
Exploring New Parameters to Advance Surface Roughness Prediction in Grinding Processes for the Enhancement of Automated Machining
 ,
,
Abstract
:1. Introduction
1.1. Grinding of Inconel Alloy
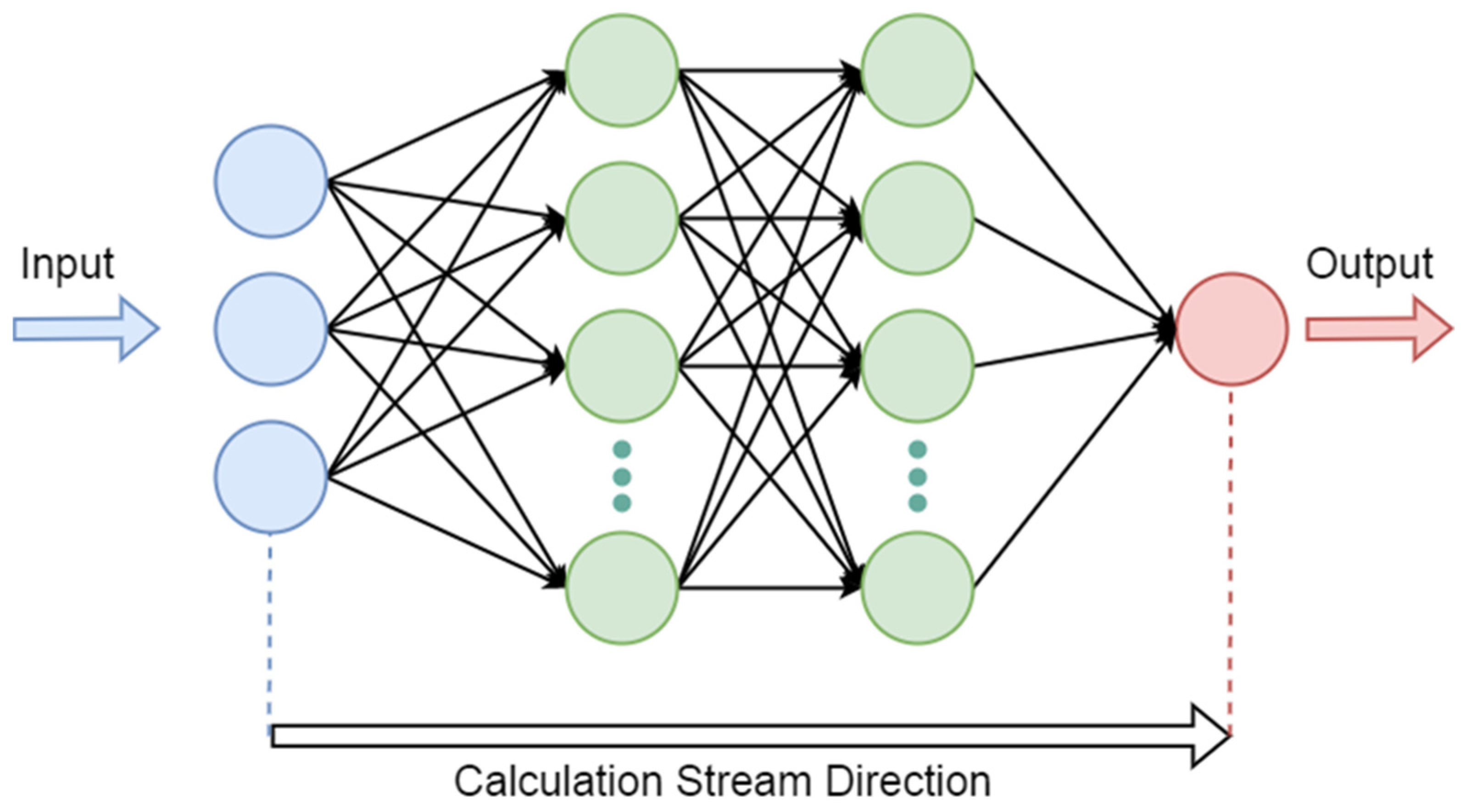
1.2. Neural Networks
1.3. A Literature Review Based on Using NN in the Grinding Process
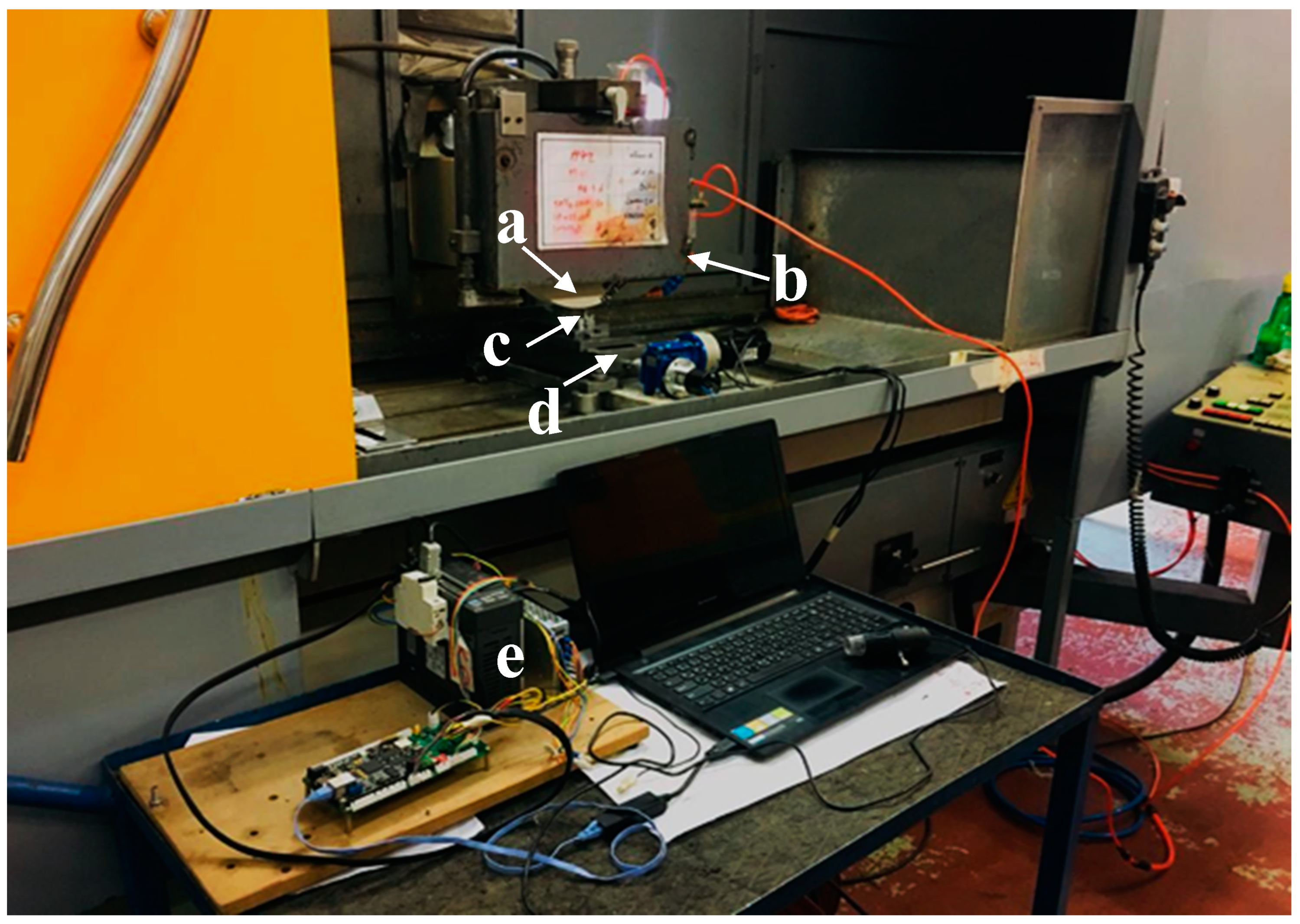
2. Experimental Setup
3. Methodology
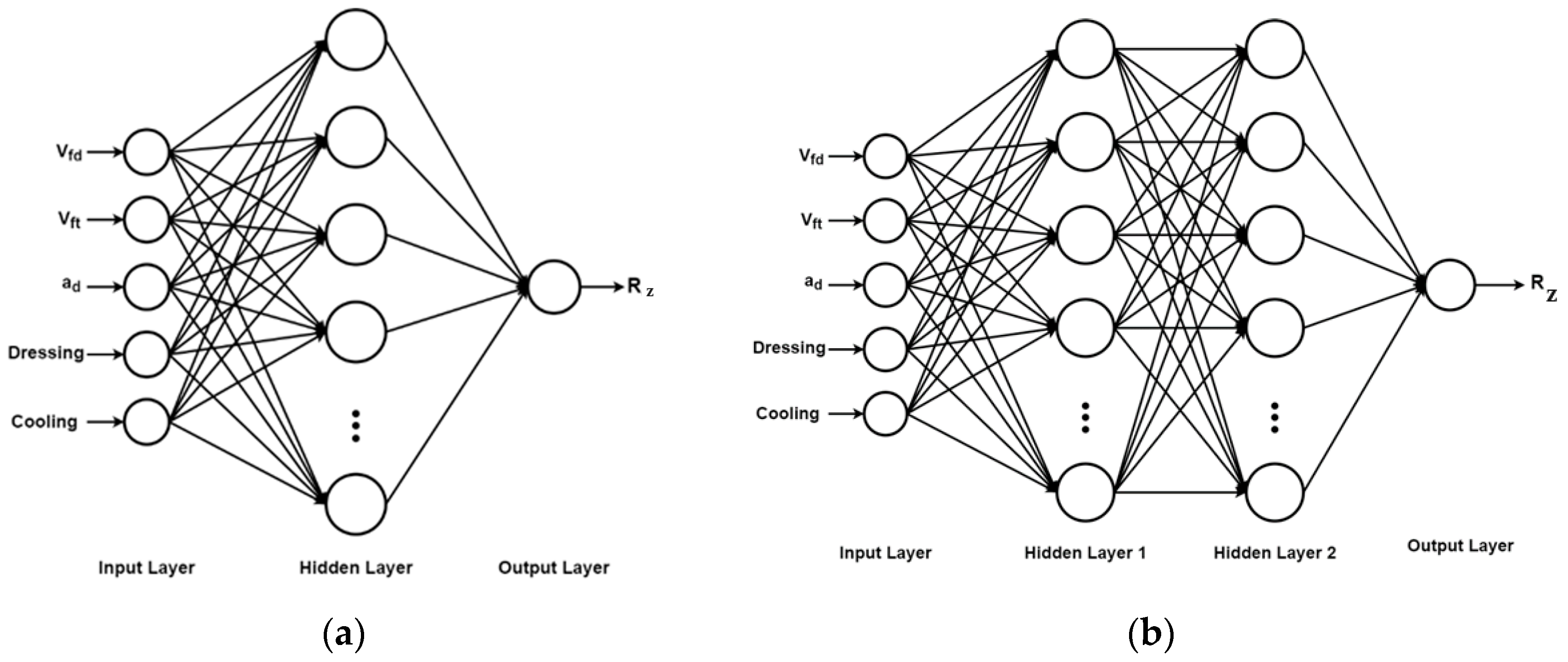
3.1. Networks with Hidden Layers
3.2. Accuracy Metrics
4. Results and Discussion
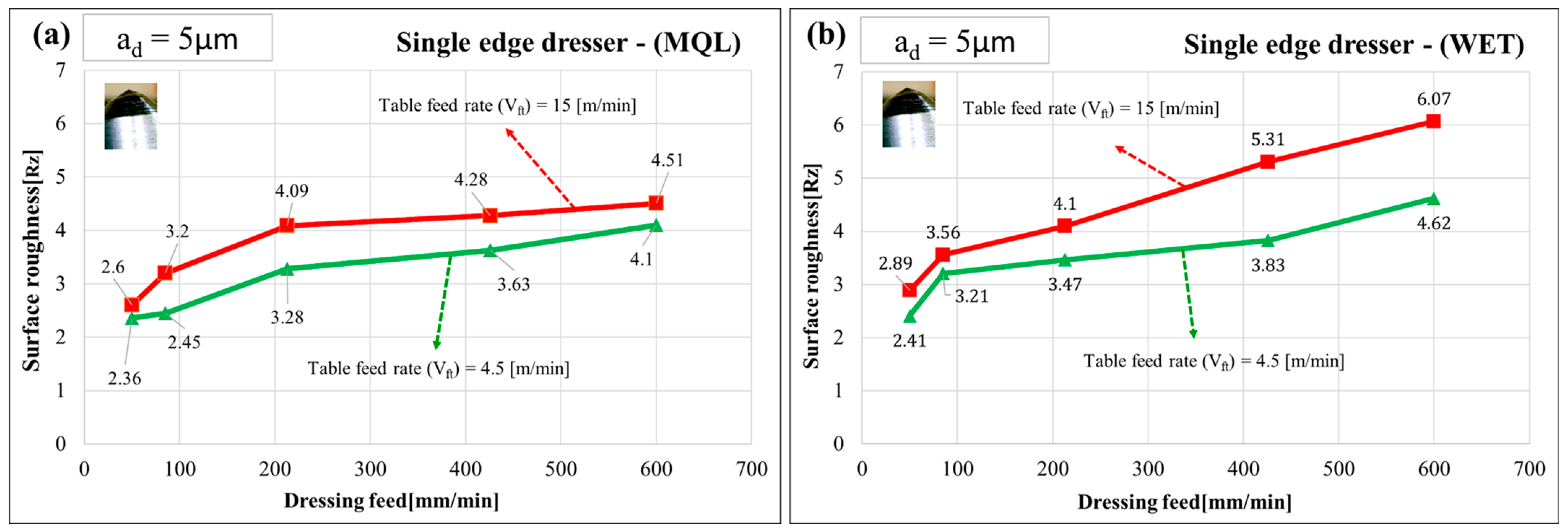
4.1. Surface Roughness
4.2. ANOVA
