
In Situ Stereo Digital Image Correlation with Thermal Imaging as a Process Monitoring Method in Vacuum-Assisted Thermoforming


Abstract
:1. Introduction
2. Material and Equipment
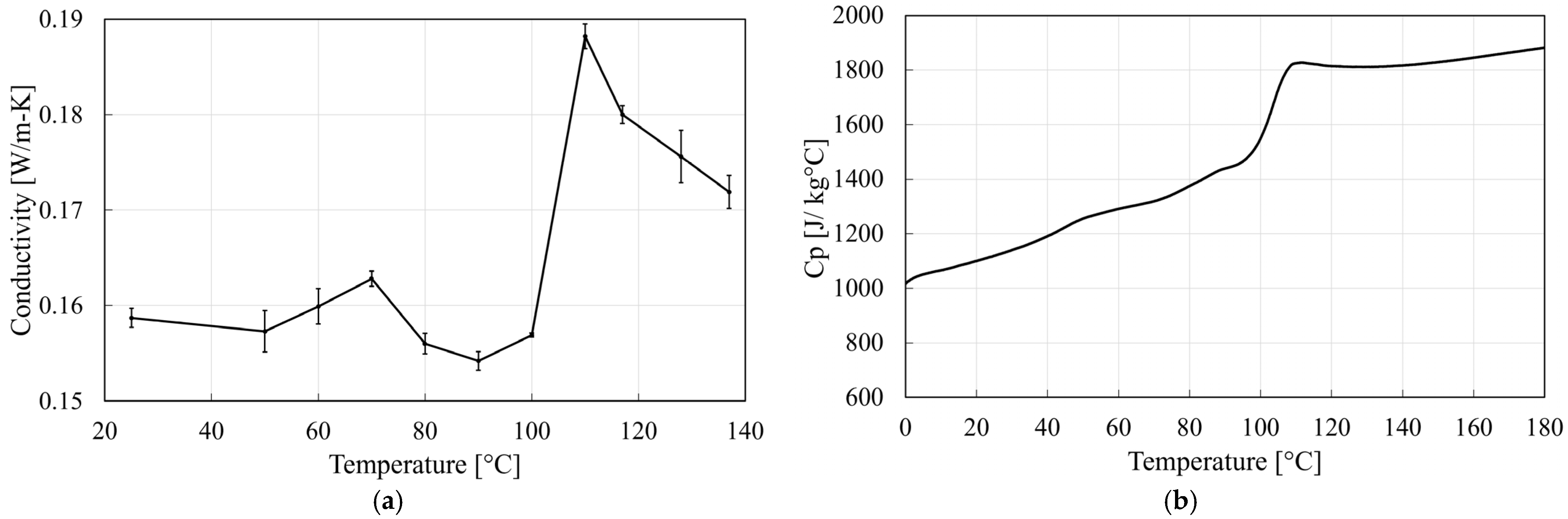
2.1. Material
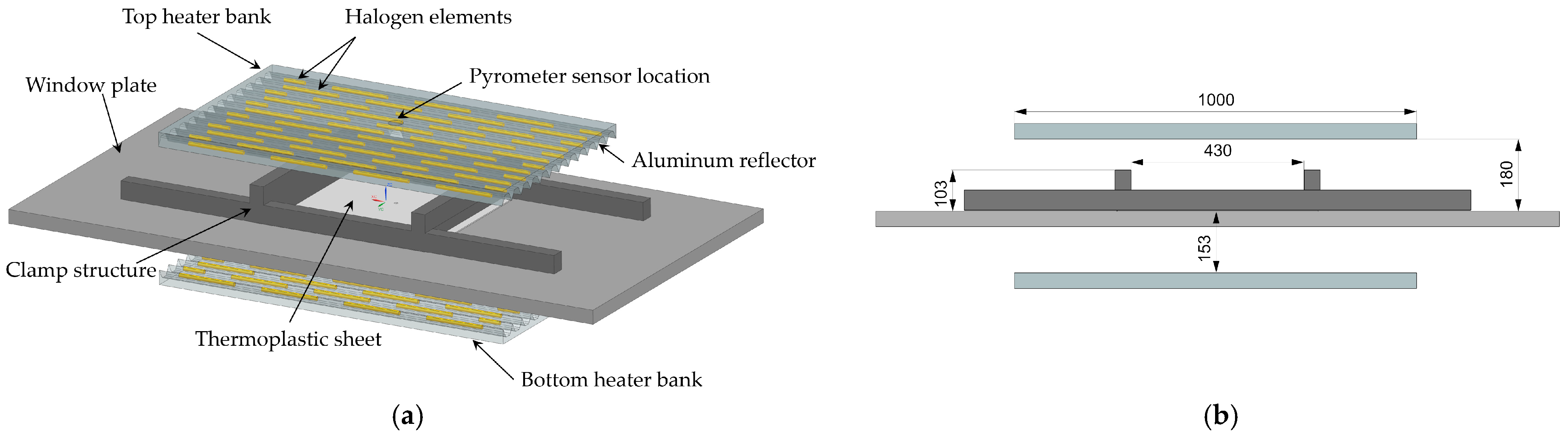
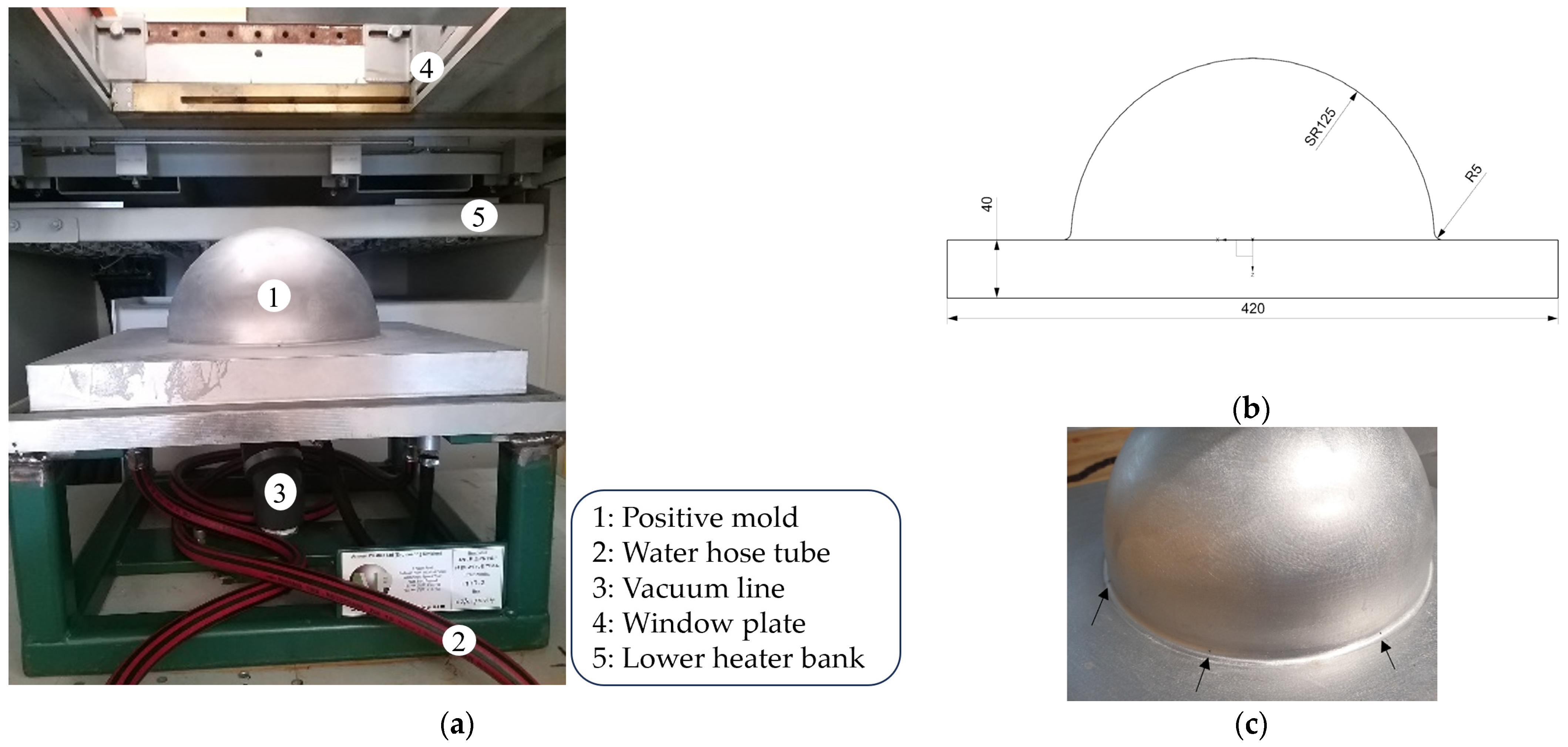
2.2. Thermoforming Equipment
3. Experimental Setup
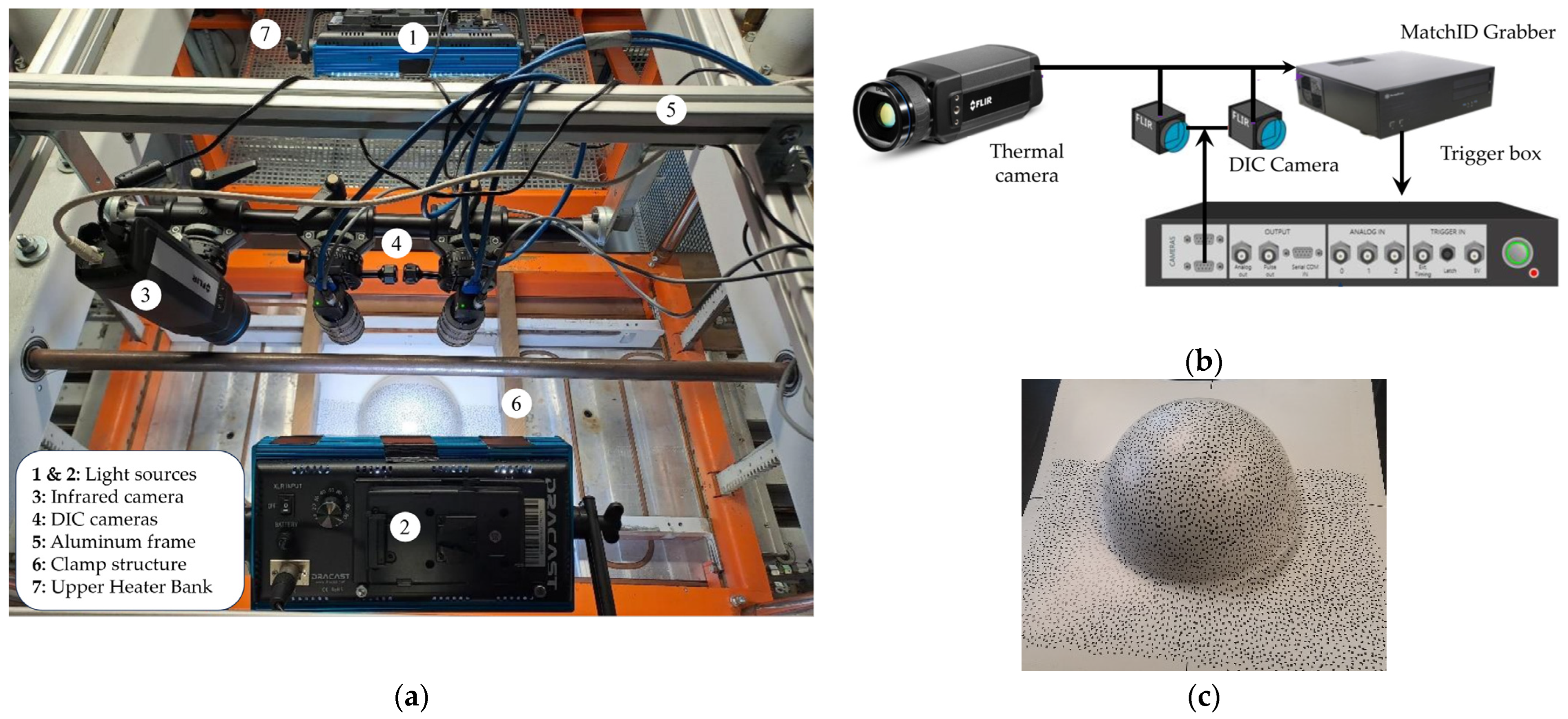
3.1. DIC Setup and Thermal Camera Synchronization
3.2. Wall Thickness Calculation via DIC and Validation Technique
4. Results and Discussion
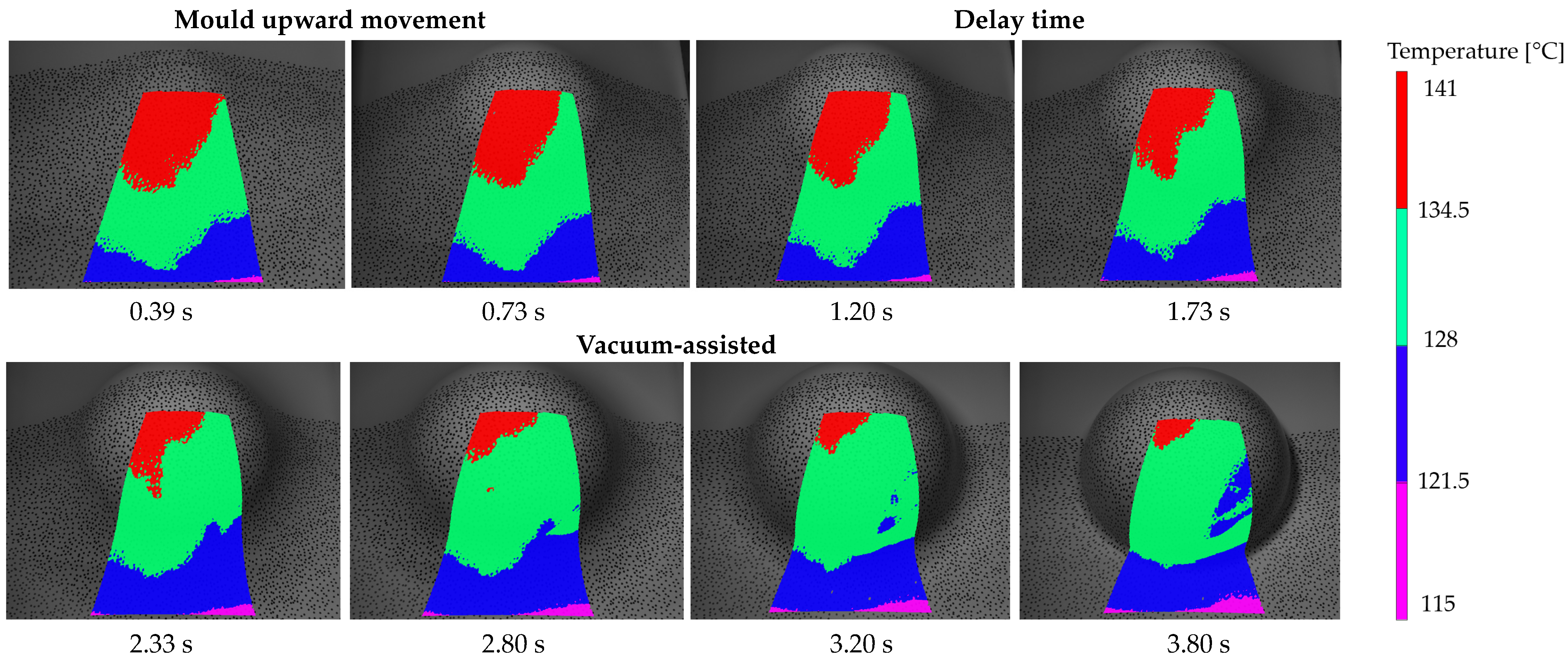
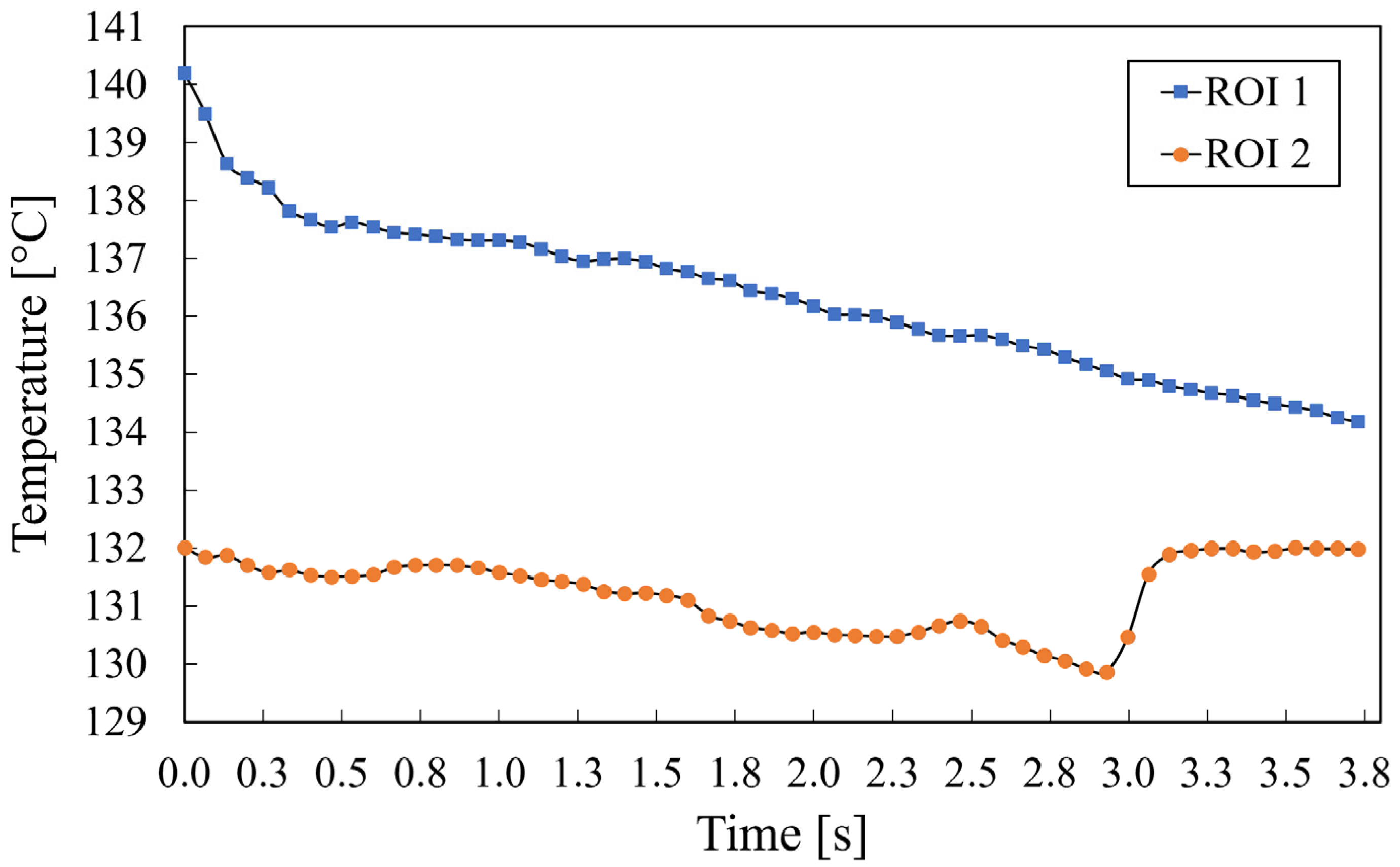
4.1. Temperature Non-Uniformity
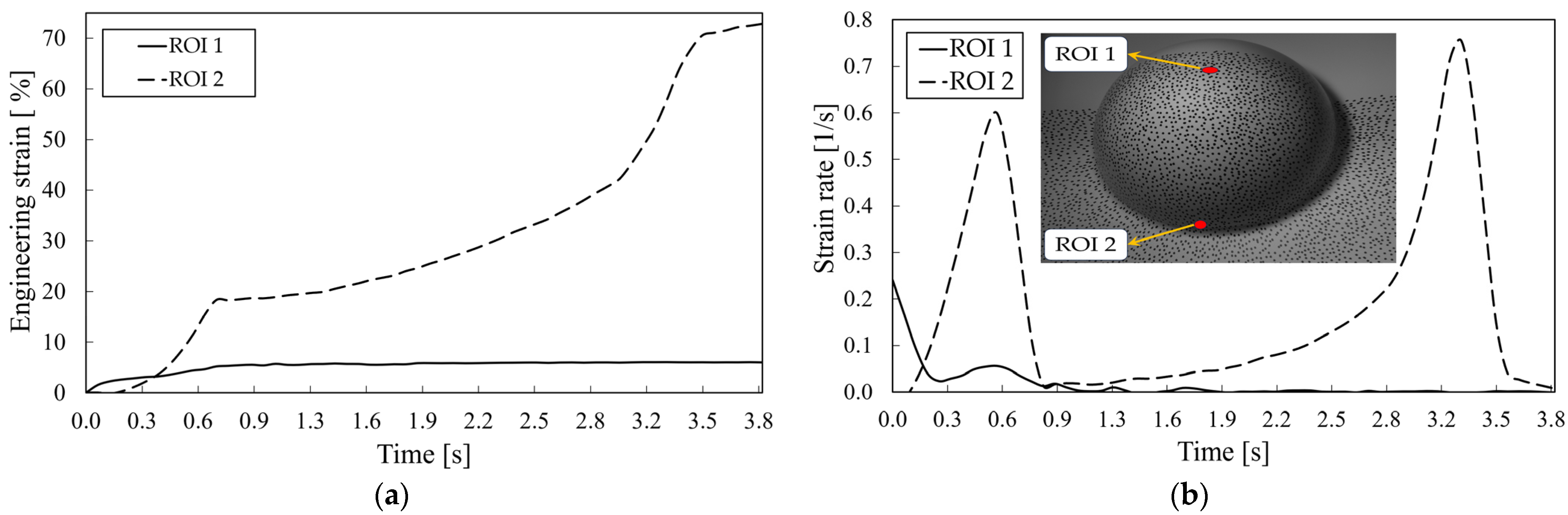
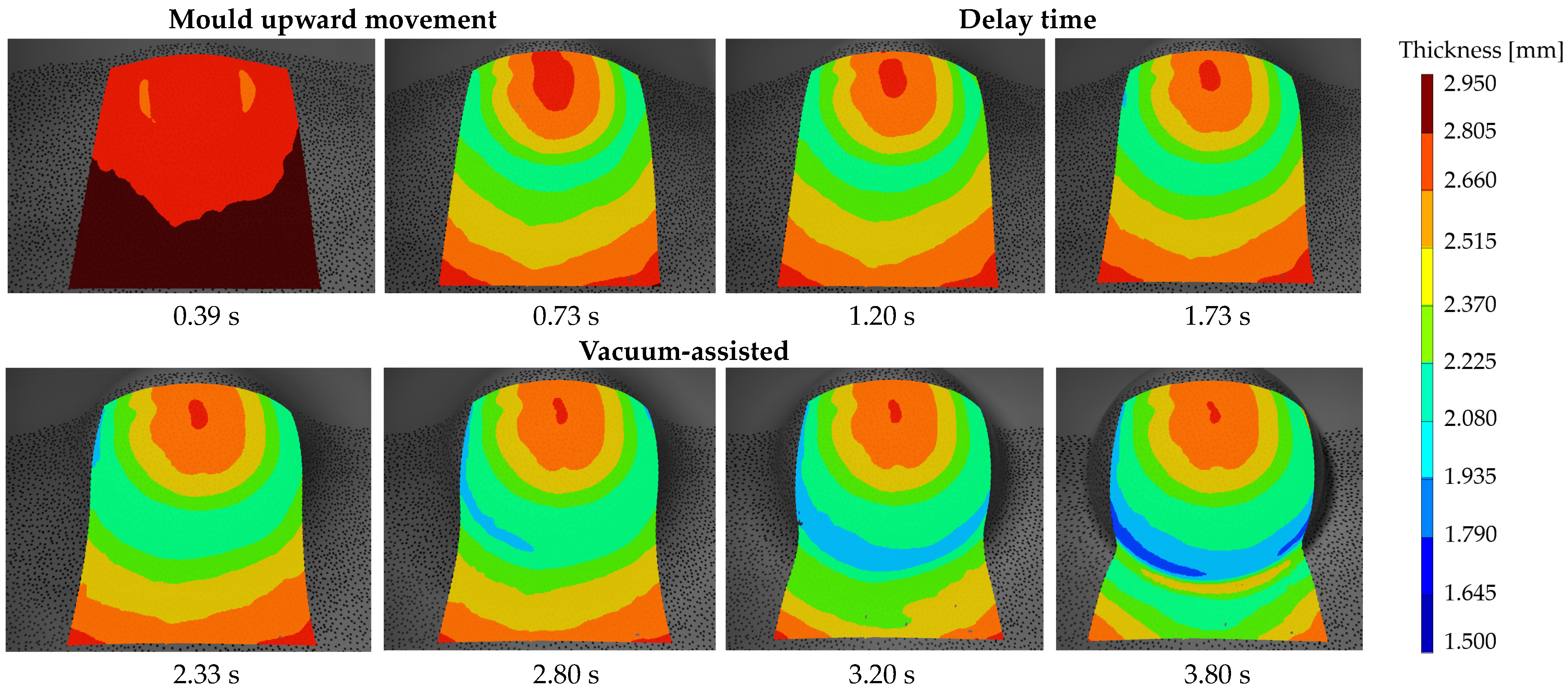
4.2. Forming of the Heated Sheet
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ayadi, A.; Lacrampe, M.-F.; Krawczak, P. A comprehensive study of bubble inflation in vacuum-assisted thermoforming based on whole-field strain measurements. In Proceedings of the 21st International Esaform Conference on Material Forming: Esaform 2018, Palermo, Italy, 23–25 April 2018. [Google Scholar]
