
Deep Container Fabrication by Forging with High- and Low-Density Wood
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Preparation
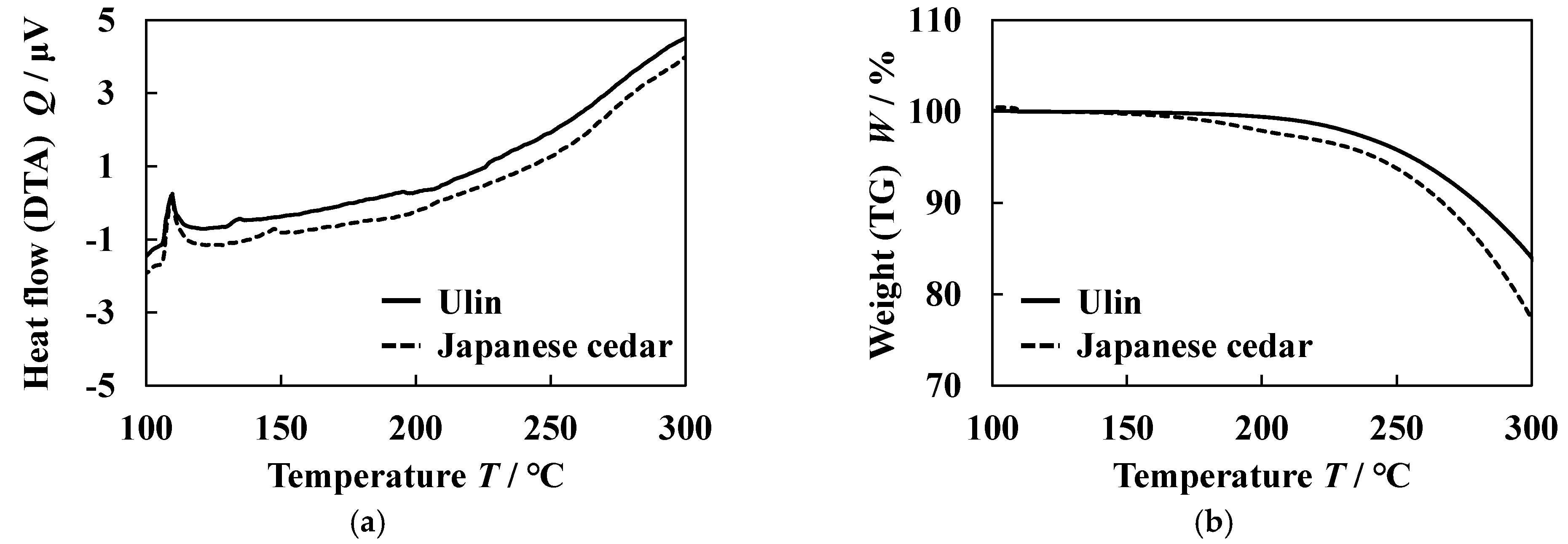
2.2. Differential Thermal Analysis and Thermogravimetry
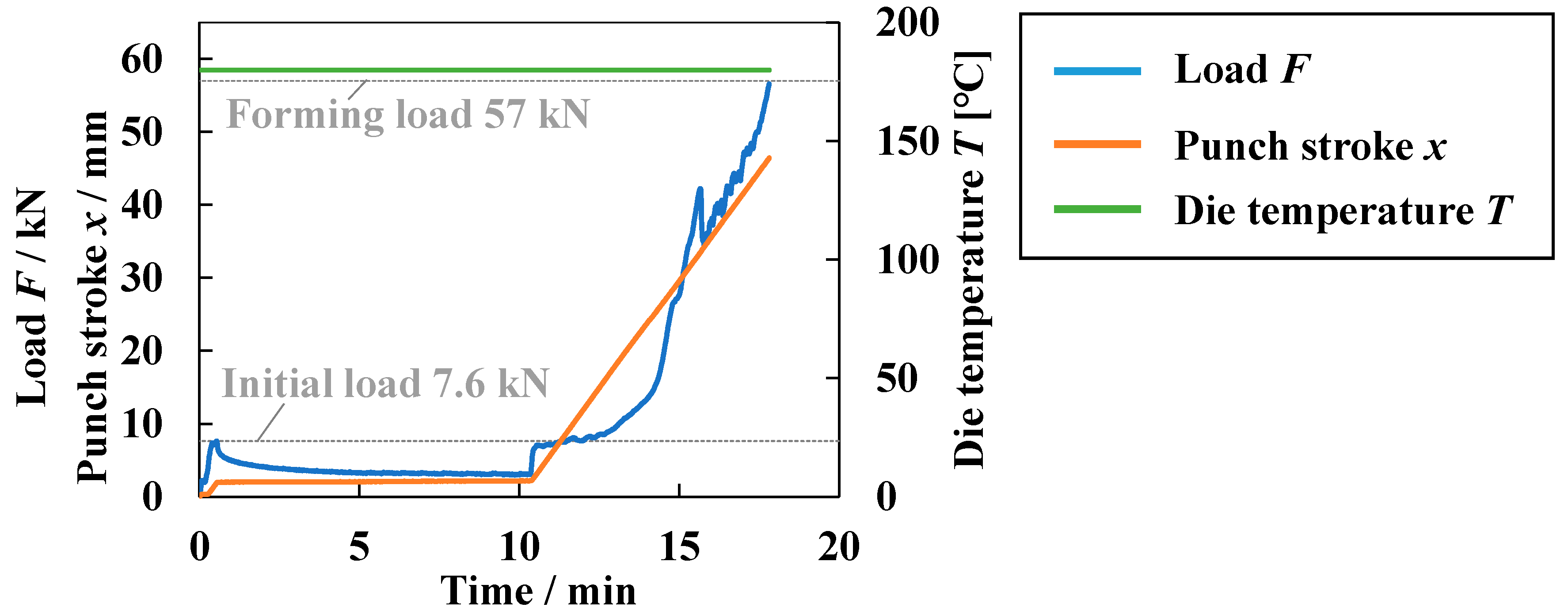
2.3. Forging Test
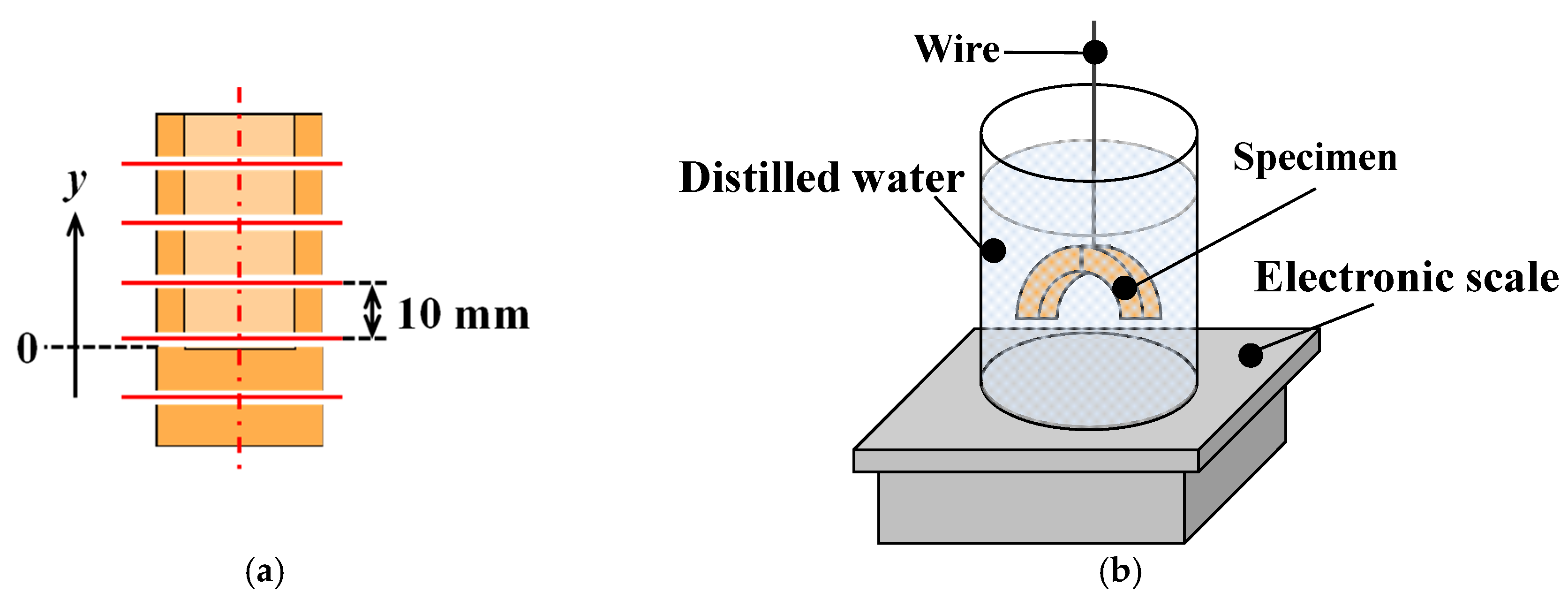
2.4. Evaluation of Formed Products
3. Results and Discussion
3.1. Heat Flow and Weight Change during Temperature Increasing
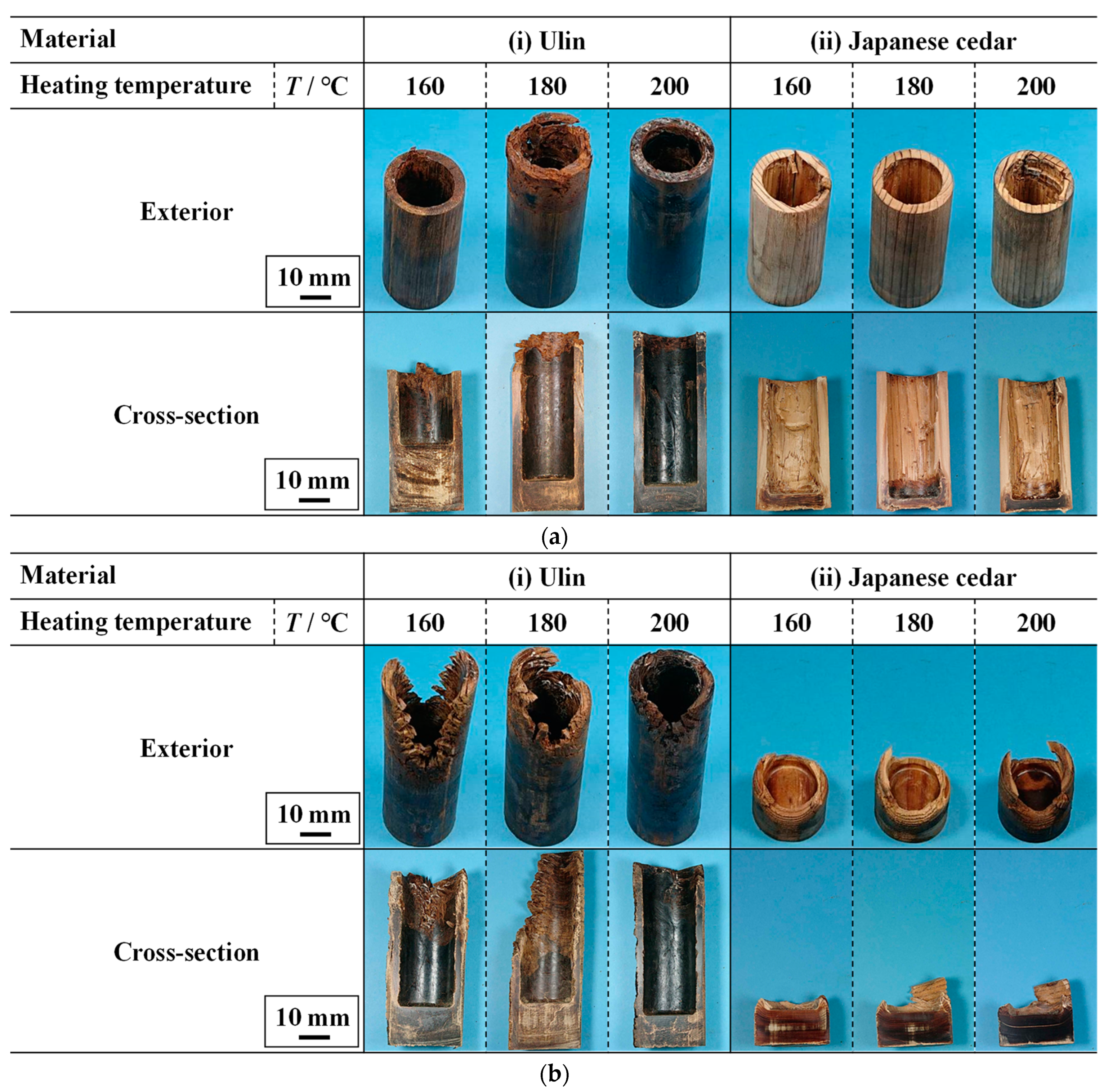
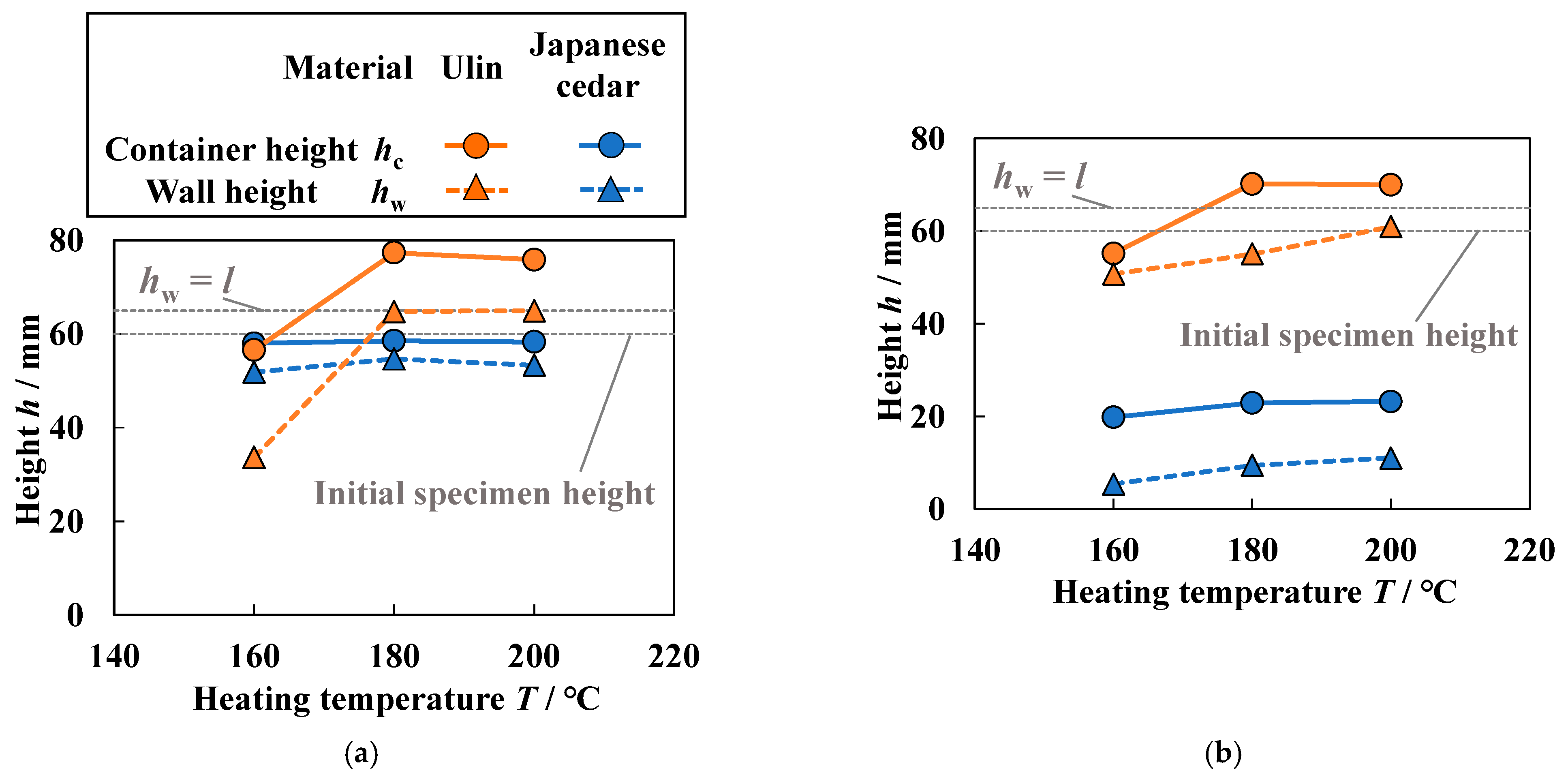
3.2. Effect of Temperature on Formability
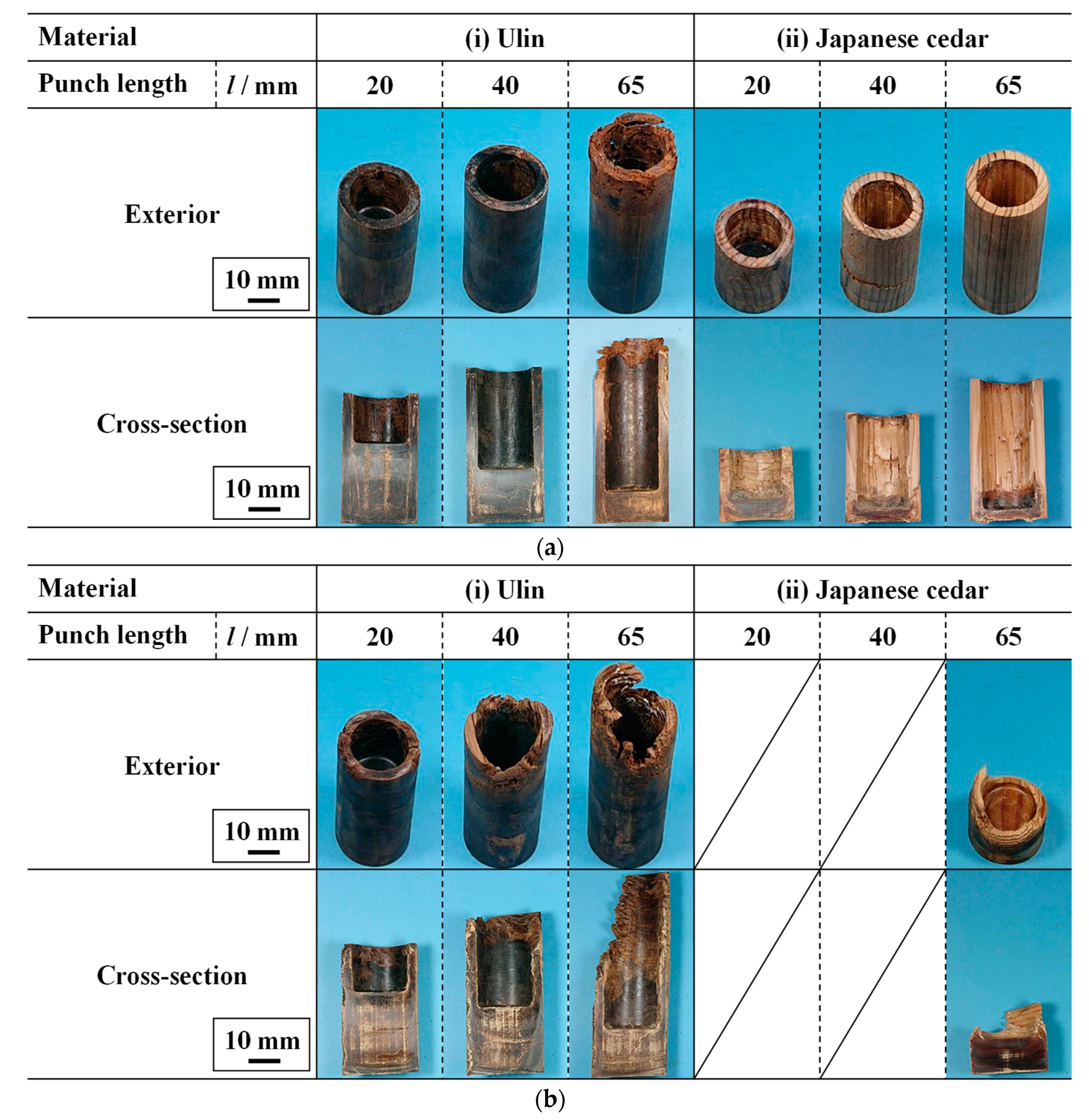
3.3. Effect of Punch Length on Formability
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Astrup, T.; Fruergaard, T.; Christensen, T.H. Recycling of plastic: Accounting of greenhouse gases and global warming contributions. Waste Manag. Res. 2009, 27, 763–772. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef]
