
Changes in Straw-Containing Laboratory Papers Caused by Accelerated Ageing




Abstract
:1. Introduction
2. Materials and Methods
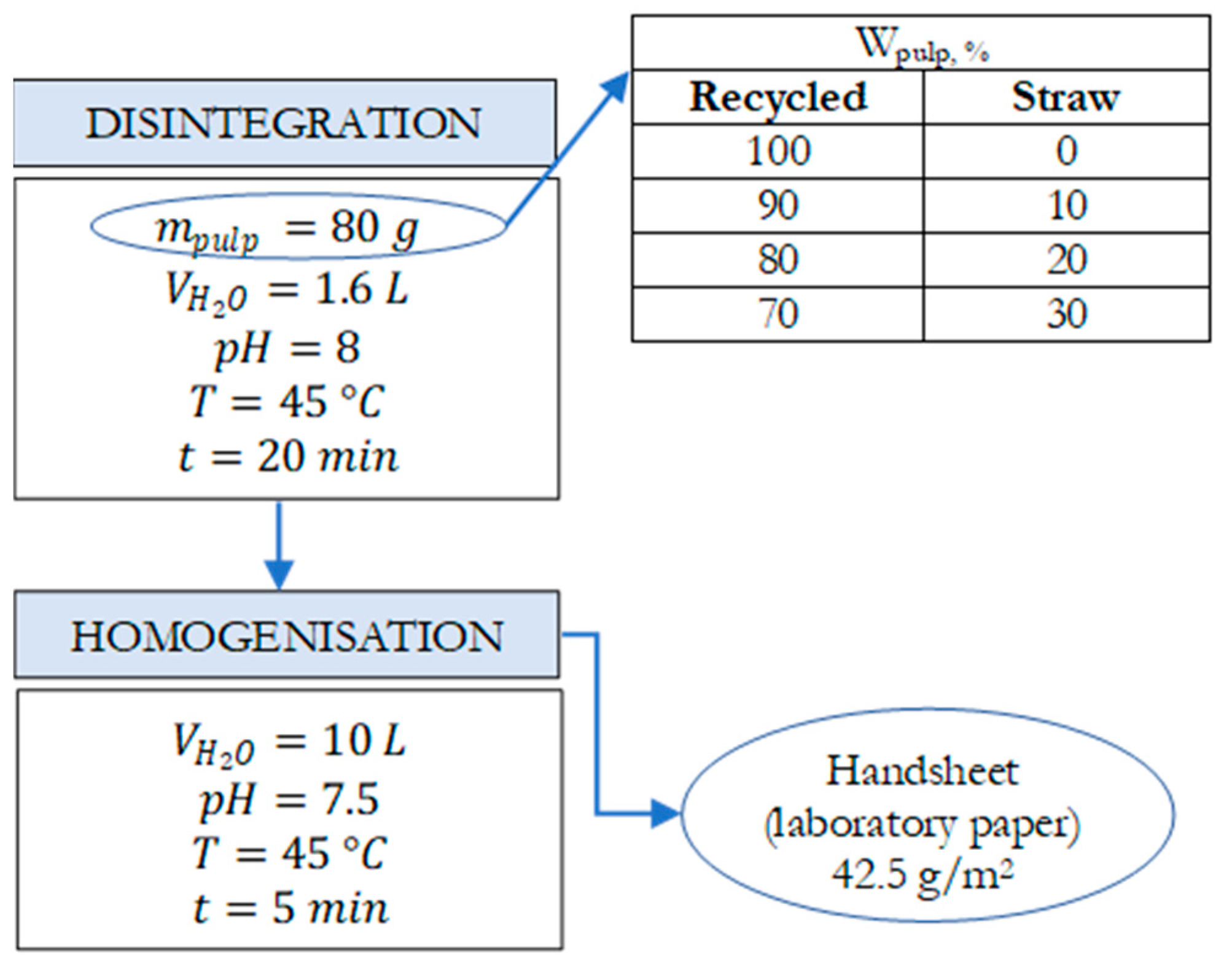
2.1. Materials
2.2. Methods
2.2.1. Ageing Treatments
2.2.2. Optical Stability Analysis
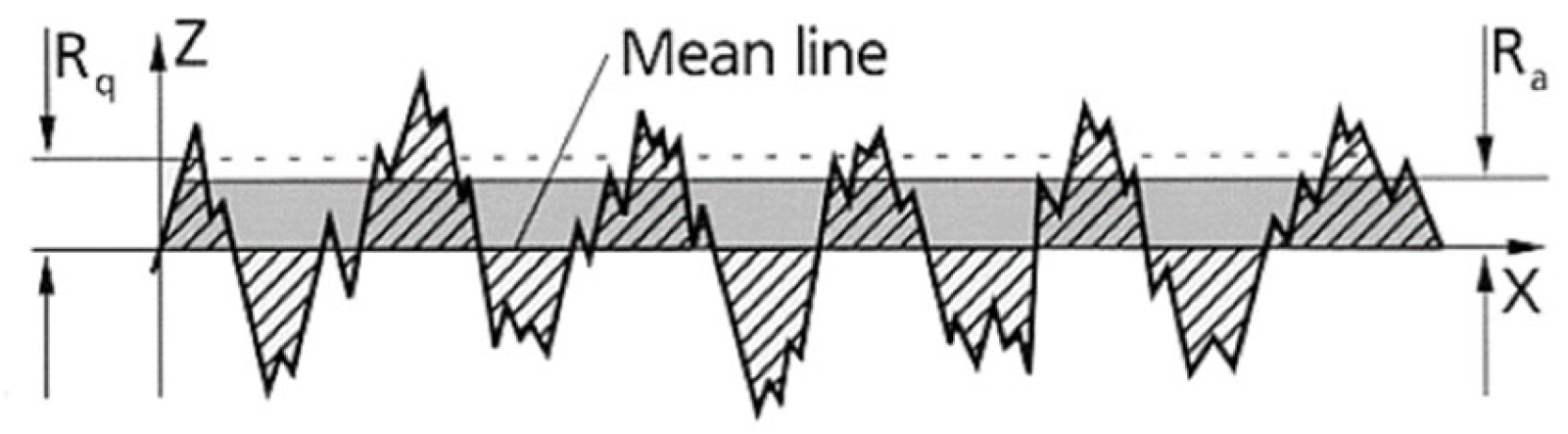
2.2.3. Surface Stability Analysis
2.2.4. Chemical Stability Analysis
3. Results
