
Mechanical and Thermal Properties of Multilayer-Coated 3D-Printed Carbon Fiber Reinforced Nylon Composites

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.2.1. Preparation of the Base Material
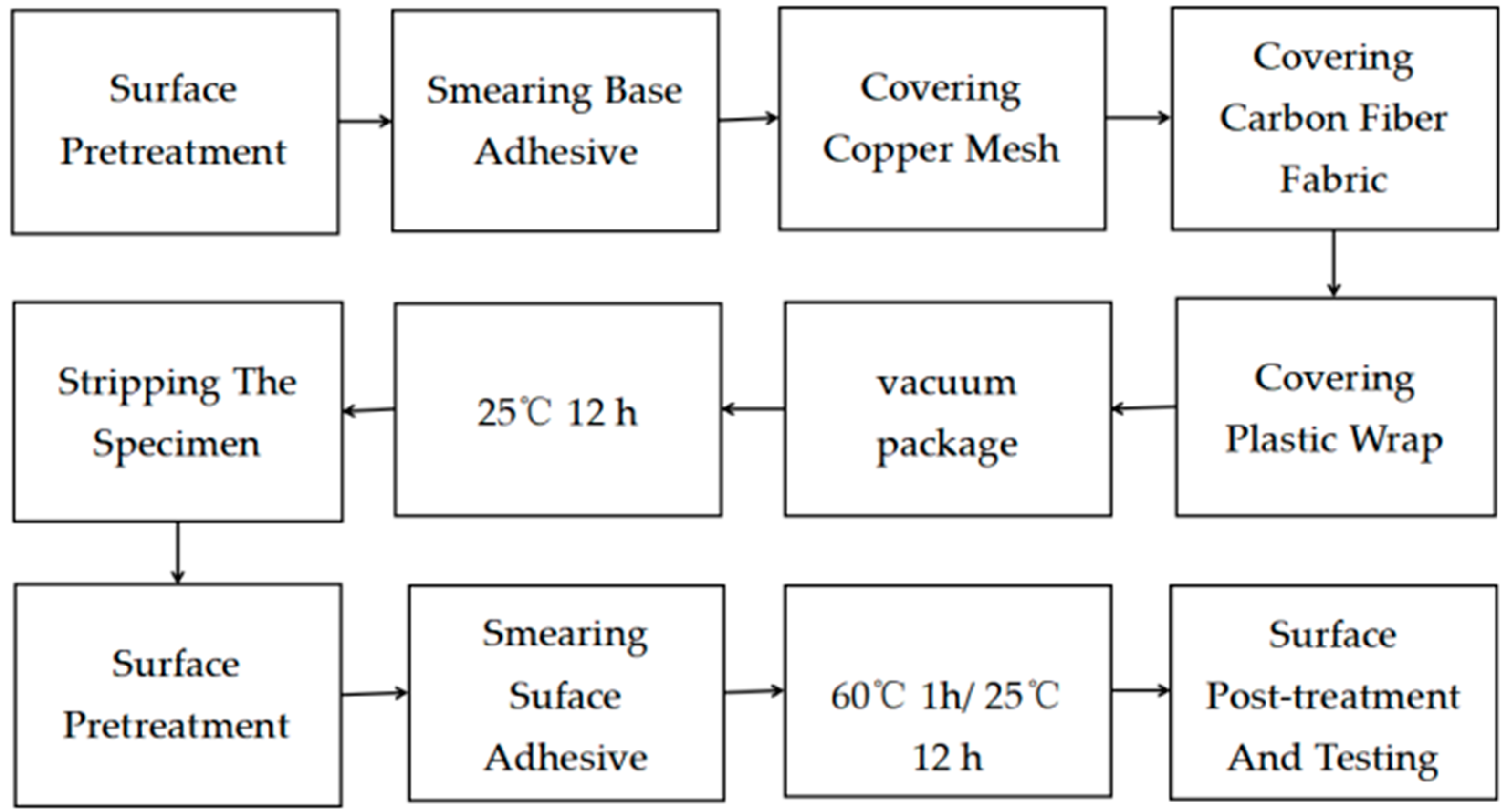
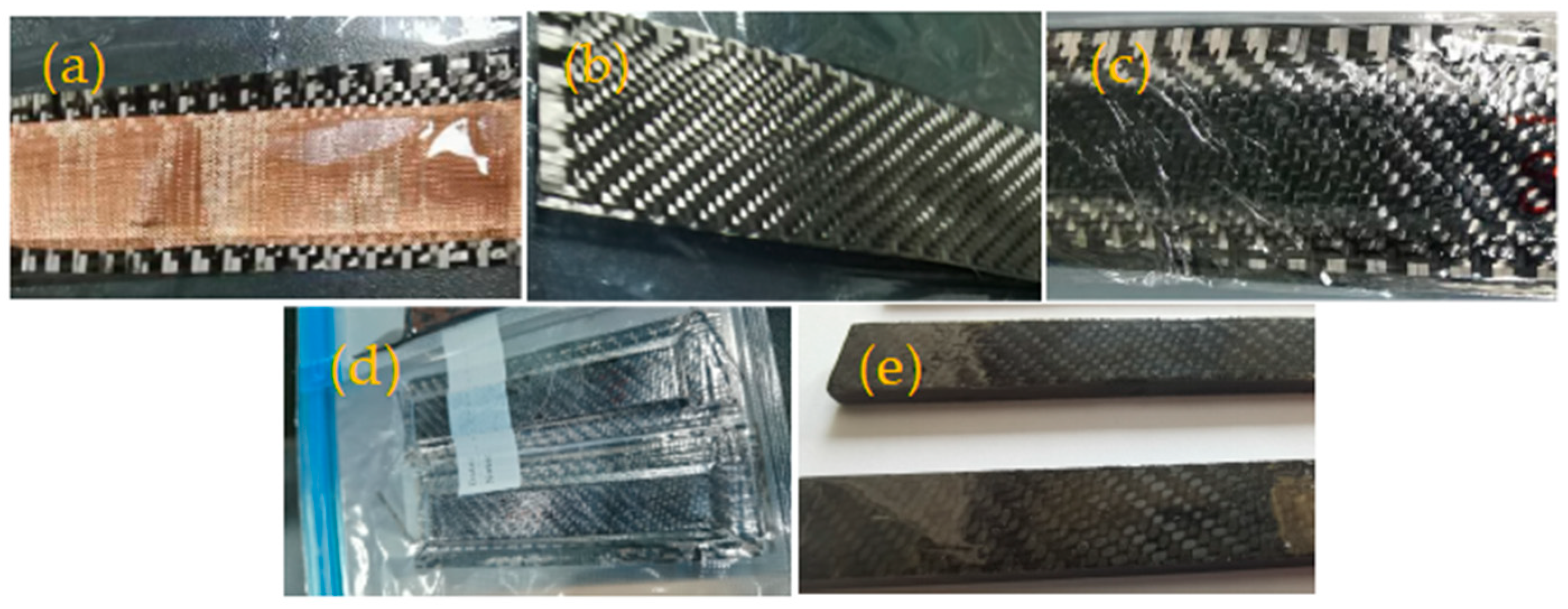
2.2.2. Coating Sample Preparation
2.3. Sample Characterization
3. Results and Discussion
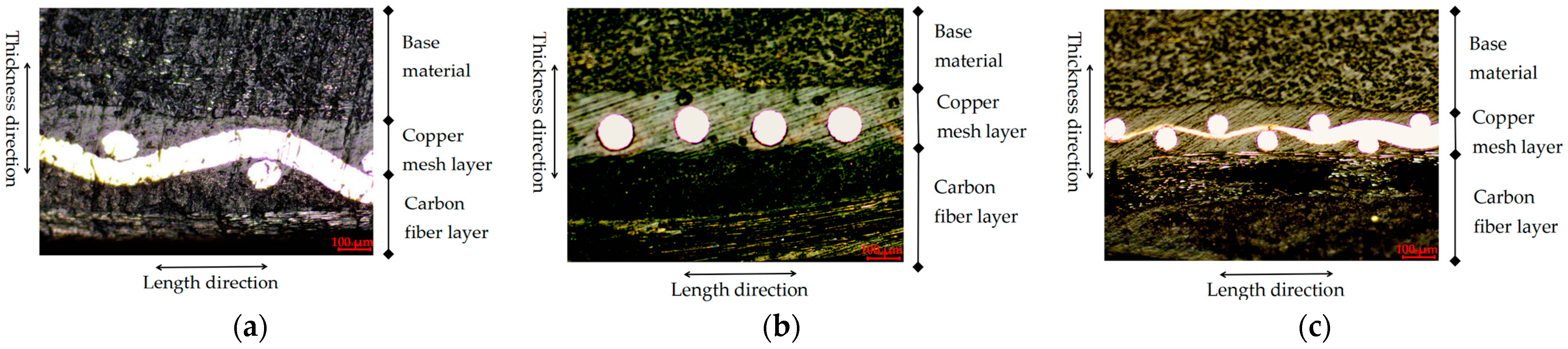
3.1. Microstructure Analysis
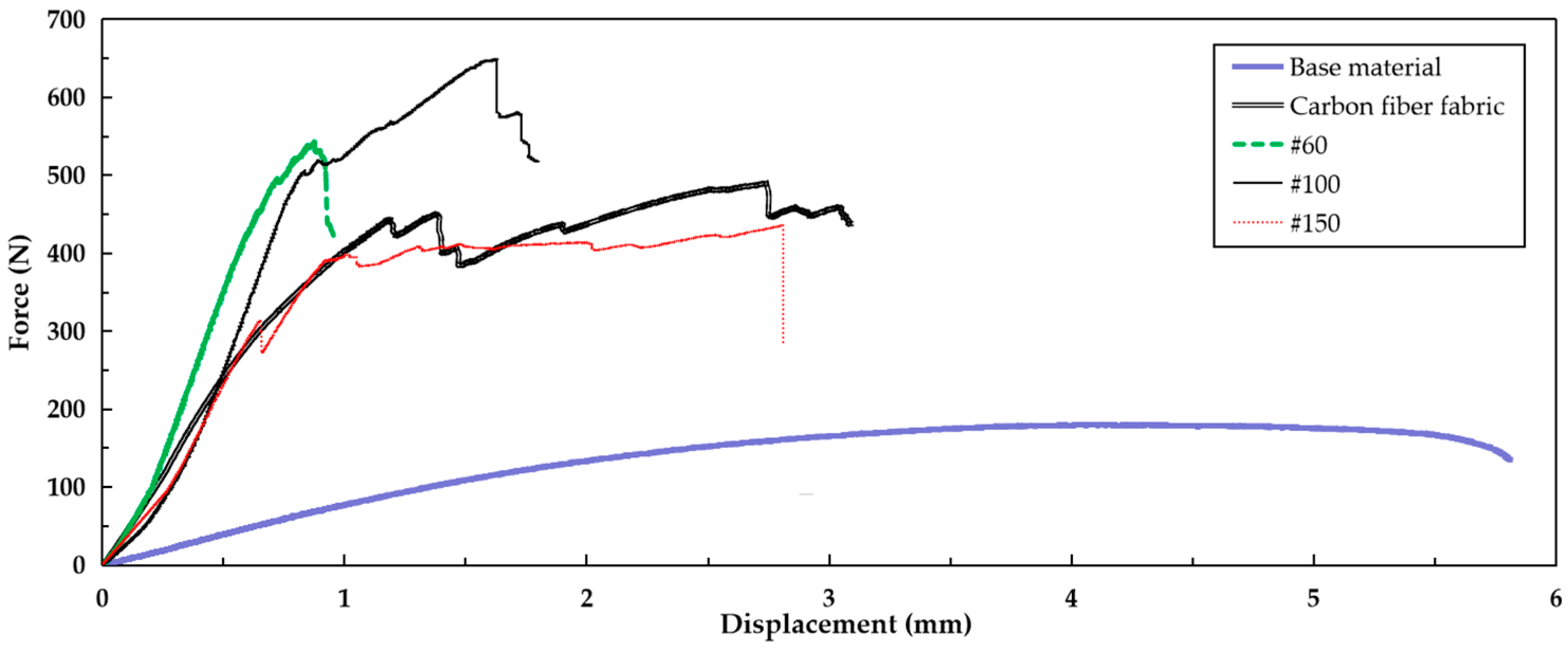
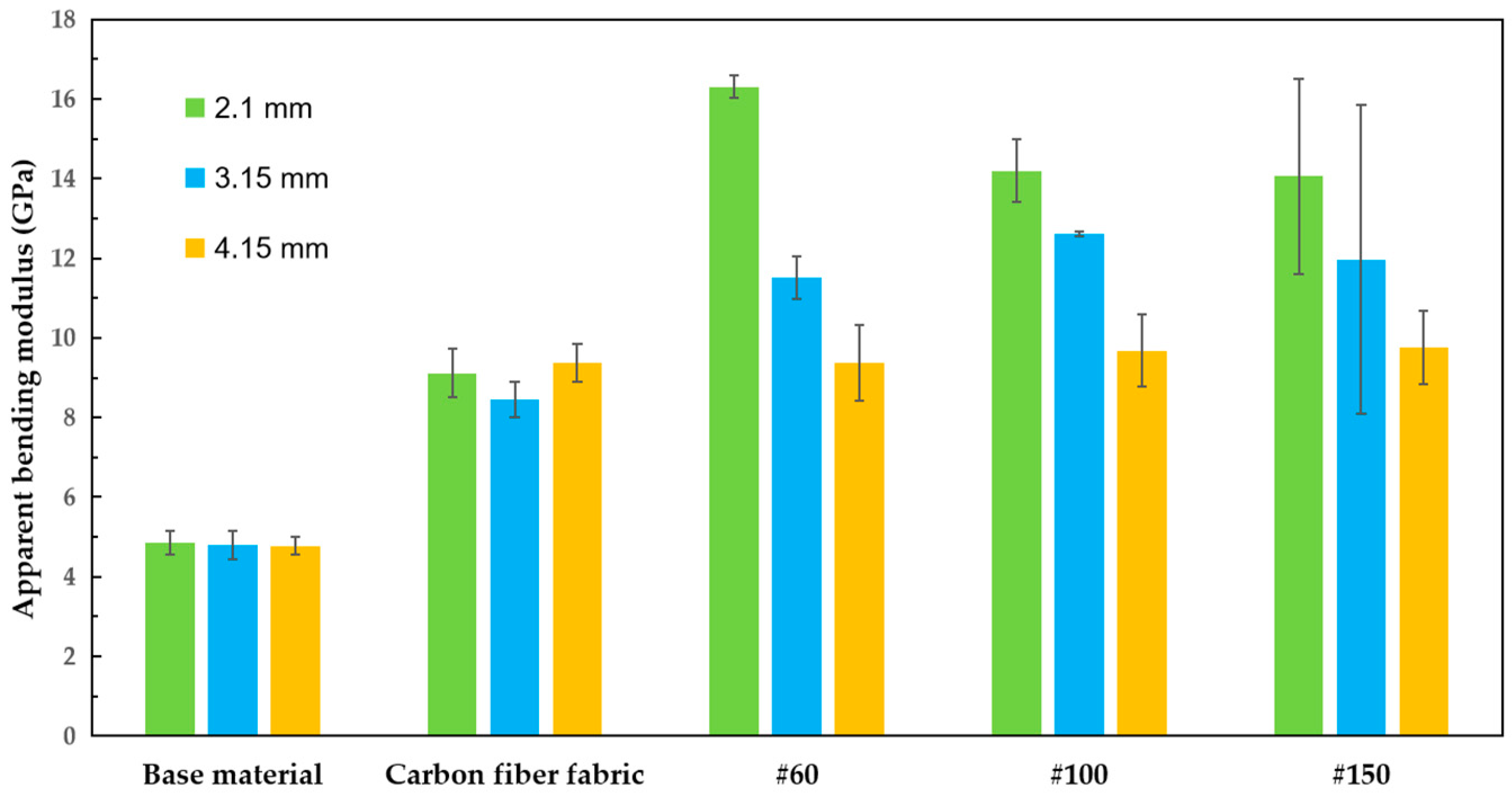
3.2. Bending Properties
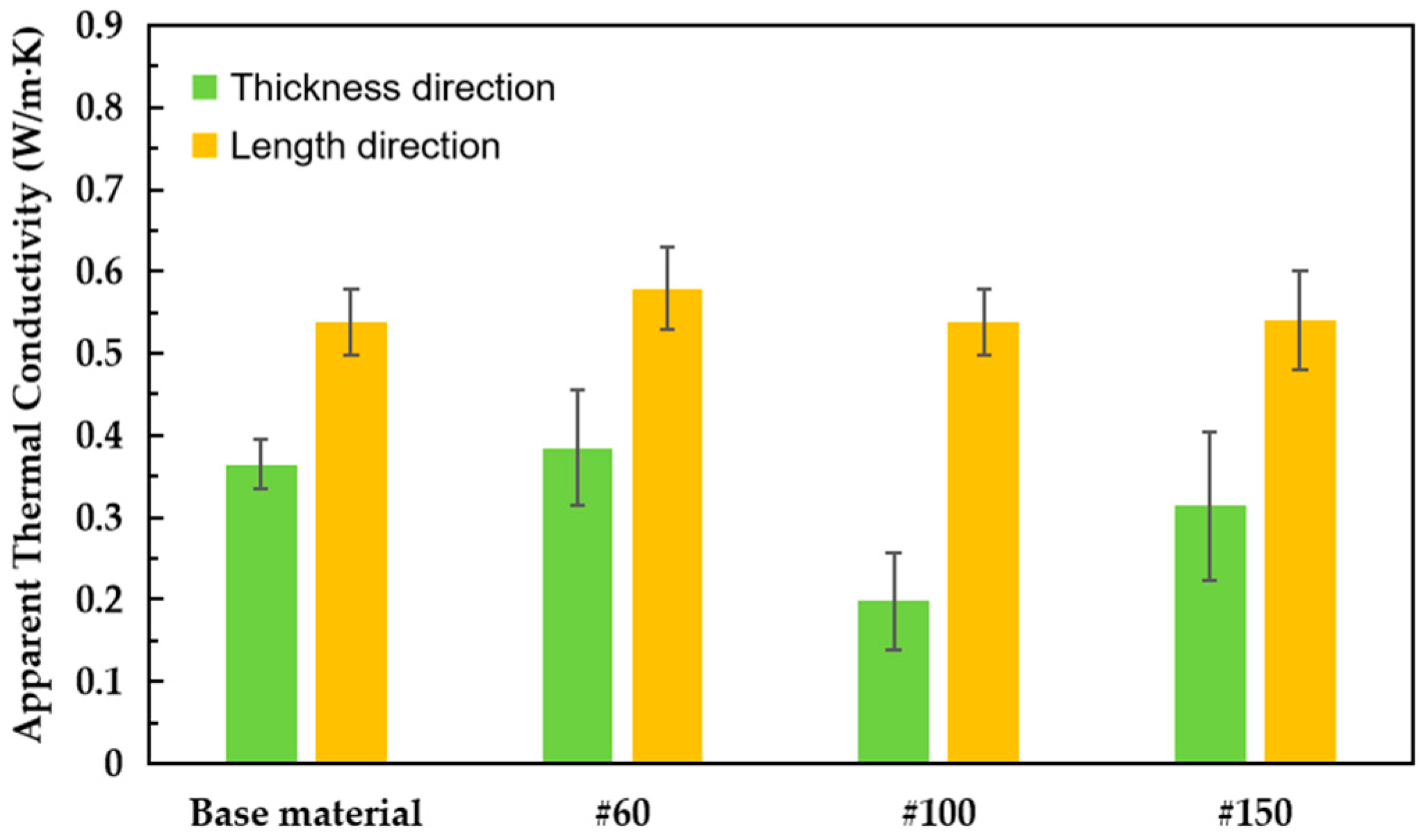
3.3. Thermal Conductivity
4. Numerical Model
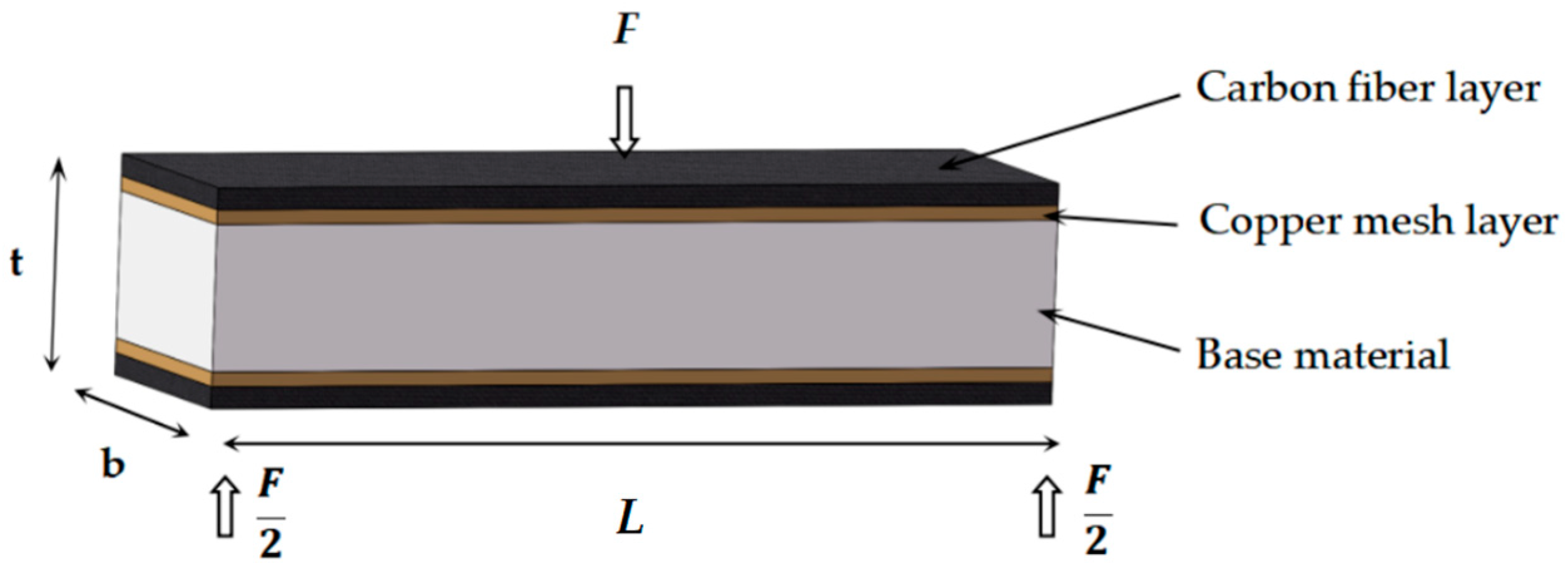
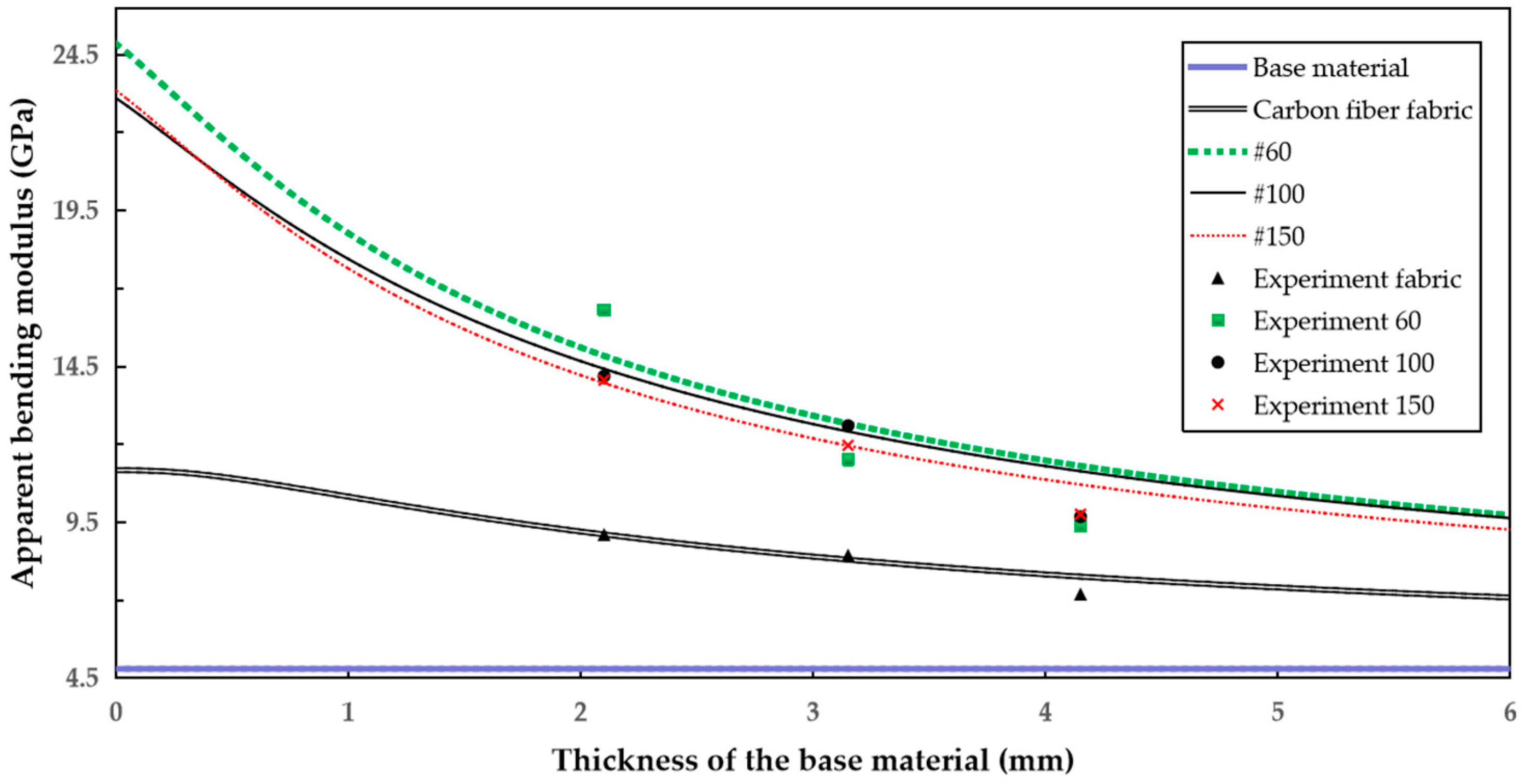
4.1. Calculation of Bending Properties