4.3. ANN Model Implementation
5. Results and Discussion of NN Implementations
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input Parameters | Output Parameters | |||||||
|---|---|---|---|---|---|---|---|---|
| Dressing | Cooling | |||||||
| 1 | 4.5 | 213 | 5 | 1 | 1 | 2.4425 | 2.64 | 2.36 |
| 2 | 4.5 | 50 | 10 | 1 | 2 | 2.37 | 2.58 | 2.25 |
| 3 | 15 | 600 | 10 | 1 | 2 | 2.2625 | 2.45 | 2.11 |
| 4 | 4.5 | 213 | 10 | 4 | 1 | 6.585 | 6.47 | 5.94 |
| 5 | 15 | 50 | 5 | 4 | 1 | 3.36 | 3.94 | 3.17 |
| 6 | 15 | 50 | 10 | 4 | 1 | 4.175 | 4.56 | 3.82 |
| 7 | 15 | 213 | 10 | 4 | 1 | 3.39 | 3.65 | 3.08 |
| 8 | 4.5 | 420 | 5 | 4 | 2 | 3.49 | 3.77 | 3.18 |
| 9 | 15 | 600 | 10 | 4 | 2 | 4.41 | 4.69 | 4.39 |
| 10 | 15 | 420 | 20 | 4 | 2 | 3.925 | 4.39 | 3.66 |
| 11 | 4.5 | 50 | 2 | 1 | 1 | 2.635 | 2.8 | 2.56 |
| 12 | 15 | 600 | 20 | 4 | 1 | 2.4425 | 2.64 | 2.36 |
Appendix B

| Analysis Type | Results |
|---|---|
| Acc (mean) | 82 |
| Acc (std) | 15 |
| Acc (MAX) | 99 |
| Acc (Min) | 51 |
| R | 0.865234 |
| R2 | 0.582239 |
| MSE | 0.0296876 |
| RMSE | 0.172301 |
| MAE | 0.12742 |
| MAPE | 17.9083 |
| SMAPE | 17.3525 |
References
- Puerto, P.; Fernández, R.; Madariaga, J.; Arana, J.; Gallego, I. Evolution of Surface Roughness in Grinding and Its Relationship with the Dressing Parameters and the Radial Wear; Elsevier: Amsterdam, The Netherlands, 2013; Available online: https://www.sciencedirect.com/science/article/pii/S1877705813013945 (accessed on 6 October 2022).
- Pinto, F.W. An Experimental and Numerical Approach to Investigate the Machining Performance of Engineered Grinding Tools. Ph.D. Thesis, ETH Zurich, Zurich, Switzerland, 2008. [Google Scholar] [CrossRef]
- Grinding. Haynes International. 2020. Available online: https://www.haynesintl.com/alloys/fabrication-brochure/grinding (accessed on 6 October 2022).
