
Optical Detection of Void Formation Mechanisms during Impregnation of Composites by UV-Reactive Resin Systems



Abstract
:1. Introduction
2. Materials and Methods
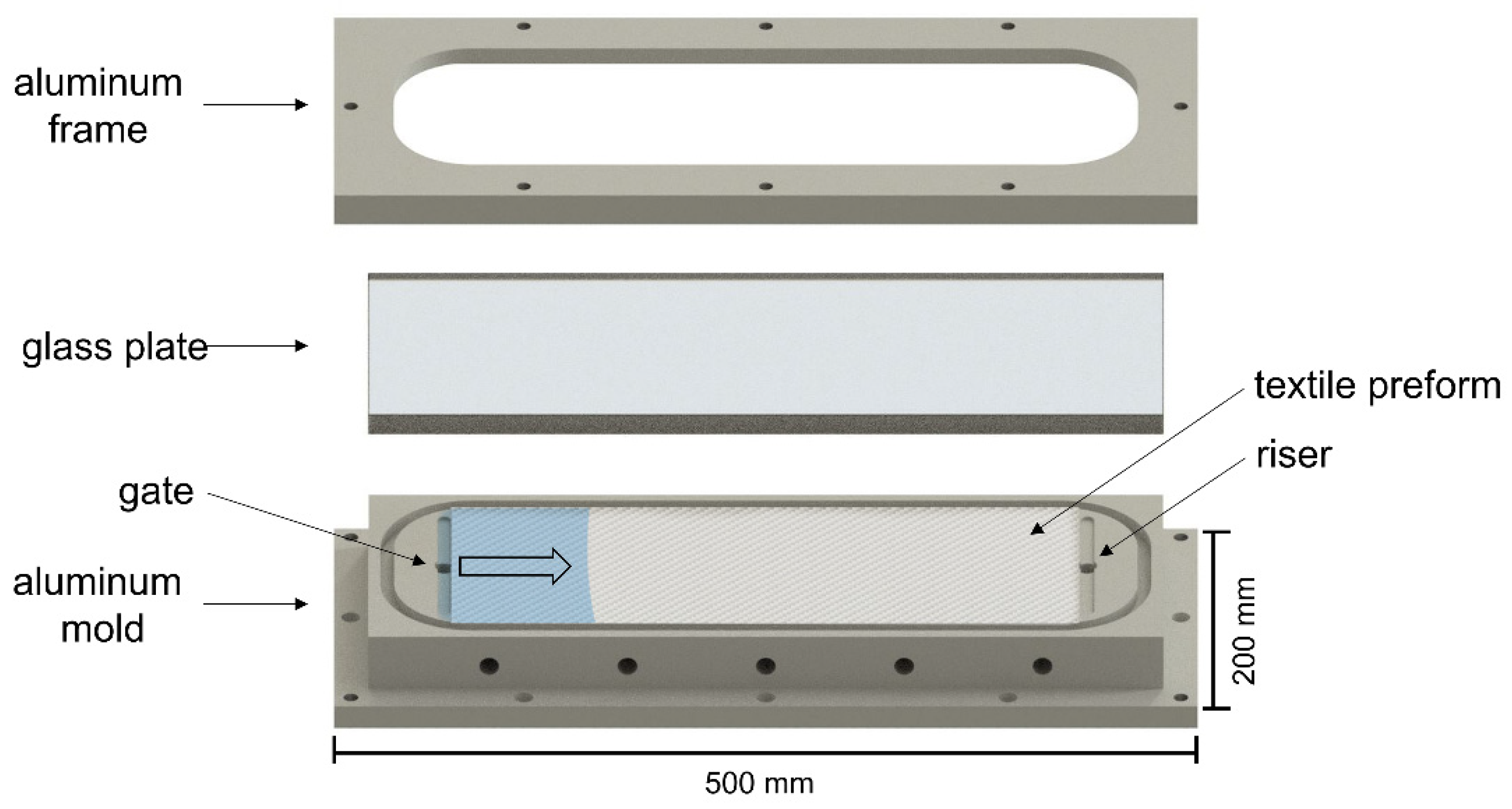
2.1. Experimental Setup
2.2. Materials
3. Results and Discussion
3.1. Experimental Results
3.2. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S.V. Voids in fiber-reinforced polymer composites: A review on their formation, characteristics, and effects on mechanical performance. J. Compos. Mater. 2019, 53, 1579–1669. [Google Scholar] [CrossRef]
- Hagstrand, P.-O.; Bonjour, F.; Månson, J.-A.E. The influence of void content on the structural flexural performance of unidirectional glass fibre reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2005, 36, 705–714. [Google Scholar] [CrossRef]
- De Almeida, S.F.M.; Neto, Z.d.S.N. Effect of void content on the strength of composite laminates. Compos. Struct. 1994, 28, 139–148. [Google Scholar] [CrossRef]
- Kuentzer, N.; Simacek, P.; Advani, S.G.; Walsh, S. Permeability characterization of dual scale fibrous porous media. Compos. Part A Appl. Sci. Manuf. 2006, 37, 2057–2068. [Google Scholar] [CrossRef]
- Binétruy, C.; Hilaire, B.; Pabiot, J. The interactions between flows occurring inside and outside fabric tows during rtm. Compos. Sci. Technol. 1997, 57, 587–596. [Google Scholar] [CrossRef]
- Facciotto, S.; Simacek, P.; Advani, S.G.; Middendorf, P. Modeling of anisotropic dual scale flow in RTM using the finite elements method. Compos. Part B Eng. 2021, 214, 108735. [Google Scholar] [CrossRef]
- Carlone, P.; Rubino, F.; Paradiso, V.; Tucci, F. Multi-scale modeling and online monitoring of resin flow through dual-scale textiles in liquid composite molding processes. Int. J. Adv. Manuf. Technol. 2018, 96, 2215–2230. [Google Scholar] [CrossRef]
- Batyrshin, E.S.; Solnyshkina, O.A.; Pityuk, Y.A. Study of the Features of Double Porosity Media Impregnation. Technol. Phys. 2022, 24, 852. [Google Scholar] [CrossRef]
- Bodaghi, M.; Lomov, S.V.; Simacek, P.; Correia, N.C.; Advani, S.G. On the variability of permeability induced by reinforcement distortions and dual scale flow in liquid composite moulding: A review. Compos. Part A Appl. Sci. Manuf. 2019, 120, 188–210. [Google Scholar] [CrossRef]
- Yashiro, S.; Nakashima, D.; Oya, Y.; Okabe, T.; Matsuzaki, R. Particle simulation of dual-scale flow in resin transfer molding for process analysis. Compos. Part A Appl. Sci. Manuf. 2019, 121, 283–288. [Google Scholar] [CrossRef]
- Schell, J.S.U.; Deleglise, M.; Binetruy, C.; Krawczak, P.; Ermanni, P. Numerical prediction and experimental characterisation of meso-scale-voids in liquid composite moulding. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2460–2470. [Google Scholar] [CrossRef]
- Ruiz, E.; Achim, V.; Soukane, S.; Trochu, F.; Breard, J. Optimization of injection flow rate to minimize micro/macro-voids formation in resin transfer molded composites. Compos. Sci. Technol. 2006, 66, 475–486. [Google Scholar] [CrossRef]
