A New Algorithm to Solve the Extended-Oxley Analytical Model of Orthogonal Metal Cutting in Python



Abstract
:1. Introduction
1.1. Oxley’s Model of Orthogonal Metal Cutting
1.2. The Johnson–Cook Constitutive Flow Law
2. The Extended-Oxley’s Model of Orthogonal Metal Cutting
2.1. Brief Recall of the Extended-Oxley’s Model
2.2. Equilibrium and Nonlinear System to Solve
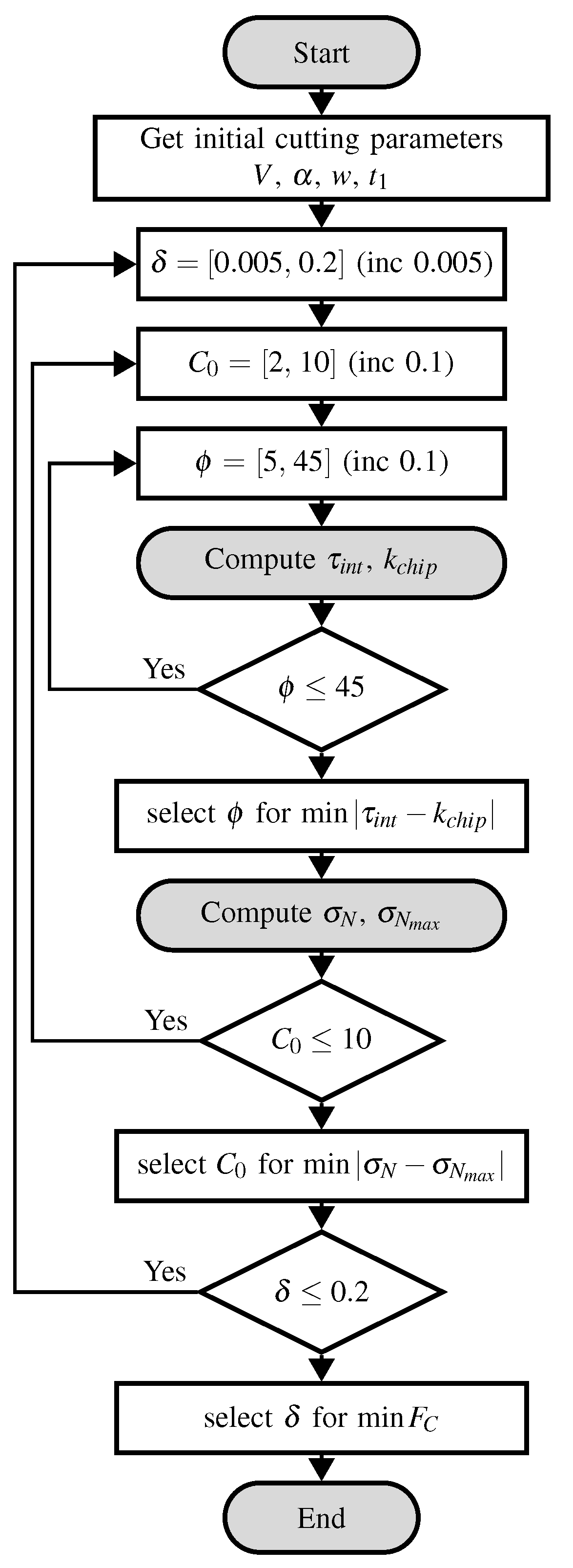
- Because of the range of each of the parameters used and the increment associated with each of them, this leads to 40 values for , 81 values for , and 401 values for , so that, in order to find the solution, one has to perform a total of 1,299,240 calculations of and and 32,481 calculations of and , in order to retain at the end only one exploitable result among all these calculations. This approach is far from being an efficient method.
- In contrast, and because of the range of variation of the three parameters, the values selected for the increments of the three parameters are rather coarse, so that the solution is not accurate.
- The algorithm tries to minimize the difference between and at first, then between and , and finally minimizes independently, so that the solution may not be unique, or optimal, at the end, as reported, for example, by Xiong et al. [23].
