
Numerical Modelling for Efficient Analysis of Large Size Multi-Stage Incremental Sheet Forming
Abstract
:1. Introduction
2. Experimental Data and Model of ISF
3. Description of the FEM Model
4. Parameters Influencing Numerical Modeling Accuracy and Efficiency
- Tool feed rate in FEM modeling
- Boundary conditions
- The blank element size.
- The material properties of FEM modeling
5. Multi Stages of FEM Modeling
5.1. Forming Simulation Stage
5.2. Unclamping Stage
5.3. Trimming Flanges Stage
6. Characteristics of Accurate Numerical Modeling
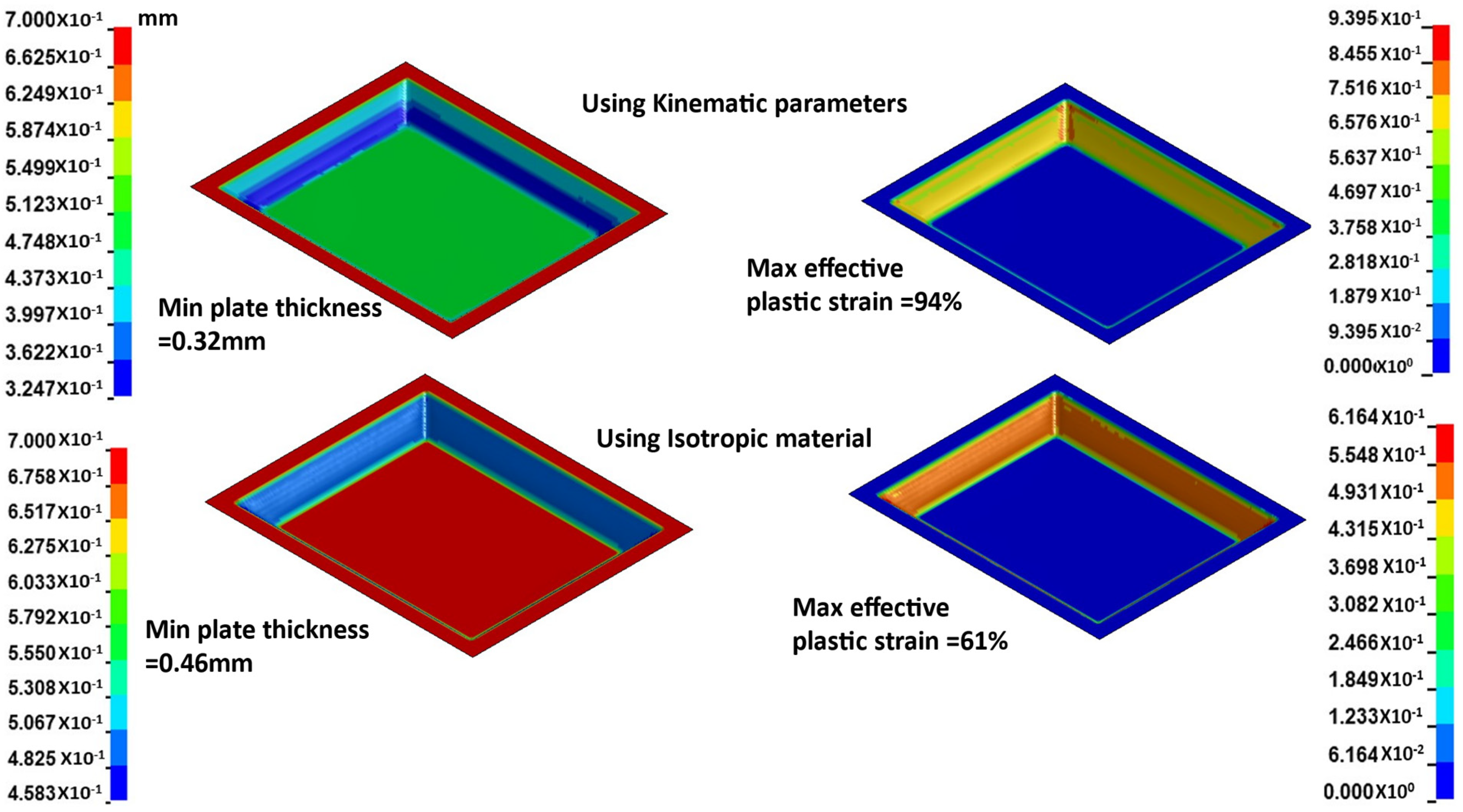
6.1. The Effective Plastic Strain
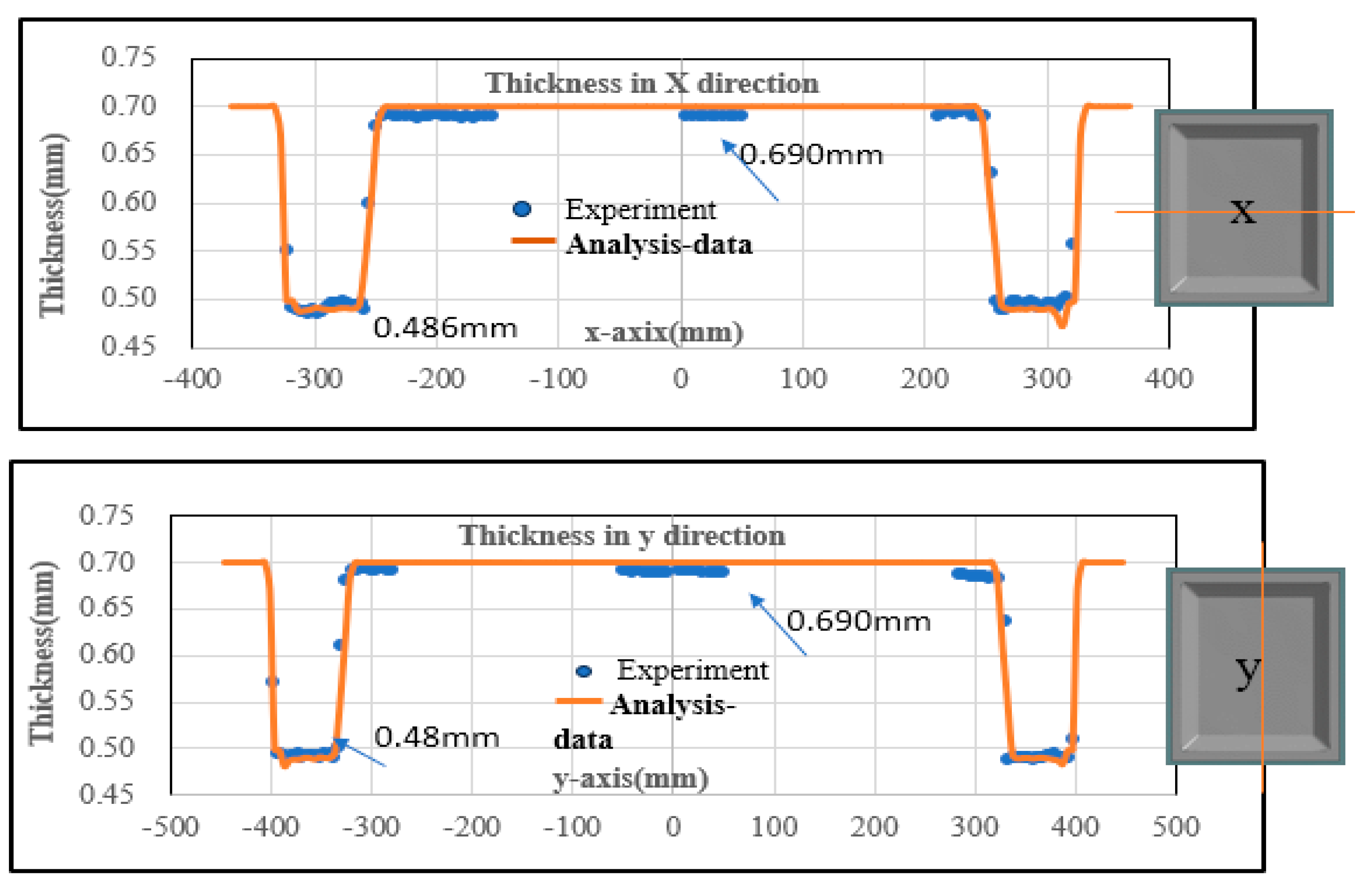
6.2. The Minimum Plate Thicknesses
7. Results of Analyses
7.1. Optimum Element Size
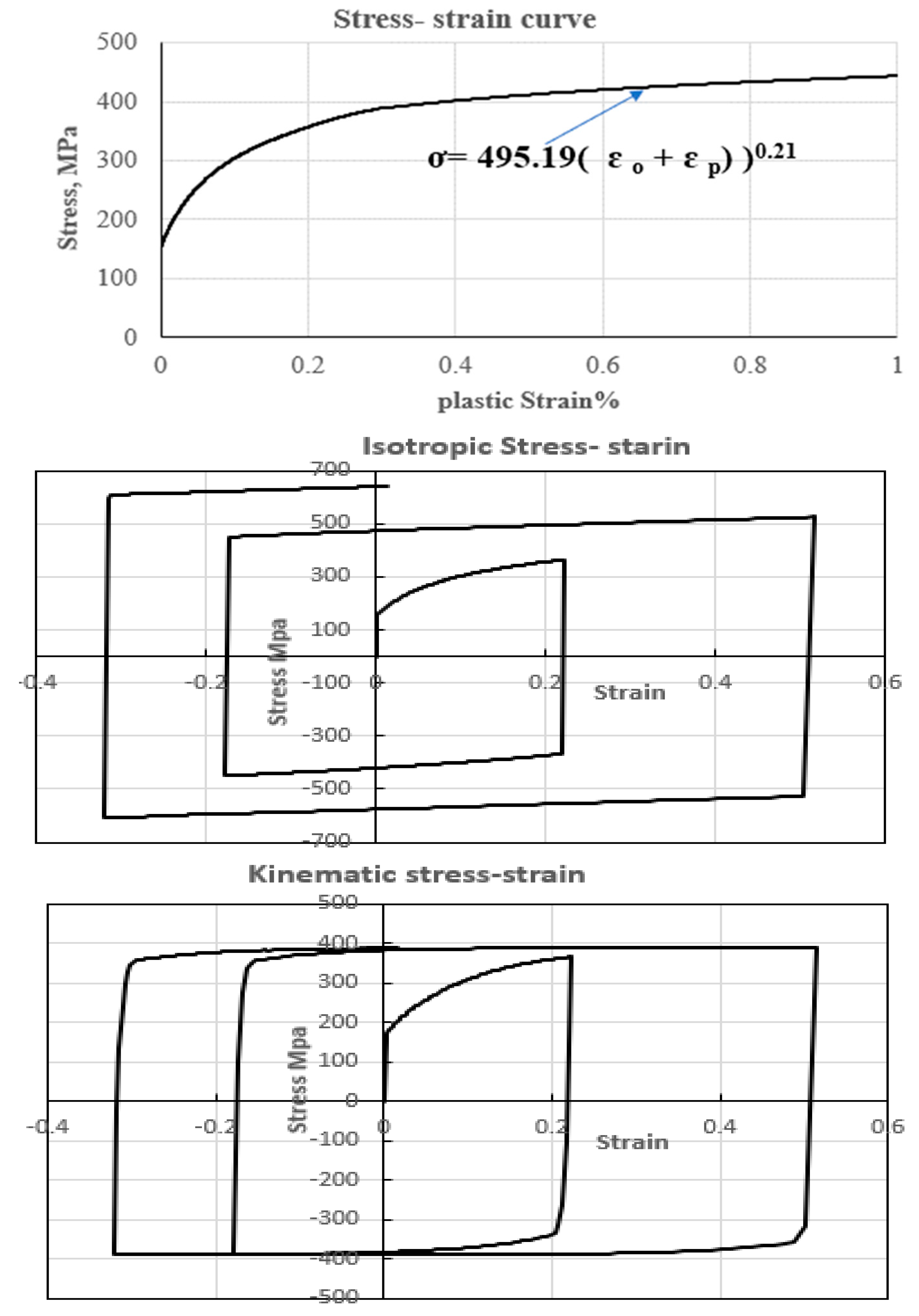
7.2. Effective Material Properties
8. Conclusions
- Changing the tool feed rate in the numerical model from experimental 66.66 mm/s to 33,330 mm/s (500 Vr) will highly accelerate the simulation efficiency without losing its accuracy. The simulation time for the multi-stage incremental sheet forming with a large-size blank of 900 × 740 × 0.7 mm was reduced to 72 h, whose efficiency has been accepted by the automotive industries in the design and development phases.