- Ayadi, A.; Lacrampe, M.-F.; Krawczak, P. Bubble assisted vacuum thermoforming: Considerations to extend the use of in-situ stereo-DIC measurements to stretching of sagged thermoplastic sheets. Int. J. Mater. Form. 2019, 13, 59–76. [Google Scholar] [CrossRef]
- Duarte, F.M.; Covas, J.A. IR sheet heating in roll fed thermoforming: Part 1-Solving direct and inverse heating problems. Plast. Rubber Compos. 2002, 31, 307–317. [Google Scholar] [CrossRef]
- Li, Y.; Nemes, J.A.; Derdouri, A.A. Membrane Inflation of Polymeric Materials: Experiments and Finite Element Simulations. Polym. Eng. Sci. 2001, 41, 1399–1412. [Google Scholar] [CrossRef]
- Throne, J.L. The effect of sheet sag on radiant energy transmission in thermoforming. Thermoforming Q. 2006, 25, 19–24. [Google Scholar]
- Jordan, A.M.; Meyer, L.; Kim, K.; Lee, B.; Bates, F.S.; Macosko, C.W. Improved Polypropylene Thermoformability through Polyethylene Layering. ACS Appl. Mater. Interfaces 2022, 14, 34134–34142. [Google Scholar] [CrossRef]
- Giacomin, A.; Mix, A.; Mahmood, O. Sag in thermoforming. Polym. Eng. Sci. 2010, 50, 2060–2068. [Google Scholar] [CrossRef]
- Verron, E.; Marckmann, G.; Peseux, B. Dynamic inflation of non-linear elastic and viscoelastic rubber-like membranes. Int. J. Numer. Methods Eng. 2001, 50, 1233–1251. [Google Scholar] [CrossRef]