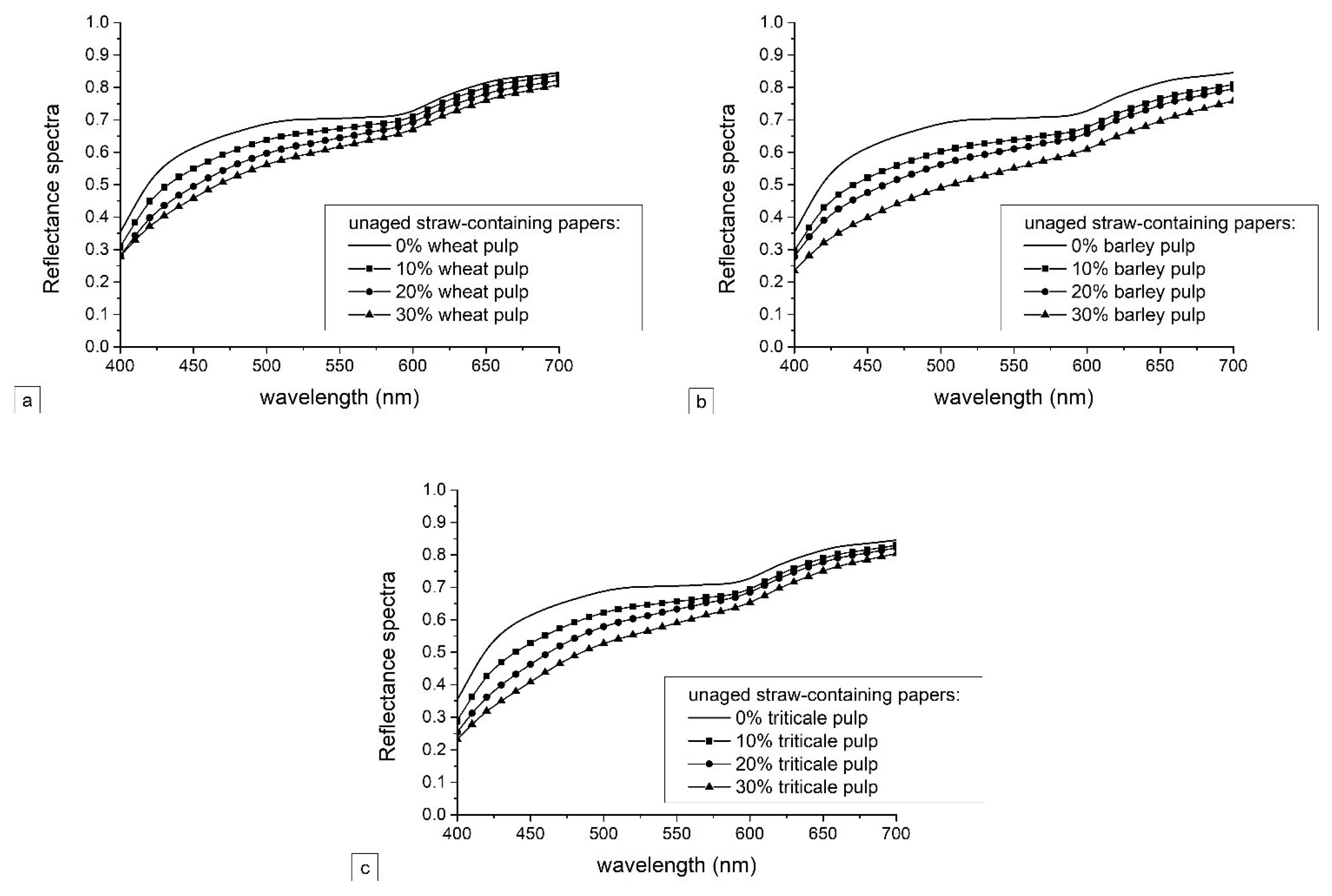
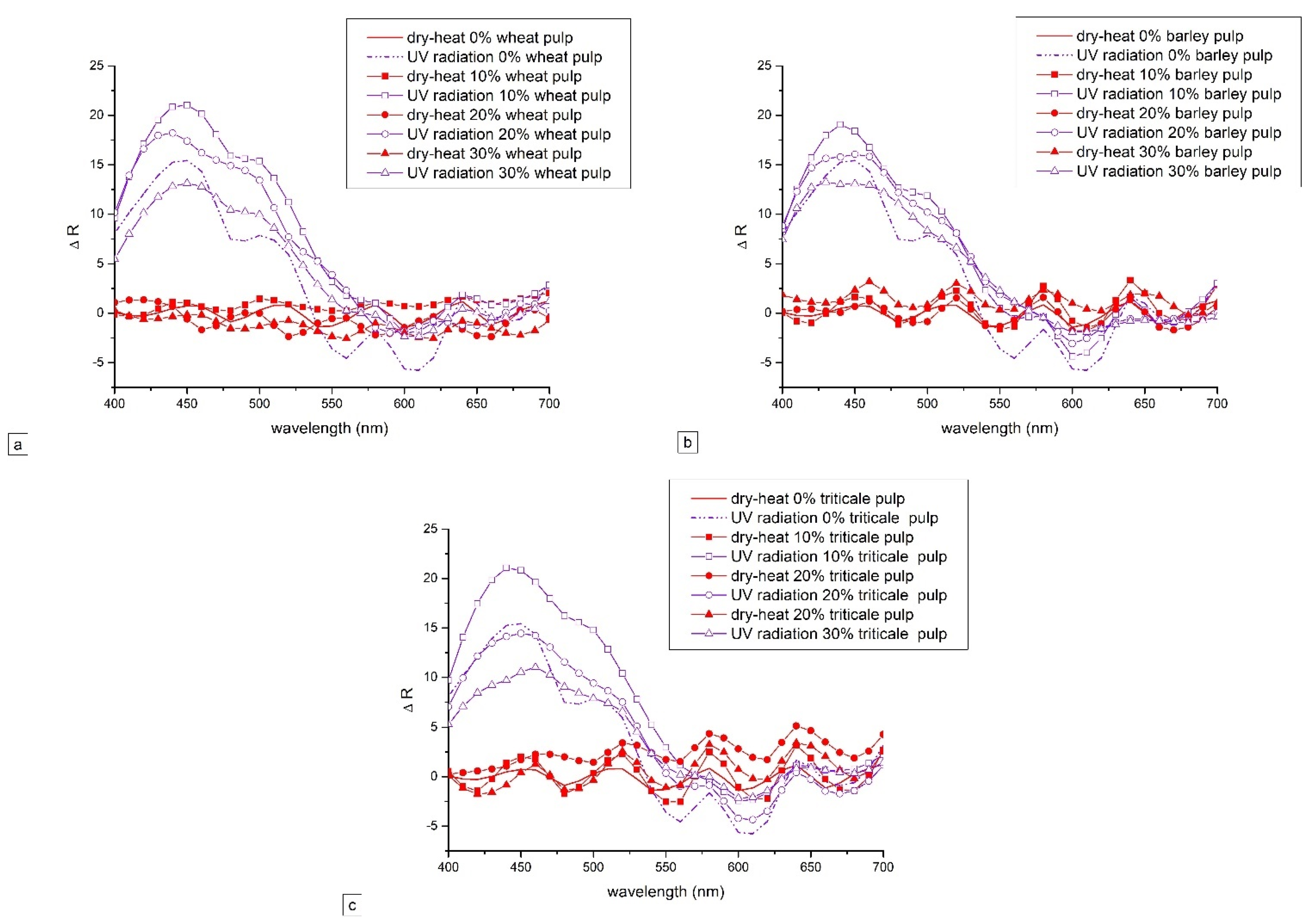
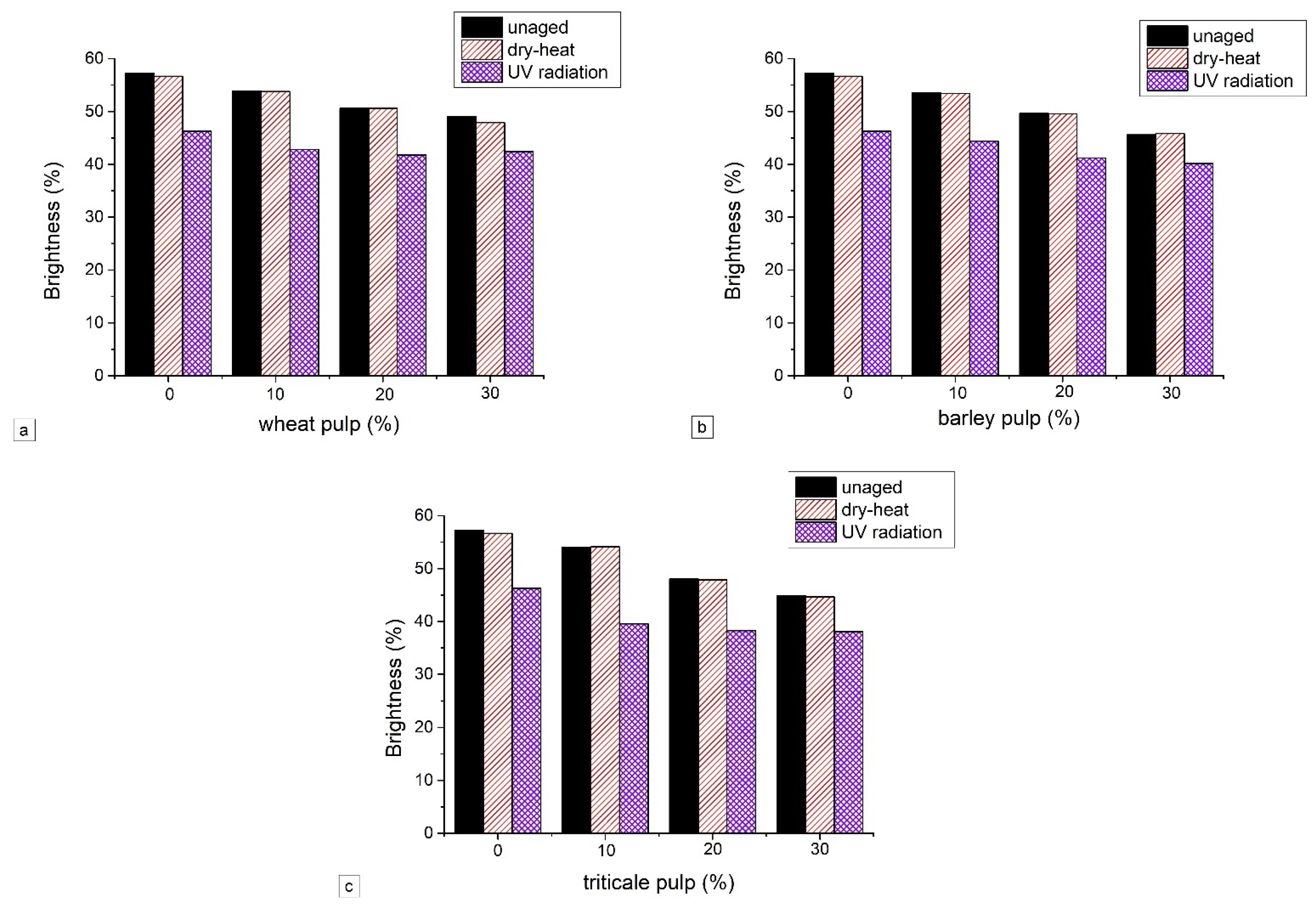
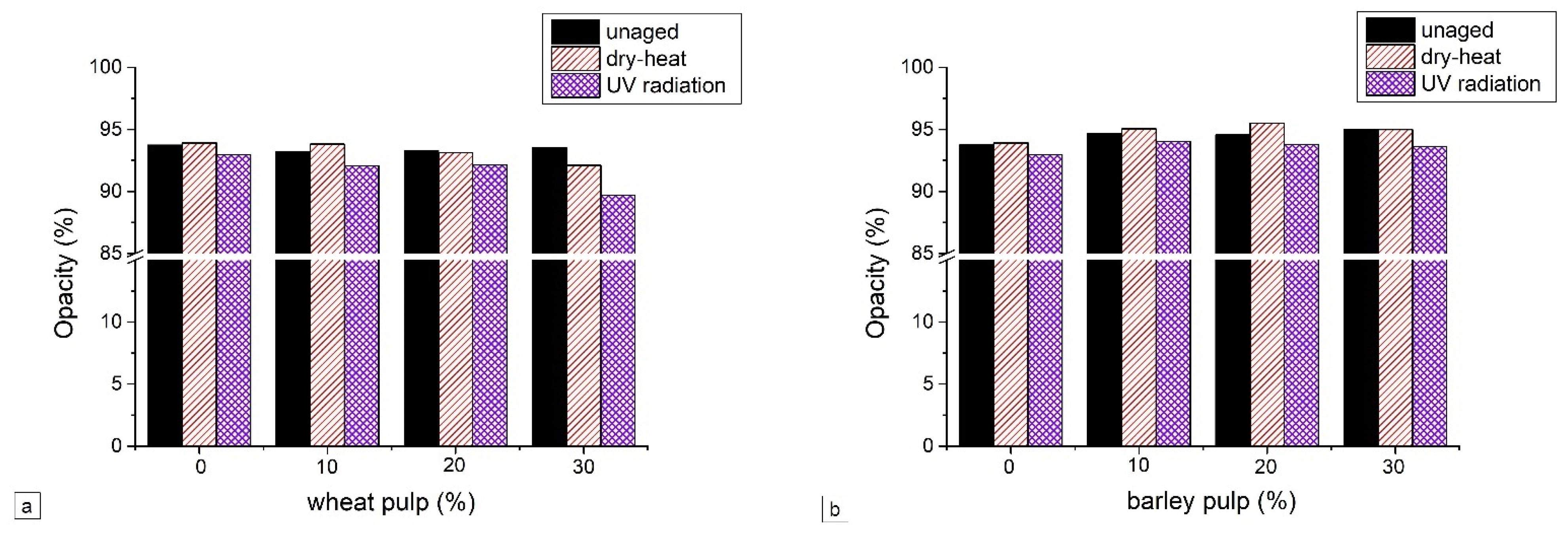
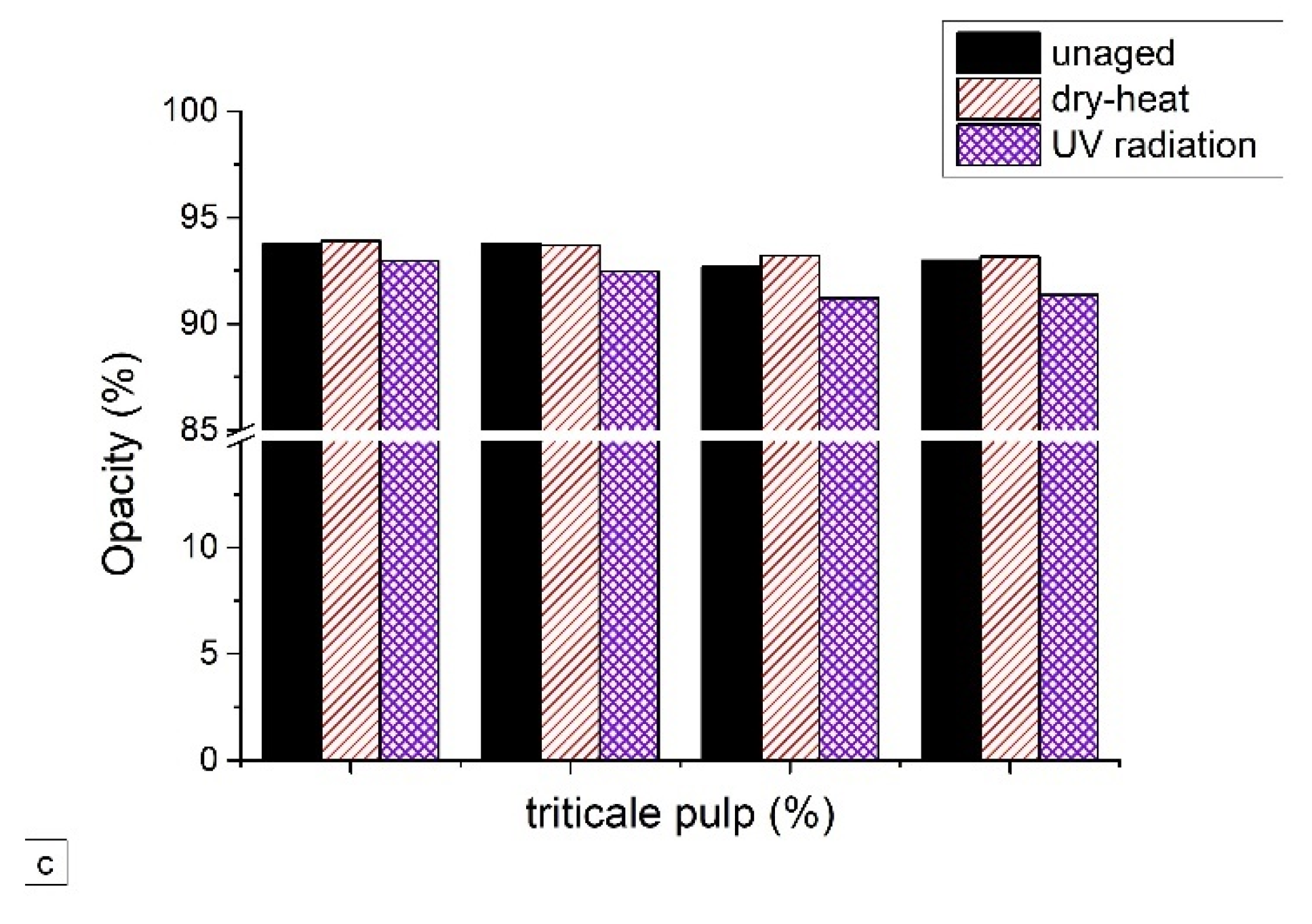
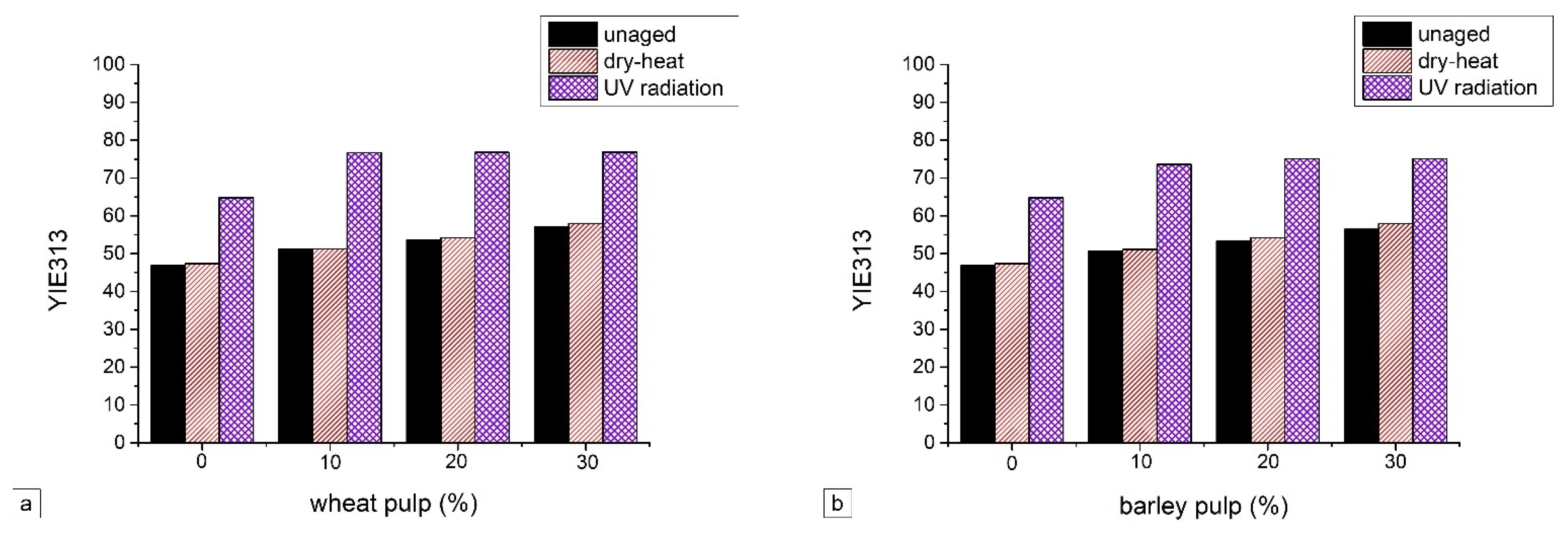
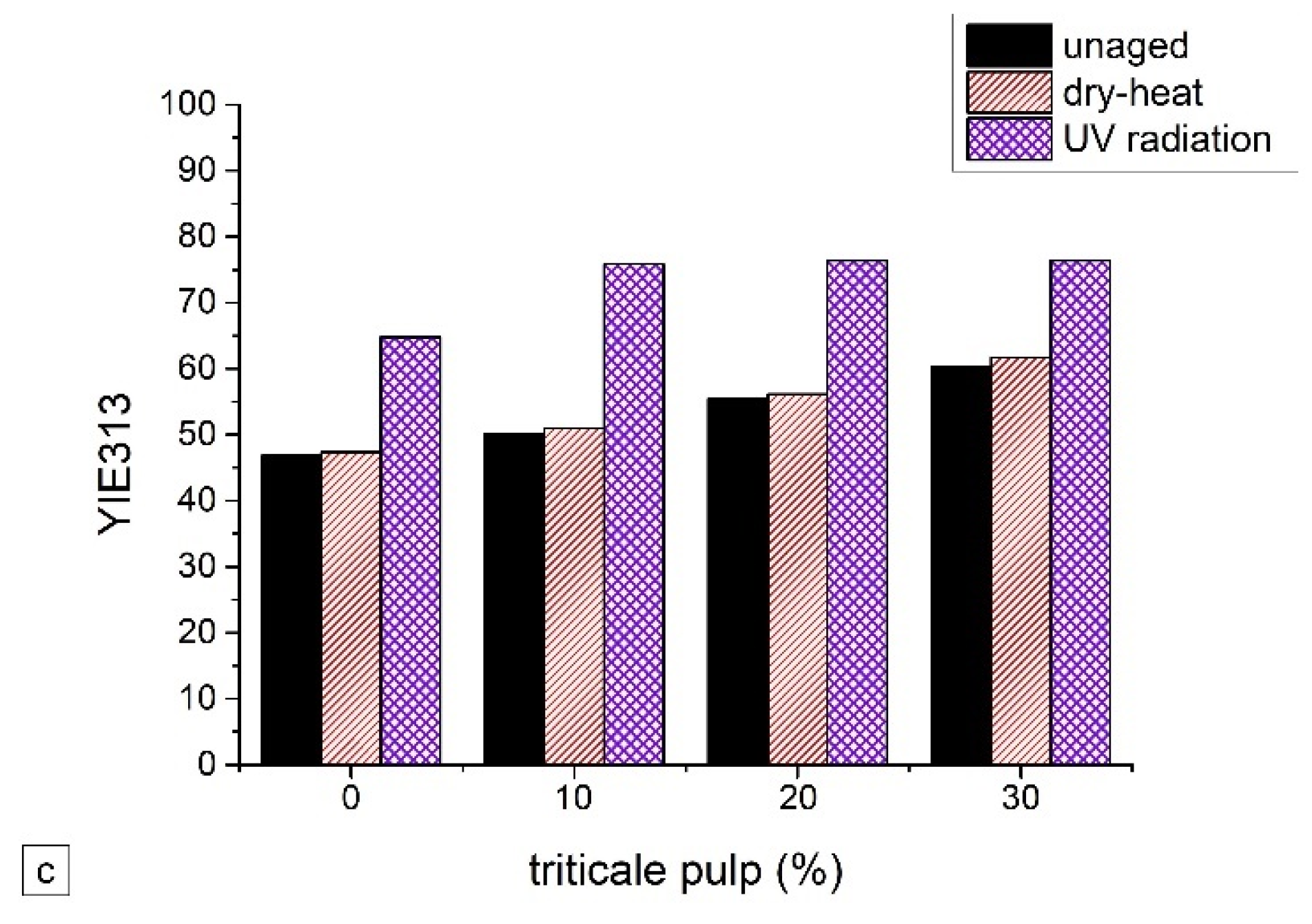
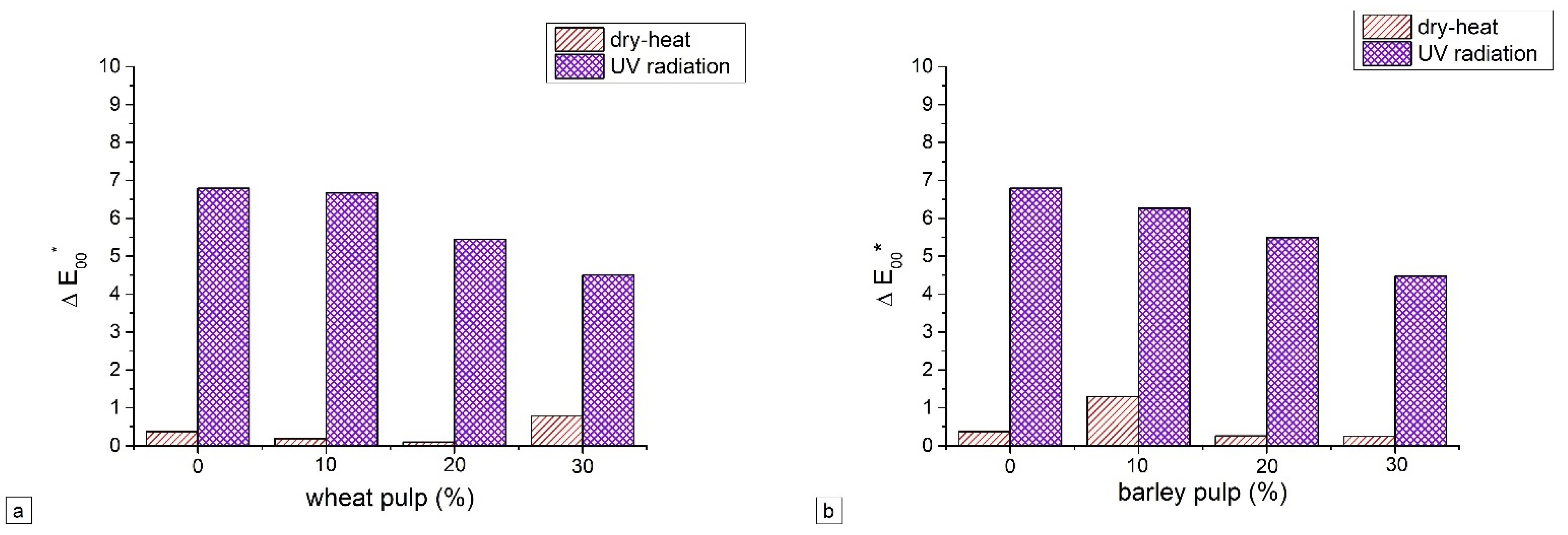
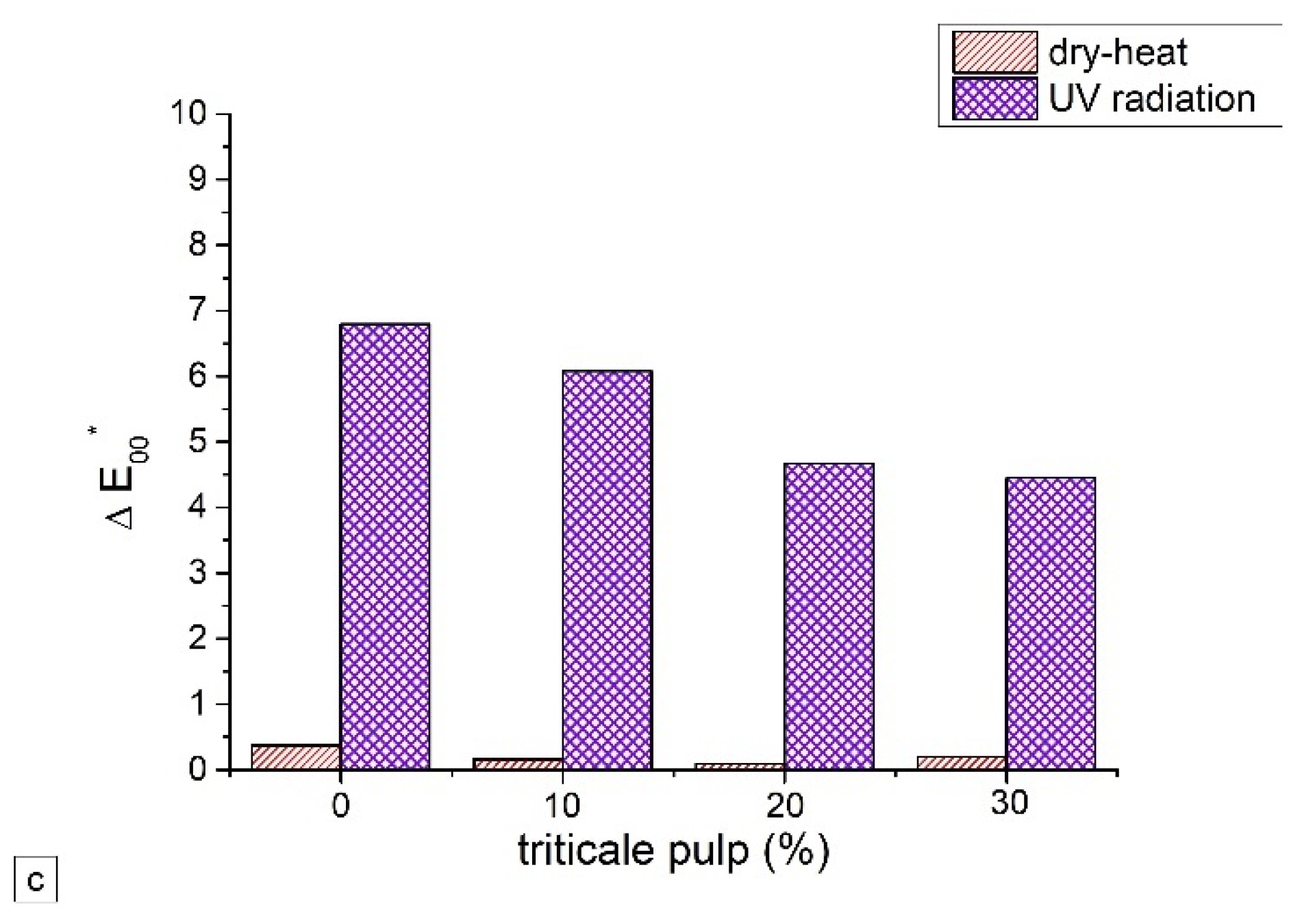
3.1. Influence of Accelerated Ageing on Optical Properties of Papers