- The numerical model characterized by a Yoshida-Uemori kinematic material model and contact boundary condition for clamping obtained higher accuracy compared with the conventional isotropic hardening material model.
- Compared with the measured thickness distribution and geometry shape, the thinning due to large-size incremental sheet forming and spring back after unclamping and trimming were accurately predicted using the developed numerical modeling. The thickness prediction accuracy can be higher than 90%, and the spring back prediction deviation may be less than 3 mm compared with measured values.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Danga, X.; Heb, K.; Zhangb, F.; Dua, R. A new flexible sheet metal forming method of incremental bending. In Proceedings of the 17th International Conference on Metal Forming, Toyohashi, Japan, 16–19 September 2018. [Google Scholar]
- Rozeman, S.; Adesta, E.Y.T.; Sophian, A.; Tomadi, S.H. Activities in stamping die manufacturing: A systematic literature review. Int. J. Eng. Mater. Manuf. 2023, 8, 21–35. [Google Scholar] [CrossRef]
- Ajay, C.V.; Boopathi, C.; Kavin, P. Incremental sheet metal forming (ISMF): A literature review. AIP Conf. Proc. 2019, 2128, 030012. [Google Scholar] [CrossRef]
- Kumar, Y.; Kumar, S. Incremental sheet forming (ISF). In Advances in Material Forming and Joining Topics in Mining, Metallurgy, and Materials Engineering; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Ambrogio, I.; Costantino, I.; De Napoli, L.; Filice, L.; Fratini, L.; Muzzupappa, M. Influence of some relevant process parameters on the dimensional accuracy in incremental forming: A numerical and experimental investigation. J. Mater. Process. Technol. 2004, 153–154, 501–507. [Google Scholar] [CrossRef]
- Gohil, A.; Modi, B. Review of the effect of process parameters on performance measures in the incremental sheet forming process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 303–332. [Google Scholar] [CrossRef]
- Nasulea, D.; Oancea, G. Incremental Deformation: A Literature Review. 2017. Available online: https://www.matec-conferences.org/articles/matecconf/abs/2017/35/matecconf_mse2017_03017/matecconf_mse2017_03017.html (accessed on 16 December 2023).