- The Importance of Material Grinding in Manufacturing—Bright Hub Engineering. 2009. Available online: https://www.brighthubengineering.com/manufacturing-technology/37092-grinding-wheels-and-the-grinding-process/ (accessed on 6 October 2022).
- Czapiewski, W. Methods of minimalization of coolant flow rate in the grinding processes—The review. J. Mech. Energy Eng. 2017, 1, 117–122. Available online: https://jmee.tu.koszalin.pl/ojs/index.php/jmee/article/view/27 (accessed on 6 October 2022).
- Webster, J.A. In Grinding, Coolant Application Matters. 2008. Available online: https://www.sme.org/grinding-coolant-application-matters (accessed on 6 October 2022).
- Inconel, Inco Alloys, Superalloy, Nickel based Steel Alloy—Mega Mex. Available online: https://megamex.com/inconel/ (accessed on 6 October 2022).
- Alloy IN-738 Technical Data. Available online: https://nickelinstitute.org/media/4690/ni_inco_497_alloy738.pdf (accessed on 6 October 2022).
- Zayegh, A.; Al Bassam, N. Neural network principles and applications. In Digital Systems; IntechOpen: London, UK, 2018. [Google Scholar] [CrossRef]
- Pai, A. ANN vs. CNN vs. RNN|Types of Neural Networks. 2020. Available online: https://www.analyticsvidhya.com/blog/2020/02/cnn-vs-rnn-vs-mlp-analyzing-3-types-of-neural-networks-in-deep-learning/ (accessed on 6 October 2022).
- Wimmer, M.; Hartl, R.; Zaeh, M.F. Determination of the Cutting-Edge Microgeometry Based on Process Forces during Peripheral Milling of Ti-6Al-4V Using Machine Learning. J. Manuf. Mater. Process. 2023, 7, 100. [Google Scholar] [CrossRef]
- Marian, M.; Tremmel, S. Current trends and applications of machine learning in tribology—A review. Lubricants 2021, 9, 86. [Google Scholar] [CrossRef]
- Zuo, Y.; Lundberg, J.; Chandran, P.; Rantatalo, M. Squat Detection and Estimation for Railway Switches and Crossings Utilising Unsupervised Machine Learning. Appl. Sci. 2023, 13, 5376. [Google Scholar] [CrossRef]
- Ahmad, R.; Wazirali, R.; Abu-Ain, T. Machine learning for wireless sensor networks security: An overview of challenges and issues. Sensors 2022, 22, 4730. [Google Scholar] [CrossRef]
- Li, C.; Wu, Y.; Li, X.; Ma, L.; Zhang, F.; Huang, H. Deformation characteristics and surface generation modelling of crack-free grinding of GGG single crystals. J. Mater. Process. Technol. 2020, 279, 116577. [Google Scholar] [CrossRef]
- Zhou, H.; Ding, W.F.; Li, Z.; Su, H.H. Predicting the grinding force of titanium matrix composites using the genetic algorithm optimizing back-propagation neural network model. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 233, 1157–1167. [Google Scholar] [CrossRef]
- Unune, D.R.; Mali, H.S. Artificial neural network–based and response surface methodology–based predictive models for material removal rate and surface roughness during electro-discharge diamond grinding of Inconel 718. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 230, 2081–2091. [Google Scholar] [CrossRef]
- Pan, Y.; Wang, Y.; Zhou, P.; Yan, Y.; Guo, D. Activation functions selection for BP neural network model of ground surface roughness. J. Intell. Manuf. 2020, 31, 1825–1836. [Google Scholar] [CrossRef]
- Liu, Y.; Song, S.; Zhang, Y.; Li, W.; Xiao, G. Prediction of Surface Roughness of Abrasive Belt Grinding of Superalloy Material Based on RLSOM-RBF. Materials 2021, 14, 5701. [Google Scholar] [CrossRef]
