
Evaluation of Joint Strength for CFRPs and Aluminum Alloys by Friction Stir Spot Welding Using Multi-Stage Heating

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Friction Stir Spot Welding
2.3. Observation of Temperature Distribution
2.4. Evaluation of Mechanical Properties of Joints
3. Results and Discussion
3.1. Results of Temperature Distribution Observation during Welding
3.2. Tensile Shear Test
3.3. Fatigue Test
4. Conclusions
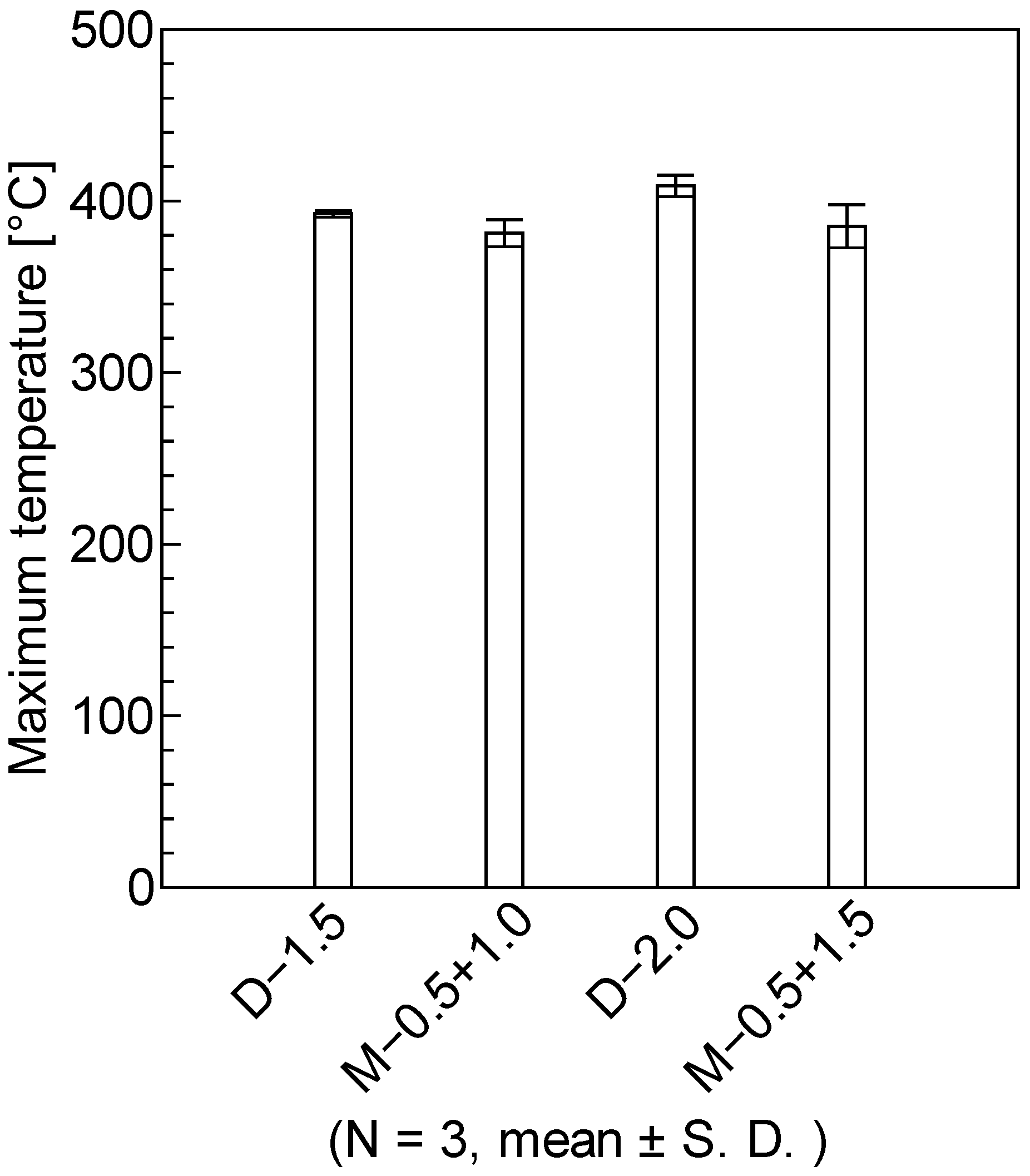
- Compared to continuous heating, multi-stage heating can suppress excessive heating under the tool and reduce the temperature difference between the center and surrounding area, thereby moderating the temperature gradient formed during FSSW. For multi-stage heating, the pyrolysis area and maximum temperature were reduced by up to 37% and 6%, respectively, compared to continuous heating. Differences in temperature properties were caused by heat diffusion during the non-heating time and decreased frictional heat in the second stage.