3.2. Influence of Accelerated Ageing on Surface Properties of Papers
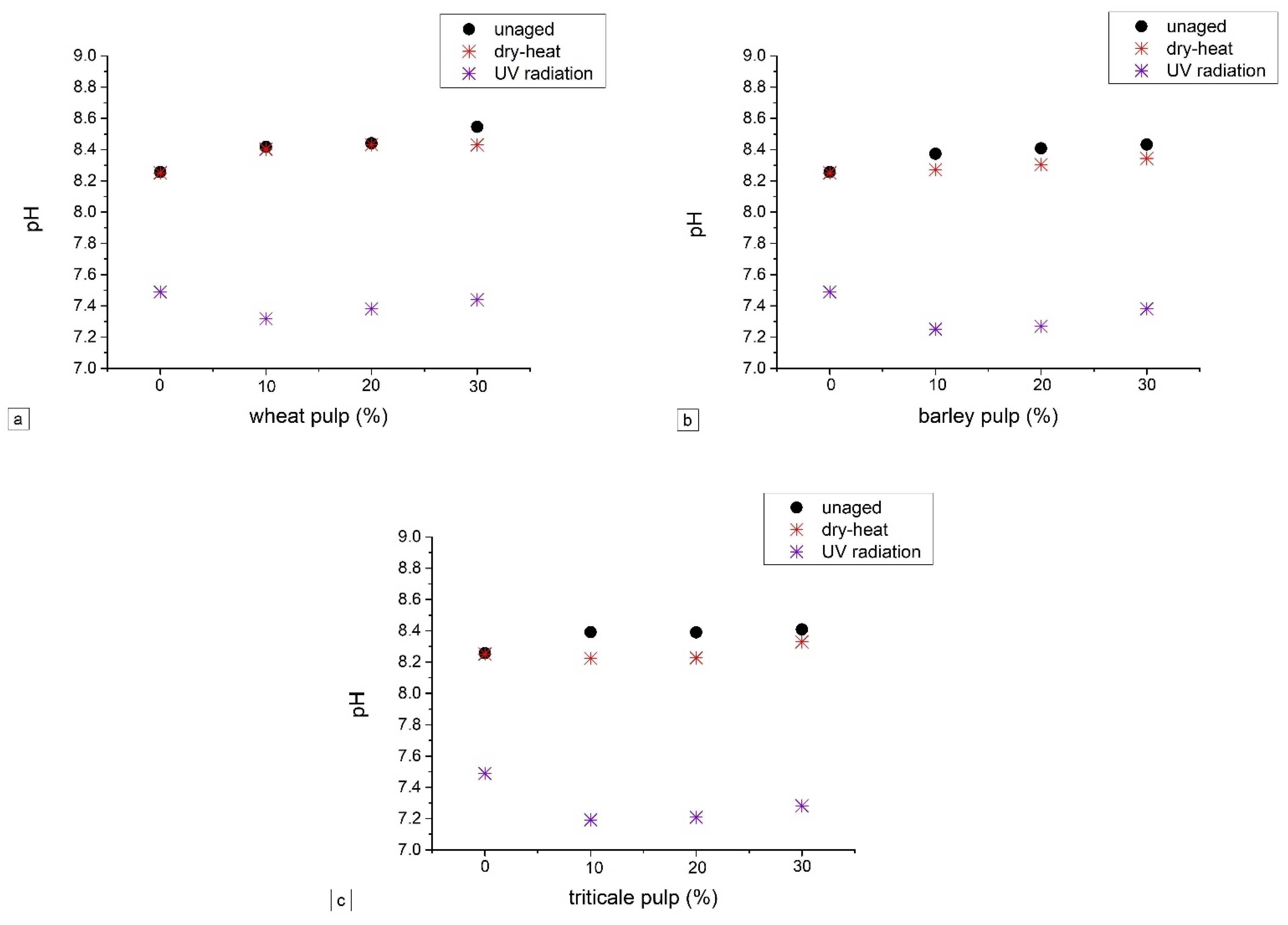
3.3. Influence of Accelerated Ageing on Chemical Properties of Papers
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Małachowska, E.; Pawcenis, D.; Dańczak, J.; Paczkowska, J.; Przybysz, K. Paper Ageing: The Effect of Paper Chemical Composition on Hydrolysis and