3. Implementation of the Extended-Oxley’s Model Using Python
3.1. Implementation of the Model Using Python
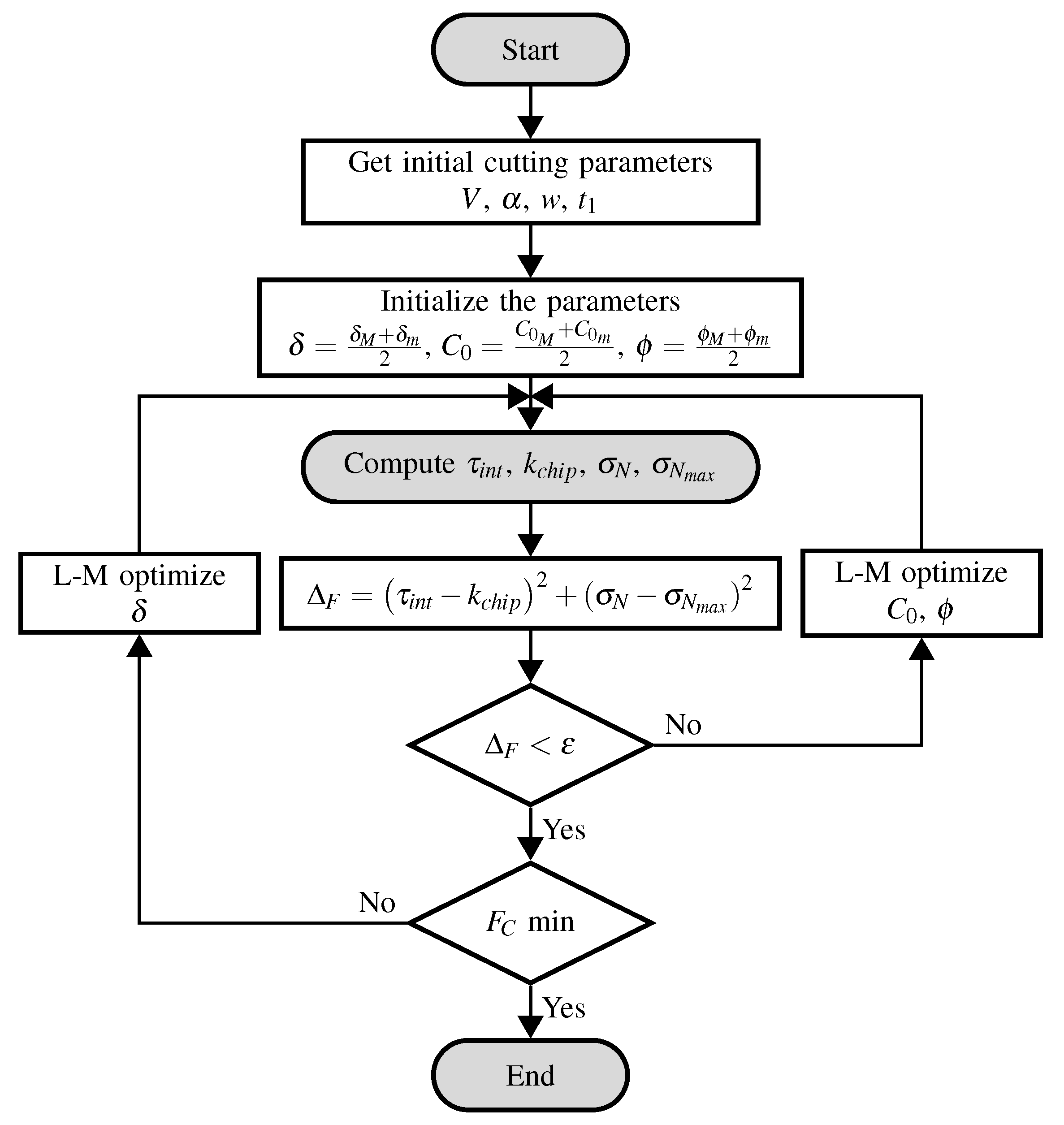
3.2. Solving Algorithm Based on LMFIT
- The first one seeks the optimal value of the parameter ( and are fixed during this optimization step) by minimizing the value of the cutting force defined by Equation (10).
- The second one seeks the optimal value of the parameters and ( is fixed during this optimization step) by minimizing the value of the equilibrium error defined by Equation (16). The stop criterion is based on a given precision value defined by the user.