- Turner, J.A.; Menary, G.H.; Martin, P.J. Biaxial characterization of poly(ether-ether-ketone) for thermoforming: A comparison between bulge and in-plane biaxial testing. Polym. Eng. Sci. 2019, 59, 1853–1865. [Google Scholar] [CrossRef]
- Calì, M.; Lo Savio, F. Accurate 3D reconstruction of a rubber membrane inflated during a bulge test to evaluate anisotropy. Lect. Notes Mech. Eng. 2017, 0, 1221–1231. [Google Scholar] [CrossRef]
- Machado, G.; Favier, D.; Chagnon, G. Membrane Curvatures and Stress-strain Full Fields of Axisymmetric Bulge Tests from 3D-DIC Measurements. Theory and Validation on Virtual and Experimental results. Exp. Mech. 2011, 52, 865–880. [Google Scholar] [CrossRef]
- Sasso, M.; Palmieri, G.; Chiappini, G.; Amodio, D. Characterization of hyperelastic rubber-like materials by biaxial and uniaxial stretching tests based on optical methods. Polym. Test. 2008, 27, 995–1004. [Google Scholar] [CrossRef]
- Varedi, R.; Buffel, B.; Desplentere, F. Characterization of the biaxial response of a thermoplastic ABS Sheet using DIC-instrumented bubble inflation technique. Mater. Res. Proc. 2023, 28, 1887–1896. [Google Scholar]
