

Ultrasonic-Vibration-Superimposed Face Turning of Aluminium Matrix Composite Components for Enhancing Friction-Surface Preconditioning

 , , , , , and
, , , , , and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
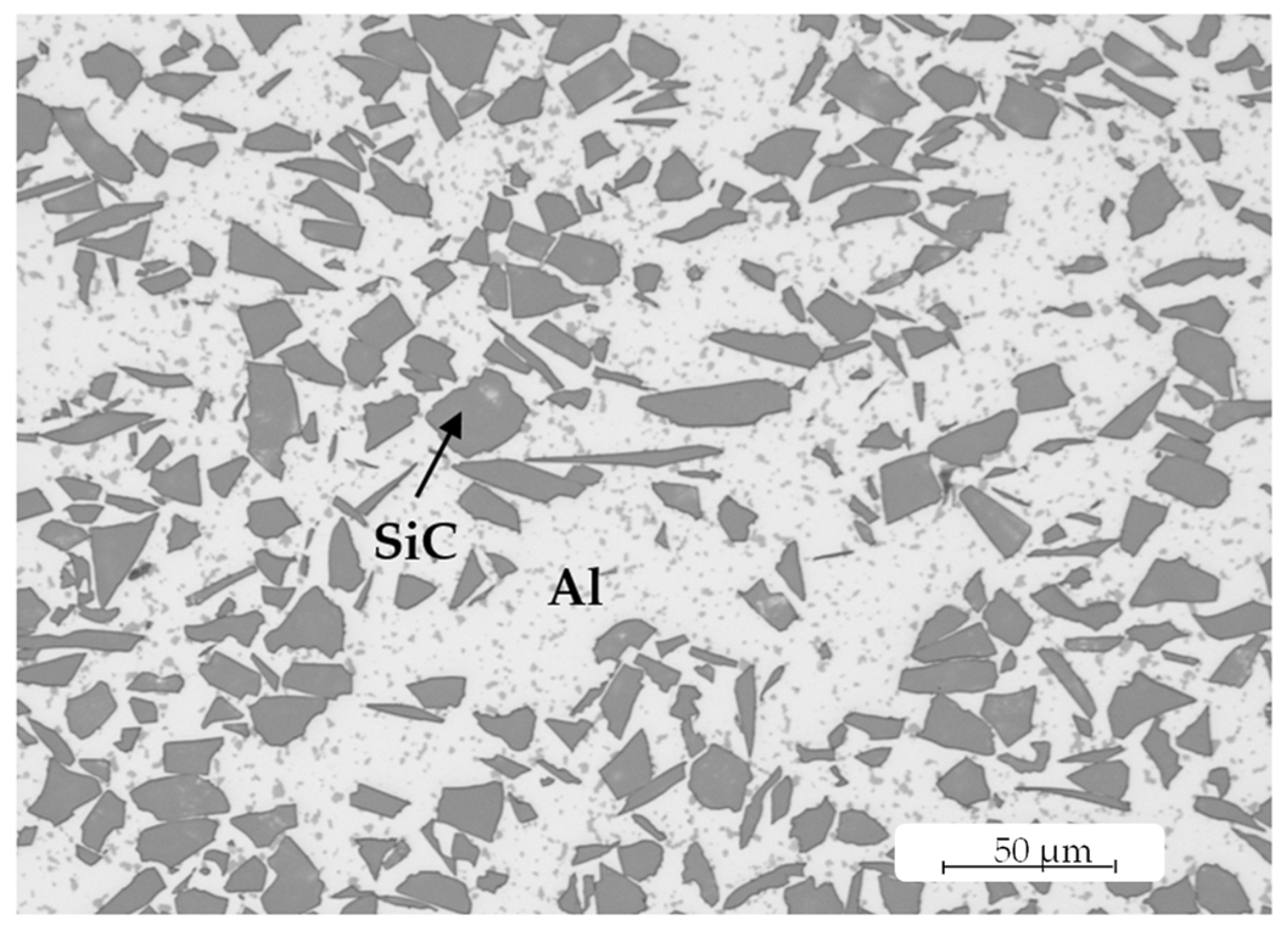
2.1. Specimens
2.2. Cutting Tools
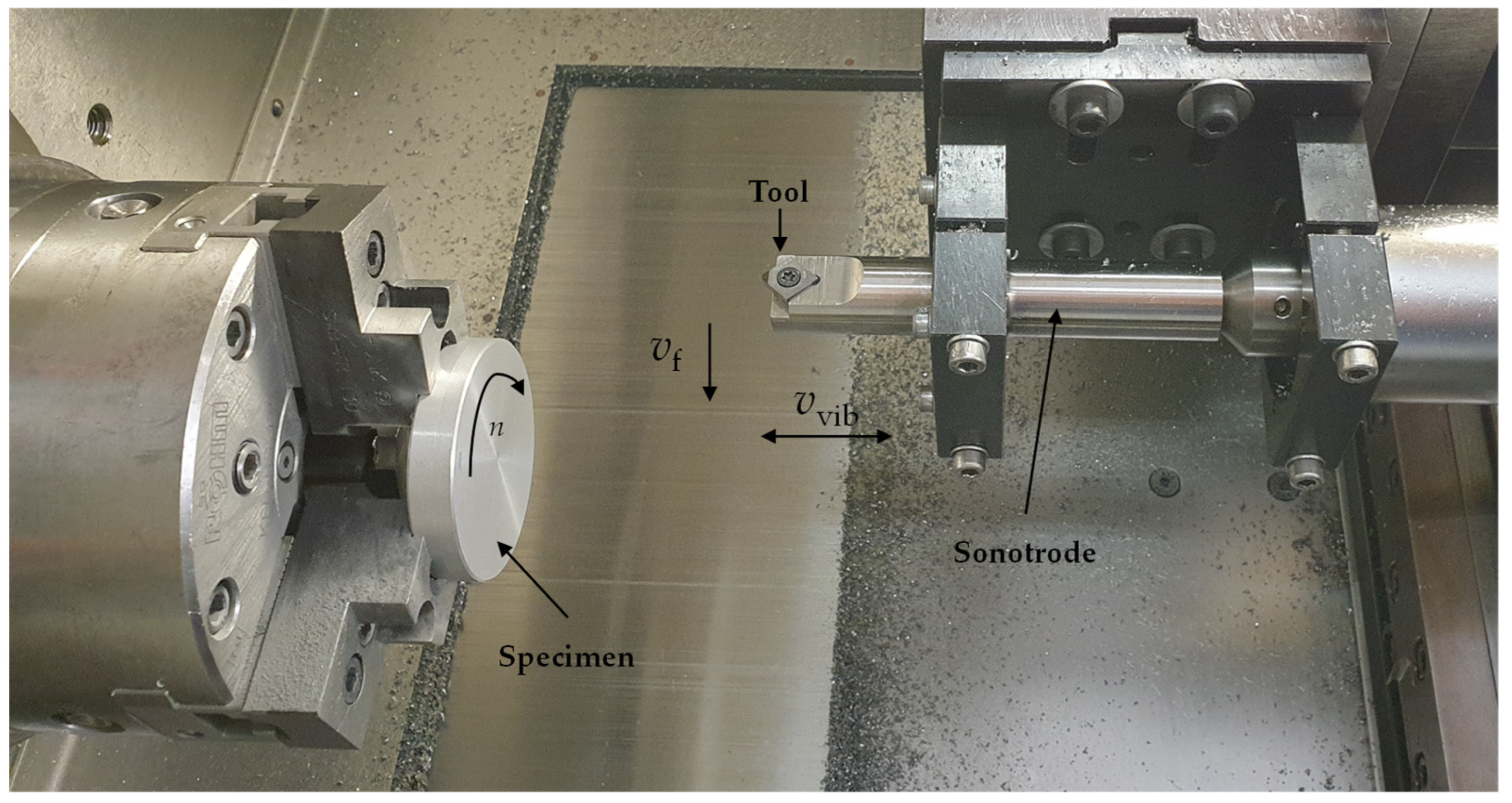
2.3. Machining Experiments
2.4. Tribological Surface Conditioning Using Pin-on-Disc Test
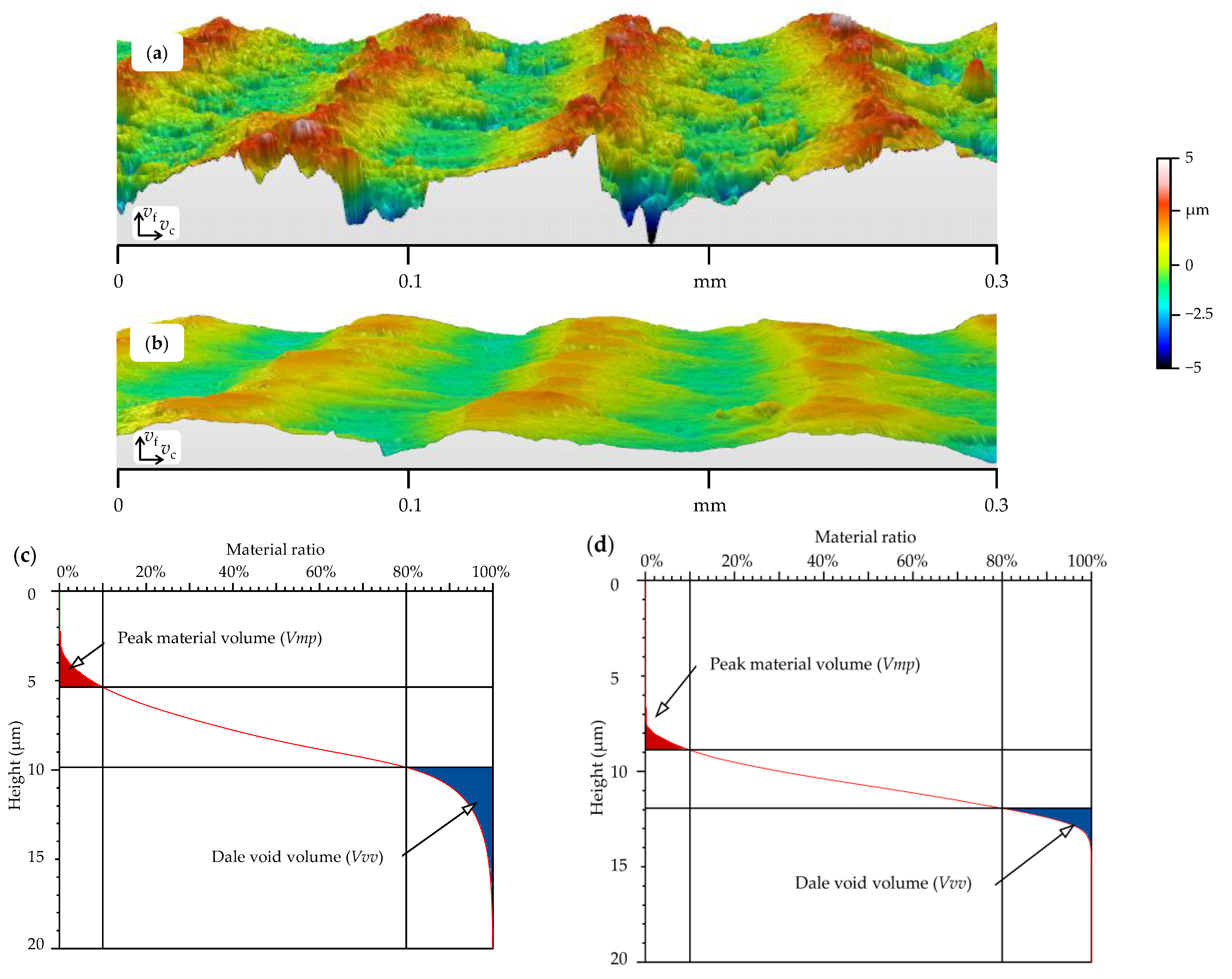
2.5. Surface Evaluation and Microstructural Analysis
3. Results and Discussion
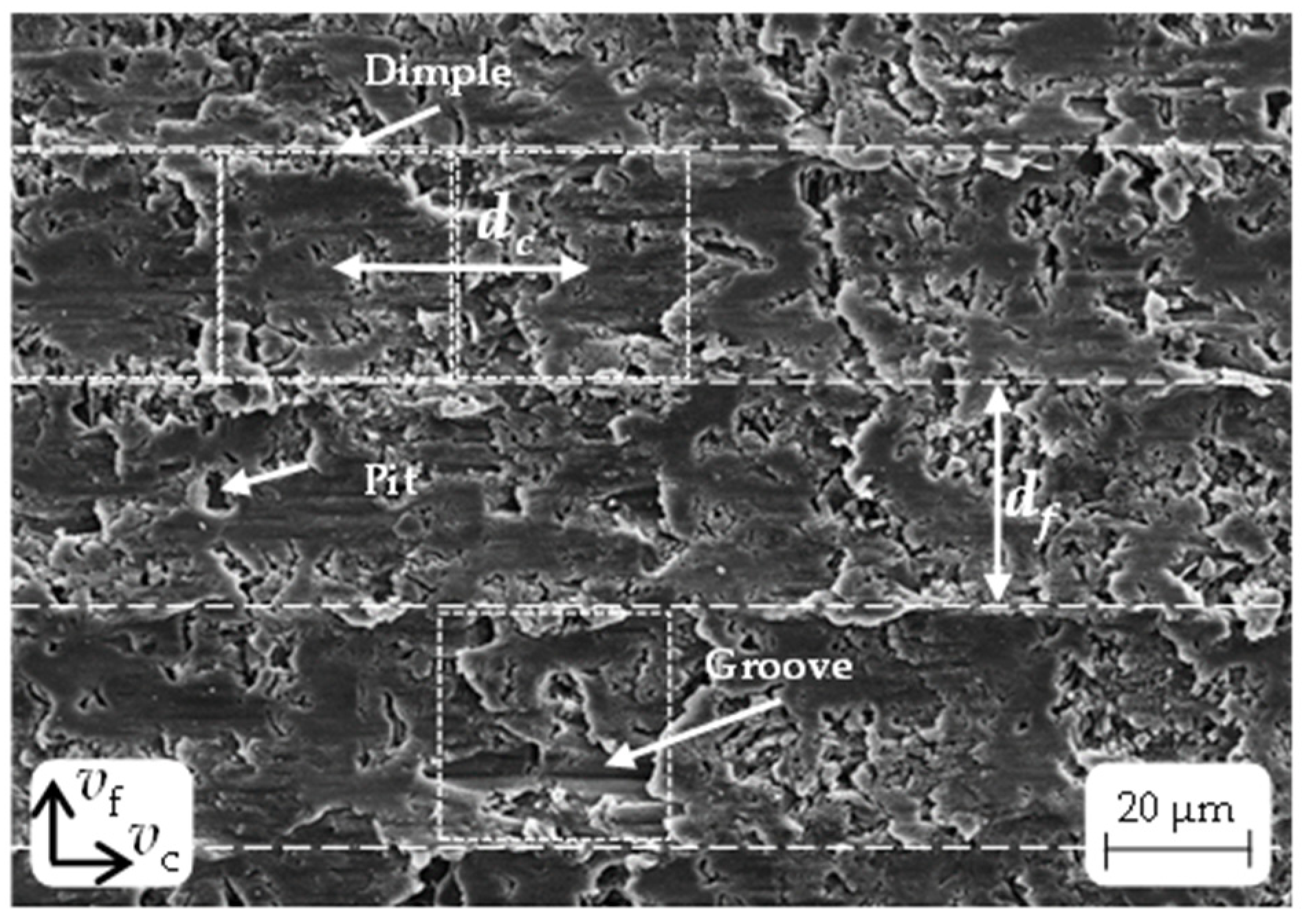
3.1. Surface Microstructure
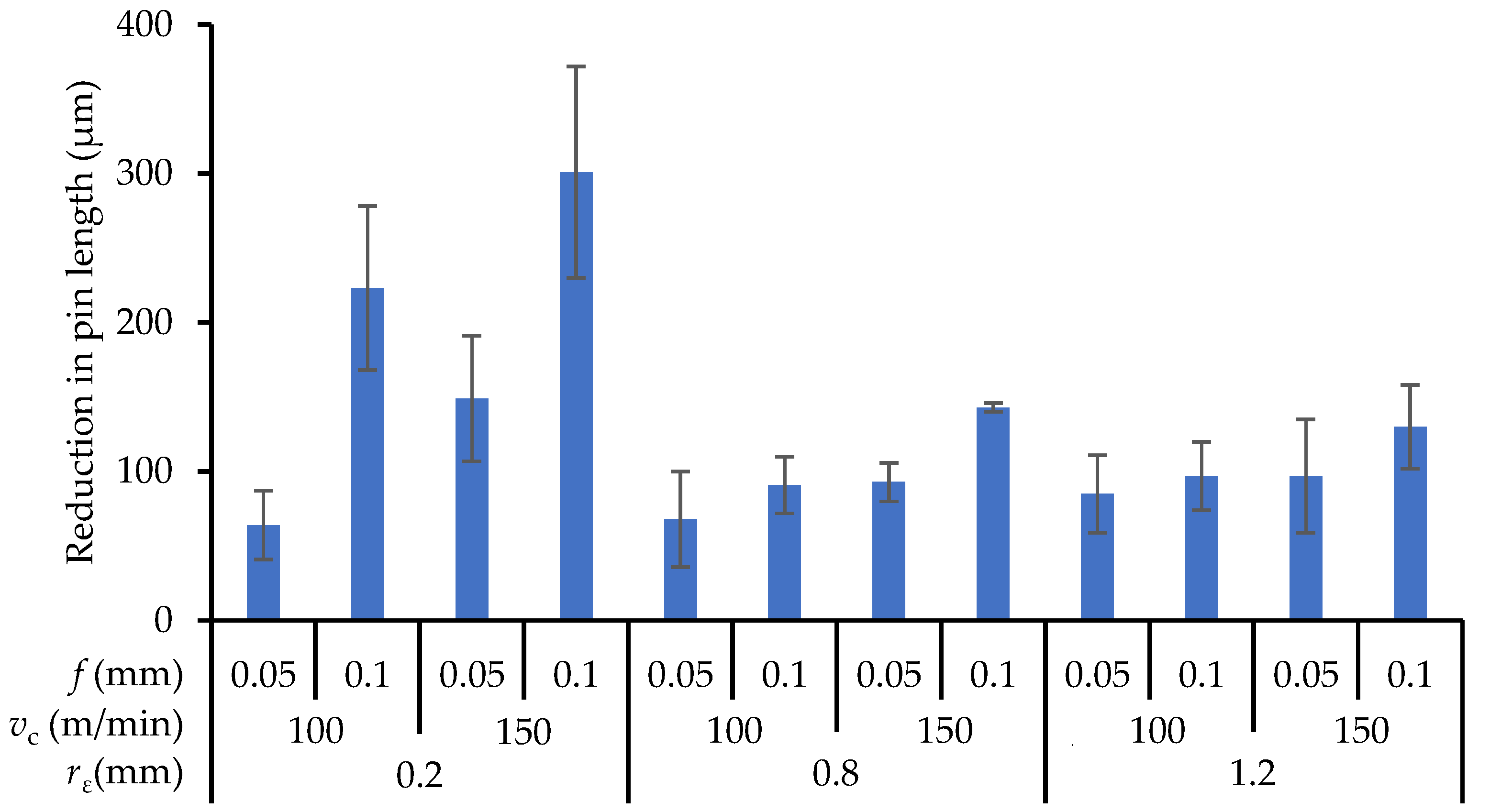
3.2. Tribological Considerations
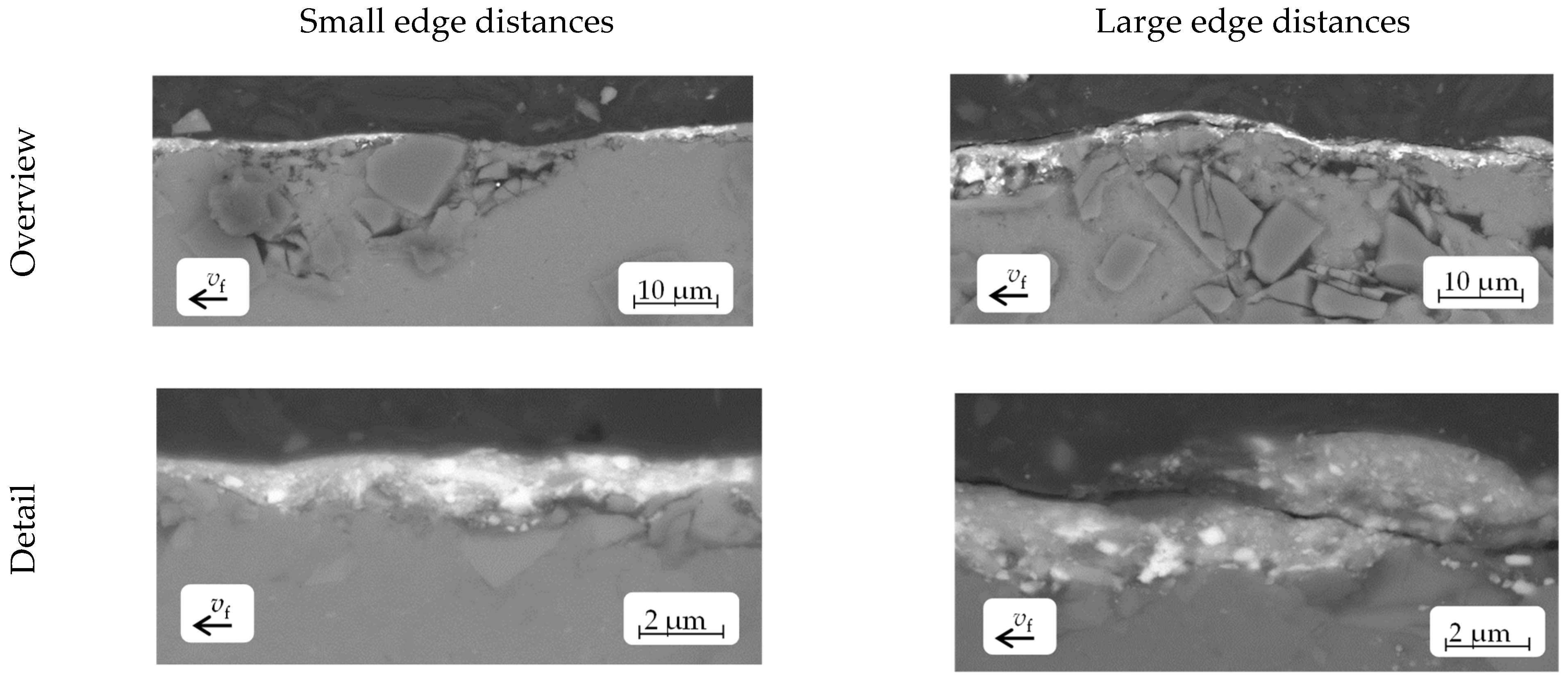
3.3. Microstructural Observations
4. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| ap | depth of cut | mm |
| A | amplitude | µm |
| AMC | aluminium matrix composite | |
| AR | adjustment relevelling | µm |
| AR rate | adjustment relevelling rate | µm/m |
| BSE | backscattered electron | |
| CTE | coefficient of thermal expansion | |
| EDS | energy-dispersive X-ray spectroscopy | |
| dc | structure distance in cutting direction | µm |
| df | structure distance in direction of feed motion | µm |