- Wang, M.; Bauer, F.; Syberg, K.; Gammage, T. Finance plastics reuse, redesign, and reduction. Science 2023, 382, 526. [Google Scholar] [CrossRef]
- Shen, M.; Huang, W.; Chen, M.; Song, B.; Zeng, G.; Zhang, Y. (Micro)plastic crisis: Un-ignorable contribution to global greenhouse gas emissions and climate change. J. Clean. Prod. 2020, 254, 120138. [Google Scholar] [CrossRef]
- Umemura, K. Introduction of research on sustainable and environmentally friendly wood-based materials. Impact 2020, 2020, 73–75. [Google Scholar] [CrossRef]
- Yang, S.; Choi, G.; Kim, J.; Lee, H.; Kang, S. Comparison of Mechanical Properties According to the Structural Materials of Lumber, GLT, CLT, and Ply-lam CLT. Bio Resour. 2023, 18, 6971–6985. [Google Scholar] [CrossRef]
- Eder, A. Global Trends in Wood-Plastics Composites (WPC). Bioplastics Mag. 2016, 8, 16–17. [Google Scholar]
- Wolcott, W.P. Wood-Plastic Composites. In Encyclopedia of Materials: Science and Technology; Elsevier: Amsterdam, The Netherlands, 2001; pp. 9759–9763. [Google Scholar]