- Park, C.H.; Lebel, A.; Saouab, A.; Bréard, J.; Lee, W.I. Modeling and simulation of voids and saturation in liquid composite molding processes. Compos. Part A Appl. Sci. Manuf. 2011, 42, 658–668. [Google Scholar] [CrossRef]
- Teixidó, H.; Staal, J.; Caglar, B.; Michaud, V. Capillary Effects in Fiber Reinforced Polymer Composite Processing: A Review. Front. Mater. 2022, 9, 37. [Google Scholar] [CrossRef]
- Gueroult, S.; Lebel-Lavacry, A.; Park, C.H.; Bizet, L.; Saouab, A.; Bréard, J. Analytical modeling and in situ measurement of void formation in liquid composite molding processes. Adv. Compos. Mater. 2013, 23, 31–42. [Google Scholar] [CrossRef]
- Carman, P.C. Fluid flow through granular beds. Chem. Eng. Res. Des. 1997, 75, S32–S48. [Google Scholar] [CrossRef]
- Amico, S.; Lekakou, C. An experimental study of the permeability and capillary pressure in resin-transfer moulding. Compos. Sci. Technol. 2001, 61, 1945–1959. [Google Scholar] [CrossRef]
- Gutowski, T.G.; Morigaki, T.; Cai, Z. The Consolidation of Laminate Composites. J. Compos. Mater. 1987, 21, 172–188. [Google Scholar] [CrossRef]
- Lee, G.-W.; Lee, K.-J. Mechanism of Void Formation in Composite Processing with Woven Fabrics. Polym. Polym. Compos. 2003, 11, 563–572. [Google Scholar] [CrossRef]
- Oya, Y.; Matsumiya, T.; Ito, A.; Matsuzaki, R.; Okabe, T. Gate optimization for resin transfer molding in dual-scale porous media: Numerical simulation and experiment measurement. J. Compos. Mater. 2020, 54, 2131–2145. [Google Scholar] [CrossRef]
- Leclerc, J.S.; Ruiz, E. Porosity reduction using optimized flow velocity in Resin Transfer Molding. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1859–1868. [Google Scholar] [CrossRef]
- LeBel, F.; Fanaei, A.E.; Ruiz, É.; Trochu, F. Prediction of optimal flow front velocity to minimize void formation in dual scale fibrous reinforcements. Int. J. Mater. Form. 2014, 7, 93–116. [Google Scholar] [CrossRef]
- Imbert, M.; Comas-Cardona, S.; Abisset-Chavanne, E.; Prono, D. Experimental investigation of intra-tow fluid storage mechanisms in dual-scale fiber reinforcements. Compos. Part A Appl. Sci. Manuf. 2018, 107, 70–82. [Google Scholar] [CrossRef]
- Godbole, M.G.; Gururaja, S.; Joshi, M.; Advani, S. Semi-analytical formulation of effective permeability of a dual scale unidirectional fabric. Compos. Part A Appl. Sci. Manuf. 2021, 150, 106630. [Google Scholar] [CrossRef]
- Zhou, F.; Kuentzer, N.; Simacek, P.; Advani, S.G.; Walsh, S. Analytic characterization of the permeability of dual-scale fibrous porous media. Compos. Sci. Technol. 2006, 66, 2795–2803. [Google Scholar] [CrossRef]
- Zhou, F.; Alms, J.; Advani, S.G. A closed form solution for flow in dual scale fibrous porous media under constant injection pressure conditions. Compos. Sci. Technol. 2008, 68, 699–708. [Google Scholar] [CrossRef]
- Patel, N.; Rohatgi, V.; Lee, L.J. Micro scale flow behavior and void formation mechanism during impregnation through a unidirectional stitched fiberglass mat. Polym. Eng. Sci. 1995, 35, 837–851. [Google Scholar] [CrossRef]