| f | feed | mm |
| fUS | ultrasonic frequency | kHz |
| n | rotational speed | min−1 |
| PCD | polycrystalline diamond | |
| rε | corner radius | mm |
| Sa | arithmetical mean height | µm |
| SE | secondary electron | |
| SEM | scanning electron microscopy | |
| SiCp | particulate silicon carbide | |
| Spk | reduced peak height | µm |
| t | time | s |
| vc | cutting speed | m/min |
| vf | feed velocity | mm/min |
| vvib | vibration velocity | m/min |
| Vmp | peak material volume | ml/m2 |
| Vvv | dale void volume | ml/m2 |
| µ | friction coefficient |
References
- Srivyas, P.; Charoo, M.S. Application of Hybrid Aluminum Matrix Composite in Automotive Industry. Mater. Today Proc. 2019, 18, 3189–3200. [Google Scholar] [CrossRef]
- Ferraris, M.; Gili, F.; Lizarralde, X.; Igartua, A.; Mendoza, G.; Blugan, G.; Gorjan, L.; Casalegno, V. SiC particle reinforced Al matrix composites brazed on aluminum body for lightweight wear resistant brakes. Ceram. Int. 2022, 48, 10941–10951. [Google Scholar] [CrossRef]
- Meng, T.; Feng, Y.; Wang, R.; Wang, X.; Cai, Z.; Dong, C. Effect of Grp on Microstructure and Properties of SiCp/Al Composites for Brake Discs. Tribol. Trans. 2021, 64, 873–882. [Google Scholar] [CrossRef]