- The welded area for multi-stage heating joints increased by 27% compared to that for continuous heating joints. This difference is attributed to heat diffusion to the surrounding area during the non-heating time.
- The use of multi-stage heating resulted in 210% longer fatigue life and up to 5% improvement in the tensile shear strength. The application of multi-stage heating increased tensile shear strength by suppressing void formation within the PA12 resin layer. Furthermore, the suppression of epoxy resin decomposition changed the crack propagation behavior and extended the fatigue life.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Czerwinski, F. Current Trends in Automotive Lightweighting Strategies and Materials. Materials 2021, 14, 6631. [Google Scholar] [CrossRef] [PubMed]
- Wan, Y.; Takahashi, J. Development of Carbon Fiber-Reinforced Thermoplastics for Mass-Produced Automotive Applications in Japan. J. Compos. Sci. 2021, 5, 86. [Google Scholar] [CrossRef]
- Nagatsuka, K.; Xiao, B.; Wu, L.; Nakata, K.; Saeki, S.; Kitamoto, Y.; Iwamoto, Y. Dissimilar Materials Joining of Metal/carbon Fibre Reinforced Plastic by Resistance Spot Welding. Weld. Int. 2018, 32, 505–512. [Google Scholar] [CrossRef]
- Balle, F.; Wagner, G.; Eifler, D. Ultrasonic Metal Welding of Aluminium Sheets to Carbon Fibre Reinforced Thermoplastic Composites. Adv. Eng. Mater. 2009, 11, 35–39. [Google Scholar] [CrossRef]
- Yang, Y.; Liu, Z.; Wang, Y.; Li, Y. Numerical Study of Contact Behavior and Temperature Characterization in Ultrasonic Welding of CF/PA66. Polymers 2022, 14, 683. [Google Scholar] [CrossRef] [PubMed]
- Xia, H.; Ma, Y.; Chen, C.; Su, J.; Zhang, C.; Tan, C.; Li, L.; Geng, P.; Ma, N. Influence of Laser Welding Power on steel/CFRP Lap Joint Fracture Behaviors. Compos. Struct. 2022, 285, 115247. [Google Scholar] [CrossRef]
- Han, S.; Guang, X.; Li, Z.; Li, Y. Joining Processes of CFRP-Al Sheets in Automobile Lightweighting Technologies: A Review. Polym. Compos. 2022, 43, 8622–8633. [Google Scholar] [CrossRef]
- Mourad, A.H.I.; Harib, K.; El Domiaty, A. Fracture Behavior of Friction Stir Spot Welded Joint. ASME Press. Vessel. Pip. Div. 2010, 49255, 205–215. [Google Scholar] [CrossRef]
- RMishra, S.; Ma, Z.Y. Friction Stir Welding and Processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Goushegir, S.M.; Scharnagl, N.; Santos, J.F.D.; Amancio-Filho, S.T. Durability of Metal-Composite Friction Spot Joints under Environmental Conditions. Materials 2020, 13, 1144. [Google Scholar] [CrossRef] [PubMed]
- Ogawa, Y.; Akebono, H.; Tanaka, K.; Sugeta, A. Effect of Welding Time on Fatigue Properties of Friction Stir Spot Welds of Al to Carbon Fibre-Reinforced Plastic. Sci. Technol. Weld. Join. 2019, 24, 235–242. [Google Scholar] [CrossRef]
- Geng, P.; Ma, N.; Ma, H.; Ma, Y.; Murakami, K.; Liu, H.; Aoki, Y.; Fujii, H. Flat Friction Spot Joining of Aluminum Alloy to Carbon Fiber Reinforced Polymer Sheets: Experiment and Simulation. J. Mater. Sci. Technol. 2022, 107, 266–289. [Google Scholar] [CrossRef]