- Lee, J.K.; Scott, C.E.; Virkler, T.L. Effects of rheological properties and processing parameters on ABS thermoforming. Polym. Eng. Sci. 2001, 41, 240–261. [Google Scholar] [CrossRef]
- Warby, M.; Whiteman, J.; Jiang, W.-G.; Warwick, P.; Wright, T. Finite element simulation of thermoforming processes for polymer sheets. Math. Comput. Simul. 2002, 61, 209–218. [Google Scholar] [CrossRef]
- Morales, R.A.; Candal, M.V.; Santana, O.O.; Gordillo, A.; Salazar, R. Effect of the thermoforming process variables on the sheet friction coefficient. Mater. Des. 2014, 53, 1097–1103. [Google Scholar] [CrossRef]
- Takaffoli, M.; Hangalur, G.; Bakker, R.; Chandrashekar, N. Thermo-visco-hyperelastic behavior of polycarbonate in forming of a complex geometry. J. Manuf. Process. 2020, 57, 105–113. [Google Scholar] [CrossRef]
- Leite, W.D.O.; Campos Rubio, J.C.; Mata Cabrera, F.; Carrasco, A.; Hanafi, I. Vacuum thermoforming process: An approach to modeling and optimization using artificial neural networks. Polymer 2018, 10, 143. [Google Scholar] [CrossRef] [PubMed]
- Throne, J. 16 Thermoforming. In Applied Plastics Engineering Handbook, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar] [CrossRef]