- Yılmaz, S.O.; Buytoz, S. Relationship between thermal and sliding wear behavior of Al6061/Al2O3 metal matrix composites. J. Mater. Sci. 2007, 42, 4485–4493. [Google Scholar] [CrossRef]
- Daoud, A.; Abou El-khair, M.T. Wear and friction behavior of sand cast brake rotor made of A359-20vol% SiC particle composites sliding against automobile friction material. Tribol. Int. 2010, 43, 544–553. [Google Scholar] [CrossRef]
- Du, A.; Lattanzi, L.; Jarfors, A.E.W.; Zheng, J.; Wang, K.; Yu, G. Role of matrix alloy, reinforcement size and fraction in the sliding wear behaviour of Al-SiCp MMCs against brake pad material. Wear 2023, 530–531, 204969. [Google Scholar] [CrossRef]
- Özer, I. Legierungstechnische und Tribologische Entwicklung von Bremsscheiben aus Sprühkompaktierten Aluminium-Matrixkompositen; Schriftenreihe Werkstoffe und werkstofftechnische Anwendungen; Fak. für Maschinenbau, Inst. für Werkstoffwissenschaft und Werkstofftechnik, Technische Universität Chemnitz: Chemnitz, Germany, 2013; Volume 51, pp. 170–189. ISBN 978-3-00-043129-6. [Google Scholar]
