1. Introduction
Venturi nozzles use a fast-moving motive fluid stream to entrain a nearly quiescent suction fluid (
Figure 1). In a Venturi nozzle, the motive stream is accelerated by flowing through a converging section, with the highest velocity achieved at the throat of the nozzle. The high velocity of the motive fluid creates a region of low static pressure and therefore a pressure difference between the motive fluid at the throat of the nozzle and the suction fluid. The pressure difference draws the suction flow into the nozzle, where the suction and motive streams mix before leaving the nozzle outlet. Thermal ejectors can be used to achieve the same suction and mixing but have a few more internal parts and are typically in the supersonic regime.
Venturi nozzles and ejectors are used in many industries due to their energy efficiency and lack of moving parts [
1,
2]. The use of such nozzles allows for two streams to mix while only using a compressor to move one of the streams, thus reducing the necessary energy input to operate a system. Venturi mixing nozzles are used in irrigation and fertilization both to spread water and to mix fertilizers and other chemicals into the water using the Venturi effect [
3,
4]. The concentration of dissolved oxygen in water has also been increased utilizing high-pressure Venturi nozzles [
5]. High-pressure or supersonic Venturi nozzles are also utilized in refrigeration and chiller applications [
6,
7,
8,
9]. Variable geometry nozzles have been studied for the application of variable load cooling, where the geometry of the nozzle can be changed as the cooling demand changes [
10,
11,
12]. Bio-gas injection studies have also utilized Venturi nozzles to enhance mixing [
13]. Venturi nozzles can also be used for vacuum generation in industrial applications such as vacuum-assisted brakes, powder ejection, the development of end-of-arm tools for robotic applications, and aerospace applications [
14,
15,
16].
Due to their widespread use, the performance and operation of these supersonic ejectors and high-pressure Venturi nozzles have been studied extensively. In particular, steam ejector geometry has been thoroughly studied from a first-principles basis, as waste steam from industrial processes may be made usable again once entrained in the nozzle [
17,
18,
19,
20]. Steam ejectors have been studied utilizing CFD methods as well as experimental methods [
21,
22,
23].
There has been significant effort to model the behavior of high-pressure Venturi nozzles and supersonic thermal ejectors. Keenan and Neumann developed a one-dimensional theory based on gas dynamics to design ejectors [
24]. Other first-principal analyses have considered gas dynamics for adiabatic ideal gas air mixing and the Bernoulli equation for incompressible fluid mixing to model the nozzle behavior [
3,
7]. Additionally, second law analysis has been used to define ejector efficiency with reference to a reversible ejector, and it was found that if the motive and suction fluids are the same fluid, the reversible entrainment ratio efficiency and exergetic efficiency are nearly the same value [
25]. Other studies utilized CFD to determine the effect of geometric features such as the throat shape, diffuser presence and angle, and motive inlet shape and diameter, showing that mixing length, diffuser angle, and effective throat area are all critical parameters to nozzle performance [
8,
9,
12,
26,
27]. Additionally, the effect of adding swirl vanes to the nozzle diffuser to enhance the turbulent kinetic energy has been studied [
28]. Cavitation in high-pressure Venturi nozzles has been found to further accelerate the flow and suppress turbulent velocity fluctuations [
29,
30]. For Venturi nozzles with incompressible flow, the effect of the injection angle for the suction fluid has been studied and a correlation for jet trajectory developed with standard error of 0.27 [
31]. The effect of the ratio of the length to diameter of the mixing chamber has been studied for both supersonic and subsonic cases indicating that as the length to diameter ratio of the mixing chamber increases, the suction flow rate will first increase and then decrease [
32,
33].
