
Electrodeposition and Micro-Mechanical Property Characterization of Nickel–Cobalt Alloys toward Design of MEMS Components

 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Experimental Section
2.1. Electrodeposition of Nickel–Cobalt Alloy
2.2. Characterization of Nickel–Cobalt Alloys
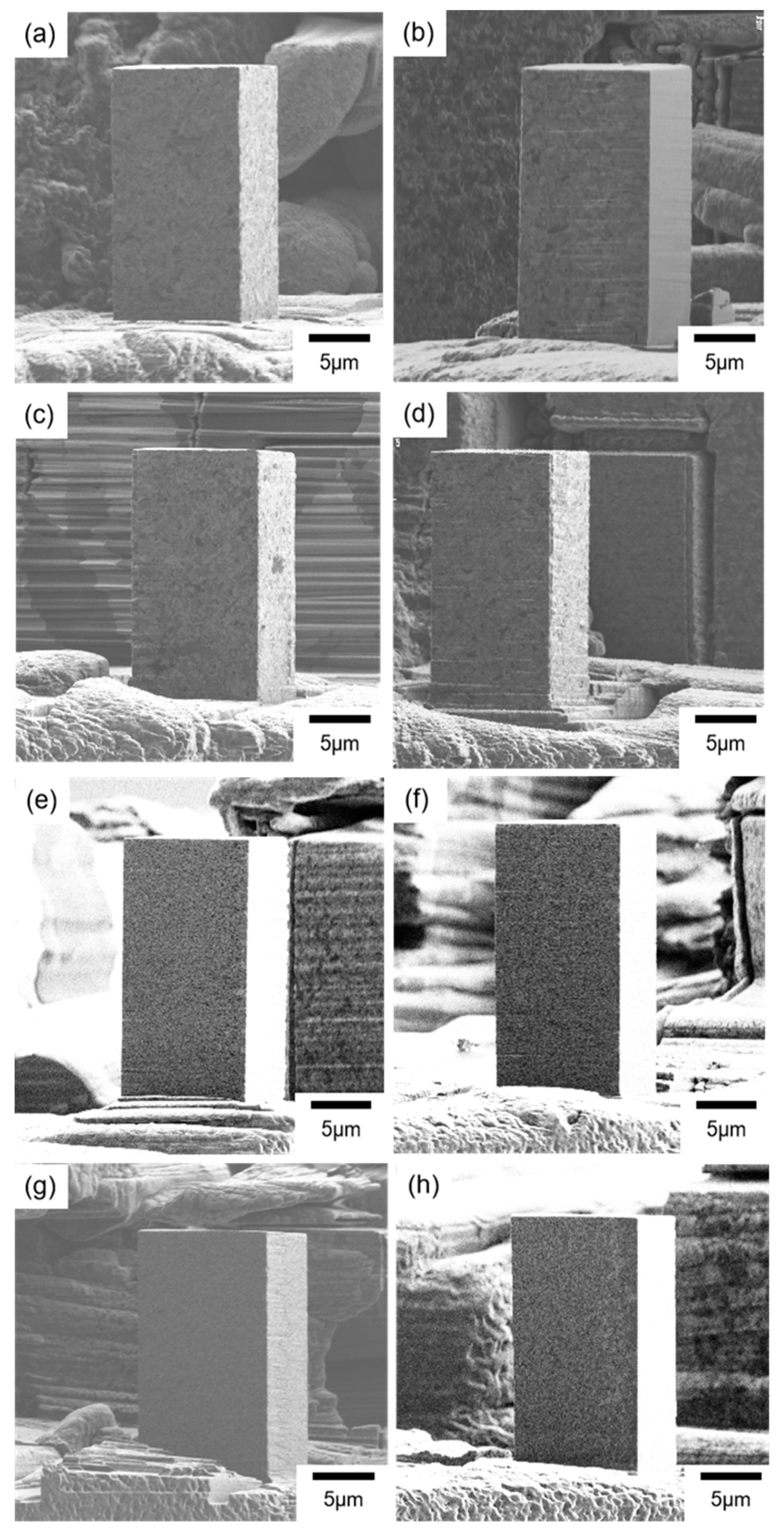
2.3. Micro-Pillar Fabrication and Micro-Compression Test
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yamamoto, T.; Igawa, K.; Tang, H.C.; Chen, C.Y.; Chang, T.F.M.; Nagoshi, T.; Kudo, O.; Maeda, R.; Sone, M. Effects of current density on mechanical properties of electroplated nickel with high speed sulfamate bath. Microelectron. Eng. 2019, 213, 18–23. [Google Scholar] [CrossRef]
- Nagoshi, T.; Chang, T.F.M.; Tatsuo, S.; Sone, M. Mechanical properties of nickel fabricated by electroplating with supercritical CO2 emulsion evaluated by micro-compression test using non-tapered micro-sized pillar. Microelectron. Eng. 2013, 110, 270–273. [Google Scholar] [CrossRef]
- Luo, X.; Chen, C.Y.; Chang, T.F.M.; Hosoda, H.; Sone, M. Crystal Growth of Cobalt Film Fabricated by Electrodeposition with Dense Carbon Dioxide. J. Electrochem. Soc. 2015, 162, D423–D426. [Google Scholar] [CrossRef]
- Homma, T.; Kita, Y.; Osaka, T. Electrochemical Studies on the Deposition Process of Electroless CoNiP Films with Graded Magnetic Properties. J. Electrochem. Soc. 2000, 147, 4138–4141. [Google Scholar] [CrossRef]
- Bai, A.; Hu, C.C. Composition controlling of Co-Ni and Fe-Co alloys using pulse-reverse electroplating through means of experimental strategies. Electrochim. Acta 2005, 50, 1335–1345. [Google Scholar] [CrossRef]
- Luo, J.K.; Pritschow, M.; Flewitt, A.J.; Spearing, S.M.; Fleck, N.A.; Milne, W.I. Effects of Process Conditions on Properties of Electroplated Ni Thin Films for Microsystem Applications. J. Electrochem. Soc. 2006, 153, D155–D161. [Google Scholar] [CrossRef]
- Arai, S.; Saito, T.; Endo, M. Low-Internal-Stress Nickel Multiwalled Carbon Nanotube Composite Electrodeposited from a Sulfamate Bath. J. Electrochem. Soc. 2007, 154, D530–D533. [Google Scholar] [CrossRef] [Green Version]
- Arai, S.; Miyagawa, K. Fabrication of Co-W Alloy/Multiwalled Carbon Nanotube Composite Films by Electrodeposition for Improved Frictional Properties. ECS J. Solid State Sci. Technol. 2013, 2, M39–M43. [Google Scholar] [CrossRef] [Green Version]
- Huang, N.; Kirk, D.W.; Thorpe, S.J.; Liang, C.; Xu, L.; Zhang, S.; Li, W.; Sun, M. Effect of Temperature on Characteristic of Carbon Nanotube Nano-Composite Electrode Supercapacitor. ECS Trans. 2014, 61, 9–13. [Google Scholar] [CrossRef]