- Van Mieghem, B.; Desplentere, F.; Van Bael, A.; Ivens, J. Improvements in thermoforming simulation by use of 3D digital image correlation. Express Polym. Lett. 2015, 9, 119–128. [Google Scholar] [CrossRef]
- Sutton, M.; Yan, J.; Tiwari, V.; Schreier, H.; Orteu, J. The effect of out-of-plane motion on 2D and 3D digital image correlation measurements. Opt. Lasers Eng. 2008, 46, 746–757. [Google Scholar] [CrossRef]
- Shao, X.; Dai, X.; Chen, Z.; Dai, Y.; Dong, S.; He, X. Calibration of stereo-digital image correlation for deformation measurement of large engineering components. Meas. Sci. Technol. 2016, 27, 125010. [Google Scholar] [CrossRef]
- Hild, F.; Roux, S. Digital image correlation: From displacement measurement to identification of elastic properties—A review. Strain 2006, 42, 69–80. [Google Scholar] [CrossRef]
- Ke, X.-D.; Schreier, H.W.; Sutton, M.A.; Wang, Y.Q. Error Assessment in Stereo-based Deformation Measurements. Exp. Mech. 2011, 51, 423–441. [Google Scholar] [CrossRef]
- Jerabek, M.; Major, Z.; Lang, R. Strain determination of polymeric materials using digital image correlation. Polym. Test. 2010, 29, 407–416. [Google Scholar] [CrossRef]