- Wang, C.; Wang, G.; Shen, C. Analysis and Prediction of Grind-Hardening Surface Roughness Based on Response Surface Methodology-BP Neural Network. Appl. Sci. 2022, 12, 12680. [Google Scholar] [CrossRef]
- Soler, D.; Telleria, M.; García-Blanco, M.B.; Espinosa, E.; Cuesta, M.; Arrazola, P.J. Prediction of surface roughness of SLM built parts after finishing processes using an artificial neural network. J. Manuf. Mater. Process. 2022, 6, 82. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Sender, P.; Luis-Pérez, C.J. Modeling of Surface Roughness in Honing Processes by Using Fuzzy Artificial Neural Networks. J. Manuf. Mater. Process. 2023, 7, 23. [Google Scholar] [CrossRef]
- Szwajka, K.; Zielińska-Szwajka, J.; Trzepieciński, T. The Use of a Radial Basis Function Neural Network and Fuzzy Modelling in the Assessment of Surface Roughness in the MDF Milling Process. Materials 2023, 16, 5292. [Google Scholar] [CrossRef]
- Liu, X.; Pan, Y.; Yan, Y.; Wang, Y.; Zhou, P. Adaptive BP network prediction method for ground surface roughness with high-dimensional parameters. Mathematics 2022, 10, 2788. [Google Scholar] [CrossRef]
- Kanovic, Z.; Vukelic, D.; Simunovic, K.; Prica, M.; Saric, T.; Tadic, B.; Simunovic, G. The modelling of surface roughness after the ball burnishing process with a high-stiffness tool by using regression analysis, artificial neural networks, and support vector regression. Metals 2022, 12, 320. [Google Scholar] [CrossRef]
- Balonji, S.; Tartibu, L.K.; Okokpujie, I.P. Prediction Analysis of Surface Roughness of Aluminum Al6061 in End Milling CNC Machine Using Soft Computing Techniques. Appl. Sci. 2023, 13, 4147. [Google Scholar] [CrossRef]
- Wang, L.; Fu, S.; Wang, D.; Li, X. Surface Quality Evolution Model and Consistency Control Method of Large Shaft Multi-Pass Grinding. Appl. Sci. 2023, 13, 1502. [Google Scholar] [CrossRef]
- Khalaf, A.A.; Hanon, M.M. Prediction of Friction Coefficient for Ductile Cast Iron Using Artificial Neural Network Methodology Based on Experimental Investigation. Appl. Sci. 2022, 12, 11916. [Google Scholar] [CrossRef]
- Wang, Z.; Hou, G.; Zhao, Y.; Sun, J.; Guo, J.; Chen, W. Characterization of residual stresses and grain structure in hot forging of GH4169. Aerospace 2022, 9, 92. [Google Scholar] [CrossRef]
- Xu, L.; Sun, Z.; Ruan, Q.; Xi, L.; Gao, J.; Li, Y. Development Trend of Cooling Technology for Turbine Blades at Super-High Temperature of above 2000 K. Energies 2023, 16, 668. [Google Scholar] [CrossRef]
- Spina, R.; Cavalcante, B. Evaluation of grinding of unfilled and glass fiber reinforced polyamide 6, 6. Polymers 2020, 12, 2288. [Google Scholar] [CrossRef] [PubMed]
- Yang, D.; Guo, Q.; Wan, Z.; Zhang, Z.; Huang, X. Surface roughness prediction and optimization in the orthogonal cutting of graphite/polymer composites based on artificial neural network. Processes 2021, 9, 1858. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Najm, S.M. Application of artificial neural networks to the analysis of friction behaviour in a drawbead profile in sheet metal forming. Materials 2022, 15, 9022. [Google Scholar] [CrossRef] [PubMed]
- Ficko, M.; Begic-Hajdarevic, D.; Cohodar Husic, M.; Berus, L.; Cekic, A.; Klancnik, S. Prediction of surface roughness of an abrasive water jet cut using an artificial neural network. Materials 2021, 14, 3108. [Google Scholar] [CrossRef] [PubMed]
