CrossRef] [Green Version]
- Bosko, M.L.; Munera, J.F.; Lombardo, E.A.; Cornaglia, L.M. Dry reforming of methane in membrane reactors using Pd and Pd-Ag composite membranes on a NaA zeolite modified porous stainless steel support. J. Membr. Sci. 2010, 364, 17–26. [Google Scholar] [CrossRef]
- Munera, J.; Faroldi, B.; Fruits, E.; Lombardo, E.; Cornaglia, L.; Carrazan, S.G. Supported Rh nanoparticles on CaO-SiO2 binary systems for the reforming of methane by carbon dioxide in membrane reactors. Appl. Catal. A Gen. 2014, 474, 114–124. [Google Scholar] [CrossRef]
- Simakov, D.S.A.; Roman-Leshkov, Y. Highly efficient methane reforming over a low-loading Ru/-Al2O3 catalyst in a Pd-Ag membrane reactor. AICHE J. 2018, 64, 3101–3108. [Google Scholar] [CrossRef]
- Liu, J.; Bellini, S.; Nooijer, N.C.A.; Sun, Y.; Tanaka, D.A.P.; Tang, C.; Li, H.; Gallucci, F.; Caravella, A. Hydrogen permeation and stability in ultra-thin Pd-Ru supported membrane. Int. J. Hydrog. Energy 2020, 45, 7455–7467. [Google Scholar] [CrossRef]
- Fontana, A.D.; Faroldi, B.; Cornaglia, L.M.; Tarditi, A.M. Development of catalytic membranes over PdAu selective films for hydrogen production through the dry reforming of methane. Mol. Catal. 2020, 481, 100643. [Google Scholar] [CrossRef]
- Jia, H.; Xu, H.; Sheng, X.; Yang, X.; Shen, W.; Goldbach, A. High-temperature ethanol steam reforming in PdCu membrane reactor. J. Membr. Sci. 2020, 605, 118083. [Google Scholar] [CrossRef]
- Roa, F.; Way, D. Influence of alloy composition and membrane fabrication on the pressure dependence of the hydrogen flux of palladium-copper membranes. Ind. Eng. Chem. Res. 2003, 42, 5827–5835. [Google Scholar] [CrossRef]
- Garcia-Garcia, F.R.; Soria, M.A.; Mateos-Pedero, C.; Guerrero-Ruiz, A.; Odriguez-Ramos, I.; Li, K. Dry reforming of methane using Pd-based membrane reactors fabricated from different substrates. J. Membr. Sci. 2013, 435, 218–225. [Google Scholar] [CrossRef]
- Ugarte, P.; Duran, P.; Lasobras, J.; Soler, J.; Menendez, M.; Herguido, J. Dry reforming of biogas in fluidized bed; process intensification. Int. J. Hydrog. Energy 2017, 42, 13589–13597. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.; Kumar, B.; Kumar, S.; Jilani, S. Comparative modeling study of catalytic membrane reactor configurations for syngas production by CO2 reforming of methane. J. CO2 Util. 2017, 20, 336–346. [Google Scholar] [CrossRef]
- Leimert, J.M.; Karl, J.; Dillig, M. Dry reforming of methane using a nickel membrane reactor. Processes 2017, 5, 82. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Goldbach, A.; Li, W.; Xu, H. PdC formation in ultra-thin Pd membrane during separation of H2/CO mixtures. Int. J. Hydrog. Energy 2016, 41, 10193–10201. [Google Scholar] [CrossRef]
- Nishimura, A.; Ohata, S.; Okukura, K.; Hu, E. The Impact of Operating Conditions on the Performance of a CH4 Dry Reforming Membrane Reactor for H2 Production. J. Energy Power Technol. 2020, 2, 8. [Google Scholar] [CrossRef]
- Rosha, P.; Mohapatra, S.K.; Mahla, S.K.; Dhir, A. Hydrogen Enrichment of Biogas via Dry and Autothermal-dry Reforming with Pure Nickel (Ni) Nanoparticle. Energy 2019, 172, 733–739. [Google Scholar] [CrossRef]