Only a few studies have considered subsonic ejectors, and those studies typically only consider the case with air as both the motive and suction fluid [
2,
12,
34]. For subsonic air-to-air Venturi mixing nozzles, the effect of the angle of the diverging section of the nozzle has been considered and found to be optimal between 4° and 14° [
2,
33,
35]. The angle at which the suction stream meets the motive stream also impacts the performance of the nozzle. It was found that a larger angle leads to better penetration of the suction stream into the motive stream [
31]. Additionally, any bend or flow separation in the nozzle will degrade the performance of the nozzle [
31]. Predicting the suction flow rate of an arbitrary nozzle is still not well quantified.
This literature review shows that certain geometric features such as diffuser angle and throat design have been studied for supersonic or high-pressure Venturi nozzles. However, similar studies of subsonic, low-pressure Venturi nozzles are lacking. This work fills this gap by creating a design guide for such nozzles. The purpose of this work is to analyze subsonic, low-pressure Venturi mixing nozzles in order to characterize their performance and optimum geometry, and to develop empirical models of Venturi nozzle performance can be used to determine the suction flow rate and inform the design of subsonic, low-pressure Venturi nozzles. If the suction flow rate of a particular nozzle is known, there have been multiple studies demonstrating the effect the addition of a diffuser will have on that flow rate [
2,
12,
33,
35].
There are many possible applications for low-pressure, subsonic Venturi nozzles, such as wastewater treatment. In this application, such Venturi nozzles can be used to accelerate air on the motive side and entrain wastewater steam on the suction side. In order to successfully separate clean water from contaminants in wastewater, the humidity of the air needs to be carefully controlled, which can be achieved by carefully controlling the ratio of suction flow rate to motive flow rate. Supersonic or high-pressure Venturi nozzles would be inappropriate for this application because supersonic nozzles would operate at temperatures too low for water treatment and high-pressure nozzles would increase the condensation rate of steam, potentially allowing steam to condense before it is separated from contaminants. Using a low-pressure, subsonic nozzle is an energy efficient way to control the humidity of air in some wastewater treatment applications [
25,
36,
37]. Many other chemical and pharmaceutical processes also use such nozzles and would benefit from the ability to precisely control gas phase mixtures.