- Tao, X.; Nonaka, H. Wet Extrusion Molding of Wood Powder with Hydroxy-propylmethyl Cellulose and with Citric Acid as a Crosslinking Agent. Bio Resour. 2021, 16, 2314–2325. [Google Scholar] [CrossRef]
- Abe, M.; Seki, M.; Miki, T.; Nishida, M. Rapid Benzylation of Wood Powder without Heating. Polymers 2021, 13, 1118. [Google Scholar] [CrossRef] [PubMed]
- Takahashi, I.; Takasu, Y.; Sugimoto, T.; Kikata, Y.; Sasaki, Y. Thermoplastic flow behavior of steamed wood flour under heat and compression. Wood Sci. Technol. 2010, 44, 607–619. [Google Scholar] [CrossRef]
- Takahashi, I.; Sugimoto, T.; Takasu, Y.; Yamasaki, M.; Sasaki, Y.; Kikata, Y. Effect of wood species on thermal flow behavior and physical properties of thermoplastic molding. Wood Sci. Technol. 2012, 46, 419–429. [Google Scholar] [CrossRef]
- Mudianta, W.; Artha, N.G.S.; Muderawas, W.; Martiningsih, N.W. Chemical profile and antibacterial activity of essential oil from ironwood (Eusideroxylon zwageri) sawdust. Food Sci. Technol. 2023, 9, 2202033. [Google Scholar] [CrossRef]
- Inoue, M.; Norimoto, M.; Tanahashi, M.; Rowell, R.M. Team or Heat Fixation of Compressed Wood. Wood Fiber Sci. 1993, 25, 224–235. [Google Scholar]
- Kutnar, A.; Sandberg, D.; Haller, P. Compressed and moulded wood from processing to products. Holzforschung 2015, 69, 885–897. [Google Scholar] [CrossRef]
- Sandberg, D.; Haller, P.; Navi, P. Thermo-hydro and thermo-hydro-mechanical wood processing: An opportunity for future environmentally friendly wood products. Wood Mater. Sci. Eng. 2003, 8, 64–88. [Google Scholar] [CrossRef]
- Miki, T.; Sugimoto, H.; Shigematsu, I.; Kanayama, K. Superplastic deformation of solid wood by slipping cells at sub-micrometer intercellular layers. Int. J. Nanotechnol. 2014, 11, 509–519. [Google Scholar] [CrossRef]