- Ali, M.K.A.; Makrahy, M.M. Tribological performance evaluation of automotive brake discs manufactured from boron-doped titanium dioxide-reinforced aluminum composite. Measurement 2024, 224, 113835. [Google Scholar] [CrossRef]
- Natarajan, N.; Vijayarangan, S.; Radjendran, I. Wear behaviour of A356/25SiCp aluminium matrix composites sliding against automobile friction material. Wear 2006, 261, 812–822. [Google Scholar] [CrossRef]
- Gupta, R.; Sharma, S.; Nanda, T.; Pandey, O.P. Wear studies of hybrid AMCs reinforced with naturally occurring sillimanite and rutile ceramic particles for brake-rotor applications. Ceram. Int. 2020, 46, 16849–16859. [Google Scholar] [CrossRef]
- Eriksson, M.; Lord, J.; Jacobson, S. Wear and contact conditions of brake pads: Dynamical in situ studies of pad on glass. Wear 2001, 249, 272–278. [Google Scholar] [CrossRef]
- Eiselt, P.; Hirsch, S.J.; Nestler, A.; Grund, T.; Schubert, A.; Lampke, T. Influence of the kinematic roughness resulting from facing of AMC specimens on preconditioning of friction surfaces. Procedia CIRP 2022, 108, 1–6. [Google Scholar] [CrossRef]
- Hirsch, S.J.; Eiselt, P.; Ozdemir, I.; Grund, T.; Nestler, A.; Lampke, T.; Schubert, A. Investigation of the Tribological Behaviour of Various AMC Surfaces against Brake Lining Material. Materials 2023, 16, 1001. [Google Scholar] [CrossRef]