In subsonic Venturi nozzles, the suction flow rate is a function of the low pressure developed, and therefore, the high velocity at the throat of the nozzle. The velocity and pressure at the throat are dictated by the geometry of the nozzle and the motive stream flow rate. The static pressure at the suction inlet also influences the suction flow rate: increased pressure at the suction inlet leads to a larger pressure difference between the inlet and the throat and thus increases the suction flow rate. In this study, the effect of four different geometric parameters (
Figure 1) on the suction flow rate are studied: the motive diameter (30–50 mm); the throat diameter (8–16 mm); the diameter through which the suction stream enters the nozzle, or the suction diameter (15–27 mm); and the distance between the throat and outlet of the nozzle, or the mixing length (30–80 mm).
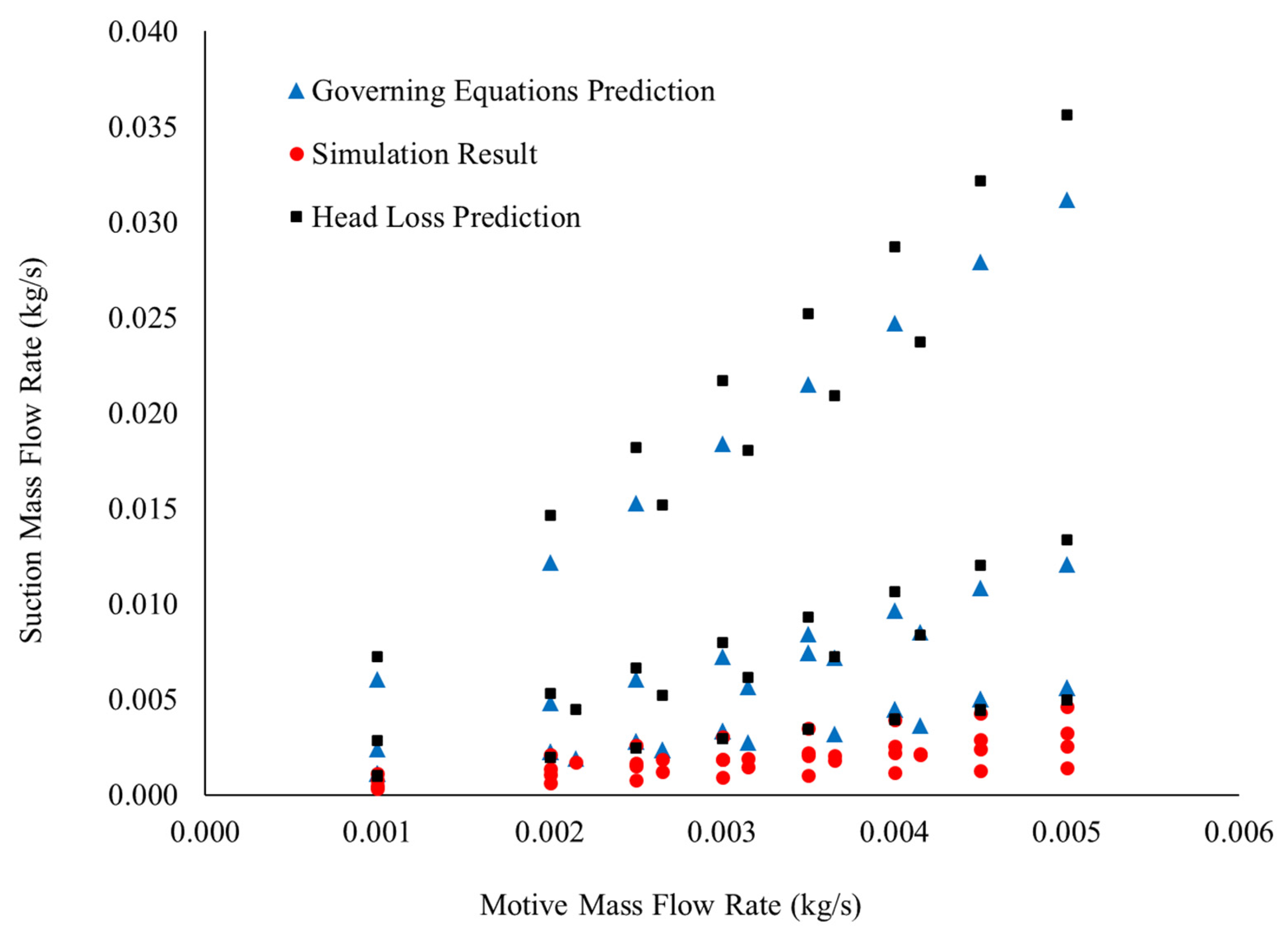
Despite the relative simplicity of the Venturi nozzle and how well known the Venturi effect is, it is not straightforward to calculate the suction flow rate of these nozzles. The Bernoulli equation can be used to determine velocity from a known pressure drop but is not applicable to these nozzles because of the mixing of the motive and suction streams. Gas dynamics relationships could be used to determine the low pressure at the throat of the nozzle based on the Mach number, but the Bernoulli equation or Darcy–Weisbach equation, which do not account for mixing, would still be needed to determine the suction flow rate from the calculated pressure difference. Alternatively, energy head loss calculations could be used to determine the outlet flow rate, and therefore the suction flow rate, based on a known pressure drop and major and minor losses across the entire nozzle; however, charts and empirical equations for the friction factor are based on constant cross section pipes or ducts and it is therefore difficult to accurately determine for nozzles with variable cross sections. Sample calculations for using governing equations and head loss to determine the suction flow rate were performed and are presented in
Section 3.
In this paper, we present an empirical model or correlation that can be used as a design guide for low-pressure, subsonic Venturi nozzles for cases of air and air mixing, as well as air and steam mixing. Low-pressure, subsonic Venturi nozzles without diffusers were investigated experimentally, analytically, and numerically. The results of these investigations are combined into empirical models for the suction ratio as a function of the dimensionless groups formed from the geometric parameters, operating conditions, and fluid properties. The empirical model for suction ratio can be used to inform the design of Venturi nozzles given a desired suction ratio. This work allows one to determine the suction ratio of a Venturi nozzle based on known geometry and operating conditions.