- Sache, E.; Johnson, S.; Pastor-Perez, S.; Horri, B.A.; Reina, T.R. Biogas Upgrading via Dry Reforming over a Ni-Sn/CeO2-Al2O3 Catalyst: Influence of the Biogas Source. Energies 2019, 12, 1007. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.; Pantatloera, G.; Parolaa, V.L.; Venezia, A.M.; Collard, X.; Aprile, C.; Liotta, L.F. Bi- and trimetallic Ni catalysts over Al2O3 and Al2O3-MOx (M = Ce or Mg) oxidized for methane dry reforming: Au and Pt additive effects. Appl. Catal. B Environ. 2014, 156–157, 350–361. [Google Scholar] [CrossRef]
- Yusuf, M.; Farooqi, A.S.; Keong, L.K.; Hellgardt, K.; Abdullah, B. Contemporary trends in composite Ni-based catalysts for CO2 reforming of methane. Chem. Eng. Sci. 2021, 229, 116072. [Google Scholar] [CrossRef]
- Swirk, K.; Galvez, M.E.; Motak, M.; Grzybek, T.; Ronning, M.; Costa, P.D. Dry reforming of methane over Zr- and Y-modified Ni/Mg/Al double-layered hydroxides. Catal. Commun. 2018, 117, 26–32. [Google Scholar]
- Al-Swai, B.M.; Osman, N.; Alnarabiji, M.S.; Adesina, A.A.; Abdulah, B. Syngas production via methane dry reforming over Ceria-Magnesite mixed odide-supported Nickel catalysts. Indust. Eng. Chem. Res. 2019, 58, 539–552. [Google Scholar] [CrossRef]
- Abdi, H.; Pourmahmound, N.; Soltan, J. A novel CFD simulation of H2 separation by Pd-based helical and straight membrane tubes. Korean J. Chem. Eng. 2020, 37, 2041–2053. [Google Scholar] [CrossRef]
- Sanz-Villanueva, D.; Alique, D.; Vizcaino, A.J.; Sanz, R.; Calles, J.A. Pre-activation of SBA-15 intermediate barriers with Pd nuclei to increase thermal and mechanical resistances of pore-plated Pd-membranes. Int. J. Hydrog. Energy 2021, 46, 20198–20212. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pre-set reaction temperature (°C) | 400, 500, and 600 |
| Pressure of supply gas (MPa) | 0.10 |
| Pressure difference between the reaction chamber and the sweep chamber (MPa) | 0, 0.010, and 0.020 |
| Molar ratio of supplied CH4:CO2 (Flow rate of CH4 and CO2 (NL/min)) | 1.5:1, 1:1, and 1:1.5 (1.088:0.725, 0.725:0.725, and 0.725:1.088) |
| Feed ratio of sweep gas to supply gas (-) | 0 and 1.0 |
| (a) | ||||||||||
| Pre-Set Reaction Temperature (°C) | Catalyst | Sweep Gas | CH4 Conversion (%) | CO2 Conversion (%) | H2 Yield (%) | H2 Selectivity (%) | CO Selectivity (%) | H2 Permeability (%) | Permeation Flux (mol/(m2·s)) | Thermal Efficiency (%) |
| 400 | Ni | W/O | 10.8 | −9.86 | 7.35 × 10−3 | 1.39 × 10−2 | 100 | 1.15 | 5.00 × 10−5 | 0.154 |
| W | 11.7 | −11.3 | 4.24 × 10−4 | 7.98 × 10−4 | 100 | 0 | 5.00 × 10−5 | 5.72 × 10−2 | ||
| Ni/Cr | W/O | 12.2 | −12.0 | 2.49 × 10−4 | 6.10 × 10−4 | 100 | 50.2 | 5.00 × 10−5 | 3.51 × 10−3 | |
| W | 10.6 | −9.70 | 3.36 × 10−4 | 6.16 × 10−4 | 100 | 98.3 | 5.00 × 10−5 | 2.29 × 10−3 | ||
| 500 | Ni | W/O | 9.25 | −7.45 | 5.94 × 10−2 | 0.105 | 99.9 | 0.141 | 2.50 × 10−5 | 0.991 |
| W | 9.11 | −7.10 | 0.105 | 0.205 | 99.8 | 7.97 × 10−2 | 2.50 × 10−5 | 1.11 | ||
| Ni/Cr | W/O | 12.6 | −1.26 | 3.19 × 10−3 | 8.39 × 10−3 | 100 | 2.68 | 2.50 × 10−5 | 5.20 × 10−2 | |
| W | 9.66 | −6.22 | 0.674 | 1.17 | 98.8 | 0.260 | 2.50 × 10−5 | 7.16 | ||
| 600 | Ni | W/O | 9.62 | −7.59 | 0.199 | 0.374 | 99.6 | 8.40 × 10−2 | 5.00 × 10−6 | 2.74 |