- Tegan, M.; Jack, J.; Matthew, D. Formability in single point incremental forming: A comparative analysis of the state of the art. CIRP J. Manuf. Sci. Technol. 2017, 16, 43–54. [Google Scholar]
- Kim, Y.H.; Park, J.J. Effect of process parameters on formability in incremental forming of sheet metal. J. Mater. Process. Technol. 2002, 130–131, 42–46. [Google Scholar] [CrossRef]
- Kumar, A.; Gulati, V.; Kumar, P.; Singh, H. forming force in incremental sheet forming: A comparative analysis of the state of the art. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 251. [Google Scholar] [CrossRef]
- Wu, S.; Ma, N.; Rashed, S.; Matsuoka, Y.; Lu, F.; Miyamoto, K. A position-adjustable universal backing plate to improve geometric accuracy in incremental sheet forming. Int. J. Adv. Manuf. Technol. 2022, 121, 8143–8158. [Google Scholar] [CrossRef]
- Wu, S.; Gao, L.; Matsuoka, Y.; Rashed, S.; Zhao, Y.; Ma, N. Multi-step toolpath approach to improve the dimensional accuracy of a non-axisymmetric part in incremental sheet forming and its mechanism analysis. J. Mech. Sci. Technol. 2022, 36, 1–12. Available online: https://link.springer.com/article/10.1007/s12206-022-0333-1 (accessed on 1 December 2023). [CrossRef]
- Yamashita, M.; Gotoh, M.; Atsumi, S. Numerical simulation of incremental forming of sheet metal. J. Mater. Process. Technol. 2008, 199, 163–173. [Google Scholar] [CrossRef]
- Trzepiecinski, T.; Lemu, H. Recent development and trends in friction testing for conventional and incremental sheet forming. Metals 2020, 10, 47. [Google Scholar] [CrossRef]
- Wu, S.; Geng, P.; Ma, N.; Lu, F. Contact-induced vibration tool in incremental sheet forming for formability improvement of aluminum sheets. J. Mater. Res. Technol. 2022, 17, 1363–1379. [Google Scholar] [CrossRef]
- Kim, T.J.; Yang, D.Y. Improvement of formability for the incremental sheet metal forming process. Int. J. Mech. Sci. 2002, 42, 1271–1286. [Google Scholar] [CrossRef]
- Tamer, M.E.; Music, O.; Ozdemir, I.; Baranoglu, B.; Sakin, A.; Durgun, I. Simulation for incremental sheet forming process: A comparison of implicit and explicit finite element analysis with experimental data. In Proceedings of the 7th International Conference and Exhibition on Design and Production of Machines and Dies/Molds, Antalya, Turkey, 20–23 June 2013. [Google Scholar]
- Zhaobing, L. Heat-assisted incremental sheet forming: A state-of-the-art review. Int. J. Adv. Manuf. Technol. 2018, 98, 2987–3003. [Google Scholar] [CrossRef]
- Vrh, M.; Halilovics, M.; Starman, B.; Stok, B. Modeling of spring back in sheet metal forming. Int. J. Mater. Form. 2009, 2, 825–828. [Google Scholar] [CrossRef]
- Stefanos, C.S.; Georgios, E. Stavroulakis, Spring back prediction in sheet Metal forming based on finite element analysis and artificial. neural network approach. Appl. Mech. 2020, 1, 97–110. [Google Scholar] [CrossRef]
- Serkan, T. Parameters determination of Yoshida Uemori model through optimization process of cyclic tension-compression test and V-bending spring back. Lat. Am. J. Solid Struct. 2016, 13, 1893–1911. [Google Scholar]
- Starman, B.; VrhMarko, M.; Halilovič and, V. Advanced modeling of sheet metal forming considering anisotropy and Young’s modulus evolution. J. Mech. Eng. 2014, 60, 84–92. [Google Scholar] [CrossRef]