- Andricacos, P.C. Electrochemically Deposited Thin Films II; Paunovic, M., Ed.; The Electrochemical Society Proceedings Series; The Electrochemical Society: Pennington, NJ, USA, 1995. [Google Scholar]
- Horiuchi, T.; Furuuchi, Y.; Nakamura, R.; Hirota, K. Micro-gear fabrication using optical projection lithography on copper-clad plastic substrates and electroplating of nickel. Microelectron. Eng. 2006, 83, 1316–1320. [Google Scholar] [CrossRef]
- Li, M.; Luo, W.; Chen, Y.; Zheng, Y.; Cheng, X. Fabrication and nanoindentation characterization of nickel micro-pillar mold for nanoimprint lithography. Microelectron. Eng. 2021, 250, 111636. [Google Scholar] [CrossRef]
- Duch, M.; Esteve, J.; Gómez, E.; Pérez-Castillejos, R.; Vallés, E. Electrodeposited Co-Ni alloys for MEMS. J. Micromech. Microeng. 2002, 12, 400–405. [Google Scholar] [CrossRef]
- Lochel, B.; Maciossek, A. Electrodeposited Magnetic Alloys for Surface Micromachining. J. Electrochem. Soc. 1996, 143, 3343–3348. [Google Scholar] [CrossRef]
- Lee, S.A.; Lee, H.; Pinney, J.R.; Khialeeva, E.; Bergsneider, M.; Judy, J.W. Development of Microfabricated Magnetic Actuators for Removing Cellular Occlusion. J. Micromech. Microeng. 2011, 21, 054006. [Google Scholar] [CrossRef] [PubMed]
- Uchic, M.D.; Dimiduk, D.M.; Florando, J.N.; Nix, W.D. Sample Dimensions Influence Strength and Crystal Plasticity. Science 2004, 305, 986–989. [Google Scholar] [CrossRef] [PubMed]
- Greer, J.R.; Oliver, W.C.; Nix, W.D. Size dependence of mechanical properties of gold at the micron scale in the absence of strain gradients. Acta Mater. 2005, 53, 1821–1830. [Google Scholar] [CrossRef]
- Jiang, Y.; Chen, C.Y.; Chang, T.F.M.; Luo, X.; Yamane, D.; Sone, M. Electrodeposition of Ni-Co Alloys and Their Mechanical Properties by Micro-Vickers Hardness Test. Electrochem 2021, 2, 1–9. [Google Scholar] [CrossRef]
- Valova, E.; Armyanov, S.; Franquet, A.; Petrov, K.; Kovacheva, D.; Dille, J.; Delplancke, J.-L.; Hubin, A.; Steenhaut, O.; Vereecken, J. Comparison of the Structure and Chemical Composition of Crystalline and Amorphous Electroless Ni-W-P Coatings. J. Electrochem. Soc. 2004, 151, C385–C391. [Google Scholar] [CrossRef]
- Manika, I.; Maniks, J. Effect of substrate hardness and film structure on indentation depth criteria for film hardness testing. J. Phys. D Appl. Phys. 2008, 41, 074010. [Google Scholar] [CrossRef]
- Mutoh, M.; Nagoshi, T.; Chang, T.F.M.; Sato, T.; Sone, M. Micro-compression test using non-tapered micro-pillar of electrodeposited Cu. Microelectron. Eng. 2013, 111, 118–121. [Google Scholar] [CrossRef]
- Tang, H.; Chang, T.F.M.; Chai, Y.W.; Chen, C.Y.; Nagoshi, T.; Yamane, D.; Ito, H.; Machida, K.; Masu, K.; Sone, M. Au-Cu Alloys Prepared by Pulse Electrodeposition toward Applications as Movable Micro-Components in Electronic Devices. J. Electrochem. Soc. 2018, 165, D58–D63. [Google Scholar] [CrossRef]