- Chen, Y.-T.; Davis, H.T.; Macosko, C.W. Wetting of fiber mats for composites manufacturing: I. Visualization experiments. AIChE J. 1995, 41, 2261–2273. [Google Scholar] [CrossRef]
- Lystrup, C.; George, A.; Zobell, B.; Boster, K.; Childs, C.; Girod, H.; Fullwood, D. Optical measurement of voids in situ during infusion of carbon reinforcements. J. Compos. Mater. 2021, 55, 775–786. [Google Scholar] [CrossRef]
- Pillai, K.M. Modeling the Unsaturated Flow in Liquid Composite Molding Processes: A Review and Some Thoughts. J. Compos. Mater. 2004, 38, 2097–2118. [Google Scholar] [CrossRef]
- Crivello, J.V.; Reichmanis, E. Photopolymer Materials and Processes for Advanced Technologies. Chem. Mater. 2014, 26, 533–548. [Google Scholar] [CrossRef]
- Ravve, A. Light-Associated Reactions of Synthetic Polymers; Springer Science + Business Media LLC.: New York, NY, USA, 2006; ISBN 0-387-31803-8. [Google Scholar]
- Pagac, M.; Hajnys, J.; Ma, Q.-P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A Review of Vat Photopolymerization Technology: Materials, Applications, Challenges, and Future Trends of 3D Printing. Polymers 2021, 13, 598. [Google Scholar] [CrossRef] [PubMed]
- Tian, F.; Hao, Y.; Zou, Z.; Zheng, Y.; He, W.; Yang, L.; Li, L. An Ultrasonic Pulse-Echo Method to Detect Internal Defects in Epoxy Composite Insulation. Energies 2019, 12, 4804. [Google Scholar] [CrossRef] [Green Version]
- Taheri, H.; Hassen, A.A. Nondestructive Ultrasonic Inspection of Composite Materials: A Comparative Advantage of Phased Array Ultrasonic. Appl. Sci. 2019, 9, 1628. [Google Scholar] [CrossRef] [Green Version]
- Siddig, N.A.; Binetruy, C.; Syerko, E.; Simacek, P.; Advani, S. A new methodology for race-tracking detection and criticality in resin transfer molding process using pressure sensors. J. Compos. Mater. 2018, 52, 4087–4103. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Abbreviation | Value | Unit |
|---|---|---|---|
| Type of weave | Plain weave | [-] | |
| Grammage | mf | 395 | [g/m²] |
| Thread count warp | 6 | [L/cm] | |
| Thread count weft | 6.5 | [L/cm] | |
| Fiber diameter | df | 9 | [µm] |
| Width of tows | 2a | 1.38 | [mm] |
| Width of channels | 2h | 0.39 | [mm] |
| Transverse permeability of tows | 5.32 × 10−7 | [mm2] | |
| Volume fraction of tows in a unit cell | 77.99 | [%] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neitzel, B.; Puch, F. Optical Detection of Void Formation Mechanisms during Impregnation of Composites by UV-Reactive Resin Systems. J. Compos. Sci. 2022, 6, 351. https://doi.org/10.3390/jcs6110351
Neitzel B, Puch F. Optical Detection of Void Formation Mechanisms during Impregnation of Composites by UV-Reactive Resin Systems. Journal of Composites Science. 2022; 6(11):351. https://doi.org/10.3390/jcs6110351
Chicago/Turabian StyleNeitzel, Benedikt, and Florian Puch. 2022. "Optical Detection of Void Formation Mechanisms during Impregnation of Composites by UV-Reactive Resin Systems" Journal of Composites Science 6, no. 11: 351. https://doi.org/10.3390/jcs6110351