- Goushegir, S.M.; Santos, J.F.D.; Amancio-Filho, S.T. Influence of Process Parameters on Mechanical Performance and Bonding Area of AA2024/carbon-Fiber-Reinforced Poly (phenylene Sulfide) Friction Spot Single Lap Joints. Mater. Des. 2015, 83, 431–442. [Google Scholar] [CrossRef]
- Tanaka, K.; Teramura, T.; Katayama, T.; Nishiguchi, K. Friction Stir Spot Welding of CFRP and Aluminum Alloy with Themoplastic Adhesive. In WIT Transactions on the Built Environment; WIT Press: Southampton, UK, 2016; Volume 166, pp. 391–401. ISBN 9781784661434. [Google Scholar]
- Tanaka, K.; Niwa, K.; Katayama, T.; Nishiguchi, K. Friction stir spot welding for CFRP/Al with polyamide resin. J. Soc. Mater. Sci. 2020, 69, 379–385. [Google Scholar] [CrossRef]
- Tanaka, K.; Kawakami, M.; Nishiguchi, K. Friction Stir Spot Welding for CFRP/Al Using Laminated Composites with an Outermost Layer of Thermoplastic Resin. J. Soc. Mater. Sci. 2022, 71, 453–460. [Google Scholar] [CrossRef]
- Japanese Industrial Standard(JIS) Z 3140:2017; Method of Inspection and Acceptance Levels for Resistance Spot Welds. Japanese Industrial Standards Committee: Tokyo, Japan, 2017.
- Schieler, O.; Beier, U. Induction Welding of Hybrid Thermoplastic-Thermoset Composite Parts. Appl. Sci. Eng. Prog. 2016, 9, 27–36. [Google Scholar] [CrossRef]
- Cai, B.P.; Liu, Y.H.; Ren, C.K.; Liu, Z.K.; Tian, X.J.; Abulimiti, A.B.B. Experimental Study of Galvanic Corrosion Behaviour of Carbon Fibre Composite Coupled to Aluminium in Artificial Seawater. Corros. Eng. Sci. Technol. 2012, 47, 289–296. [Google Scholar] [CrossRef]
- Zou, P.; Zhang, H.; Lei, M.; Cheng, D.; Huang, S.; Yang, F. Interfacial Microstructure and Formation of Direct Laser Welded CFRP/Ti-6Al-4V Joint. Metals 2021, 11, 1398. [Google Scholar] [CrossRef]
- Villegas, I.F.; Rubio, P.V. On Avoiding Thermal Degradation during Welding of High-Performance Thermoplastic Composites to Thermoset Composites. Compos. Part A Appl. Sci. Manuf. 2015, 77, 172–180. [Google Scholar] [CrossRef]
- Choi, J.-W.; Morisada, Y.; Liu, H.; Ushioda, K.; Fujii, H.; Nagatsuka, K.; Nakata, K. Dissimilar Friction Stir Welding of Pure Ti and Carbon Fibre Reinforced Plastic. Sci. Technol. Weld. Join. 2020, 25, 600–608. [Google Scholar] [CrossRef]





















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tanaka, K.; Aiba, Y. Evaluation of Joint Strength for CFRPs and Aluminum Alloys by Friction Stir Spot Welding Using Multi-Stage Heating. J. Compos. Sci. 2024, 8, 110. https://doi.org/10.3390/jcs8030110
Tanaka K, Aiba Y. Evaluation of Joint Strength for CFRPs and Aluminum Alloys by Friction Stir Spot Welding Using Multi-Stage Heating. Journal of Composites Science. 2024; 8(3):110. https://doi.org/10.3390/jcs8030110
Chicago/Turabian StyleTanaka, Kazuto, and Yusuke Aiba. 2024. "Evaluation of Joint Strength for CFRPs and Aluminum Alloys by Friction Stir Spot Welding Using Multi-Stage Heating" Journal of Composites Science 8, no. 3: 110. https://doi.org/10.3390/jcs8030110