- Yoshida, F.; Uemori, T. A model of large-strain cyclic plasticity describing the Bauschinger effect and work hardening stagnation. Int. J. Plast. 2002, 18, 661–686. [Google Scholar] [CrossRef]
- Xia, X.; Gong, M.; Wang, T.; Liu, Y.; Zhang, H.; Zhang, Z. Parameter identification of the Yoshida-Uemori hardening model for remanufacturing. Metals 2021, 11, 1859. [Google Scholar] [CrossRef]
- Oleksik, V.; Trzepieciński, T.; Szpunar, M.; Chordia, Ł.; Ficek, D.; Szczesny, I. Single-point incremental forming of titanium and titanium alloy sheets. Materials 2021, 14, 6372. [Google Scholar] [CrossRef] [PubMed]
- Zhu, H.; Ou, H.; Popov, A. Incremental sheet forming of thermoplastics: A review. Int. J. Adv. Manuf. Technol. 2020, 111, 565–587. [Google Scholar] [CrossRef]
- Ullah, P.; Li, X.; Li, D. Fast simulation of incremental sheet metal forming by multi-tooling. J. Manuf. Process. 2022, 84, 669–680. [Google Scholar] [CrossRef]
- Markus, B. Fast simulation of incremental sheet metal forming by adaptive remeshing and sub-cycling. Int. J. Mater. Form. 2016, 9, 353–360. [Google Scholar]
- Nitin, H.H. Automated Modeling and Remeshing in Metal Forming Simulation. Ph.D. Thesis, Rensselaer Polytechnic Institute, Troy, NY, USA, 2003. [Google Scholar]
- Abdel-Nasser, Y.; Fan, H.; Zhu, X.; Ma, N. Moving Mesh Refining and Coarsening for Increment Sheet Forming Simulation; Workshop at Osaka: Osaka, Japan, 2018. [Google Scholar]
- LS-DYNA/Implicit Software. 2017. Available online: https://lsdyna.ansys.com/manuals/ (accessed on 16 December 2023).




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density [ton/mm3] | E [Mpa] | Ea [Mpa] | ξ | Anisotropy Ratio |
| 7.8 × 10−9 | 2.05 × 105 | 1.50 × 105 | 30.8 | 1.6 |
| Y [Mpa] | C | B [Mpa] | Rsat [Mpa] | b [Mpa] |
| 150 | 300 | 170 | 190 | 20 |
| m | h | |||
| 10 | 0.5 |
| Simulation Stage | Solver | Termination Time | Boundary Conditions |
|---|---|---|---|
| Forming | Explicit | 17.9 s | Contact area |
| Release the clamps | Implicit | 1 s | 6 DOF of 3 nodes |
| Trimming | Implicit | 1 s | 6 DOF of 3 nodes |
| Experiment | X-Axis | Y-Axis | % in X | % in Y |
|---|---|---|---|---|
| Min Thick (Left side) | 0.486 | 0.49 | −0.0043 | 0.0188 |
| Min Thick (Right side) | 0.49 | 0.487 | 0.0362 | 0.0075 |
| FEM | ||||
| Min Thick (Left side) | 0.488 | 0.4807 | ||
| Min Thick (Right side) | 0.472 | 0.4833 |
| Experiment | Z1 (mm) | Z2 (mm) | % in Z1 | % in Z2 |
|---|---|---|---|---|
| Height (Left side) | 53.85 | 47.206 | 0.0155 | 0.05293 |
| Height (Right side) | 55.446 | 46.21 | 0.0579 | 0.06655 |
| FEM | ||||
| Height (Left side) | 53.012 | 44.682 | ||
| Height (Right side) | 52.231 | 43.125 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdel-Nasser, Y.; Ma, N.; Rashed, S.; Miyamoto, K.; Miwa, H. Numerical Modelling for Efficient Analysis of Large Size Multi-Stage Incremental Sheet Forming. J. Manuf. Mater. Process. 2024, 8, 3. https://doi.org/10.3390/jmmp8010003
Abdel-Nasser Y, Ma N, Rashed S, Miyamoto K, Miwa H. Numerical Modelling for Efficient Analysis of Large Size Multi-Stage Incremental Sheet Forming. Journal of Manufacturing and Materials Processing. 2024; 8(1):3. https://doi.org/10.3390/jmmp8010003
Chicago/Turabian StyleAbdel-Nasser, Yehia, Ninshu Ma, Sherif Rashed, Kenji Miyamoto, and Hirotaka Miwa. 2024. "Numerical Modelling for Efficient Analysis of Large Size Multi-Stage Incremental Sheet Forming" Journal of Manufacturing and Materials Processing 8, no. 1: 3. https://doi.org/10.3390/jmmp8010003