- Seefried, A.; Drummer, D. The effects of radiation cross-linking and process parameters on the behavior of polyamide 12 in vacuum thermoforming. Polym. Eng. Sci. 2012, 52, 884–892. [Google Scholar] [CrossRef]
- Van Mieghem, B.; Ivens, J.; Van Bael, A. Consistency of Strain Fields and Thickness Distributions in Thermoforming Experiments Through Stereo DIC. Exp. Tech. 2016, 40, 1409–1420. [Google Scholar] [CrossRef]
- van Mieghem, B.; Lava, P.; Debruyne, D.; van Bael, A.; Ivens, J. Digital image correlation for on-line wall thickness measurements in thick gauge thermoforming. Key Eng. Mater. 2013, 554–557, 1583–1591. [Google Scholar] [CrossRef]
- Ayadi, A.; Lacrampe, M.-F.; Krawczak, P. Assessment of principal strain uncertainties in stereo-DIC due to uncontrollable change of initial boundary conditions during vacuum-assisted thermoforming. In Proceedings of the 22nd International Esaform Conference on Material Forming: Esaform 2019, Vitoria-Gasteiz, Spain, 8–10 May 2019. [Google Scholar]
- Mergan, S.; Scheuer, A.; Coppieters, S.; Desplentere, F. Development of a DIC-instrumented Bubble Inflation Test: Characterization of ABS Thermoforming. In Proceedings of the 38th International Conference of the Polymer Processing Society (PPS), St. Gallen, Switzerland, 22–26 May 2023. [Google Scholar]