3.3. Validation of the Proposed Algorithm
3.4. The Uniqueness of the Proposed Algorithm
3.5. Analysis of the Proposed Algorithm
3.5.1. Selection of the Internal Parameters
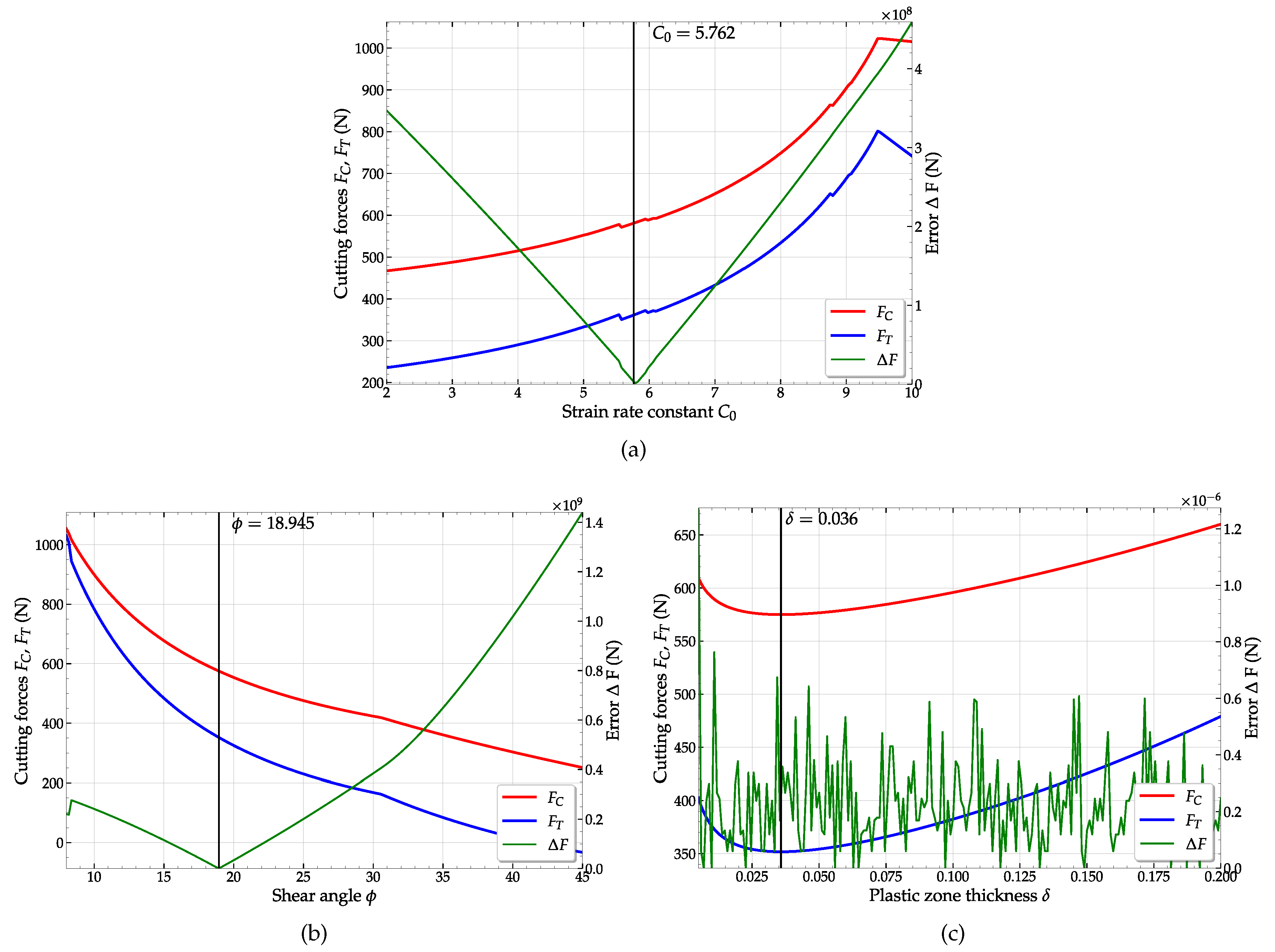
3.5.2. Some Results of the Proposed Algorithm
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| A | J-C initial yield stress | Mass of chip per unit of time | |
| B | J-C strain related constant | n | J-C strain hardening parameter |
| C | J-C stress strengthening coefficient | Equivalent strain hardening exponent | |
| Ratio of to thickness of I | w | Width of cut | |
| Specific heat | I | Primary shear zone | |
| Cutting force | Secondary shear zone | ||
| Shear force along | Tool rake angle | ||
| Advancing force | Thickness ratio | ||
| Error on internal forces | Plastic strain | ||
| K | Thermal conductivity | Plastic strain rate | |
| T | Current temperature | Reference strain rate | |
| Temperature on | Strain on | ||
| Temperature on tool–chip interface | Strain rate on | ||
| Melting temperature | Strain at tool–chip interface | ||
| Workpiece initial temperature | Strain rate at tool–chip interface | ||
| Depth of cut | Angle between and | ||
| Ratio of chip vs. thickness | Friction angle at tool–chip interface | ||
| V | Cutting speed | Mass density | |
| h | Tool–chip contact length | Current yield stress | |
| Flow stress on | Normal stress at tool–chip interface | ||
| Flow stress on tool–chip interface | Normal stress at point B | ||
| Length of the primary shear zone | Tangential stresses at tool–chip interface | ||
| m | J-C thermal softening parameter | Shear angle |
References
- Sousa, V.; Silva, F.J.G.; Fecheira, J.S.; Lopes, H.M.; Martinho, R.P.; Casais, R.B. Accessing the cutting forces in machining processes: An overview. Procedia Manuf. 2020, 51, 787–794. [Google Scholar] [CrossRef]
- Newville, M.; Stensitzki, T.; Allen, D.B.; Rawlik, M.; Ingargiola, A.; Nelson, A. LMFIT: Non-Linear Least-Square Minimization and Curve-Fitting for Python. 2021. Available online: https://ui.adsabs.harvard.edu/abs/2016ascl.soft06014N/abstract (accessed on 23 June 2022).