4.2. Calculation of Thermal Conductivity
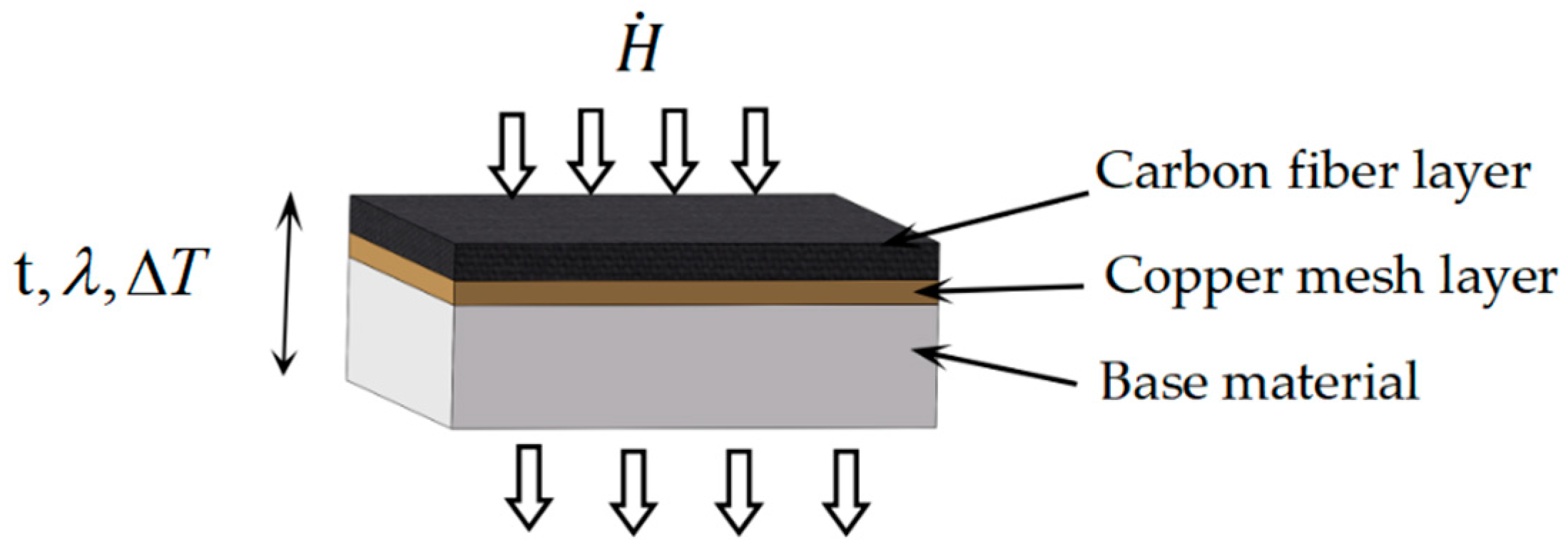
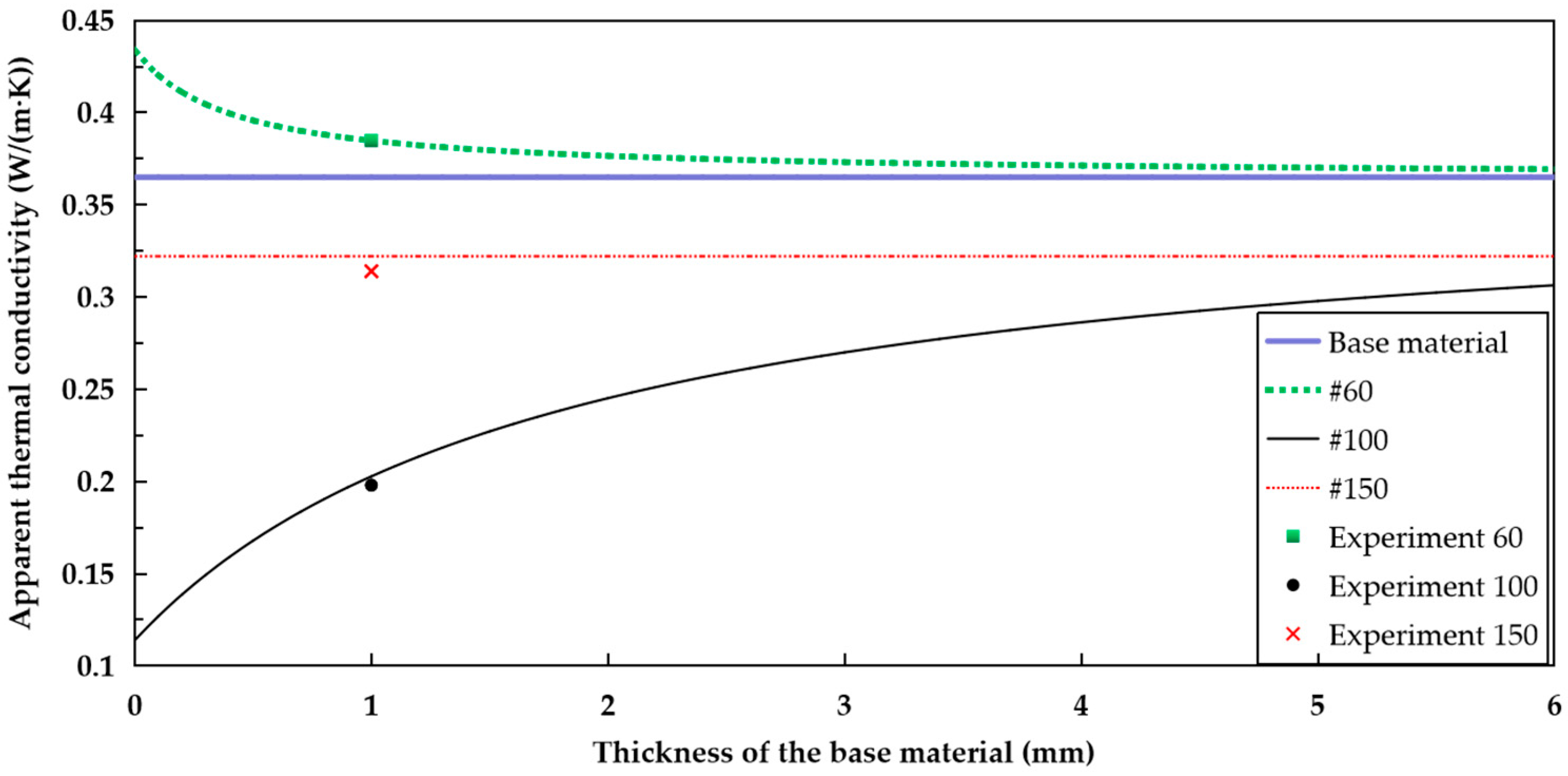
4.2.1. Thickness Direction (Series Mode)
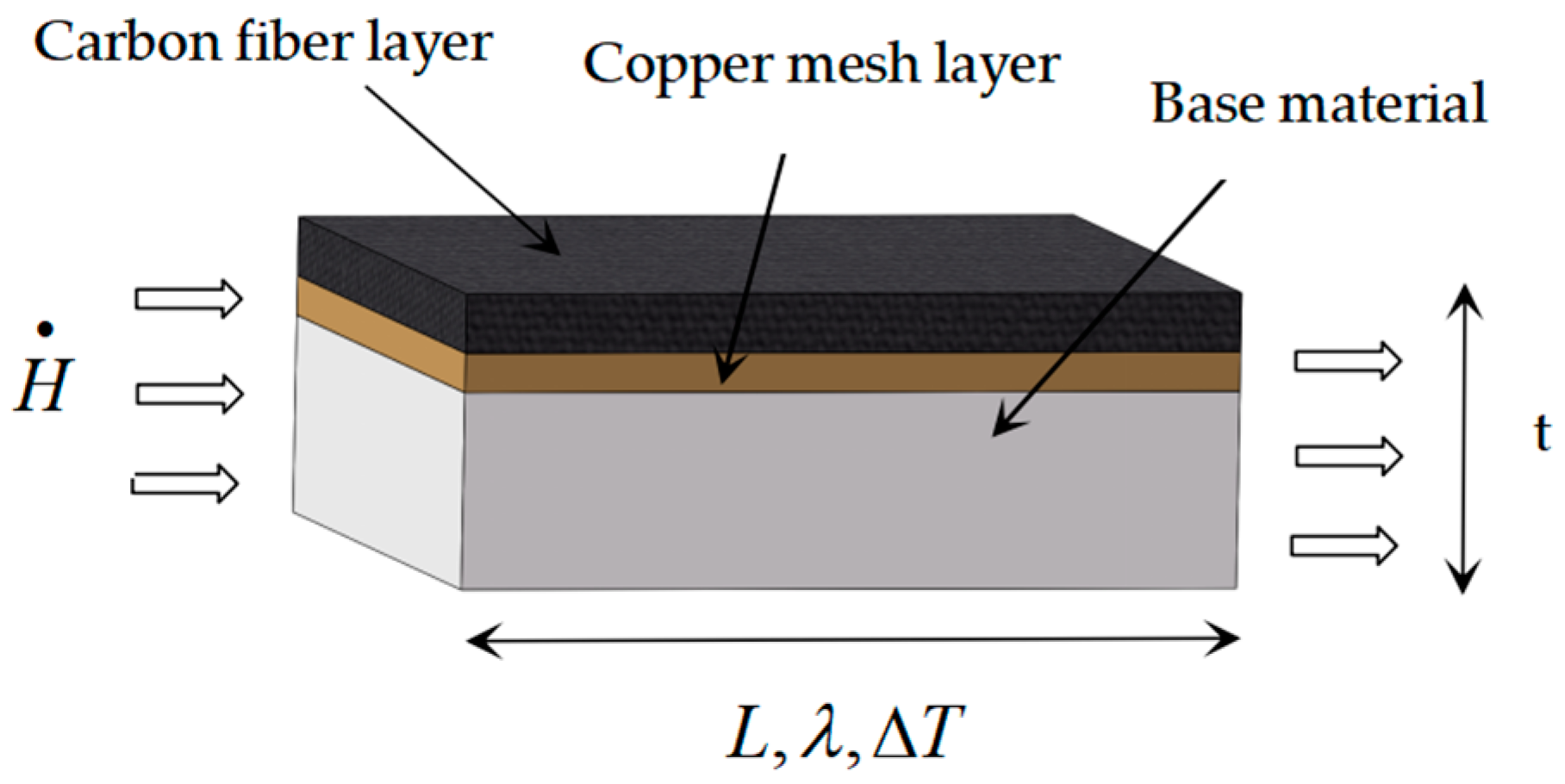
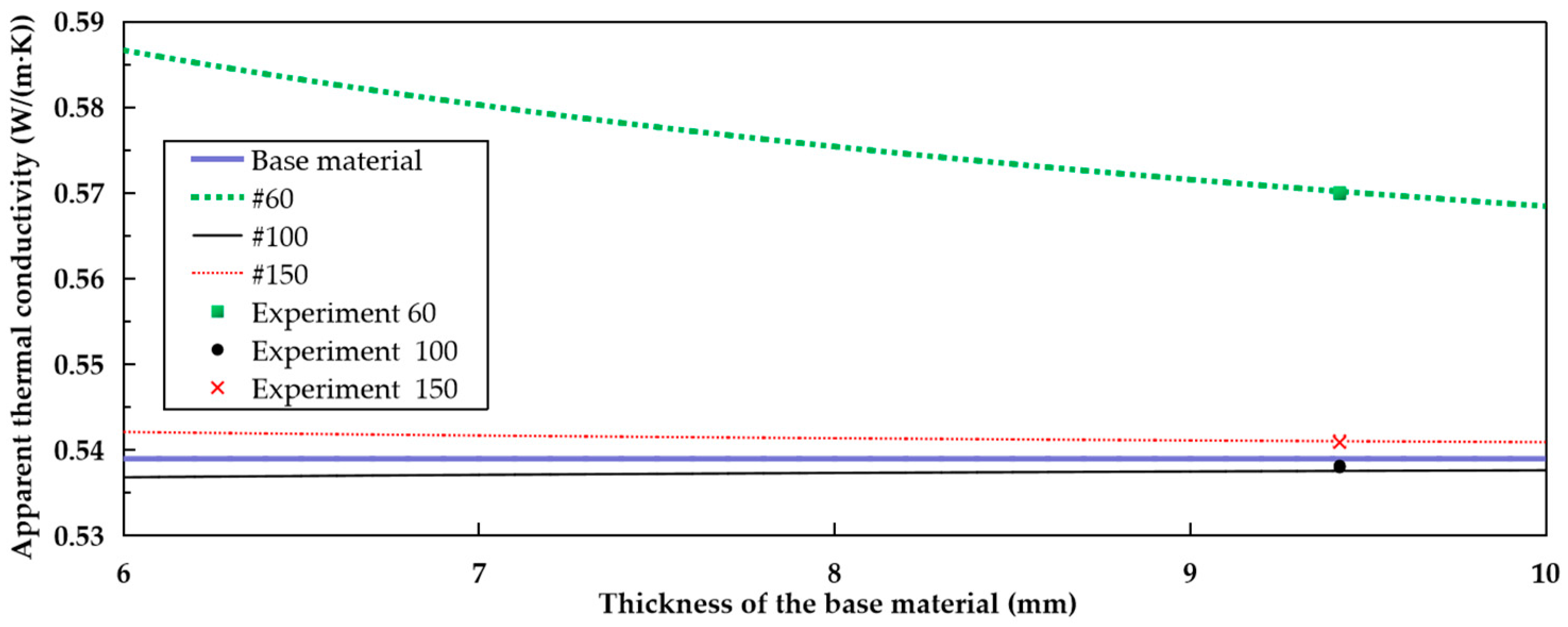
4.2.2. Length Direction (Parallel Mode)
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thickness of the base material (mm) | Base Material | Carbon Fiber Fabric | #60 | #100 | #150 |
|---|---|---|---|---|---|
| 2.1 | 4.85 ± 0.29 | 9.11 ± 0.61 | 16.31 ± 0.29 | 14.19 ± 0.79 | 14.06 ± 2.45 |
| 3.15 | 4.80 ± 0.35 | 8.45 ± 0.45 | 11.51 ± 0.54 | 12.6 ± 0.06 | 11.97 ± 3.87 |
| 4.15 | 4.78 ± 0.23 | 9.37 ± 0.48 | 9.37 ± 0.95 | 9.68 ± 0.91 | 9.76 ± 0.92 |
| Apparent Thermal Conductivity (W/m·K) | Base Material | #60 | #100 | #150 |