- Zhong, Z.W.; Lin, G. Ultrasonic assisted turning of an aluminium-based metal matrix composite reinforced with SiC particles. Int. J. Adv. Manuf. Technol. 2006, 27, 1077–1081. [Google Scholar] [CrossRef]
- Bai, W.; Roy, A.; Sun, R.; Silberschmidt, V.V. Enhanced machinability of SiC-reinforced metal-matrix composite with hybrid turning. J. Mater. Process. Technol. 2019, 268, 149–161. [Google Scholar] [CrossRef]
- Kim, J.; Zani, L.; Abdul-Kadir, A.; Ribeiro, M.L.; Roy, A.; Baxevanakis, K.P.; Jones, L.C.R.; Silberschmidt, V.V. Ultrasonically assisted turning of micro-SiCp/Al 2124 composite. Procedia Struct. Integr. 2022, 37, 282–291. [Google Scholar] [CrossRef]
- Kim, J.; Zani, L.; Abdul-Kadir, A.; Jones, L.; Roy, A.; Zhao, L.; Silberschmidt, V.V. Hybrid-hybrid machining of SiC-reinforced aluminium metal matrix composite. Manuf. Lett. 2022, 32, 63–66. [Google Scholar] [CrossRef]
- Liu, X.; Wu, D.; Zhang, J. Fabrication of micro-textured surface using feed-direction ultrasonic vibration-assisted turning. Int. J. Adv. Manuf. Technol. 2018, 97, 3849–3857. [Google Scholar] [CrossRef]