- Epsotech Holding GmbH, Technical Datasheet for Epsotech AB AN2 V0. 2019. Available online: https://epsotech.com/files/uploads/epsotech/2020/AB%20AN2%20V0.pdf (accessed on 1 September 2013).
- Mokarizadehhaghighishirazi, M.; Buffel, B.; Lomov, S.V.; Desplentere, F. Homogenisation of the Local Thermal Conductivity in Injection-Moulded Short Fibre Reinforced Composites. Polymers 2022, 14, 3360. [Google Scholar] [CrossRef]
- ASTM D7984-21; Standard Test Method for Measurement of Thermal Effusivity of Fabrics Using a Modified Transient Plane Source (MTPS) Instrument. ASTM: West Conshohocken, PA, USA, 2021. Available online: https://www.astm.org/d7984-21.html (accessed on 20 February 2024).
- ASTM E1269; Standard Test Method for Determining Specific Heat Capacity by Differential Scanning Calorimetry. ASTM: West Conshohocken, PA, USA, 2011; pp. 1–6. Available online: https://global.ihs.com/doc_detail.cfm?document_name=ASTM%20E1269&item_s_key=00112085#:~:text=This%20test%20method%20covers%20the,100%20to%20600%C2%B0C (accessed on 20 February 2024).
- MatchID. Available online: http://www.matchid.eu/ (accessed on 22 May 2019).