- Lalwani, D. Extension of Oxley’s predictive machining theory for Johnson and Cook flow stress model. J. Mater. Process. Technol. 2009, 209, 5305–5312. [Google Scholar] [CrossRef]
- Merchant, M. Mechanics of the metal cutting process I. Orthogonal cutting and a type 2 chip. J. Appl. Phys. 1945, 16, 267–275. [Google Scholar] [CrossRef]
- Oxley, P.; Welsh, M. Calculating the shear angle in orthogonal metal cutting from fundamental stress-strain-strain rate properties of the work material. In 4th International Machine Tool Design and Research Conference, The College of Aeronautics Cranfield; Pergamon Press: Oxford, UK, 1964. [Google Scholar]
- Boothroyd. Temperatures in orthogonal metal cutting. Proc. Inst. Mech. Eng. 1963, 177, 789–802. [Google Scholar] [CrossRef]
- Oxley, P.; Hastings, W. Minimum work as a possible criterion for determining the frictional conditions at the tool/chip interface in machining. Philos. Trans. R. Soc. London. Ser. A Math. Phys. Sci. 1976, 282, 565–584. [Google Scholar] [CrossRef]
- Oxley, P.L.B. Mechanic of Machining: An Analytical Approach to Assessing Machinability; Ellis Horwood Limited: Chichester, UK; John Wiley and Sons: New York, NY, USA, 1989. [Google Scholar] [CrossRef] [Green Version]
- MacGregor, C.; Fisher, J. A velocity-modified temperature for the plastic flow of metals. J. Appl. Mech.-Trans. ASME 1946, 13, A11–A16. [Google Scholar] [CrossRef]
- Johnson, G.; Cook, W. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. In Proceedings of the 7th International Symposium on Ballistics, The Hague, The Netherlands, 19–21 April 1983; Volume 21, pp. 541–547. [Google Scholar]
- Kristyanto, B.; Mathew, P.; Arsecularatne, J. Determination of Material Properties of Aluminum From Machining Tests. In Proceedings of the ICME 2000-Eighth International Conference on Manufacturing Engineering, Sydney, Australia, 27–30 August 2000; pp. 27–30. [Google Scholar]
- Zorev, N. Interrelationship between the shear processes occurring along the tool face and on the shear plane in metal cutting. In International Research in Production Engineering; American Society of Mechanical Engineers: New York, NY, USA, 1963; pp. 143–152. [Google Scholar]
- Ozel, T. Investigation of High Speed Flat End Milling Process-Prediction of Chip Formation, Cutting Forces, Tool Stresses and Temperatures. Ph.D. Thesis, The Ohio State University, Columbus, OH, USA, 1999. [Google Scholar]
- Kumar, S.; Fallboehmer, P.; Altan, T. Computer Simulation of Orthogonal Metal Cutting Process: Determination of Material Properties and Effects of Tool Geometry on Chip Flow. Trans.-N. Am. Manuf. Res. Inst. SME 1997, 33–38. [Google Scholar]
- Shatla, M.; Kerk, C.; Altan, T. Process modeling in machining. Part I: Determination of flow stress data. Int. J. Mach. Tools Manuf. 2001, 41, 1511–1534. [Google Scholar] [CrossRef]
- Adibi-Sedeh, A.; Madhavan, V. Effect of some modifications to Oxley’s machining theory and the applicability of different material models. Mach. Sci. Technol. 2002, 6, 379–395. [Google Scholar] [CrossRef]
- Adibi-Sedeh, A.; Madhavan, V.; Bahr, B. Extension of Oxley’s analysis of machining to use different material models. J. Manuf. Sci. Eng. 2003, 125, 656–666. [Google Scholar] [CrossRef] [Green Version]
- Karpat, Y.; Özel, T. Predictive analytical and thermal modeling of orthogonal cutting process-part I: Predictions of tool forces, stresses, and temperature distributions. J. Manuf. Sci. Eng. 2006, 128, 435–444. [Google Scholar] [CrossRef]