- Amini, S.; Nouri Hossein Abadi, H.; Sajjady, S.A. Experimental study on effect of micro textured surfaces generated by ultrasonic vibration assisted face turning on friction and wear performance. Appl. Surf. Sci. 2016, 390, 633–648. [Google Scholar] [CrossRef]
- Sajjady, S.A.; Nouri Hossein Abadi, H.; Amini, S.; Nosouhi, R. Analytical and experimental study of topography of surface texture in ultrasonic vibration assisted turning. Mater. Des. 2016, 93, 311–323. [Google Scholar] [CrossRef]
- Liu, X.; Wu, D.; Zhang, J.; Hu, X.; Cui, P. Analysis of surface texturing in radial ultrasonic vibration-assisted turning. J. Mater. Process. Technol. 2019, 267, 186–195. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, J.; Hu, X.; Wu, D. Influence of tool material and geometry on micro-textured surface in radial ultrasonic vibration-assisted turning. Int. J. Mech. Sci. 2019, 152, 545–557. [Google Scholar] [CrossRef]
- Nestler, A.; Schubert, A. Surface Properties in Ultrasonic Vibration Assisted Turning of Particle Reinforced Aluminium Matrix Composites. Procedia CIRP 2014, 13, 125–130. [Google Scholar] [CrossRef]
- Tong, J.; Zhao, J.; Chen, P.; Zhao, B. Effect of ultrasonic elliptical vibration turning on the microscopic morphology of aluminum alloy surface. Int. J. Adv. Manuf. Technol. 2020, 106, 1397–1407. [Google Scholar] [CrossRef]