5. Results
Seven different empirical models were developed and evaluated to determine which parameters are most important to prediction of nozzle performance, and to find which empirical model is best able to predict the nozzle performance. Details of each empirical model are given below. Every empirical model considered, as well as their errors and ranges of applicability are summarized in
Table 5 in order to provide a design reference for Venturi nozzles.
5.1. Suction Ratio Models
Comparing the suction ratio predicted by the empirical model (Equation (17) in
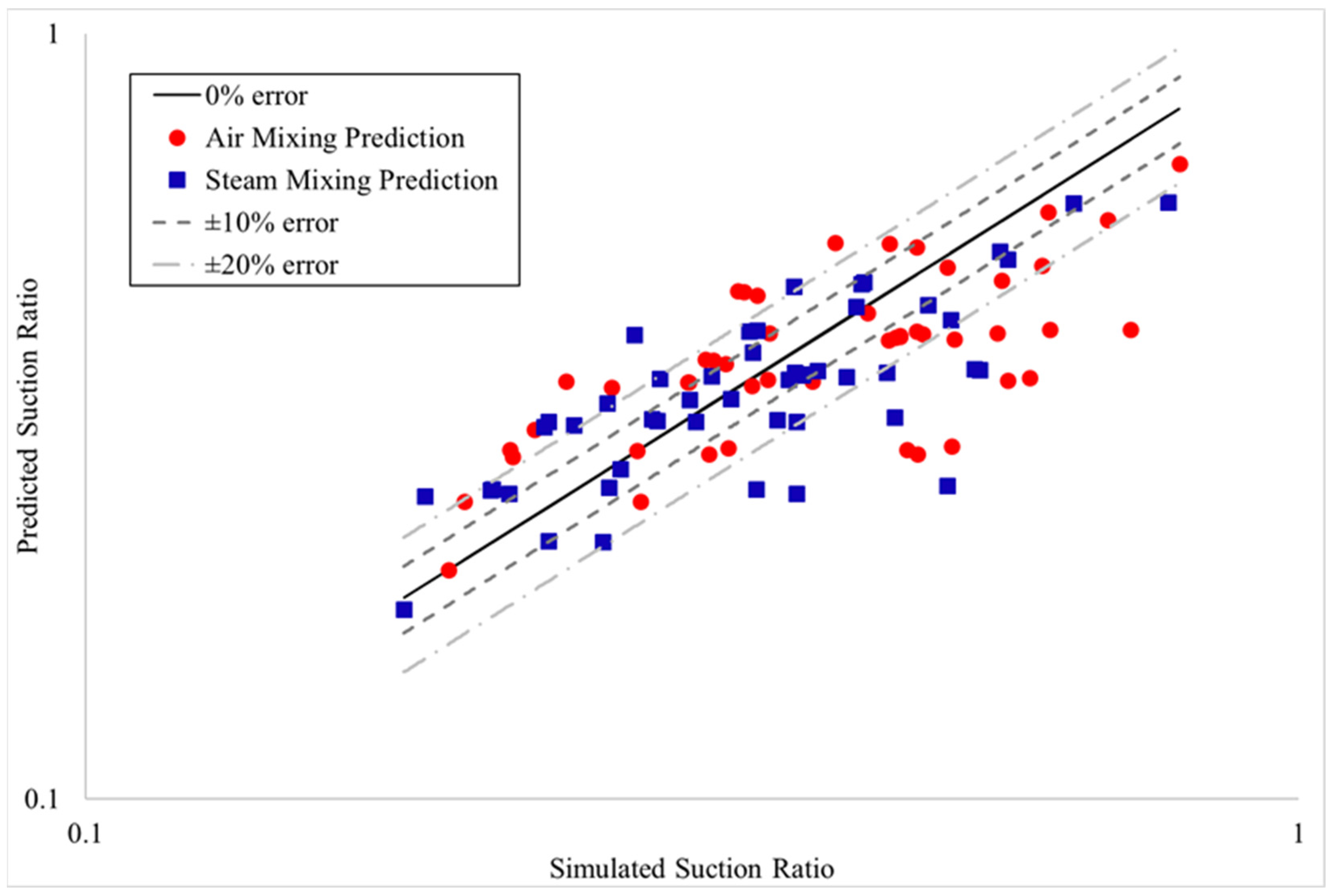
Table 5) to the suction ratio determined using the validated simulations, the empirical model predicts the suction ratio with a mean absolute percentage error of 22% and a root mean square error of 27%.