- Karpat, Y.; Özel, T. Predictive analytical and thermal modeling of orthogonal cutting process-part II: Effect of tool flank wear on tool forces, stresses, and temperature distributions. J. Manuf. Sci. Eng. 2006, 128, 445–453. [Google Scholar] [CrossRef]
- Ozel, T.; Zeren, E. A methodology to determine work material flow stress and tool-chip interfacial friction properties by using analysis of machining. J. Manuf. Sci. Eng. 2006, 128, 119–129. [Google Scholar] [CrossRef]
- Huang, Y.; Liang, S. Cutting forces modeling considering the effect of tool thermal property—application to CBN hard turning. Int. J. Mach. Tools Manuf. 2003, 43, 307–315. [Google Scholar] [CrossRef]
- Chen, Y.; Li, H.; Wang, J. Further development of Oxley’s predictive force model for orthogonal cutting. Mach. Sci. Technol. 2015, 19, 86–111. [Google Scholar] [CrossRef]
- Xiong, L.; Wang, J.; Gan, Y.; Li, B.; Fang, N. Improvement of algorithm and prediction precision of an extended Oxley’s theoretical model. Int. J. Adv. Manuf. Technol. 2015, 77, 1–13. [Google Scholar] [CrossRef]
- Knight, W.A.; Boothroyd, G. Fundamentals of Metal Machining and Machine Tools; CRC Press: Boca Raton, FL, USA, 2005; Volume 198. [Google Scholar] [CrossRef]
- Kaoutoing, M.D. Contributions à la Modélisation et la Simulation de la Coupe des Métaux: Vers un Outil d’aide à la Surveillance par Apprentissage. Ph.D. Thesis, Génie Mécanique, Mécanique des Matériaux, INPT, Toulouse, France, 2020. [Google Scholar]
- Rossum, G. Python Reference Manual; Technical Report; Stichting Mathematisch Centrum: Amsterdam, The Netherlands, 1995. [Google Scholar]
- Levenberg, K. A method for the solution of certain non-linear problems in least squares. Q. Appl. Math. 1944, 2, 164–168. [Google Scholar] [CrossRef] [Green Version]
- Marquardt, D. An algorithm for least-squares estimation of nonlinear parameters. J. Soc. Ind. Appl. Math. 1963, 11, 431–441. [Google Scholar] [CrossRef]
- Pantalé, O. The ExtOxley-LMFIT Software; Zenodo. 2022. Available online: https://zenodo.org/record/6698434#.Ys-bD2BBxPY (accessed on 23 June 2022).
- Jaspers, S.P.F.C.; Dautzenberg, J.H. Material behaviour in conditions similar to metal cutting: Flow stress in the primary shear zone. J. Mater. Process. Technol. 2002, 122, 322–330. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A (MPa) | B (MPa) | C | n | m |
|---|---|---|---|---|
| 1 | ||||
| 1 | 25 | 1460 | 8000 |
| LMFIT | ||||
| Lalwani | ||||
| gap | ||||
| LMFIT | ||||
| Lalwani | ||||
| gap | ||||
| LMFIT | ||||
| Lalwani | ||||
| gap |
| Parameter | min | max | |
|---|---|---|---|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pantalé, O.; Dawoua Kaoutoing, M.; Houé Ngouna, R. A New Algorithm to Solve the Extended-Oxley Analytical Model of Orthogonal Metal Cutting in Python. Appl. Mech. 2022, 3, 889-904. https://doi.org/10.3390/applmech3030051
Pantalé O, Dawoua Kaoutoing M, Houé Ngouna R. A New Algorithm to Solve the Extended-Oxley Analytical Model of Orthogonal Metal Cutting in Python. Applied Mechanics. 2022; 3(3):889-904. https://doi.org/10.3390/applmech3030051
Chicago/Turabian StylePantalé, Olivier, Maxime Dawoua Kaoutoing, and Raymond Houé Ngouna. 2022. "A New Algorithm to Solve the Extended-Oxley Analytical Model of Orthogonal Metal Cutting in Python" Applied Mechanics 3, no. 3: 889-904. https://doi.org/10.3390/applmech3030051