|---|---|---|---|---|
| Thickness direction | 0.365 ± 0.03 | 0.385 ± 0.07 | 0.338 ± 0.06 | 0.314 ± 0.09 |
| Length direction | 0.539 ± 0.04 | 0.579 ± 0.05 | 0.198 ± 0.04 | 0.541 ± 0.06 |
References
- Fan, X. Application status and development trend of carbon fiber composites. Chem. Ind. 2019, 37, 12–16+25. [Google Scholar]
- Zheng, X.B. Research on the application of carbon fiber composites in aircraft structures. China Plant Eng. 2023, 521, 92–94. [Google Scholar]
- Mou, S.X.; Chen, C.; Qiu, G.J.; Jia, Z.Y. Application of carbon fiber composite materials in wind power blades. Adv. Mater. Ind. 2012, 219, 25–29. [Google Scholar]
- Duan, W.; Kong, X.X. Progress in the application of carbon fiber composites in the field of automotive lightweight. Automob. Parts 2023, 178, 84–87. [Google Scholar]
- Chen, W.; Bai, Y.; Zhu, J.Q.; Meng, L.H. Application of carbon fiber composite material in sports equipment. Tech. Text. 2011, 29, 35–37+43. [Google Scholar]
- Pang, S.X. Application of carbon fiber composite materials in water conservancy and hydropower reinforcement engineering. Synth. Mater. Aging Appl. 2023, 52, 120–122. [Google Scholar]
- Zheng, H.; Zhang, W.J.; Li, B.; Zhu, J.J.; Wang, C.H.; Song, G.J.; Ma, L.C. Recent advances of interphases in carbon fiber-reinforced polymer composites: A review. Compos. Part B Eng. 2022, 233, 109639. [Google Scholar] [CrossRef]
- Ning, F.D.; Cong, W.L.; Qiu, J.J.; Wang, S.R. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos. Part B 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Zhang, H.Q.; Zhang, K.; Aonan, L.; Wan, L.; Robert, C.; Brádaigh, C.M.