- Abe, M.; Seki, M.; Miki, T.; Nishida, M. Effect of the Propionylation Method on the Deformability under Thermal Pressure of Block-Shaped Wood. Molecules 2021, 26, 3539. [Google Scholar] [CrossRef] [PubMed]
- Abe, M.; Enomoto, Y.; Seki, M.; Miki, T. Esterification of Solid Wood for Plastic Forming. Bio Resour. 2020, 15, 6282–6298. [Google Scholar] [CrossRef]
- Seki, M.; Yashima, Y.; Abe, M.; Miki, T.; Nishida, M. Influence of delignification on plastic flow deformation of wood. Cellulose 2022, 29, 4153–4165. [Google Scholar] [CrossRef]
- Yamashita, O.; Imanishi, H.; Kanayama, K. Transfer molding of bamboo. J. Mater. Process. Technol. 2007, 192–193, 259–264. [Google Scholar] [CrossRef]
- Kajikawa, S.; Iizuka, T.; Yamaishi, K.; Takakura, N. Small Container Fabrication Using Closed Die Wood Forging. Steel Res. Int. 2011, 2011, 229–234. [Google Scholar]
- Kajikawa, S.; Iizuka, T.; Yamaishi, K. Displacement Behavior of Wood in Boss Forming Using Open-Die Wood Forging. Key Eng. Mater. 2012, 504–506, 1261–1266. [Google Scholar] [CrossRef]