- Hotta, T.; Chang, T.F.M.; Chen, C.Y.; Sawae, H.; Imada, Y.; Mizoguchi, M.; Kudo, O.; Maeda, R.; Sone, M. The Electrochemical Society, Micro-Compression Characterization and Thermal Stability of Electrolessly Plated Nickel Phosphorus Alloy. ECS J. Solid State Sci. Technol. 2021, 10, 035007. [Google Scholar] [CrossRef]
- Kihara, Y.; Nagoshi, T.; Chang, T.F.M.; Hosoda, H.; Sato, T.; Sone, M. Tensile behavior of micro-sized specimen fabricated from nanocrystalline nickel film. Microelectron. Eng. 2015, 141, 17–20. [Google Scholar] [CrossRef]
- Asano, K.; Tang, H.; Chen, C.Y.; Nagoshi, T.; Chang, T.F.M.; Yamane, D.; Konishi, T.; Machida, K.; Masu, K.; Sone, M. Microelectronic Engineering Promoted bending strength in micro-cantilevers composed of nanograined gold toward MEMS applications. Microelectron. Eng. 2018, 196, 20–24. [Google Scholar] [CrossRef]
- Suzuki, K.; Chang, T.F.M.; Hashigata, K.; Asano, K.; Chen, C.Y.; Nagoshi, T.; Yamane, D.; Ito, H.; Machida, K.; Masu, K.; et al. Sample geometry effect on mechanical property of gold micro-cantilevers by micro-bending test. MRS Comm. 2020, 10, 434–438. [Google Scholar] [CrossRef]
- Imamura, H.; Nagoshi, T.; Yoshida, A.; Chang, T.F.M.; Onaka, S.; Sone, M. Evaluation of anisotropic structure in electrodeposited Ni film using micro-sized cantilever. Microelectron. Eng. 2012, 100, 25–27. [Google Scholar] [CrossRef]
- Xiao, Y.; Gan, B.; Sologubenko, A.S.; Spolenak, R.; Wheeler, J.M. Size- and strain rate-dependence of nickel and Ni-Co micropillars with varying stacking fault energy. Mater. Sci. Eng. A 2021, 800, 140266. [Google Scholar] [CrossRef]
- Hall, E.O. The Deformation and Ageing of Mild Steel: III Discussion of Results. Proc. Phys. Soc. Lond. Sect. B 1951, 64, 747. [Google Scholar] [CrossRef]
- Petch, N.J. The orientation relationships between cementite and α-iron. Acta. Cryst. 1953, 174, 25. [Google Scholar] [CrossRef] [Green Version]
- Tanaka, K.; Sakakibara, M.; Kimachi, H. Grain-size effect on fatigue properties of nanocrystalline nickel thin films made by electrodeposition. Procedia Eng. 2011, 10, 542–547. [Google Scholar] [CrossRef] [Green Version]
- Goldbach, S.; de Kermadec, R.; Lapicque, F. Electrodeposition of Ni-Co alloys from sulfamate baths. J. Appl. Electrochem. 2000, 30, 277–284. [Google Scholar] [CrossRef]
- Bai, A.; Hu, C.C. Effects of electroplating variables on the composition and morphology of nickel-cobalt deposits plated through means of cyclic voltammetry. Electrochim. Acta 2002, 47, 3447–3456. [Google Scholar] [CrossRef]