Ó.; Yang, D.M. 3D printing of continuous carbon fibre reinforced powder-based epoxy composites. Compos. Commun. 2022, 33, 101239. [Google Scholar] [CrossRef]
- Wang, C.L. Development and Application of Carbon Fiber Composites for 3D Printing. Master’s Thesis, General Research Institute of Mechanical Sciences, Beijing, China, 2012. [Google Scholar]
- Chen, X.M.; Yao, L.J.; Guo, L.C.; Sun, Y. A review of the research status of 3D printing continuous fiber reinforced composites. Hangkong Xuebao 2021, 42, 174–198. [Google Scholar]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K.S. An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 04, 039. [Google Scholar] [CrossRef]
- Yavas, D.Z.; Zhang, Z.Y.; Liu, Q.Y.; Wu, D.Z. Fracture Behavior of 3D Printed Carbon Fiber-Reinforced Polymer Composites. Compos. Sci. Technol. 2021, 208, 108741. [Google Scholar] [CrossRef]
- Masahito, U.; Shun, K.; Masao, Y.; Antoine, L.D. 3D compaction printing of a continuous carbon fiber reinforced thermoplastic. Compos. Part A 2020, 139, 105985. [Google Scholar]
- Song, X.D.; Pang, L.S. Research progress of carbon fiber resin matrix composites and their forming technology and application. Packag. Eng. 2021, 42, 81–91. [Google Scholar]
- Dang, L.; Zhang, M.Y.; Cheng, Y.N.; Yan, C. Application and development of 3D printing technology in composite materials. Technol. Innov. Appl. 2022, 12, 166–169. [Google Scholar]
- Yu, C.T.; Zhang, J.Y.; Wu, Y.B. Research progress in the application of lightweight materials for robots. Adv. Mater. Ind. 2019, 313, 41–45. [Google Scholar]
- Chen, H.W.; Liu, G.; Wang, X.W.; Le, H.R. Application and prospect of lightweight composite materials and 3D printing technology in service robots. J. Eng. Stud. 2022, 14, 30–39. [Google Scholar] [CrossRef]
- Li, D.D.; Shi, X.M.; Deng, S.P.; Qi, Y.M.; Chen, W.; Zhou, Y.Y.; Zhou, W.F. A review of the technology and development trend of collaborative robot industry. Equip. Manuf. Technol. 2021, 320, 73–76. [Google Scholar] [CrossRef]
- Research Progress in 3D Printing of Fiber-Reinforced Thermoplastic Composites. Available online: http://kns.cnki.net/kcms/detail/10.1683.TU.20230425.1709.002.html (accessed on 25 May 2023).