Oxidation. Polymers 2021, 13, 1029. [Google Scholar] [CrossRef] [PubMed]
- Geffertova, J.; Geffert, A.; Deliiski, N. The Effect of Light on the Changes of White Office Paper. Key Eng. Mater. 2016, 688, 104–111. [Google Scholar] [CrossRef]
- Radkova, V.; Tsekova, P.; Ivanova, T.; Valchev, I. Effect of dry—Heat ageing on label paper quality. Bulg. Chem. Commun. 2015, 47, 51–59. [Google Scholar]
- Černič-Letnar, M.; Kropar-Vančina, V. The Effect of Accelerated Ageing on Graphic Paperboards Degradation. Restaurator 2002, 23, 118–132. [Google Scholar] [CrossRef]
- Area, M.C.; Cheradame, H. Paper aging and degradation: Recent findings and research methods. BioResources 2011, 6, 5307–5337. [Google Scholar]
- Boeva, R.; Radeva, G. Effect of bleaching procedure type on the aging resistance of chemical-mechanical pulp. J. Chem. Technol. Metall. 2016, 51, 257–262. [Google Scholar]
- Porck, H.J. Rate of Paper Degradation The Predictive Value of Artificial Aging Tests. European Commission on Preservation and Access: Amsterdam, The Netherlands, 2000; pp. 1–40. Available online: https://www.ica.org/sites/default/files/WG_2000_PAAG-rate-of-paper-degradation_EN.pdf (accessed on 20 January 2022).