- Takashima, K.; Higo, Y.; Sugiura, S.; Shimojo, M. Fatigue crack growth behavior of micro-sized specimens prepared from an electroless plated Ni-P amorphous alloy thin film. Mater. Trans. 2001, 42, 68–73. [Google Scholar] [CrossRef] [Green Version]
- Hosford, W.F. Mechanical Behavior of Materials, 2nd ed.; Cambridge University Press: New York, NY, USA, 2010. [Google Scholar]
- Zhong, Z.; Gu, Y.; Yuan, Y. Microstructural stability and mechanical properties of a newly developed Ni-Fe-base superalloy. Mater. Sci. Eng. A. 2015, 622, 101–107. [Google Scholar] [CrossRef]
- Li, Y.; Jiang, H.; Huang, W.; Tian, H. Effects of peak current density on the mechanical properties of nanocrystalline Ni-Co alloys produced by pulse electrodeposition. Appl. Surf. Sci. 2008, 254, 6865–6869. [Google Scholar] [CrossRef]
- Tabor, D. The hardness of solids. Rev. Phys. Tech. 1970, 1, 145. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Current Density (mA/cm2) | Grain Size (nm) | Co Content (at.%) | Micro-Hardness, Hv (HV) | |
|---|---|---|---|---|
| Sulfamate bath only | 15 | 21.2 | 21.5 | 364.0 ± 11.7 |
| Sulfamate bath + Nickel bromide | 12 | 20.1 | 59.58 | 422.0 ± 11.7 |
| 15 | 21.6 | 60.05 | 376.2 ± 14.4 | |
| 18 | 28.2 | 57.39 | 395.6 ± 17.8 | |
| 20 | 20.9 | 58.40 | 414.0 ± 12.4 | |
| Sulfamate bath + Surf-Bright | 15 | 13.2 | 32.78 | 438.8 ± 9.2 |
| Sulfamate bath + Nickel bromide + Surf-Bright | 12 | 13.6 | 65.47 | 426.2 ± 13.5 |
| 15 | 13.9 | 66.64 | 417.2 ± 11.0 | |
| 20 | 13.6 | 58.48 | 457.4 ± 14.5 |
| Current Density (mA/cm2) | σy (GPa) | Tabor Factor (Hv/σy) | |
|---|---|---|---|
| Nickel bromide | 12 | 1.94 | 2.13 |
| 15 | 1.69 | 2.18 | |
| 18 | 1.84 | 2.11 | |
| 20 | 1.92 | 2.11 | |
| Surf-Bright | 15 | 2.18 | 1.97 |
| Nickel bromide & Surf-Bright | 12 | 2.16 | 1.93 |
| 15 | 2.13 | 1.92 | |
| 20 | 2.37 | 1.89 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Chen, C.-Y.; Luo, X.; Yamane, D.; Mizoguchi, M.; Kudo, O.; Maeda, R.; Sone, M.; Chang, T.-F.M. Electrodeposition and Micro-Mechanical Property Characterization of Nickel–Cobalt Alloys toward Design of MEMS Components. Electrochem 2022, 3, 198-210. https://doi.org/10.3390/electrochem3020012
Jiang Y, Chen C-Y, Luo X, Yamane D, Mizoguchi M, Kudo O, Maeda R, Sone M, Chang T-FM. Electrodeposition and Micro-Mechanical Property Characterization of Nickel–Cobalt Alloys toward Design of MEMS Components. Electrochem. 2022; 3(2):198-210. https://doi.org/10.3390/electrochem3020012
Chicago/Turabian StyleJiang, Yiming, Chun-Yi Chen, Xun Luo, Daisuke Yamane, Masanori Mizoguchi, Osamu Kudo, Ryu Maeda, Masato Sone, and Tso-Fu Mark Chang. 2022. "Electrodeposition and Micro-Mechanical Property Characterization of Nickel–Cobalt Alloys toward Design of MEMS Components" Electrochem 3, no. 2: 198-210. https://doi.org/10.3390/electrochem3020012