- Xu, Y.; Chi, Y.B. Effect of surface modification methods of carbon fiber on properties of reinforced nylon composites. China Sci. Technol. Inf. 2015, 511, 15–16. [Google Scholar]
- Zhang, D.D.; Zhang, F.H.; Yang, J.X.; Li, X.F.; Li, Y.X.; Zeng, Y. Progress in surface modification of carbon fiber and its application in nylon composites. Eng. Plast. Appl. 2019, 47, 141–146. [Google Scholar]
- Chu, C.X. Surface Modification of Carbon Fiber and Properties of Resin Matrix Composites. Master’s Thesis, Jinan University, Jinan, China, 2020. [Google Scholar]
- Wu, S.H. Study on Surface Metallization and Membrane Base Interface of Resin Matrix Composites. Master’s Thesis, Lanzhou University, Lanzhou, China, 2013. [Google Scholar]
- 3D Printing Continuous Carbon Fiber/Polyether Ketone Ketone Composite Process and Its Performance Control. Available online: https://doi.org/10.13801/j.cnki.fhclxb.20221215.002 (accessed on 26 May 2023).
- Liu, Y.F. Surface treatment methods for mechanical engineering materials. Coal Technol. 2008, 170, 22–24. [Google Scholar]
- Dong, X.Y.; Guo, J.H. Progress in surface metallization of fiber reinforced resin matrix composites. Compos. Sci. Eng. 2017, 277, 93–99. [Google Scholar]
- Li, H.H.; Chen, H.X.; Deng, C.L. Engineering practice of repairing underwater cracks in concrete piles with carbon fiber. Build. Struct. 2021, 51, 2119–2121. [Google Scholar]
- Wang, P.; Wang, X.; Hu, J.Y. Application of high strength carbon fiber fabric in the reinforcement technology of pressure steel pipe in hydropower plant. Appl. IC 2023, 40, 38–43. [Google Scholar]
- Huang, Q.G.; Huang, Z.; Jiang, J.; Xue, X.D. Performances of Carbon Fiber Cloth Reinforced Bamboos. Appl. Mech. Mater. 2012, 1801, 174–177. [Google Scholar]
- Al-Mahfooz, M.J.; Mahdi, E. Bending behavior of glass fiber reinforced composite overwrapping pvc plastic pipes. Compos. Struct. 2020, 251, 112656. [Google Scholar] [CrossRef]
- Xiao, Y.; Li, S.L.; Yin, J.J.; Yao, X.L.; Zhang, X.H. Experimental study on direct effect of lightning current on copper mesh composites. J. Aeronaut. Mater. 2018, 04, 109–114. [Google Scholar]
- Tian, M.H.; Liu, X.Y.; Wu, T.; Shan, Z.Z.; Lu, X. Analysis of the influence of the protective layer structure of copper mesh on the ablation damage of composite laminates by lightning strike. Sci. Technol. Eng. 2022, 21, 9071–9080. [Google Scholar]
- Lu, W.B. Preparation and Properties of Layered Pantograph Slide Plate. Ph.D. Thesis, Shandong University, Jinan, China, 2012. [Google Scholar]
- Li, P.M. Preparation and Properties of Epoxy Resin Based Thermal Conductivity Composites. Master’s Thesis, University of Electronic Science and Technology of China, Chengdu, China, 2012. [Google Scholar]













| Process Parameter | Paving Direction (°) | Nozzle Diameter (mm) | Height (mm) | Fill Line Width (mm) | Fill Overlap (mm) | Nozzle Temperature (°C) | Print Speed (mm/s) | Filling Rate (%) |
|---|---|---|---|---|---|---|---|---|
| Value | ±45 | 0.5 | 0.254 | 0.43 | 0.01 | 355 | - | 100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, H.; Wang, K.; Chen, Y.; Le, H. Mechanical and Thermal Properties of Multilayer-Coated 3D-Printed Carbon Fiber Reinforced Nylon Composites. J. Compos. Sci. 2023, 7, 297. https://doi.org/10.3390/jcs7070297
Chen H, Wang K, Chen Y, Le H. Mechanical and Thermal Properties of Multilayer-Coated 3D-Printed Carbon Fiber Reinforced Nylon Composites. Journal of Composites Science. 2023; 7(7):297. https://doi.org/10.3390/jcs7070297
Chicago/Turabian StyleChen, Hongwei, Kaibao Wang, Yao Chen, and Huirong Le. 2023. "Mechanical and Thermal Properties of Multilayer-Coated 3D-Printed Carbon Fiber Reinforced Nylon Composites" Journal of Composites Science 7, no. 7: 297. https://doi.org/10.3390/jcs7070297