- Frigione, M.; Rodríguez-Prieto, A. Can accelerated aging procedures predict the long term behavior of polymers exposed to different environments? Polymers 2021, 13, 2688. [Google Scholar] [CrossRef]
- Porck, H.J.; Teygeler, R. Chapter 2: Paper. In An Overview of Recent Developments in Research on the Conservation of Selected Analog Library and Archival Materials; European Commission on Preservation and Access: Amsterdam, The Netherlands, 2001; pp. 5–22. [Google Scholar]
- Abd El-Sayed, E.S.; El-Sakhawy, M.; El-Sakhawy, M.A.M. Non-wood fibers as raw material for pulp and paper industry. Nord. Pulp Pap. Res. J. 2020, 35, 215–230. [Google Scholar] [CrossRef]
- Plazonić, I.; Barbarić-Mikočević, Ž.; Antonović, A. Chemical Composition of Straw as an Alternative Material to Wood Raw Material in Fibre Isolation. Drvna Industrija 2016, 67, 119–125. [Google Scholar] [CrossRef]
- Plazonić, I.; Bates, I.; Vukoje, M.; Barbaric-Mikocevic, Ž. Characterisation of accelerate aged papers with non-wood barley fibres. In Proceedings of the 19th International Conference on Printing, Design and Graphic Communications Blaž Baromić, Senj, Croatia, 16–19 September 2015; pp. 37–47. [Google Scholar]
- Plazonic, I.; Bates, I.; Barbaric-Mikocevic, Z. The Effect of Straw Fibers in Printing Papers on Dot Reproduction Attributes, as Realized by UV Inkjet Technology. BioResources 2016, 11, 5033–5049. [Google Scholar] [CrossRef] [Green Version]
- Cocca, M.; D’Arienzo, L.; D’Orazio, L. Effects of Different Artificial Agings on Structure and Properties of Whatman Paper Samples. ISRN Mater. Sci. 2011, 2011, 863083. [Google Scholar] [CrossRef] [Green Version]
- Vukoje, M.; Plazonić, I.; Bates, I. Optical stability of papers with wheat fibers after accelerated ageing. In Proceedings of the International Conference of Materials, Wear, Recycling MATRIB 2015, Vela Luka, Croatia, 15–27 June 2015; 2015; pp. 362–369. [Google Scholar]
- Debeljak, M.; Gregor-Svetec, D. Optical and Color Stability of Aged Specialty Papers and Ultraviolet Cured Ink Jet Prints. J. Imaging Sci. Technol. 2010, 54, 060402. [Google Scholar] [CrossRef]
- Izdebska, J.; Żołek-Tryznowska, Z.; Ksiazek, T. Influence of artificial aging on cellulose film—The optical properties of printed and non-printed biodegradable film bases. Agro Food Ind. Hi Tech. 2012, 24, 52–57. [Google Scholar]
- Plazonić, I.; Džimbeg-Malčić, V.; Bates, I.; Žilić, G. The effect of electromagnetic radiation on the reflectance spectra of prints on hemp papers. J. Graph. Eng. Des. 2021, 12, 21–28. [Google Scholar] [CrossRef]
- Pauler, N. Paper Optics; AB Lorentzen & Wettre: Kista, Sweden, 2012. [Google Scholar]
- Kipphan, H. Handbook of Print Media; Springer: Berlin/Heidelberg, Germany, 2001. [Google Scholar]
- Karlovits, M.; Gregor-Svetec, D. Comparison of Durability between Uv Inkjet and Conventional Offset Prints Exposed to Accelerated Ageing. J. Graph. Eng. Des. 2011, 2, 10–15. [Google Scholar]
- Luo, M.R.; Cui, G.; Rigg, B. The development of the CIE 2000 colour-difference formula: CIEDE2000. Color Res. Appl. 2001, 26, 340–350. [Google Scholar] [CrossRef]
- Alam, A.; Thim, J.; O’Nils, M.; Manuilskiy, A.; Lindgren, J.; Lidén, J. Online surface characterization of paper and paperboards in a wide-range of the spatial wavelength spectrum. Appl. Surf. Sci. 2012, 258, 7928–7935. [Google Scholar] [CrossRef]
- Alam, A.; Manuilskiy, A.; Thim, J.; O’Nils, M.; Lindgren, J.; Lidén, J. Online surface roughness characterization of paper and paperboard using a line of light triangulation technique. Nord. Pulp Pap. Res. J. 2012, 27, 662–670. [Google Scholar] [CrossRef] [Green Version]
- Strlič, M.; Kolar, J. (Eds.) Ageing and Stabilisation of Paper; National and University Library: Ljubljana, Slovenia, 2005. [Google Scholar]
- Malešič, J.; Kolar, J.; Strlič, M.; Kočar, D.; Fromageot, D.; Lemaire, J.; Haillant, O. Photo-induced degradation of cellulose. Polym. Degrad. Stab. 2005, 89, 64–69. [Google Scholar] [CrossRef]
- Zervos, S.; Deprez, T.; Lejeune, A. (Eds.) Cellulose: Structure and Properties, Derivatives and Industrial Uses; Nova Publishing: New York, NY, USA, 2010; pp. 155–203. [Google Scholar]