Figure 9 shows the suction ratio predicted by the global correlation compared to the suction ratio determined by the validated simulations. In
Figure 9, the red circles indicate the correlation prediction for air mixing cases and the blue squares indicate the prediction for steam mixing. The solid black line indicates what the suction ratio should be to have 0% error with the simulated suction ratio, and the dashed lines show ±10% and ±20% of the simulated value. Both air mixing and steam mixing cases are equally well predicted by the global correlation. If the correlation is developed considering only the air mixing cases (Equation (18)) or only considering the air and steam mixing cases (Equation (19)), the correlation becomes slightly more accurate but not significantly so, as shown in
Table 5. Instead, the error in the global correlation comes from two flow regimes being predicted by the same correlation; there is a clear discrepancy in
Figure 9 at the simulated suction ratio of one. Cases with low suction ratios, less than one, are relatively well predicted with a mean absolute percentage error of 20% while cases with high suction ratios, greater than one, are relatively poorly predicted with a mean absolute percentage error of 43%.
The increase in mean absolute percentage error for the high suction ratio cases indicates that the correlation does not well predict the behavior of the mixing nozzles for those cases. Each of the high suction ratio cases has a low Reynolds number and a high-pressure ratio. This indicates that the high suction ratio cases may be driven more by the applied static pressure at the suction inlet than the Venturi effect from the motive mass flow rate and throat diameter. Additionally, the low suction ratio cases all have a relatively high Reynolds number and a relatively low pressure ratio. If the low and high suction ratio cases are considered to be driven by different phenomena, inertia and pressure, respectively, then it may be better to model each regime separately.
If only the low suction ratio cases are considered in the optimization, the result is Equation (20), given in
Table 5. The low suction ratio correlation predicts the suction ratio with a mean absolute percentage error of 18%, and a root mean square error of 22% as shown in
Figure 10.
If only the high suction ratio cases are considered in the optimization, the result is Equation (21). The high suction ratio correlation predicts the suction ratio with a mean absolute percentage error of 5%, and a root mean square error of 6%, as shown in
Figure 11. Separating the global correlation including both high and low suction ratios into one correlation for low suction ratio and one correlation for high suction ratio allows for more accurately informed decisions about the design of a Venturi nozzle geometry, assuming that the desired suction ratio can be identified as either high or low.
Figure 12 shows the suction ratio predicted by the low and high suction ratios on one plot, with the correlation used for each suction ratio range.
A sensitivity analysis was conducted by increasing then decreasing the value of each dimensionless group by 10% compared to the original value and calculating the maximum relative error, mean absolute percentage error, and root mean square error for each case. The sensitivity analysis revealed that the area ratio had the largest impact on the error of each correlation of all the dimensionless groups, followed by the kinematic viscosity ratio and then the Reynolds number . Comparing the effect of each dimensionless group between the low and high suction ratio cases, it was found that the geometry has a larger impact on the suction ratio for the low suction ratio cases than the high suction ratio cases. The high suction ratio cases are more dependent on operating conditions than the geometry of the nozzle. These results support the hypothesis that the suction flow for high suction ratio cases is largely driven by the applied static pressure at the suction inlet, while the low suction ratio cases are more dependent on geometry because they are truly Venturi driven flow and the area ratio is critical to the performance.