- Awan, M.R.; González Rojas, H.A.; Hameed, S.; Riaz, F.; Hamid, S.; Hussain, A. Machine Learning-Based Prediction of Specific Energy Consumption for Cut-Off Grinding. Sensors 2022, 22, 7152. [Google Scholar] [CrossRef]
- Prabhu, S.; Uma, M.; Vinayagam, B.K. Surface Roughness Prediction Using Taguchi-Fuzzy Logic-Neural Network Analysis for CNT Nanofluids Based Grinding Process. Neural Comput. Appl. 2015, 26, 41–55. [Google Scholar] [CrossRef]
- Hadad, M.; Attarsharghi, S.; Makarian, J.; Mahdianikhotbesara, A. An Experimental Investigation of the Effects of Dressing and Grinding Parameters on Sustainable Grinding of Inconel 738 Used for Automated Manufacturing. Processes 2023, 11, 2876. [Google Scholar] [CrossRef]
- Hadad, M.; Makarian, J. Experimental investigation of the effects of dressing and coolant-lubricant conditions on grinding of Nickel-based superalloy-Inconel 738. Energy Equip. Syst. 2021, 9, 27–36. [Google Scholar] [CrossRef]
- Svozil, D.; Kvasnička, V.; Pospíchal, J. Introduction to multi-layer feed-forward neural networks. Chemom. Intell. Lab. Syst. 1997, 39, 43–62. [Google Scholar] [CrossRef]
- Jierula, A.; Wang, S.; Oh, T.M.; Wang, P. Study on Accuracy Metrics for Evaluating the Predictions of Damage Locations in Deep Piles Using Artificial Neural Networks with Acoustic Emission Data. Appl. Sci. 2021, 11, 2314. [Google Scholar] [CrossRef]
- Kvålseth, T.O. Cautionary Note about R2. Am. Stat. 1985, 39, 279–285. [Google Scholar]
- Hyndman, R.J. Another Look at Forecast-Accuracy Metrics for Intermittent Demand. Foresight Int. J. Appl. Forecast. 2006, 4, 43–46. [Google Scholar]
- Kim, C.H.; Kim, Y.C. Application of artificial neural network over nickel-based catalyst for combined steam-carbon dioxide of methane reforming (CSDRM). J. Nanosci. Nanotechnol. 2020, 20, 5716–5719. [Google Scholar] [CrossRef] [PubMed]
- Khramenkov, M.; Jersák, J. Effect of the Dressing Process on the Surface Roughness in Cylindrical Grinding of Ti6Al4V Alloy Using Stationary Diamond Dressing Tools. Manuf. Technol. 2021, 21, 640–646. [Google Scholar] [CrossRef]









| Grinding Elements | Parameters |
|---|---|
| Grinding Mode | Plunge surface grinding, down cut |
| Grinding Wheel | Al2O3: WA60K9V (ds = 450 mm) |
| Wheel Speed () | 47 m/s |
| Depth of Grinding () | 30 μm |
| Fluid used in grinding with cutting fluid and dressing operation | Water-soluble oil with a concentration of 5% |
| Cutting fluid flow rate in wet grinding | 4 L/min |
| MQL Oil | Vegetable oil |
| MQL flow rate | 200 mL/h |
| MQL Viscosity (at 20 °C) | 84 cP |
| MQL Carrier Gas | Compressed air |
| MQL Gas Pressure | 5 bar |
| Workpiece Material | Nickel-base superalloy-Inconel 738 |
| Workpiece Dimensions | 200 mm × 40 mm × 16 mm |
| Dresser Material | Stationary Diamond |
| Dresser Type | Single-edge and Four-edge |
| Dresser Access Angle () | 10° |
| Grinding Variable Parameter | Value |
|---|---|
| Grinding Feed Rate—Table Speed () | 4.5, 15 m/min |
| Dressing Feed () | 50, 85, 213, 420, 600 mm/min |
| Depth of each dressing pass () | 2, 5, 10, 20 µm |
| Number of Dressing passes | Ndt = 3 |
| Cooling Type | Wet; MQL |
| Stationary Diamond Dresser Type | Single-edge; Four-edge |
| Parameter | Sum of Squares (SS) | Degrees of Freedom (DF) | Mean Squares (MS) | F | p-Value |
|---|---|---|---|---|---|
| 0.0015 | 1 | 0.0015 | 0.04 | 0.8506 | |
| 0.2283 | 5 | 0.0457 | 1.06 | 0.386 | |
| 0.5124 | 4 | 0.1281 | 2.98 | 0.0223 | |