- Geffertová, J.; Geffert, A.; Výbohová, E. Effect of the thermal ageing on selected characteristics of recycled office paper. Acta Fac. Xylologiae 2017, 59, 59–73. [Google Scholar] [CrossRef]
- Auhorn, W.J.; Holik, H. (Eds.) Handbook of Paper and Board; Wiley-VCH: Weinheim, Germany, 2006; pp. 62–149. [Google Scholar]
- Vukoje, M.; Itrić Ivanda, K.; Kulčar, R.; Marošević Dolovski, A. Spectroscopic Stability Studies of Pressure Sensitive Labels Facestock Made from Recycled Post-Consumer Waste and Agro-Industrial By-Products. Forests 2021, 12, 1703. [Google Scholar] [CrossRef]
- Cabalova, I.; Kacik, F.; Geffert, A.; Kacikov, D.; Broniewicz, E. (Eds.) Environmental Management in Practice; InTech Open: London, UK, 2011; pp. 329–350. [Google Scholar]
- Blechschmidt, J.; Heinemann, S.; Holik, H. (Eds.) Handbook of Paper and Board; Wiley-VCH: Weinheim, Germany, 2013; pp. 33–104. [Google Scholar]
- Evans, J.; Youngquist, J.A. Encyclopedia of Forest Sciences; Elsevier Ltd.: Oxford, UK, 2004; pp. 477–619. [Google Scholar]
- Boeva, R.; Radeva, G.; Hinkov, P.; Hinkov, E. Thermal ageing of different kinds of fiber materials: A kinetic study. J. Univ. Chem. Technol. Metall. 2012, 47, 37–42. [Google Scholar]
- Zjakić, I. Upravljanje Kvalitetom Ofsetnog Tiska; Hrvatska Sveučilišna Naklada: Zagreb, Croatia, 2007. [Google Scholar]
- Małachowska, E.; Dubowik, M.; Boruszewski, P.; Przybysz, P. Accelerated ageing of paper: Effect of lignin content and humidity on tensile properties. Herit. Sci. 2021, 9, 132. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Crop Straw | Method | Conditions |
|---|---|---|
| Wheat | Soda pulping | Temperature and time: 120 °C, 60 min |
| Barley | Alkali level: 16% | |
| Triticale | Liquid to biomass ratio: 10:1 |
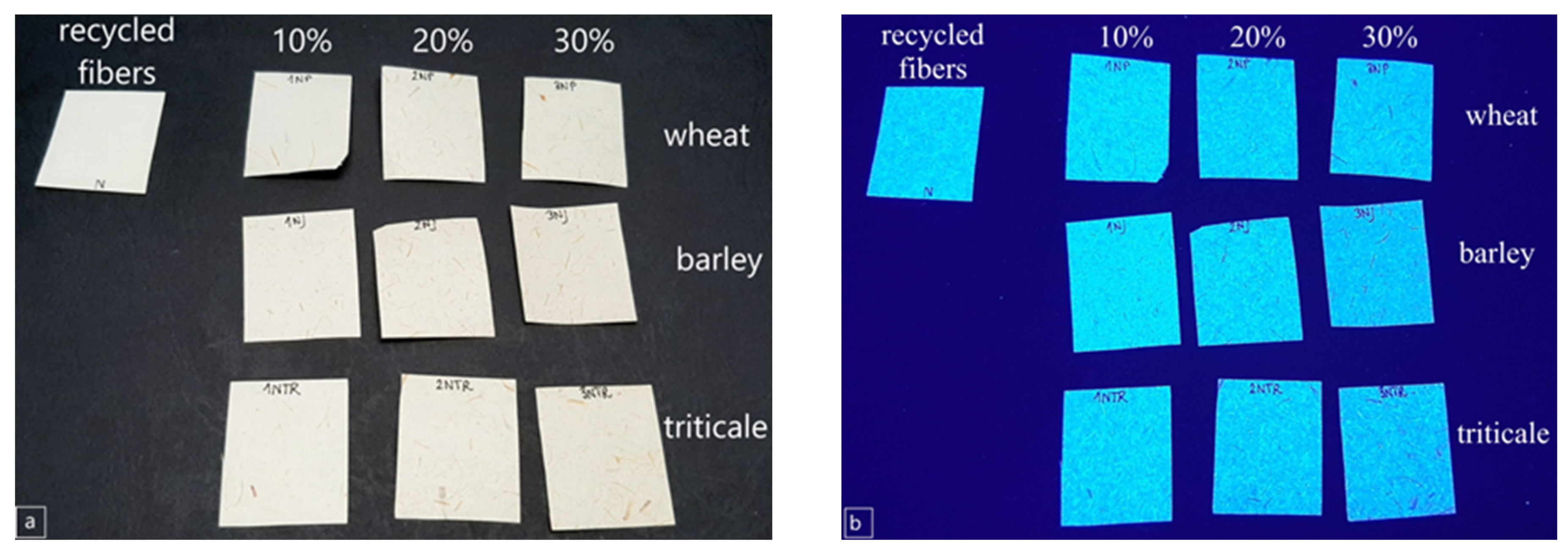
| Straw Pulp | Wheat | Barley | Triticale | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 10% | 20% | 30% | 10% | 20% | 30% | 10% | 20% | 30% | |
| Photography |  |  |  |  |  |  |  |  |  |
| Straw-Containing Paper | Unaged | |||
|---|---|---|---|---|
| Ra, μm | ||||
| Straw pulp | Min | Max | Average | |
| 0% | 3.62 | 4.64 | 4.15 ± 0.34 | |
| Wheat | 10% | 3.59 | 4.75 | 4.13 ± 0.43 |
| 20% | 3.82 | 4.63 | 4.24 ± 0.34 | |
| 30% | 4.02 | 5.64 | 4.59 ± 0.51 | |
| Barley | 10% | 3.53 | 4.74 | 4.06 ± 0.36 |
| 20% | 3.65 | 4.58 | 4.26 ± 0.35 | |
| 30% | 3.72 | 4.92 | 4.22 ± 0.41 | |
| Triticale | 10% | 3.59 | 5.26 | 4.25 ± 0.56 |
| 20% | 4.08 | 5.06 | 4.37 ± 0.34 | |
| 30% | 3.94 | 4.96 | 4.40 ± 0.39 | |
| Straw-Containing Paper | Aged by Dry-Heat | |||
|---|---|---|---|---|
| Ra, μm | ||||
| Straw pulp | Min | Max | Average | |
| 0% | 3.02 | 3.22 | 3.12 ± 0.14 | |
| Wheat | 10% | 3.60 | 3.92 | 3.71 ± 0.18 |
| 20% | 3.65 | 4.36 | 4.01 ± 0.31 | |
| 30% | 3.35 | 4.27 | 3.76 ± 0.33 | |
| Barley | 10% | 3.08 | 4.31 | 3.86 ± 0.48 |
| 20% | 3.74 | 4.77 | 4.15 ± 0.42 | |
| 30% | 3.99 | 4.45 | 4.23 ± 0.23 | |
| Triticale | 10% | 3.38 | 4.34 | 3.77 ± 0.42 |
| 20% | 3.71 | 4.61 | 4.03 ± 0.36 | |
| 30% | 4.04 | 4.42 | 4.22 ± 0.20 | |
| Straw-Containing Paper | Aged by a UV Light | |||
|---|---|---|---|---|
| Ra, μm | ||||
| Straw pulp | Min | Max | Average | |
| 0% | 3.03 | 3.36 | 3.14 ± 0.13 | |
| Wheat | 10% | 3.03 | 5.02 | 3.90 ± 0.68 |
| 20% | 3.76 | 4.40 | 4.11 ± 0.27 | |
| 30% | 3.74 | 3.96 | 3.86 ± 0.11 | |
| Barley | 10% | 3.26 | 4.92 | 4.33 ± 0.53 |
| 20% | 3.84 | 4.80 | 4.46 ± 0.35 | |
| 30% | 4.08 | 5.03 | 4.55 ± 0.37 | |
| Triticale | 10% | 3.63 | 5.20 | 4.30 ± 0.39 |
| 20% | 3.82 | 5.07 | 4.40 ± 0.42 | |
| 30% | 3.83 | 5.00 | 4.43 ± 0.53 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Plazonić, I.; Bates, I.; Vukoje, M. Changes in Straw-Containing Laboratory Papers Caused by Accelerated Ageing. Heritage 2022, 5, 1836-1851. https://doi.org/10.3390/heritage5030095
Plazonić I, Bates I, Vukoje M. Changes in Straw-Containing Laboratory Papers Caused by Accelerated Ageing. Heritage. 2022; 5(3):1836-1851. https://doi.org/10.3390/heritage5030095
Chicago/Turabian StylePlazonić, Ivana, Irena Bates, and Marina Vukoje. 2022. "Changes in Straw-Containing Laboratory Papers Caused by Accelerated Ageing" Heritage 5, no. 3: 1836-1851. https://doi.org/10.3390/heritage5030095