- Lava, P.; Cooreman, S.; Coppieters, S.; De Strycker, M.; Debruyne, D. Assessment of measuring errors in DIC using deformation fields generated by plastic FEA. Opt. Lasers Eng. 2009, 47, 747–753. [Google Scholar] [CrossRef]
- Fauster, E.; Schalk, P.; O’Leary, P.L. Evaluation and calibration methods for the application of a video-extensometer to tensile testing of polymer materials. Mach. Vis. Appl. Ind. Insp. XIII 2005, 5679, 187. [Google Scholar]
- Wang, Z.; Kieu, H.; Nguyen, H.; Le, M. Digital image correlation in experimental mechanics and image registration in computer vision: Similarities, differences and complements. Opt. Lasers Eng. 2015, 65, 18–27. [Google Scholar] [CrossRef]
- Lava, P.; Jones, E.M.C.; Wittevrongel, L.; Pierron, F. Validation of finite-element models using full-field experimental data: Levelling finite-element analysis data through a digital image correlation engine. Strain 2020, 56, e12350. [Google Scholar] [CrossRef]
- Parsons, E.; Boyce, M.; Parks, D. An experimental investigation of the large-strain tensile behavior of neat and rubber-toughened polycarbonate. Polymer 2004, 45, 2665–2684. [Google Scholar] [CrossRef]
- Yaofeng, S.; Pang, J.H. Study of optimal subset size in digital image correlation of speckle pattern images. Opt. Lasers Eng. 2007, 45, 967–974. [Google Scholar] [CrossRef]
- Schreier, H.W.; Sutton, M.A. Systematic errors in digital image correlation due to undermatched subset shape functions. Exp. Mech. 2002, 42, 303–310. [Google Scholar] [CrossRef]
- Schmidt, F.; Le Maoult, Y.; Monteix, S. Modelling of infrared heating of thermoplastic sheet used in thermoforming process. J. Mater. Process. Technol. 2003, 143–144, 225–231. [Google Scholar] [CrossRef]
- Buffel, B.; Van Mieghem, B.; Van Bael, A.; Desplentere, F. Optimization of the IR-heating phase in thermoforming of thermoplastic sheets: Characterization and modelling. In Proceedings of the PPS-32: The 32nd International Conference of the Polymer Processing Society-Conference Papers, Lyon, France, 25–29 July 2016. [Google Scholar]
- Bergström, J.; Boyce, M. Constitutive modeling of the large strain time-dependent behavior of elastomers. J. Mech. Phys. Solids 1998, 46, 931–954. [Google Scholar] [CrossRef]
- Haddadi, H.; Belhabib, S. Use of rigid-body motion for the investigation and estimation of the measurement errors related to digital image correlation technique. Opt. Lasers Eng. 2008, 46, 185–196. [Google Scholar] [CrossRef]
- Cheng, P.; Sutton, M.A.; Schreier, H.W.; McNeill, S.R. Full-field Speckle Pattern Image Correlation with B-Spline Deformation Function. Exp. Mech. 2002, 42, 344–352. [Google Scholar] [CrossRef]
- Lecompte, D.; Smits, A.; Bossuyt, S.; Sol, H.; Vantomme, J.; Van Hemelrijck, D.; Habraken, A. Quality assessment of speckle patterns for digital image correlation. Opt. Lasers Eng. 2006, 44, 1132–1145. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Intrinsic Parameters | Camera 0 | Camera 1 | Camera 2 (Thermal Camera) | Extrinsic Parameters | DIC White Cameras | Camera 2 (Thermal Camera) |
|---|---|---|---|---|---|---|
| 3745 | 3749 | 1470 | θ (°) | 0.32 | 1.48 | |
| 3743 | 3748 | 1748 | ϕ (°) | −15.09 | 13.15 | |
| 1221 | 1280 | 289 | Ψ (°) | 0.24 | 0.66 | |
| 1050 | 1062 | 235 | [mm] | 180.70 | −164.82 | |
| 0 | −0.95 | 0.82 | [mm] | −1.17 | 4.05 | |
| −0.07 | −0.08 | 0.01 | [mm] | 44.00 | 56.39 |
| Parameters | Method |
|---|---|
| Area of Interest [Pixels] | Polygon shape; 956 × 1560 |
| Correlation algorithm | Zero-normalized sum of squared differences |
| Interpolation | Local Bicubic Spline Interpolation |
| Stereo transformation | Affine |
| Correlation progress | Spatial + update reference |
| Subset size [Pixels] | 35 × 35 |
| Step size [Pixels] | 5 |
| Strain window [Pixels] | 15 |
| Strain Shape Function | Polynomial bilinear |
| Strain tensor | Biot undeformed (Engineering) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Varedi, R.; Buffel, B.; Desplentere, F. In Situ Stereo Digital Image Correlation with Thermal Imaging as a Process Monitoring Method in Vacuum-Assisted Thermoforming. J. Manuf. Mater. Process. 2024, 8, 49. https://doi.org/10.3390/jmmp8020049
Varedi R, Buffel B, Desplentere F. In Situ Stereo Digital Image Correlation with Thermal Imaging as a Process Monitoring Method in Vacuum-Assisted Thermoforming. Journal of Manufacturing and Materials Processing. 2024; 8(2):49. https://doi.org/10.3390/jmmp8020049
Chicago/Turabian StyleVaredi, Rasoul, Bart Buffel, and Frederik Desplentere. 2024. "In Situ Stereo Digital Image Correlation with Thermal Imaging as a Process Monitoring Method in Vacuum-Assisted Thermoforming" Journal of Manufacturing and Materials Processing 8, no. 2: 49. https://doi.org/10.3390/jmmp8020049