- Lu, S.; Li, Z.; Ma, S.; Zhang, J.; Zhang, J. Compensating varying size effect in diamond cutting of SiCp/Al by ultrasonic elliptical vibration. Precis. Eng. 2024, 85, 143–153. [Google Scholar] [CrossRef]
- Zhou, J.; Lu, M.; Lin, J.; Wie, W. Influence of tool vibration and cutting speeds on removal mechanism of SiCp/Al composites during ultrasonic elliptical vibration-assisted turning. J. Manuf. Process. 2023, 99, 445–455. [Google Scholar] [CrossRef]
- DIN EN 1706; Aluminium and Aluminium Alloys—Castings—Chemical Composition and Mechanical Properties. Beuth-Verlag: Berlin, Germany, 2021.
- Pippig, R.; Hirsch, S.J.; Grund, T.; Lampke, T. Influence of metal matrix powder size on the tensile strength of a SiCp/AlSi7Mg0.6 composite produced by field assisted sintering technique. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1147, 012020. [Google Scholar] [CrossRef]
- DIN EN ISO 25178-3; Geometrical Product Specifications (GPS), Surface Texture: Areal, Part 3: Specification Operators. Beuth-Verlag: Berlin, Germany, 2012.
- Gultekin, D.; Uysal, M.; Aslan, S.; Alaf, M.; Guler, M.O.; Akbulut, H. The effects of applied load on the coefficient of friction in Cu-MMC brake pad/Al-SiCp MMC brake disc system. Wear 2010, 270, 73–82. [Google Scholar] [CrossRef]


















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eiselt, P.; Hirsch, S.J.; Ozdemir, I.; Nestler, A.; Grund, T.; Schubert, A.; Lampke, T. Ultrasonic-Vibration-Superimposed Face Turning of Aluminium Matrix Composite Components for Enhancing Friction-Surface Preconditioning. J. Manuf. Mater. Process. 2024, 8, 32. https://doi.org/10.3390/jmmp8010032
Eiselt P, Hirsch SJ, Ozdemir I, Nestler A, Grund T, Schubert A, Lampke T. Ultrasonic-Vibration-Superimposed Face Turning of Aluminium Matrix Composite Components for Enhancing Friction-Surface Preconditioning. Journal of Manufacturing and Materials Processing. 2024; 8(1):32. https://doi.org/10.3390/jmmp8010032
Chicago/Turabian StyleEiselt, Patrick, Sarah Johanna Hirsch, Ismail Ozdemir, Andreas Nestler, Thomas Grund, Andreas Schubert, and Thomas Lampke. 2024. "Ultrasonic-Vibration-Superimposed Face Turning of Aluminium Matrix Composite Components for Enhancing Friction-Surface Preconditioning" Journal of Manufacturing and Materials Processing 8, no. 1: 32. https://doi.org/10.3390/jmmp8010032