| W | 10.1 | −8.49 | 0.145 | 0.312 | 99.6 | 0.173 | 5.00 × 10−6 | 1.28 | ||
| Ni/Cr | W/O | 26.1 | 4.92 | 12.8 | 17.5 | 82.5 | 1.84 | 5.00 × 10−6 | 174 | |
| W | 21.6 | −19.2 | 8.15 | 12.0 | 88.0 | 0.677 | 5.00 × 10−6 | 71.3 | ||
| (b) | ||||||||||
| 400 | Ni | W/O | 12.5 | −7.52 | 4.34 × 10−4 | 8.40 × 10−4 | 100 | 29.9 | 5.00 × 10−5 | 5.89 × 10−3 |
| W | 14.1 | −9.14 | 6.99 × 10−4 | 1.33 × 10−3 | 100 | 40.1 | 5.00 × 10−5 | 5.61 × 10−3 | ||
| Ni/Cr | W/O | 13.3 | −8.27 | 1.00 × 10−4 | 2.42 × 10−4 | 100 | 0 | 5.00 × 10−5 | 1.76 × 10−3 | |
| W | 11.1 | −6.07 | 4.49 × 10−4 | 8.31 × 10−4 | 100 | 80.3 | 5.00 × 10−5 | 2.80 × 10−3 | ||
| 500 | Ni | W/O | 11.0 | −5.29 | 0.347 | 0.656 | 99.3 | 2.88 × 10−2 | 2.50 × 10−5 | 4.82 |
| W | 10.3 | −4.95 | 0.162 | 0.248 | 99.8 | 6.16 × 10−2 | 2.50 × 10−5 | 1.44 | ||
| Ni/Cr | W/O | 12.8 | −7.83 | 3.67 × 10−3 | 9.80 × 10−3 | 100 | 5.76 | 2.50 × 10−5 | 4.82 × 10−2 | |
| W | 10.8 | −2.82 | 1.49 | 2.52 | 97.5 | 0.269 | 2.50 × 10−5 | 13.2 | ||
| 600 | Ni | W/O | 15.9 | −10.5 | 0.200 | 0.388 | 99.3 | 1.06 | 5.00 × 10−6 | 2.27 |
| W | 13.9 | −8.61 | 0.135 | 0.266 | 99.7 | 0.371 | 5.00 × 10−6 | 0.987 | ||
| Ni/Cr | W/O | 29.1 | −1.31 | 11.7 | 1.60 | 84.0 | 2.34 | 5.00 × 10−6 | 1.31 | |
| W | 20.4 | −8.09 | 3.67 | 5.70 | 94.3 | 0.771 | 5.00 × 10−6 | 26.7 | ||
| (c) | ||||||||||
| 400 | Ni | W/O | 13.1 | −4.59 | 1.04 × 10−3 | 2.45 × 10−3 | 100 | 0 | 5.00 × 10−5 | 1.46 × 10−2 |
| W | 12.9 | −4.41 | 7.04 × 10−4 | 1.66 × 10−3 | 100 | 0 | 5.00 × 10−5 | 6.31 × 10−3 | ||
| Ni/Cr | W/O | 12.6 | −4.21 | 5.04 × 10−4 | 1.09 × 10−3 | 100 | 292 | 5.00 × 10−5 | 1.80 × 10−3 | |
| W | 13.5 | −4.81 | 3.77 × 10−4 | 8.91 × 10−4 | 100 | 196 | 5.00 × 10−5 | 1.14 × 10−3 | ||
| 500 | Ni | W/O | 14.8 | −5.41 | 0.220 | 0.352 | 99.6 | 0.628 | 2.50 × 10−5 | 2.43 |
| W | 14.2 | −5.21 | 7.55 × 10−2 | 0.115 | 99.9 | 0.166 | 2.50 × 10−5 | 0.534 | ||
| Ni/Cr | W/O | 15.3 | −5.01 | 0.783 | 1.22 | 98.8 | 1.34 | 2.50 × 10−6 | 8.58 | |
| W | 13.1 | −4.60 | 9.40 × 10−4 | 1.65 × 10−3 | 100 | 36.2 | 2.50 × 10−5 | 4.89 × 10−3 | ||
| 600 | Ni | W/O | 16.8 | −6.84 | 0.139 | 0.275 | 99.7 | 0.270 | 5.00 × 10−6 | 1.27 |
| W | 16.8 | −6.85 | 0.136 | 0.269 | 99.7 | 0.277 | 5.00 × 10−6 | 0.793 | ||
| Ni/Cr | W/O | 22.7 | −3.65 | 5.53 | 7.94 | 92.1 | 1.05 | 5.00 × 10−6 | 50.1 | |
| W | 19.4 | −6.05 | 2.07 | 3.17 | 96.8 | 0.692 | 5.00 × 10−6 | 12.0 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nishimura, A.; Hayashi, Y.; Ito, S.; Kolhe, M.L. Performance Analysis of Hydrogen Production for a Solid Oxide Fuel Cell System Using a Biogas Dry Reforming Membrane Reactor with Ni and Ni/Cr Catalysts. Fuels 2023, 4, 295-313. https://doi.org/10.3390/fuels4030019
Nishimura A, Hayashi Y, Ito S, Kolhe ML. Performance Analysis of Hydrogen Production for a Solid Oxide Fuel Cell System Using a Biogas Dry Reforming Membrane Reactor with Ni and Ni/Cr Catalysts. Fuels. 2023; 4(3):295-313. https://doi.org/10.3390/fuels4030019
Chicago/Turabian StyleNishimura, Akira, Yuki Hayashi, Syogo Ito, and Mohan Lal Kolhe. 2023. "Performance Analysis of Hydrogen Production for a Solid Oxide Fuel Cell System Using a Biogas Dry Reforming Membrane Reactor with Ni and Ni/Cr Catalysts" Fuels 4, no. 3: 295-313. https://doi.org/10.3390/fuels4030019