5.2. Momentum Ratio and Dynamic Pressure Ratio Models
Given the apparent dependence of the global suction ratio correlation on pressure, two alternative empirical models were evaluated: momentum ratio and dynamic pressure ratio. For these models, either the momentum ratio or the dynamic pressure ratio is predicted by the global correlation, instead of the suction ratio. For each of these cases, the form of the correlation can be determined, again, using the Buckingham Pi Theorem.
For the momentum ratio, the suction momentum term (
) was considered to be a function of the motive mass flow rate (
), the motive inlet area (
), the throat diameter (
), the suction inlet diameter (
), the mixing length (
), the motive fluid density (
), the motive fluid viscosity (
), and the gage static pressure at the suction inlet (
), which, when non-dimensionalized, yields the following:
When the momentum ratio correlation is optimized, it yields Equation (22), also given in
Table 5. The resulting correlation yields a mean absolute percentage error of 28%, and a root mean square error of 36% when compared to the validated simulations.
For the dynamic pressure ratio, the suction dynamic pressure (
/(
)) was considered to be a function of the motive mass flow rate (
), the motive inlet area (
), the throat diameter (
), the mixing length (
), the motive fluid density (
), the motive fluid viscosity (
), and the gage static pressure at the suction inlet (
), yielding Equation (15) below, which when non-dimensionalized gives Equation (16). The coefficient and exponents determined using the global optimization are shown in Equation (23). The global dynamic pressure ratio has a mean absolute percentage error of 48%, and a root mean square error of 56%. In Equation (16), the mixing length is nondimensionalized using the throat diameter, rather than the suction inlet diameter as in the suction ratio and momentum ratio models because the suction diameter is on the independent side of the equation, but the remaining terms are identical to those of the previously discussed correlations.
Table 5.
Summary of proposed empirical models, ranges of applicability, mean absolute percentage error (MAPE), and root mean square error (RSME).
Table 5.
Summary of proposed empirical models, ranges of applicability, mean absolute percentage error (MAPE), and root mean square error (RSME).
| | Empirical Model | MAPE | RSME | Applicability | Equation |
|---|
| Global suction ratio | | 22% | 27% | | (17) |
|
|
| Air mixing, air and steam mixing |
| Air only suction ratio | | 22% | 26% | | (18) |
|
|
| Air mixing |
| Steam only suction ratio | | 20% | 25% | | (19) |
|
|
| Air and steam mixing |
Low suction ratio
(suction ratio less than one) | | 18% | 22% | | (20) |
|
|
| Air mixing, air and steam mixing |
High suction ratio
(suction ratio greater than one) | | 5% | 6% | | (21) |
|
|
| Air mixing, air and steam mixing |
| Momentum Ratio | | 28% | 36% | | (22) |
|
|
| Air mixing, air and steam mixing |
| Dynamic pressure ratio | | 48% | 56% | | (23) |
|
|
| Air mixing, air and steam mixing |
5.3. Venturi Nozzle Design Guide
Based on the results presented in
Section 5.2, the suction ratio models (Equations (17)–(23)) can be used to determine the flow rate of a suction fluid into a low-pressure, subsonic Venturi nozzle. There are many commercially available Venturi nozzles [
43,
44,
45,
46]; however, for subsonic nozzles, it can be difficult to determine which nozzle to select or what suction flow rate to expect from a particular nozzle.
If a particular suction ratio is desired for an application of a subsonic, low-pressure Venturi nozzle, one could find several commercially available nozzle options and plug those geometries into the suction ratio empirical models from
Section 5.2, along with some operating conditions from the application, and find the geometry that is best suited to deliver the desired suction ratio. Additionally, one could use the empirical models to design a geometry that is ensured to deliver the desired suction ratio, rather than using a commercially available option.