| 0.4784 | 1 | 0.4784 | 11.12 | 0.0012 | |
| 0.7185 | 1 | 0.7185 | 16.7 | 0.0001 | |
| 4.8199 | 112 | 0.0430 | - | - | |
| 6.7590 | 124 | - | - | - |
| Source | Sum Sq. | d.f. | Mean Sq. | F | Prob > F |
|---|---|---|---|---|---|
| Dresser | 0.00153449 | 1 | 0.00153449 | 0.05395521 | 0.81694287 |
| ad | 0.22826081 | 5 | 0.04565216 | 1.60520327 | 0.16889796 |
| vfd | 0.51240222 | 4 | 0.12810055 | 4.50422116 | 0.00255408 |
| vft | 0.47842361 | 1 | 0.47842361 | 16.8221422 | 0.00010205 |
| Cooling | 0.71846775 | 1 | 0.71846775 | 25.2624797 | 3.24 × 10−6 |
| Dresser:ad | 0.31042206 | 3 | 0.10347402 | 3.63831266 | 0.01644337 |
| Dresser:vfd | 0.24138786 | 4 | 0.06034697 | 2.12189618 | 0.08621938 |
| Dresser:vft | 0.06965573 | 1 | 0.06965573 | 2.44920745 | 0.12173884 |
| Dresser:Cooling | 0.0117457 | 1 | 0.0117457 | 0.41299783 | 0.5223859 |
| ad:vfd | 0.58353194 | 11 | 0.05304836 | 1.86526544 | 0.05754152 |
| ad:vft | 0.05313967 | 3 | 0.01771322 | 0.62282532 | 0.60241049 |
| ad:Cooling | 0.45124279 | 4 | 0.1128107 | 3.96660521 | 0.00561895 |
| vfd:vft | 0.82265751 | 4 | 0.20566438 | 7.23148964 | 5.46 × 10−5 |
| vfd:Cooling | 0.11375702 | 4 | 0.02843925 | 0.99996982 | 0.41296357 |
| vft:Cooling | 0.00087229 | 1 | 0.00087229 | 0.03067123 | 0.86144164 |
| Error | 2.16144852 | 76 | 0.02844011 | ||
| Total | 6.75894998 | 124 |
| Network Configuration | Learning Condition | ||
|---|---|---|---|
| Object model | Learning Scheme | Supervised Learning | |
| Input neurons | Learning rule | Gradient descent | |
| Hidden neurons | 6~20 | ||
| Output neuron | 1 | ||
| Output neuron | Sample pattern | 80% train 10% validation 10% test | |
| Transfer Functions | Purelin Tansig Logsig | Learning rate | 0.01 |
| Marquart adjustment | Mu = 0.05 | ||
| Training Function | TRAINBR | Max. epoch | 1000 |
| Learning Function | LEARNGDM | Goal | 0.001 |
| Training Phase | ||||
|---|---|---|---|---|
| Model | Validation Metrics | |||
| R2 | RMSE | MSE | MAE | |
| RT | 0.3 | 0.22 | 0.05 | 0.16 |
| GPR | 0.23 | 0.20 | 0.04 | 0.15 |
| ANN 5-17-7-1 | 0.46 | 0.18 | 0.04 | 0.12 |
| Test Phase | ||||
|---|---|---|---|---|
| Model | Validation Metrics | |||
| R2 | RMSE | MSE | MAE | |
| RT | 0.3 | 0.19 | 0.04 | 0.15 |
| GPR | 0.27 | 0.22 | 0.05 | 0.17 |
| ANN 5-17-7-1 | 0.58 | 0.17 | 0.03 | 0.12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hadad, M.; Attarsharghi, S.; Dehghanpour Abyaneh, M.; Narimani, P.; Makarian, J.; Saberi, A.; Alinaghizadeh, A. Exploring New Parameters to Advance Surface Roughness Prediction in Grinding Processes for the Enhancement of Automated Machining. J. Manuf. Mater. Process. 2024, 8, 41. https://doi.org/10.3390/jmmp8010041
Hadad M, Attarsharghi S, Dehghanpour Abyaneh M, Narimani P, Makarian J, Saberi A, Alinaghizadeh A. Exploring New Parameters to Advance Surface Roughness Prediction in Grinding Processes for the Enhancement of Automated Machining. Journal of Manufacturing and Materials Processing. 2024; 8(1):41. https://doi.org/10.3390/jmmp8010041
Chicago/Turabian StyleHadad, Mohammadjafar, Samareh Attarsharghi, Mohsen Dehghanpour Abyaneh, Parviz Narimani, Javad Makarian, Alireza Saberi, and Amir Alinaghizadeh. 2024. "Exploring New Parameters to Advance Surface Roughness Prediction in Grinding Processes for the Enhancement of Automated Machining" Journal of Manufacturing and Materials Processing 8, no. 1: 41. https://doi.org/10.3390/jmmp8010041