- Aiso-Sanada, H.; Nezu, I.; Ishiguri, F.; Jaffar, A.N.N.B.M.; Ambun, D.B.A.; Perumal, M.; Wasli, M.E.; Ohkubo, T.; Abe, H. Basic wood properties of Borneo ironwood (Eusideroxylon zwageri) planted in Sarawak, Malaysia. Tropics 2020, 28, 99–103. [Google Scholar] [CrossRef]
- JIS Z 2101; Methods of Test for Woods. Japanese Standards Association: Tokyo, Japan, 2009.
- Kajikawa, S.; Iizuka, T. Hot press moldability of bamboo powder without additives. Key Eng. Mater. 2014, 611–612, 852–858. [Google Scholar] [CrossRef]
- JIS Z 8807; Methods of Measuring Density and Specific Gravity of Solid. Japanese Standards Association: Tokyo, Japan, 2012.
- Kajikawa, S.; Iizuka, T. Effect of Water-soluble Components Mass on the Fluidity of the Steam treated Bamboo Powder Caused by Heating and Compression. J. Soc. Mater. Sci. 2015, 64, 381–386. [Google Scholar] [CrossRef]
- Ramiah, M.V.; Goring, D.A.I. The thermal expansion of cellulose, hemicellulose, and lignin. J. Polym. Sci. Part C Polym. Symp. 1965, 11, 27–48. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heating temperature | T/°C | 160 180 200 |
| Punch length | l/mm | 20 40 65 |
| Initial load | Fi/kN | 7.6 |
| Forming load | Ff/kN | 57 |
| Moisture content | u/% | 13 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uejima, H.; Kuboki, T.; Tanaka, S.; Kajikawa, S. Deep Container Fabrication by Forging with High- and Low-Density Wood. J. Manuf. Mater. Process. 2024, 8, 30. https://doi.org/10.3390/jmmp8010030
Uejima H, Kuboki T, Tanaka S, Kajikawa S. Deep Container Fabrication by Forging with High- and Low-Density Wood. Journal of Manufacturing and Materials Processing. 2024; 8(1):30. https://doi.org/10.3390/jmmp8010030
Chicago/Turabian StyleUejima, Hinako, Takashi Kuboki, Soichi Tanaka, and Shohei Kajikawa. 2024. "Deep Container Fabrication by Forging with High- and Low-Density Wood" Journal of Manufacturing and Materials Processing 8, no. 1: 30. https://doi.org/10.3390/jmmp8010030