As an example, for a humidification–dehumidification water treatment system, a specific suction ratio of 0.33 may be desired to ensure a maximum amount of water is treated without oversaturating the holding capacity of the air. Given this known suction ratio, the other parameters in the empirical model can be adjusted to inform the design of the nozzle. It is assumed that the ratio of kinematic viscosities is known, and therefore the adjustable dimensionless groups are the area ratio, length ratio, Reynolds number, and pressure ratio. To begin, choose an assumed throat diameter as the throat diameter appears in three of the five dimensionless groups in the suction ratio empirical correlation. Once the throat diameter has been assumed, select a motive mass flow rate. The motive mass flow rate can be calculated if there is a desired velocity in the system after the nozzle, otherwise an approximate value may be assumed. Based on these two selected parameters, the Reynolds number is known as well as the dynamic pressure at the throat of the nozzle. Next, the static pressure at the suction inlet can be determined so the pressure ratio may be fully defined. The static pressure at the suction inlet may be easily defined if the suction inlet is open to ambient pressure. In the case of the humidification–dehumidification example, the pressure is expected to be slightly above ambient pressure as steam is generated in a closed system with the suction inlet being the only opening. Once the Reynold number and pressure ratio terms have been defined, the remaining terms are only a function of geometry. Next, the motive area can be defined as the area ratio is more impactful than the length ratio. Finally, the length ratio can be defined. This term may be determined by other constraints such as a given suction inlet diameter necessary to connect to another component or a given mixing length to ensure the mixed fluids exit the nozzle at a certain location. Based on these assumptions, an approximate suction ratio can be determined from the empirical models and each parameter adjusted iteratively until the desired suction ratio is achieved. As discussed in
Section 3, using a head loss calculation to estimate of the suction ratio would yield a suction ratio much too high. Therefore, use of the correlations developed here and presented in
Table 5 is recommended for design of low-pressure, subsonic Venturi nozzles.
6. Conclusions
A study on the effect of geometry and operating conditions on the suction ratio of low-pressure, subsonic Venturi mixing nozzles was conducted. An ANSYS CFD model of the Venturi nozzle mixing was experimentally validated, and then used to calculated nozzle performance over a wide range of geometries and operating conditions. Governing equation calculations and flow head calculations were also used to determine the suction ratio of the experimentally tested nozzles and was found to be very inaccurate in these cases. To determine the suction ratio more accurately, seven potential empirical models were developed to examine the effect of different thermophysical parameters on the suction ratio and identify the parameters most critical to accurate prediction. The foundation for each of the empirical models is the results of a parametric study of nozzle geometry and operating conditions.
The empirical models for suction ratio are more accurate than the empirical models for either momentum ratio or dynamic pressure ratio. For the five suction ratio models developed, the average mean absolute percentage error is 17%. Separating the flow into high-suction ratio and low-suction ratio regimes had the largest impact on the error of the models indicating that the regime change is the most critical aspect of nozzle operation. Based on these results, any of the presented suction ratio empirical models (global, air only, air and steam mixing only, high-suction ratio, or low-suction ratio) can be used to determine the suction ratio of a low-pressure, subsonic Venturi nozzle within 22%, or a more specific model may be used if the application of the nozzle (low-suction ratio, air only mixing, etc.) with reduced error.
This work can be used to inform the design of low-pressure, subsonic Venturi nozzles for many applications. The suction ratio empirical models are, on average, 34-foldmore accurate than the flow head loss approach. The suction ratio empirical models can be used to determine the suction ratio or nozzle design when precise mixing is required for a given application.
While the correlations proposed in this study provide a good initial design, it will be advantageous to have a secondary tool for a more accurate nozzle design. To that end, these correlations can be used as the basis for physics-guided machine learning algorithms to serve as a more accurate secondary tool for detailed nozzle design and analysis. The authors are in the process of developing such a design tool. The results will be evaluated and published in a follow-up article.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











